Изобретение относится к электро(вакуумной технике, в частности к устройствам для изготовления фотоэлектронных приборов (ФЭП) Известны устройства для изготовления ФЭП til г, в которых изготовление приборов осуществляется по методу переноса F заключающемуся в том что внутри вакуумного объема раздельно обрабатываются части фотоэлектронных приборов, изготовляется фотокатод, а затем производится окончательная сборка прибора при помощи механизмов, установленных внутри вакуумного и управляемых снаружи. Эти устройства имеют вакуумную камеру со средствами откачки и сообщения с атмосферой. Вну1 ри камеры размещаются заготовка фотокатода и другие части прибора,узел активирования и механизмы для осуществления технологического процесса. Таким образом, в процессе изготовления прибора в общем объеме проводится вакуумно-термическая обработ ка частей прибора, затем изготовление фотокатода и окончательная сбор ка прибора. Недостатком указанного устройства (является то, что в общей камере даже при наличии специальных экранов трудно защитить заготовки фотокатодов от воздействия веществ, выделяющихся в процессе вакуумнотермической обработки пр.очих частей фотоэлектронных приборов. При изготовлении фотокатода пары щелочных металлов осаждс1ются на частях прибора, что ухудшает параметры узлов и прибора в целом. Низка производительность труда, так как в рассматриваемых устройствах изготавливается, как правило, один прибор (в ряде .случа;ев - два, три), цосле чего все устройство должно разгерметизовываться для извлечения готового прибора и Загрузки узлов следукяцего прибора. Известно устройство для изготовления ФЭП, содержащее основную вакуумную камеру с расположенными в ней поворотной каруселью, и механизмом сочленения узлов прибора, дополнительные вак умные камеры,расположенные напротив позиций карусели, средства вакуумнотермической обработки прибора и уплотнительные элементы, служащие для герметичного
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления фотоэлектронных приборов | 1980 |
|
SU900343A1 |
| Устройство для изготовления фотоэлектронных приборов | 1978 |
|
SU766388A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭОП С ПРЯМЫМ ПЕРЕНОСОМ ИЗОБРАЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2216816C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОЭЛЕКТРОННОГО ПРИБОРА | 1987 |
|
RU2033656C1 |
| Устройство для сборки фотоэлектрических приборов типа видиконов | 1977 |
|
SU661638A1 |
| Фотоэлектронный прибор | 1982 |
|
SU1095271A1 |
| Узел соединения частей оболочки вакуумного прибора | 1981 |
|
SU999126A1 |
| Устройство для изготовления фотоэлектронных приборов | 1977 |
|
SU696557A1 |
| Фотокатодный узел фотоэлектронного прибора | 1980 |
|
SU943919A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОЭЛЕКТРОННОГО ПРИБОРА | 2015 |
|
RU2616973C1 |
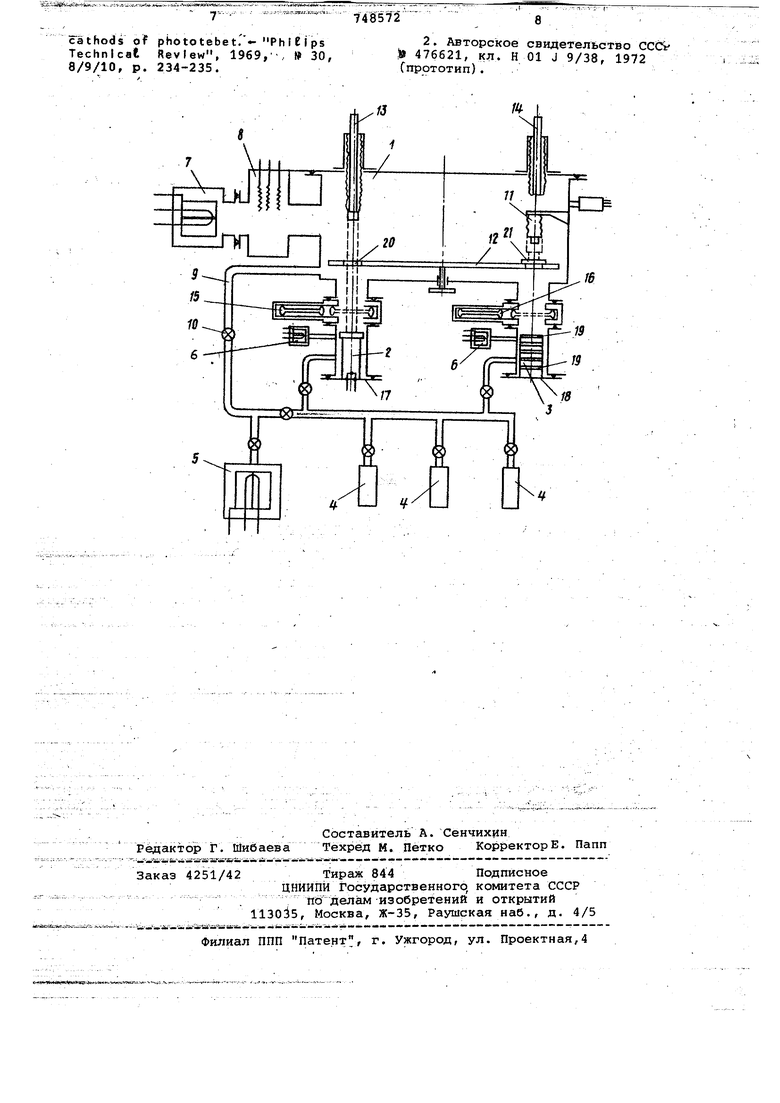
й.-: ;-± йашж а а й зазделения основной и дополнительных амер t2l. Так как и в этом устройстве все jacTH фотоэлектронного прибора находятся в общей камере, их взаимное влияние при вакуумно-термической обэаботке не исключено. Кроме того, шогократное использование одних и гех же уплотнительных элементов сначала для технологического разделелия объемов, а затем для финишной герметизации самого фотоэлектронного прибора снижает его надежность. Необходимотакже отметить, что в известных устройствах не удается обе аечить перепад давления на несколько порядков, желательный при изготовлении ФЭП методом переноса. Недостатком известного устройства чгвляется также и то, что на нем можно изготавливать приборы, расчленяюпиёся только на две часТи. Многие фотоэлектронные приборы обладают зложной конструкцией. Отдельные элеугенты приборов требуют для получения оптимальных характеристик таких режи чов вакуумно-термической обработки, которае недопустимы дли других элементов и, следовательно, целесообраз но расчленение фотоэлектронных приборов на три и более части, каждая из которых подвергается индивидуальной обработке, после чегопроизводйтсй их сочленение. Цель изобретения - повышение КаЧеСГйа и надежности изготавливаемы приборов при одновременном повышении производительности устройства. Поставленная цель достигается тем, что, устройство снабжено механизмами вертикал ьного перемещения узлов прибора, расположеннь ми соосно с дополнительными камерами, которые вместе, с 9лёнёнт амй расположенияуз лов прибора,неподвижно установлены на днище основной вакуумной камеры, причем уплотнительныё элементы размеЩены с возможностью перемещения в дополнительных камерах, а также те что дополнительные камеры снабжены средствами сообщения с атмосферой. С целью упрощения сборки элементы размещения узлов прибора в дополнительных камерах выполнены в виде кас Магнитного материала. Изобретение поясняется чертежом, где изображен общий,вид устройства. На днище основной сборочной камеры 1 неподвижно закреплены дополнительные технологические камеры. На чертеже для йримера изображены две дополнительные камеры: 2 - для изготовления фотокатрда и 3 - для обезгаживания экранных дисков. Камеры снабжены общими откачными средствами 4 и 5 (например 4 - цеолитовые насосы и 5 - насос типа НОРД-100) для предварительной откатки, а также индивиду ал ьнЁши для юкрнчательной откачки: насосы б (например, типа НОРД-10) для откачки дополнительных камер (до вакуума порядка рт.ст.) и насосы (например, МРН-150) и 8(например, сублимационный насос) для откачки основной камерЬл (до вакуума мм рт.ст) . На трубопроводе 9, соединяющем откачные средства 4 и 5 с камерами 1,2,3,расположены вентили 10, перекрытием которых достигается избирательная откачка определенных камер, в сборочной камере 1 распрложен механизм сочленения узлов прибора в виде, например, запрессовщика 11, и средства перемещения узлов прибора, состоящие из карусели 12 и механизмов вертикаль-. ноГо перемещения манипуляторов 13 и 14. Дополнительные камеры 2 и 3 расположены напротив позиций карусели, а механизмы 13 и 14 - соосно с дополнительными камерами 2.и 3 соответственно. Число манипуляторрв равно числу дополнительных камер. Дополнительные камеры снабжены уплотнительными элементами 15 (камера 2) и 16 (камера 3), которые могут перемещаться разделяя или соединяя объемы основной (1) и дополнительных (2,3) камер. На дне дополнительных камер 2 и 3 расположены люки 17 и 18, через которые осуществляется загрузка узлов и выгрузка готового прибора. Для удобства работы механизмы вертикального перемещения снабжены магнитами, а в дополнительных: камерах установлены кассеты 19 из агнитного материала. Йа поворотной карусели 12 имеются отверстие 20, которое совмещается с позициями карусели при ее повороте и через которое могут свободно перемещаться манипуляторы 13 и 14 и кассеты 19, и гнезда 21 для размещения кассет 19 с обработанными частями приёбра. . ,. Устройство работает следующим образом (описываемая последовательность является одной из возмозных). С целью подготовки основной вакуумной камеры 1 и проверки работоспособности откачной системы всего устройства средствами 4 и 5 производится предварительная откачка (с прогревом) основной 1 и дополнительных 2,3 камер. Далее с помодью уплотнительнык элементов 15, 16 дополнительные камеры 2,3 отсекаются от основной камеры 1 и с помодью индивидуальных средств 7 и 8 откачивается основная камера 1 до вакуума порядка рт.ст., а дополнительные камеры 2 и 3 с помощью насосов б до вакуума 10 рт.ст. На этом заканчивается подготовительный этап и начинается рабочий цикл. После разгерметизации
«амеры 3 вскрывается люк 18, узлы прибора в кассетах 19 размещаются в дополнительной камере 3, люк 18 закрывается. После разгерметизации камеры 2 вскрывается люк 17, планшайба фотокатода совместно с испарителями компонент ов фотокатода размещается в камере 2 и люк 17 также закрывается. Проводится вакуумно-термическая обработка узлов в камерах 2 и 3 с применением насосов 4, 5 и б. После ее окончания с помощью уплотнительного элемента 16 камера 3 соединяется с камерой 1, карусель 12 поворачивается до с овмещения отверстия 20 с осью дополнительной камеры 3, манипулятор 14 через отверстие 20 вводится в камеру 3, захватывает верхний узел в кассете 19, поднимает его в основную каглеру 1, карусель 12 поворачивается до совмещения одного из гнезд 21 с осью манипулятора 14 и захваченный манипулятором узел прибора опускается в гнездо 21. После этого производится снова поворот карусели и перемещение следующего узла из камеры 3 в камеру 1 или же разъединение камер 1 и 3 при помощи уплотнительного элемента 16. Далее в kar/iepy 1 переносятся необходимые узлы из других дополнительных камер типа 3, и аналогичным образом с помощью манипулятора 13 переносится из камеры 2 в камеру 1 планшайба фотокатода со сформированным фотокатодом.
При этом узлы, составляющие один прибор, последовательно один за другим кладутся в необходимом порядке друг на друга на одном и том же гнезде 21 карусели 12. Далее это гнездо 21 поворотом карусели 12 вводится под механизм сочленения 11 и прибор вакуумно плотно герметизируется (например, холодной сваркой непосредстве,нно металлических поверхностей или. через индиевую прокладку) . После этого карусель 12 поворачивается до совмещения гнезда 21 (с собранным и герметизированным прибором) с осью камеры 2, уплотнительный элемент 15 выводится, соединяя камеры 1 и 2, манипулятор 13 захватывает прибор с гнезда 21, карусель поворачивается до совмещения отверстия 20 с осью манипулятора 13 через это отверстие манипулятор 13 вносит готовый прибор в камеру 2, оставляет его там, манипулятор 13 выводится снова в камеру 1, уплотнительный элемент 15 разъединяет камеры 2 и 1, открывается люк 17, готовый прибор извлекается из камеры 2 и в эту камеру загружаются новые испарители и планшайба фотокатода, люк закрывается. Проводи-гся вакуумно-термическая обработка планшайii6u и формирования фотокатода.
Б л адл Ч«в 1й«й«1 5Й№ ЧЙ«1 айВ
«lisas
Параллельно в камерах 3 ведется .обработка других узлов прибора и далее процесс повторяется, как ;описано выше.
Из описания конструкции, устройства и его работы видно, что здесь реализуется возможность создания оптимальных режимов обработки отдельных частей прибора с одновременным исключением взаимного влияния
процесса обработки, что повышает качество изготавливаемых приборов; Кроме того, размещение в дополни-, тельных технологических камерах партий однотипных чacтJeй приборов для
|их вакуумнотермической обработки
значительно сокращает затраты времени на изготовление одного прибора.. Выделение для сборки прибора и хранение обработанных узлов основной специальной сборочной камеры. Не
вскрываемой на атмосферу, обеспечивает возможность получения при сборке прибора сверхвысокого вакуума.
25
Формула изобретения
расположенными в ней поворотной каруселью и механизмом сочленения узлов прибора, дополнительные вакуумные камеры, расположенные напротив позиций карусели, средства вакуумнотермической обработки прибора и уплотнительные элементы, служащие для герметичного разделения основной и допблнитсльных камер, отличающееся тем, что, с целью повыиения качества и надежности изготавливаегшх приборов при одновременном повьлаении производительности, устройство снабжено механизмами вертикального перемещения узлов прибора расположенными соосно с
дополнительными камерами, которые вместе с элементами расположения узлов прибора неподвижно установлены на днище.основной вакуумной камеры, причем уплотнительные элементы размещены с возможностью перемещения в дополнительных камерах.
средствами сообщения с атмосферой.
камерах выполнены в виде кассет из магнитного материала.
Источники информации, принятые во внимание при экспертизе 1. Legoux В. The transfer technigue a new method for activation
lt: f f9t i f- mt StftilS J&
c athods of phototebet.«- Phif Jps Technlcae Review, 1969,, № 30, 8/9/10, p. 234-235.
8
J
L хП
N
о
