Изобретение относится к прокатному производству, а точнее к конструкции гидродинамических опор прокатных валков.
Втулка-вкладыш, как и втулка-цапфа, является основной деталью подшипника жидкостного трения (гидродинамической опоры прокатного валка), предназначенной для восприятия радиальной нагрузки.
Втулка-вкладыш представляет собой тонкостенный цилиндр с буртом или другим элементом, при помощи которого она фиксируется в подушке подшипника. Для подвода смазки в зону трения внутренняя поверхность втулки-вкладыша снабжена масляными карманами.
Известна втулка-вкладыш подшипника жидкостного трения, имеющая три равные рабочие поверхности, разделенных между собой масляными карманами небольшой протяженности по дуге (авт. свид. СССР 710695, В 21 В 31/00, заявл. 04.03.76, опубл. 25.01.80).
При изготовлении этой втулки-вкладыша расточку внутренних рабочих поверхностей производят из одного центра.
Недостатком втулки-вкладыша с тремя рабочими зонами является то, что образующийся в процессе эксплуатации масляный клин не обеспечивает необходимую грузоподъемность подшипника при небольших скоростях прокатки и, как правило, подшипники жидкостного трения с втулками-вкладышами с тремя рабочими зонами применяют в скоростных рабочих клетях сортовых и проволочных станов.
В качестве опор на всех типах прокатных станов используются подшипники жидкостного трения с втулками-вкладышами с двумя рабочими зонами.
Из известных втулок-вкладышей подшипника жидкостного трения наиболее близкой по технической сущности является втулка-вкладыш, имеющая внутреннюю рабочую поверхность с двумя маслоподводящими карманами и отверстиями в них (см. Тодер И.А., Кудрявцев Н.А. и др. Гидродинамические опоры прокатных валков. М.: Металлургия, 1968, с.158-163).
Внутренняя рабочая поверхность выполнена овальной с цилиндрическими поверхностями, причем большая ось перпендикулярна маслоподводящим карманам.
Такая конструкция втулки-вкладыша обеспечивает безаварийный монтаж втулки-цапфы во втулку-вкладыш и достаточно высокую нагрузочную способность подшипника жидкостного трения, в том числе и при небольших скоростях вращения прокатных валков.
Втулку-вкладыш изготавливают из стали и внутреннюю поверхность заливают баббитом.
Технологический процесс изготовления втулки-вкладыша включает черновую обработку поверхностей стальной заготовки, расточку внутренней поверхности втулки под заливку баббитом, заливку баббита центробежным способом и расточку баббитовой поверхности.
Внутреннюю рабочую поверхность втулок-вкладышей диаметром свыше 250 мм растачивают из двух центров, смещенных по вертикальной оси подшипника, относительно центра втулки (величина смещения Δ), а масляные карманы растачивают из центров, смещенных по горизонтали радиусом R (величина смещения Δ1).
Недостаток известной конструкции втулки-вкладыша подшипника жидкостного трения заключается в том, что трудоемкость ее изготовления значительно больше, чем при изготовлении цилиндрической поверхности, так как обработка внутренней поверхности втулки осуществляется из нескольких центров.
Кроме того, точность изготовления рабочих поверхностей в значительной степени определяет величину предельной нагрузочной способности подшипника. А при обработке из нескольких центров эту точность достигнуть и проконтролировать значительно сложнее и, следовательно, грузоподъемность подшипника может быть занижена.
Задача настоящего изобретения состоит в разработке конструкции втулки-вкладыша и способа ее изготовления, обеспечивающих эффективную работу подшипника жидкостного трения и позволяющих снизить трудоемкость ее изготовления.
Поставленная задача достигается тем, что во втулке-вкладыше подшипника жидкостного трения опоры прокатного валка, имеющей внутреннюю рабочую поверхность с двумя маслоподводящими карманами и отверстиями в них. согласно изобретению внутренняя поверхность выполнена эллиптической, при этом большая ось эллипса параллельна маслоподводящим карманам.
В способе изготовления втулки-вкладыша, включающем расточку внутренней поверхности, заливку баббита центробежным способом и расточку внутренней баббитовой поверхности, согласно изобретению после заливки баббитом втулку-вкладыш по наружной поверхности деформируют в направлении оси, параллельной маслоподводящим карманам, на величину, не превышающую величину упругой деформации, растачивают внутреннюю поверхность из одного центра до рабочего расчетного размера и затем снимают усилие деформации.
Такое конструктивное выполнение втулки-вкладыша подшипника жидкостного трения опоры прокатного валка позволяет увеличить грузоподъемность подшипника, так как масляный клин, ограниченный цилиндрической и эллиптической поверхностями, при одинаковых режимах прокатки имеет большую протяженность, чем клин, ограниченный двумя цилиндрическими поверхностями.
Для обеспечения высокой нагрузочной способности подшипника зазор между внутренней поверхностью втулки-вкладыша и наружной поверхностью втулки-цапфы должен быть в пределах 0,0003-0,002 от диаметра втулки-цапфы (в зависимости от типоразмера подшипника, от нагрузки на подшипник и от скорости вращения подшипника). Для обеспечения безаварийного монтажа втулки-цапфы подшипника во втулку-вкладыш зазор между внутренней поверхностью втулки-вкладыша и наружной поверхностью втулки-цапфы должен быть в пределах 0,001-0,003 от диаметра втулки-цапфы (в зависимости от типоразмера подшипника). Удовлетворение этик двух требований наилучшим образом осуществляется при выполнении внутренней поверхности втулки-вкладыша эллиптической.
Предложенный способ изготовления втулки-вкладыша новой конструкции позволяет снизить трудоемкость механической обработки внутренней поверхности втулки благодаря тому, что расточка ведется из одного центра.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых
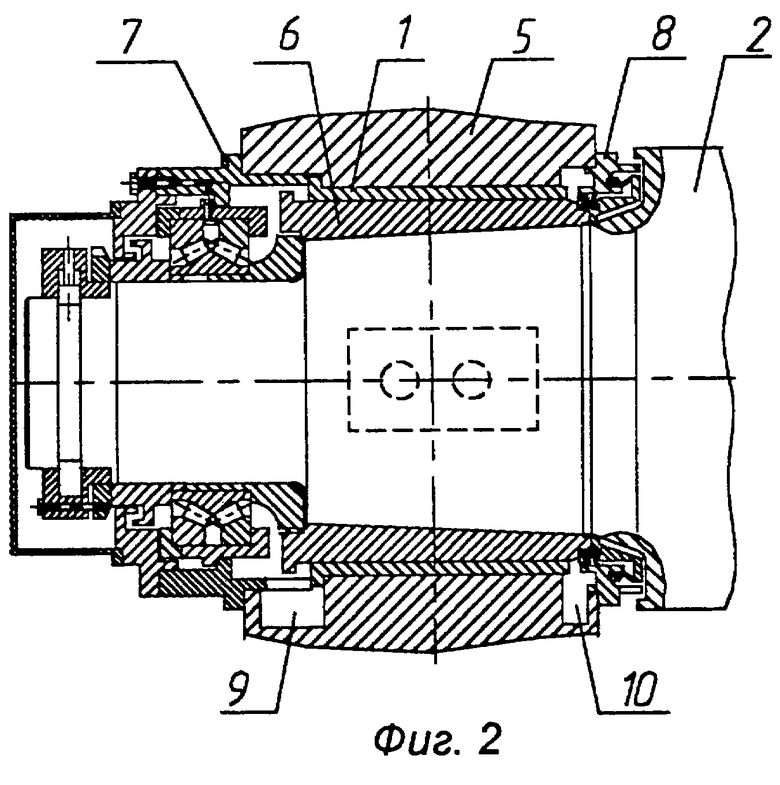
на фиг. 1 изображена втулка-вкладыш подшипника жидкостного трения опоры прокатного валка,
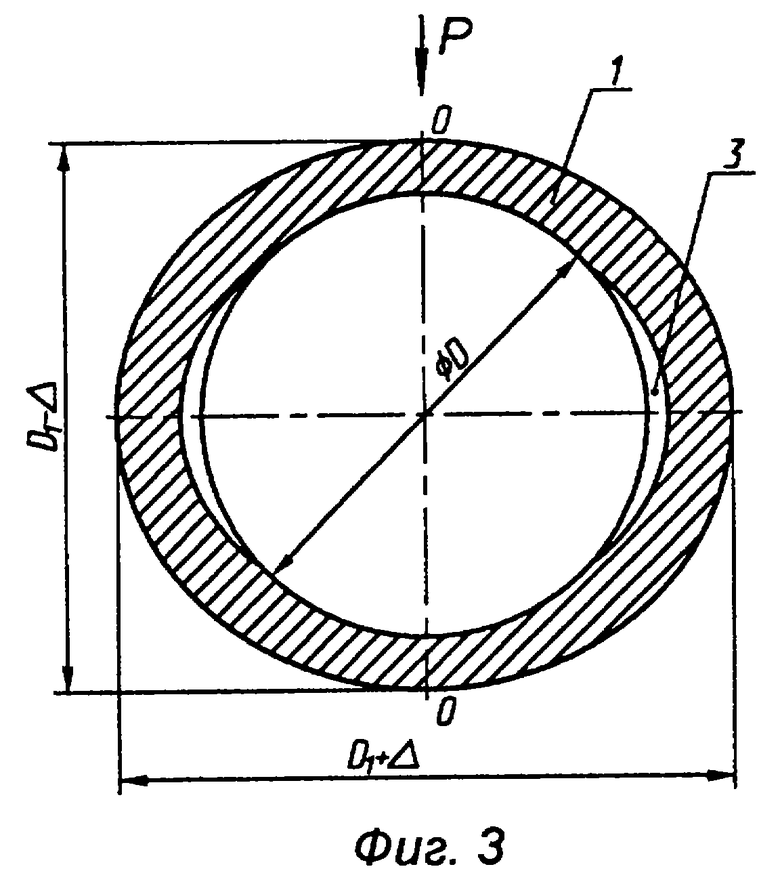
на фиг.2 изображен подшипник жидкостного трения опоры прокатного валка,
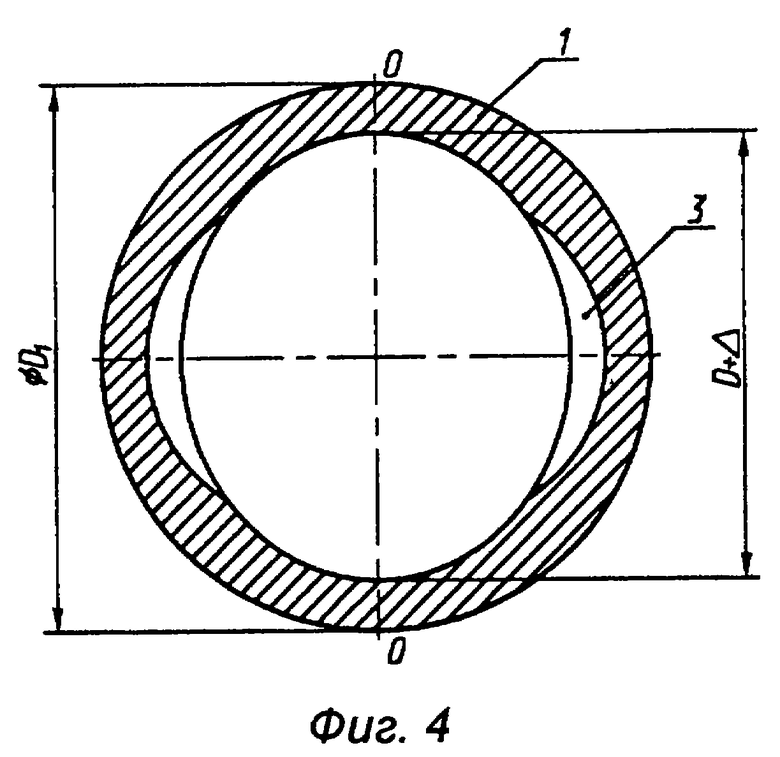
на фиг.3 сечение А-А на фиг.1 в момент деформирования втулки-вкладыша по наружной поверхности,
на фиг. 4 - сечение А-А на фиг.1 после расточки внутренней поверхности втулки-вкладыша.
Втулка-вкладыш 1 подшипника жидкостного трения опоры прокатного валка 2 (тонкостенный стальной цилиндр с буртом), имеющая эллиптическую внутреннюю рабочую поверхность с маслоподводящими карманами 3 и отверстиями 4 для подвода. смазки, установлена в подушке 5. Внутри втулки-вкладыша 1 с рабочим зазором расположена втулка-цапфа 6, одетая на валок 2. Для исключения вытекания из подшипника смазывающего масла служат передняя 7 и задняя 8 крышки с уплотнениями. Большая ось О-О эллипса внутренней поверхности втулки-вкладыша 1 расположена параллельно маслоподводящим карманам 3.
При работе подшипника жидкостного трения втулка-цапфа 6, вращаясь во втулке-вкладыше 1, захватывает смазку, подаваемую через отверстия 4 в рабочий зазор между внутренней поверхностью втулки-вкладыша 1 и наружной поверхностью втулки-цапфы 6, и затем, пройдя через зазор, смазка поступает в нерабочую зону и через торцы вытекает в карманы 9 и 10, расположенные между торцом втулки-вкладыша 1 и передней 7 и задней 8 крышками, а из карманов 9 и 10 возвращается в систему смазки.
Для изготовления втулки-вкладыша 1, как правило, используют стальную поковку.
Технологический процесс изготовления втулки-вкладыша 1 включает черновую обработку ее поверхностей, расточку внутренней поверхности втулки под заливку баббитом и обточку наружной цилиндрической поверхности под шлифовку при одной и той же установке, заливку баббита центробежным способом. После заливки баббитом втулку-вкладыш шлифуют по наружной поверхности и деформируют в направлении оси О-О, параллельной маслоподводящим карманам 3 на величину Δ, не превышающую величину упругой деформации, например, используя для этого корпус с внутренней эллиптической поверхностью. У деформированной (зажатой) втулки-вкладыша растачивают внутреннюю поверхность из одного центра до рабочего расчетного размера φD. Затем усилие деформации снимают и наружная поверхность под действием сил упругости приобретает вновь цилиндрическую форму, а внутренняя поверхность - эллиптическую, большая ось которой будет равна D + Δ.
Предложенная конструкция втулки-вкладыша подшипника жидкостного трения и предложенный способ ее изготовления по сравнению с известными позволяют снизить трудоемкость изготовления одной из основных деталей ПЖТ, так при расточке внутренней поверхности втулки-вкладыша в зависимости от типоразмера подшипника жидкостного трения будет экономиться от 0,35 (для ПЖТ 275) до 6,5 (для ПЖТ 1320) станко-часов.
Предложенная конструкция позволяет также повысить грузоподъемность подшипника на низких скоростях вращения по сравнению с втулками-вкладышами с цилиндрической внутренней рабочей поверхностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДШИПНИК ЖИДКОСТНОГО ТРЕНИЯ ДЛЯ ВАЛКОВ ПРОКАТНЫХ СТАНОВ | 2015 |
|
RU2623561C2 |
| Опорный узел прокатного валка | 1991 |
|
SU1814937A1 |
| ПОДШИПНИК ЖИДКОСТНОГО ТРЕНИЯ ДЛЯ ВАЛКОВ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2139765C1 |
| Подшипник жидкостного трения | 1976 |
|
SU710695A1 |
| Гидростатодинамический подшипник для прокатных валков | 1990 |
|
SU1724402A1 |
| Опора прокатного валка | 1984 |
|
SU1186301A2 |
| Опорный узел прокатного валка | 1979 |
|
SU820944A1 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО ПОДШИПНИКА ЖИДКОСТНОГО ТРЕНИЯ | 1999 |
|
RU2193709C2 |
| ГИДРОСТАТОДИНАМИЧЕСКИЙ ПОДШИПНИК ЖИДКОСТНОГО ТРЕНИЯ ДЛЯ ВАЛКОВ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2176939C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПОДШИПНИКОВ ЖИДКОСТНОГО ТРЕНИЯ | 2006 |
|
RU2327908C2 |
Изобретение относится к прокатному производству, а точнее к конструкции гидродинамических опор прокатных валков. Втулка-вкладыш подшипника жидкостного трения опоры прокатного валка имеет внутреннюю поверхность с двумя маслоподводящими карманами, которая выполнена эллиптической, при этом большая ось эллипса параллельна маслоподводящим карманам. Способ изготовления втулки-вкладыша включает расточку внутренней поверхности, заливку баббита центробежным способом. После заливки баббитом втулку-вкладыш по наружной поверхности деформируют в направлении оси, параллельной маслоподводящим карманам, на величину, не превышающую величину упругой деформации, а затем растачивают внутреннюю рабочую поверхность из одного центра до рабочего расчетного размера. После расточки усилие деформации снимают. Изобретение обеспечивает эффективную работу подшипника жидкостного трения и позволяет снизить трудоемкость изготовления втулки-вкладыша подшипника. 2 с.п.ф-лы, 4 ил.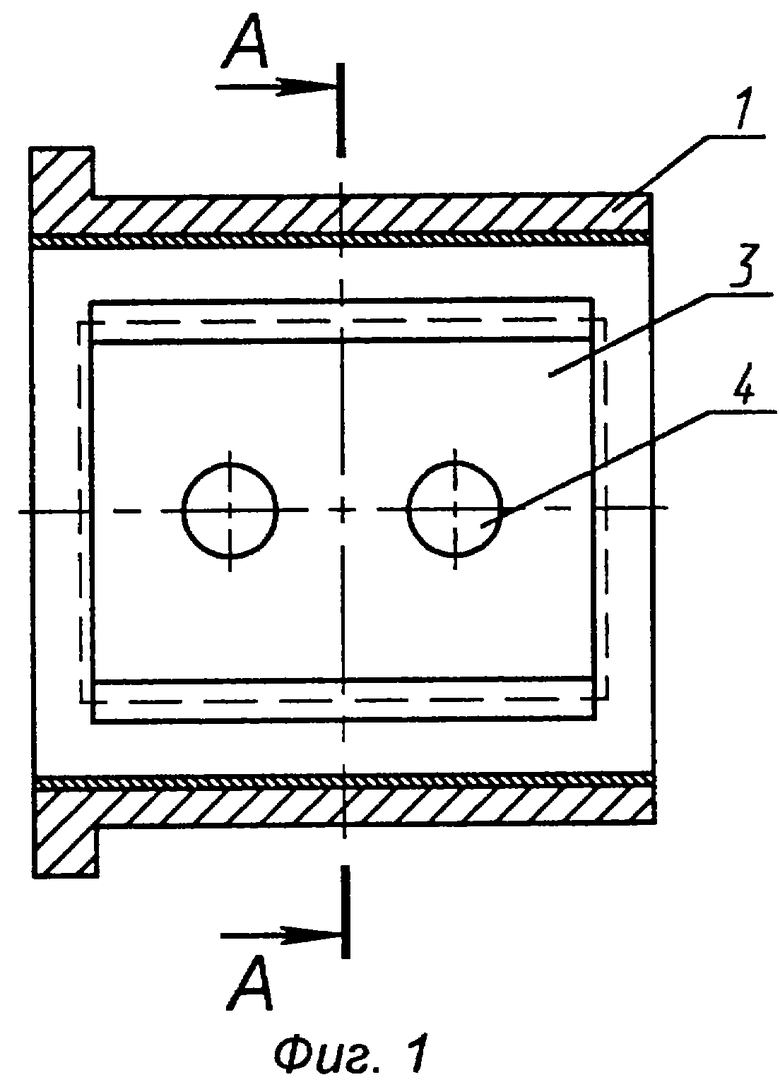
| ТОДЕР И.А | |||
| и др | |||
| Гидродинамические опоры прокатных валков | |||
| - М.: Металлургия, 1968, с.158-163 | |||
| УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ РЕГУЛИРОВКИ ВАЛКА ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ ПРОКАТНОЙ КЛЕТИ | 1995 |
|
RU2083301C1 |
| МЯГКИЙ ОПОРНЫЙ УЗЕЛ РОЛИКА РОЛЬГАНГА ОБЖИМНОГО СТАНКА | 1993 |
|
RU2038177C1 |
| Подшипник жидкостного трения | 1976 |
|
SU710695A1 |
| SU 1503160 A1, 20.05.1999 | |||
| Способ перевозки вязких нефтепродуктов и цистерна для его реализации | 2016 |
|
RU2629640C1 |

