Изобретение относится к эксплуатации подшипников жидкостного трения (ПЖТ) преимущественно к эксплуатации ПЖТ прокатных станов.
Известен способ подготовки к эксплуатации ПЖТ, включающий расконсервацию, промывку и просушку втулок-цапф и втулок-вкладышей (деталей ПЖТ), смазку их рабочим маслом и монтаж в подушку на стенде (И.А.Тодер, Г.И-Тарабаев. Крупногабаритные гидростатодинамические подшипники. М.: Машиностроение, с.186-189).
Недостатки известного способа заключаются в невозможности улучшения качества рабочих поверхностей деталей ПЖТ, ограниченном сроке службы подшипников в условиях эксплуатации на предельно допустимых нагрузках и в условиях кратковременного (аварийного) уменьшения подачи рабочего масла.
Известен способ обработки поверхности металлических деталей, включающий изготовление мелкодисперсного модифицирующего состава на основе смеси измельченных природных минералов, изготовление технологической среды путем смешивания модифицирующего состава с жидким органическим связующим, подачу технологической среды на обрабатываемую поверхность детали посредством погружения детали в технологическую среду и механоактивацию технологической среды ультразвуковыми механическими колебаниями (Патент РФ №2209852, МПК С23С 26/00, В23Р 6/02, 10.08.2003 г.).
Известный способ позволяет улучшить качество рабочих поверхностей деталей ПЖТ, увеличить срок службы, однако не позволяет контролировать состояние поверхности, что приводит к появлению несплошностей при образовании металлокерамического защитного слоя, а необходимость введения дорогостоящего ремонтно-восстановительного состава в систему смазки, оборудованную фильтрами и зонами отстоя взвеси, приводит к значительному увеличению эксплуатационных расходов.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ подготовки к эксплуатации подушек ПЖТ опорного валка клети кварто, включающий предварительную опрессовку системы гидростатики подушки опорного валка, раскрытый в RU 20001037323 А, МПК В21В 31/02, 27.11.2001 г.
Известный способ позволяет улучшить эксплуатационные характеристики гидростатических ПЖТ, но на гидродинамических ПЖТ использован быть не может.
Техническим результатом изобретения является повышение долговечности, сокращение расхода ПЖТ и сокращение простоев прокатного стана, в случаях кратковременного (аварийного) прекращения подачи рабочего масла.
Технический результат достигается тем, что способ подготовки к эксплуатации подшипников жидкостного трения включает предварительное очищение рабочих поверхностей деталей подшипника, нанесение на них технологической среды, содержащей ремонтно-восстановительный состав, гомогенно размешанный в пластичной смазке, сборку подшипника жидкостного трения и вращение его в сборе относительно продольной оси с приложением в рабочей зоне деталей подшипника внешнего усилия, величина которого составляет 0,1-1,0% от нагрузочной способности подшипника, с формированием на рабочих поверхностях деталей подшипника защитного слоя в два этапа, при этом на втором этапе формирования защитного слоя, вращение подшипника жидкостного трения осуществляют с периодическим вводом в процессе вращения в рабочую зону деталей подшипника технологической среды, содержащей ремонтно-восстановительный состав, гомогенно размешанный в масле, после чего производят промывку указанной рабочей зоны деталей подшипника.
Технический результат достигается также тем, что в процессе вращения подшипника жидкостного трения, периодически изменяют направление вращения и производят его остановку для проверки качества получаемого защитного слоя и тем, что периодически изменяют зону приложения внешнего усилия в рабочей зоне деталей подшипника на диаметрально противоположную и производят контроль качества получаемого защитного слоя.
Сущность изобретения поясняется чертежом, на котором изображена схема подготовки к эксплуатации ПЖТ 1180×980.
Способ осуществляется следующим образом.
Рабочие поверхности деталей: втулки-вкладыши 1 и втулки-цапфы 2, новых ПЖТ предварительно обезжиривают для удаления остатков консервационной смазки, а бывших в эксплуатации ПЖТ - для удаления продуктов сгорания масел и продуктов износа. Технологическую среду на основе ремонтно-восстановительного состава, гомогенно размешанного в пластичной смазке, наносят резиновым шпателем равномерным тонким слоем на рабочие поверхности деталей ПЖТ из расчета необходимого и достаточного количества для данного типоразмера подшипника. Смазанные втулки-вкладыши 1 и втулки-цапфы 2 монтируют на шейках 3 валка 4, и валок 4 с ПЖТ устанавливают в центрах 5 станка. Центральная часть рабочей зоны втулок-вкладышей 1 нагружается в вертикальном направлении с усилиями Р, равными 0,1-1,0% от нагрузочной способности ПЖТ.
Заявленные значения нагрузки Р обусловлены тем, что нагрузка свыше 1,0% от нагрузочной способности ПЖТ в условиях вращения без подачи достаточного количества масла приводит к разрушению баббитовой поверхности втулок-вкладышей 1, а при нагрузке менее 0,1% от нагрузочной способности ПЖТ - энергии, выделяемой при трении деталей ПЖТ, недостаточно для формирования защитного слоя на поверхностях и адгезии его в подповерхностный слой. Нагрузка осуществляется на внешние поверхности рабочих зон втулок - вкладышей 1, через деревянные прокладки 6, с помощью двух винтовых домкратов 7, установленных на станине 8 станка. При вращении валка 4 осуществляется постоянный контроль температуры втулок-вкладышей 1 стандартными методами.
Собранный узел проходит обкатку в течение времени, необходимого для завершения первого этапа формирования защитного слоя. Во время обкатки положение рабочих зон ПЖТ периодически изменяется на диаметрально противоположное путем поворота втулок-вкладышей 1 на 180° и с изменением направления вращения на обратное, это необходимо для максимально возможного увеличения площади взаимодействующих поверхностей. Во время остановок для поворота втулок-вкладышей 1 производят контроль качества получаемой поверхности. Контроль осуществляют по изменению цвета поверхности (визуально) и ее шероховатости (инструментально). Прекращение изменений указанных параметров определяет время завершения первого этапа обкатки и перехода ко второму этапу - обкатке с технологической средой, содержащей ремонтно-восстановительный состав, гомогенно размешанный в масле.
На втором этапе обкатка продолжается с периодическим вводом технологической среды на основе масла в рабочие зоны ПЖТ через отверстия 9 для подвода жидкой смазки в течение времени, необходимого и достаточного для формирования однородного по толщине и распределению на поверхностях деталей ПЖТ защитного слоя. Режимы нагружения рабочих поверхностей ПЖТ должны отвечать тем же условиям, что и на первом этапе. Контроль толщины и площади рабочих поверхностей осуществляют периодически во время остановок с помощью стандартных приборов. После этого нагрузки Р на втулки-вкладыши 1 снижаются до уровня, при котором втулки-вкладыши остаются в состоянии покоя при вращении втулок-цапф 2. При этом возникают зазоры, гарантирующие возможность промывки обработанных поверхностей и выведения из зон поверхностного контакта деталей ПЖТ продуктов износа. Промывка производится в процессе вращения валка путем обильной подачи масла через отверстия 9 для подвода жидкой смазки и завершается, когда в вытекающем масле перестают появляться посторонние включения.
Для реализации предложенного способа ремонтно-восстановительный состав может состоять, например, из 32-45 мас.% кремния, 18-26 мас.% окиси магния, 10-14 мас.% окиси железа и 10-14 мас.% конституционной воды, а в качестве пластичной смазки - литол.
Применение предлагаемого способа позволяет до монтажа ПЖТ в подушки клети прокатного стана сформировать на его рабочих поверхностях равномерный защитный слой с высокой степенью адгезии в подповерхностные слои рабочих зон деталей ПЖТ. Это исключает появление несплошностей и отслоений защитного слоя и соответственно преждевременный выход из строя ПЖТ.
Благодаря этому повышается долговечность ПЖТ, сокращаются расход ПЖТ, затраты на их эксплуатацию и простои прокатного стана в случаях кратковременного (аварийного) прекращения подачи рабочего масла.
Эксплуатация подготовленных таким способом ПЖТ обеспечивает их устойчивую работу в условиях повышения температуры подаваемого масла и повышении нагрузок при прокатке сложного сортамента прокатываемого листа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВТУЛКА-ВКЛАДЫШ ПОДШИПНИКА ЖИДКОСТНОГО ТРЕНИЯ ОПОРЫ ПРОКАТНОГО ВАЛКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2217252C2 |
| МАСЛО ДЛЯ ПОДШИПНИКОВ ЖИДКОСТНОГО ТРЕНИЯ И РЕДУКТОРОВ ПРОКАТНЫХ СТАНОВ | 2008 |
|
RU2394070C2 |
| Опорный узел прокатного валка | 1989 |
|
SU1678476A1 |
| СПОСОБ РЕМОНТА АГРЕГАТОВ И УЗЛОВ МАШИНЫ | 2008 |
|
RU2380246C1 |
| СПОСОБ МОДИФИКАЦИИ ЖЕЛЕЗОСОДЕРЖАЩИХ ПОВЕРХНОСТЕЙ УЗЛОВ ТРЕНИЯ | 2001 |
|
RU2201998C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2002 |
|
RU2226135C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВТУЛОК-ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 1991 |
|
RU2025246C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2000 |
|
RU2205074C2 |
| Способ электрохимико-механической приработки коренных шеек коленчатого вала | 2018 |
|
RU2690133C1 |
| СОСТАВ ДЛЯ МОДИФИЦИРОВАНИЯ МЕТАЛЛОВ И ВОССТАНОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2169208C1 |
Изобретение относится к эксплуатации подшипников жидкостного трения, преимущественно, подшипников прокатных станов. На предварительно очищенные рабочие поверхности деталей подшипника наносят технологическую среду. Указанная среда содержит ремонтно-восстановительный состав, гомогенно размешанный в пластичной смазке. Подшипник собирают и вращают в сборе относительно продольной оси с приложением в рабочей зоне деталей подшипника внешнего усилия. Величина усилия составляет 0,1-1,0% от нагрузочной способности подшипника. При этом на рабочих поверхностях деталей подшипника в два этапа формируют защитный слой. На втором этапе формирования защитного слоя вращение подшипника производят с периодическим вводом в рабочую зону деталей подшипника технологической среды. Среда содержит ремонтно-восстановительный состав, гомогенно размешанный в масле. Затем рабочую зону деталей подшипника промывают. В результате обеспечивается повышение долговечности подшипников и повышение надежности работы оборудования, в которых они используются. 2 з.п. ф-лы, 1 ил.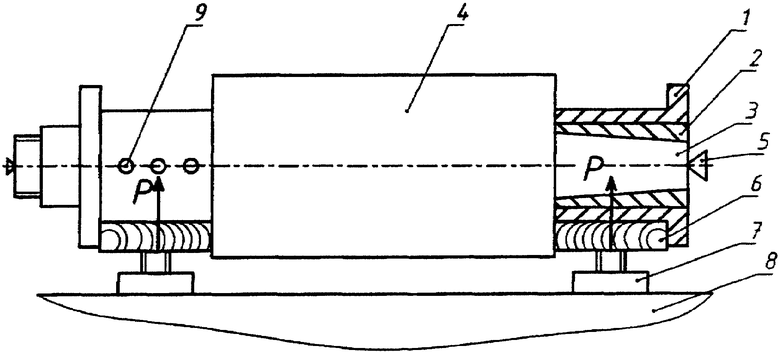
| RU 2000103723 А, 27.11.2001 | |||
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2002 |
|
RU2226135C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2209852C1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |

