Изобретение относится к машиностроительной промышленности, в частности к линиям производства ящиков из картона.
Технический результат изобретения - возможность использования заготовок различной ширины с целью расширения технологических возможностей линии производства ящиков из картона.
Технический результат достигается тем, что линия производства ящиков из картона включает взаимосвязанные между собой и смонтированные на основании узел подачи картона, функциональный модуль флексографии, узел изготовления заготовок ящиков с элементами просечки, рилевки и нанесения клея, модуль передачи заготовок ящиков с транспортером складывания, модуль привода линии, узел пакетирования и привод.
При этом узел изготовления заготовок ящиков снабжен размещенным на элементах просечки приспособлением прижима-перемещения заготовок в межножевом пространстве, выполненном в виде съемных кольцевых секторов, жестко закрепленных на дисковых ножах. Рабочий зазор между контрножом и наружной поверхностью съемного кольцевого сектора установлен в пределах толщины картона. Узел пакетирования снабжен приспособлением выравнивания стопы заготовок ящиков, которое выполнено в виде разновеликих регулируемых по углу наклона заходных лыж, а элементы нанесения клея выполнены в виде вертикально установленных емкостей с расположенными на их выходных частях подпружиненными дозирующими роликами.
Целесообразно, чтобы съемные кольцевые сектора были выполнены из немагнитных материалов.
Полезно, чтобы съемные кольцевые сектора были выполнены из антистатических материалов.
Целесообразно, чтобы съемные кольцевые сектора были выполнены из стали.
Полезно, чтобы съемные кольцевые сектора были выполнены из чугуна.
Целесообразно, чтобы съемные кольцевые сектора были выполнены из конструкционных полимеров.
Полезно, чтобы съемные кольцевые сектора были выполнены из армированных конструкционных полимеров.
Целесообразно, чтобы съемные кольцевые сектора были выполнены из стеклопластиков.
Полезно, чтобы съемные кольцевые сектора были выполнены из углепластиков.
Целесообразно, чтобы съемные кольцевые сектора были выполнены с перфорациями.
Полезно, чтобы съемные кольцевые сектора были выполнены из слоистых материалов.
Целесообразно, чтобы съемные кольцевые сектора были выполнены из металлопластиков.
Целесообразно, чтобы съемные кольцевые сектора были выполнены из объемно расположенной по контуру сектора проволоки.
Полезно, чтобы рабочий зазор между контрножом и наружной поверхностью съемного кольцевого сектора установлен в пределах толщины гофрокартона.
Целесообразно, чтобы съемные кольцевые сектора были выполнены радиально регулируемыми.
Полезно, чтобы заходные лыжи приспособления выравнивания стопы заготовок ящиков были выполнены из конструкционных полимеров.
Целесообразно, чтобы заходные лыжи приспособления выравнивания стопы заготовок ящиков были выполнены из армированных конструкционных полимеров.
Полезно, чтобы заходные лыжи приспособления выравнивания стопы заготовок ящиков были выполнены из стеклопластиков.
Целесообразно, чтобы заходные лыжи приспособления выравнивания стопы заготовок ящиков были выполнены из углепластиков.
Полезно, чтобы заходные лыжи приспособления выравнивания стопы заготовок ящиков были выполнены с профильным поперечным сечением.
Целесообразно, чтобы дозирующие ролики элементов нанесения клея были выполнены из цветных металлов.
Полезно, чтобы дозирующие ролики элементов нанесения клея были выполнены из нержавеющей стали.
Целесообразно, чтобы дозирующие ролики элементов нанесения клея были выполнены из конструкционных полимеров.
Полезно, чтобы дозирующие ролики были выполнены пористыми.
Целесообразно, чтобы дозирующие ролики были выполнены с расположенными на поверхности выступами и впадинами.
Линия для производства ящиков из картона соответствует всем признакам, используемым для характеристики изобретения, а именно - признаку наличия конструктивного элемента, поскольку линия выполнена в виде последовательно установленных за узлом подачи функционального модуля - флексографии, за узлом изготовления - модуля передачи заготовок ящиков с транспортером складывания и размещенного перед модулем пакетирования - модуля привода линии,
признаку наличия связи между элементами, поскольку узел изготовления заготовок ящиков снабжен размещенным на элементах просечки приспособлением прижима-перемещения заготовок в межножевом пространстве, которое выполнено в виде жестко закрепленных на дисковых ножах съемных кольцевых секторов,
признаку взаимного расположения элементов, поскольку рабочий зазор между контрножом и наружной поверхностью съемного кольцевого сектора установлен в пределах толщины картона,
признаку формы выполнения элементов, признаку формы выполнения связи между элементами, поскольку узел пакетирования снабжен приспособлением выравнивания стопы заготовок ящиков, которое выполнено в виде разновеликих регулируемых по углу наклона заходных лыж.
признаку материала, из которого выполнен элемент, поскольку элементы нанесения клея выполнены в виде вертикально установленных емкостей с расположенными на их выходных частях подпружиненными дозирующими роликами.
На фиг.1 изображена схема линии для производства ящиков из картона.
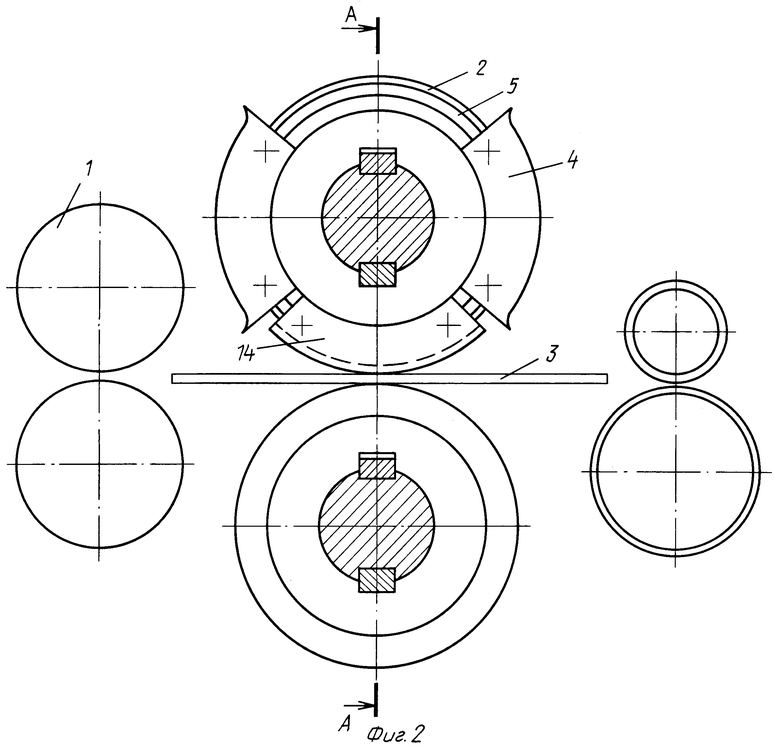
На фиг.2 - элемент просечки и рилевки, вид сбоку.
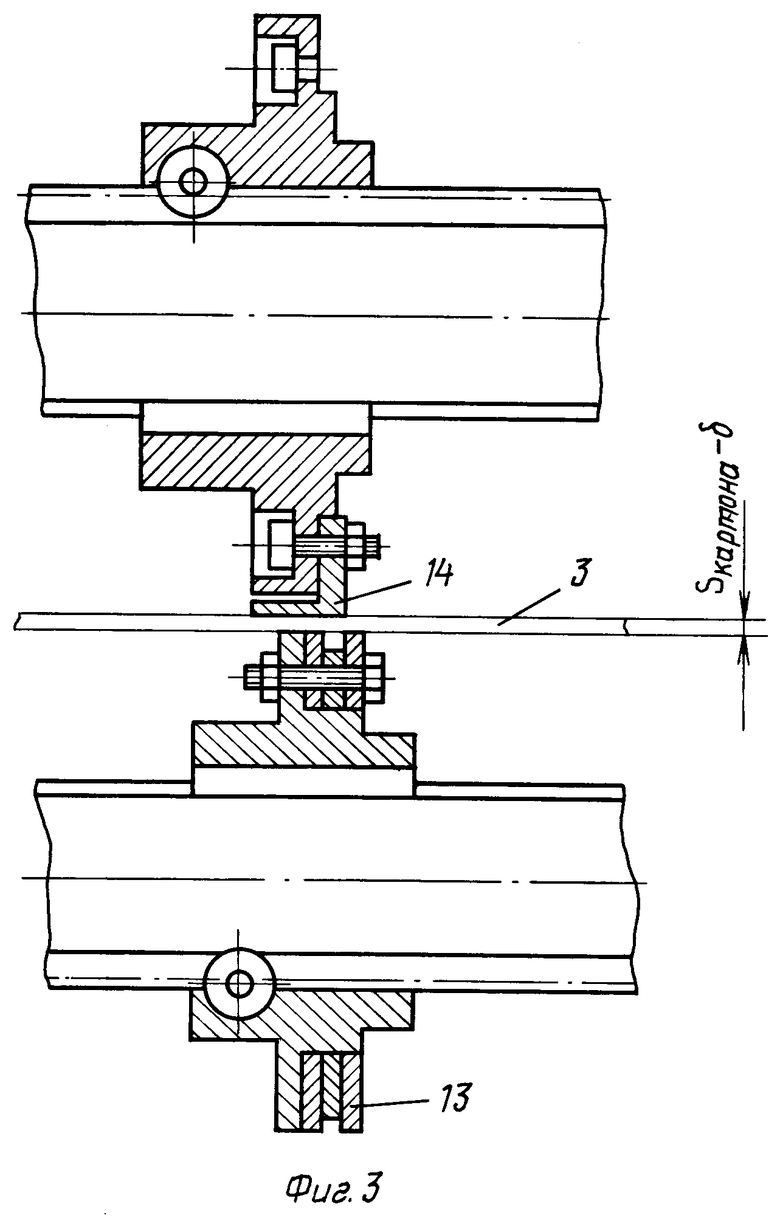
На фиг.3 - разрез А-А на фиг.2.
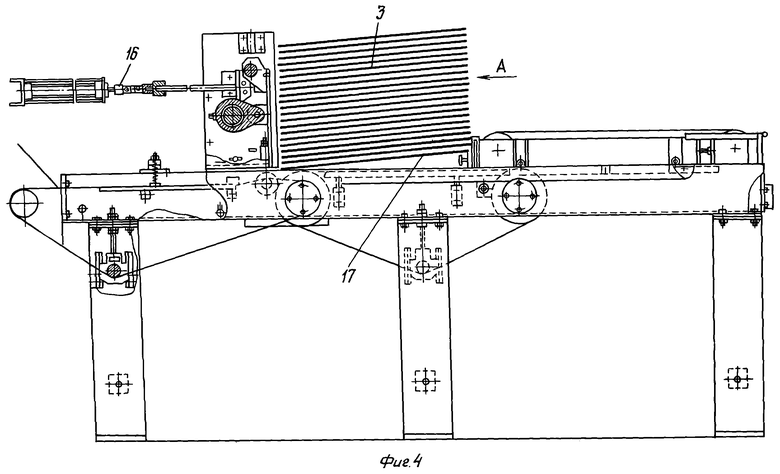
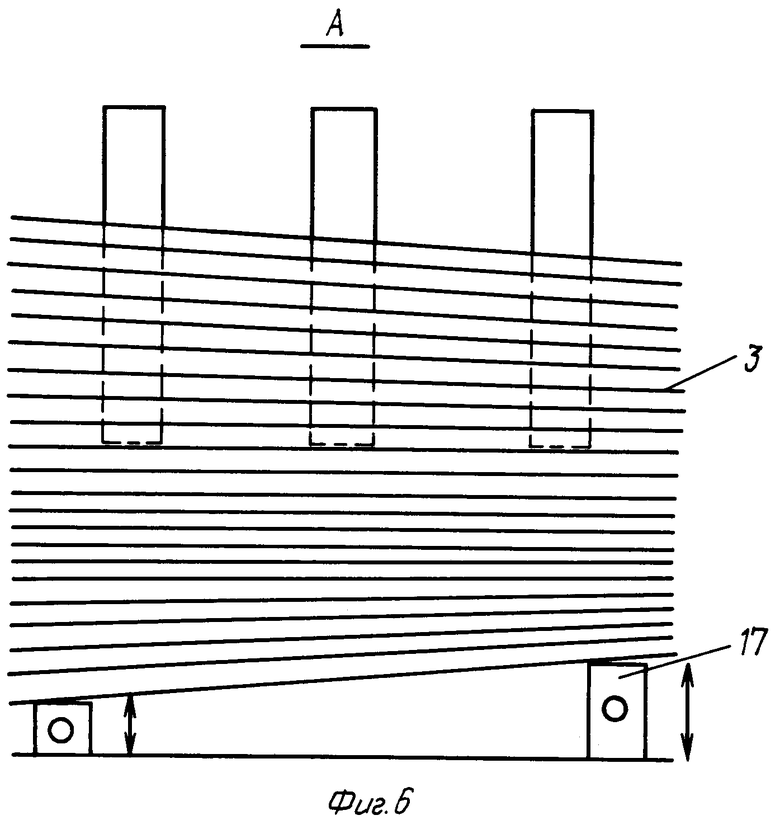
На фиг.4 - схема формирования стопы заготовок ящиков, начало.
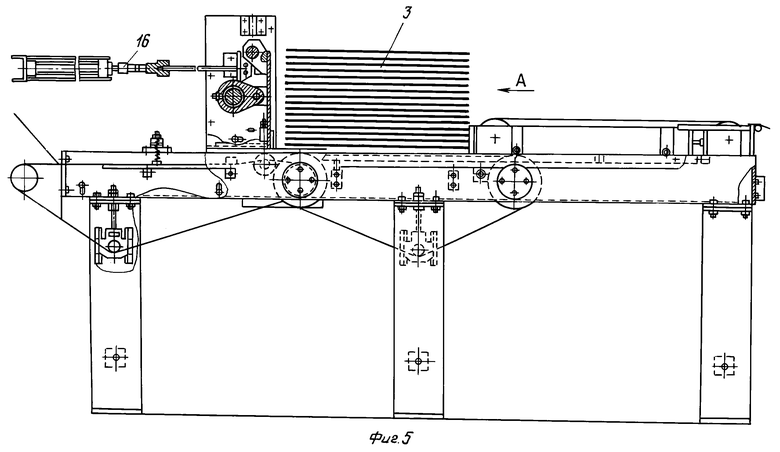
На фиг.5 - то же, окончание.
На фиг.6 - то же, вид А на фиг.4.
Линия производства ящиков из картона включает взаимосвязанные между собой и смонтированные на основании узел подачи картона 1, узел изготовления 2 заготовок ящиков 3 с элементами просечки 4, рилевки 5 и нанесения клея 6, узел пакетирования 7 и привод 8, при этом линия выполнена в виде последовательно установленных за узлом подачи 1 функционального модуля - флексографии, за узлом изготовления 2 - модуля передачи 9 заготовок ящиков 3 с транспортером складывания 10 и размещенного перед узлом пакетирования 7 - модуля 11 привода линии, узел изготовления 2 заготовок ящиков 3 снабжен размещенным на элементах просечки 4 приспособлением прижима-перемещения 12 заготовок в межножевом пространстве, которое выполнено в виде жестко закрепленных на дисковых ножах 13 съемных кольцевых секторов 14, а рабочий зазор между контрножом 15 и наружной поверхностью съемного кольцевого сектора 14 установлен в пределах толщины картона заготовок ящика 3, узел пакетирования 7 снабжен приспособлением выравнивания 16 стопы заготовок ящиков 3, которое выполнено в виде разновеликих регулируемых по углу наклона заходных лыж 17, а элементы нанесения клея 6 выполнены в виде вертикально установленных емкостей 18 с расположенными на их выходных частях 19 подпружиненными дозирующими роликами 20, причем съемные кольцевые сектора 14 выполнены из немагнитных материалов, или из антистатических материалов, или из стали, или из чугуна, или из конструкционных полимеров, или из армированных конструкционных полимеров, или из стеклопластиков, или из углепластиков, или выполнены с перфорациями, или выполнены из слоистых материалов, или выполнены из металлопластиков, или из объемно расположенной по контуру сектора проволоки, а рабочий зазор между контрножом и наружной поверхностью съемного кольцевого сектора 14 установлен в пределах толщины картона заготовки ящика 3, причем съемные кольцевые сектора 14 выполнены радиально регулируемыми, а заходные лыжи 17 приспособления выравнивания 16 стопы заготовок ящиков 3 выполнены из конструкционных полимеров, или выполнены из армированных конструкционных полимеров, или выполнены из стеклопластиков, или из углепластиков, или выполнены с профильным поперечным сечением, а дозирующие ролики 20 элементов нанесения клея выполнены из цветных металлов, или выполнены из нержавеющей стали, или выполнены из конструкционных полимеров, или выполнены пористыми, или выполнены с расположенными на поверхности выступами и впадинами.
Работа линии производства ящиков из картона осуществляется следующим образом.
С узла подачи 2 картон подают на элементы просечки 4 с дисковыми ножами и контрножами 15, при этом на элементах просечки 4 заготовка 3 проходит через приспособление прижима-перемещения 12 в межножевом пространстве, т.е. через жестко закрепленные на дисковых ножах съемные кольцевые сектора 14, которые своими рабочими кромками не позволяют менять форму заготовки 3, не позволяют ей отгибаться, причем рабочий зазор между контрножом 15 и наружной поверхностью съемного кольцевого сектора 14 установливают в пределах толщины картона заготовки 3, после чего вступают в работу элементы просечки 4 и рилевки 5, которые формируют прорези и рилевки на заготовке ящика 3, с помощью элементов нанесения клея 6 дозируют требуемое его количество для склеивания соединяемых элементов заготовки ящика 3, после чего последние формируют в стопу и с помощью приспособления выравнивания 16 получают требуемое горизонтальное положение и цикл производства повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления внутренней части спичечного коробка | 1987 |
|
SU1435577A1 |
| Установка для упаковки продуктов в картонные коробки | 2020 |
|
RU2730764C1 |
| Устройство этикетировки и датировки | 2024 |
|
RU2840616C1 |
| Автоматическая поточная линия сращивания пиломатериалов по длине | 1989 |
|
SU1678611A1 |
| АВТОМАТИЧЕСКИЙ ГОФРОФОРМИРОВАТЕЛЬ | 2024 |
|
RU2826657C1 |
| Устройство для изготовления картонных футляров и упаковки в них штучных изделий | 1975 |
|
SU596507A1 |
| Автомат для изготовления апертурных карт | 1976 |
|
SU655569A1 |
| Линия для изготовления клееных деревянных балок | 1984 |
|
SU1172712A1 |
| СТАНОК-ПОЛУАВТОМАТ ДЛЯ СКЛЕИВАНИЯ КАРТОННЫХ ЗАГОТОВОК | 2005 |
|
RU2287432C2 |
| Устройство для закрывания картонных ящиков | 1990 |
|
SU1757958A1 |
Изобретение относится к линиям производства ящиков из картона. Линия включает взаимосвязанные между собой и смонтированные на основании узел подачи картона, функциональный модуль флексографии, узел изготовления заготовок ящиков с элементами просечки, рилевки и нанесения клея, модуль передачи заготовок ящиков с транспортером складывания, модуль привода линии, узел пакетирования и привод. Узел изготовления заготовок ящиков снабжен размещенным на элементах просечки приспособлением прижима-перемещения заготовок в межножевом пространстве. Приспособление выполнено в виде съемных кольцевых секторов, жестко закрепленных на дисковых ножах. Рабочий зазор между контрножом и наружной поверхностью съемного кольцевого сектора установлен в пределах толщины картона. Узел пакетирования снабжен приспособлением выравнивания стопы заготовок ящиков, которое выполнено в виде разновеликих регулируемых по углу наклона заходных лыж. Элементы нанесения клея выполнены в виде вертикально установленных емкостей с расположенными на их выходных частях подпружиненными дозирующими роликами. Изобретение обеспечивает возможность использования заготовок различной ширины. 23 з.п.ф-лы, 6 ил.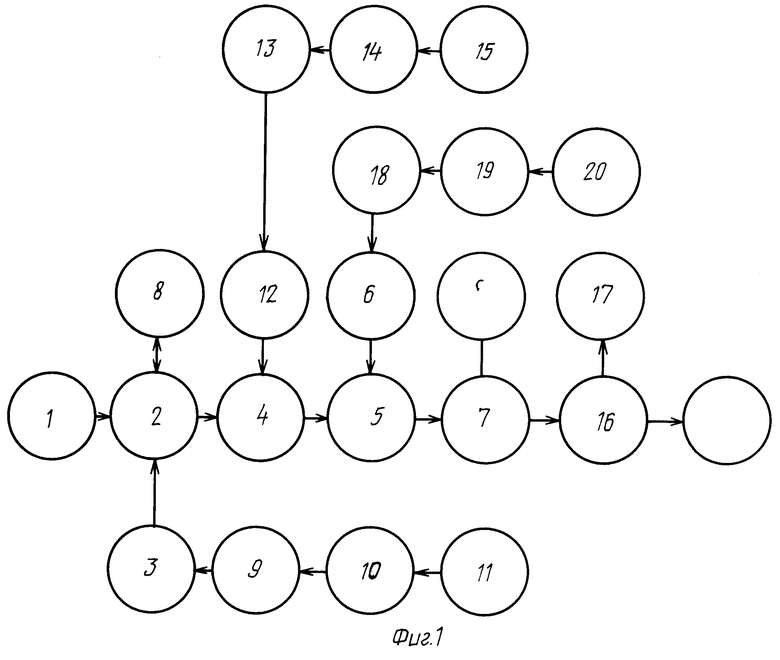
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ ОБРАБОТКИ ИЗДЕЛИЯ НА АВТОМАТИЧЕСКОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 1993 |
|
RU2087319C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРЕДМЕТА В ТРАНСПОРТИРУЮЩИЙ МЕХАНИЗМ | 1995 |
|
RU2143993C1 |
| Автоматический электрический выключатель для уборной | 1929 |
|
SU17472A1 |

