Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для сращивания пиломатериалов по длине, и может быть использован для изготовления мерных заготовок,
Цель изобретения - повышение производительности за счет исключения холостого хода и простоя механизмов линии.
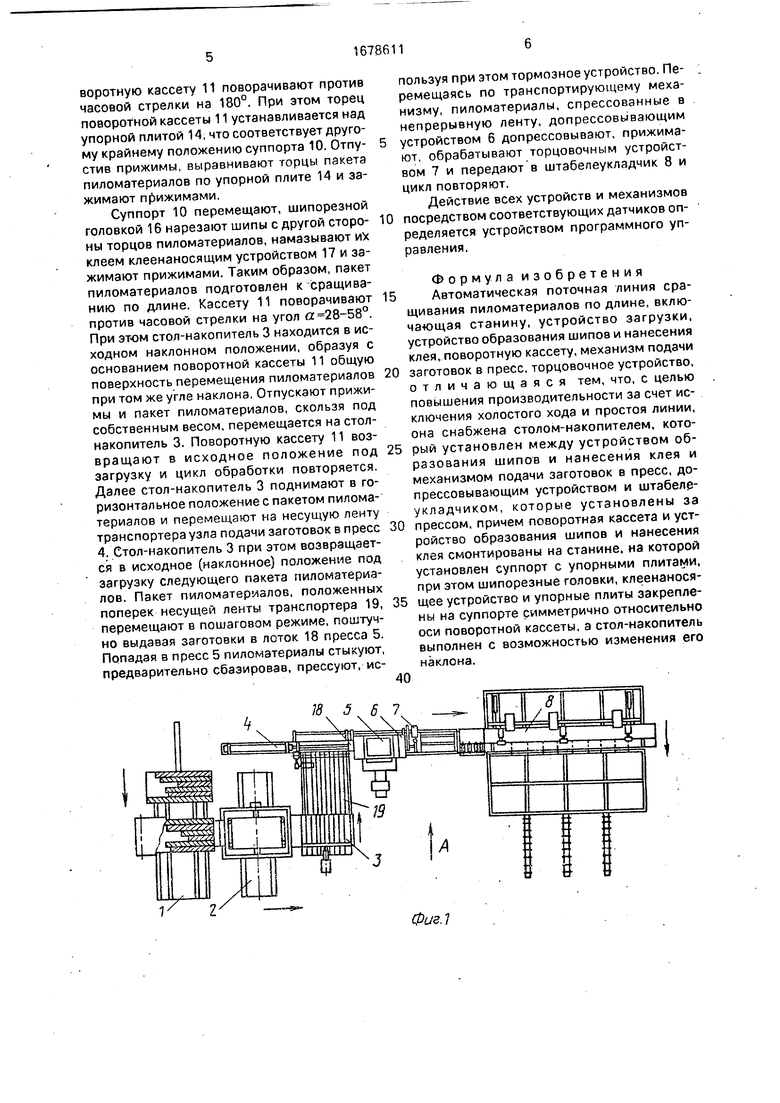
На фиг. 1 изображена схема линии, вид сверху; фиг. 2 - вид А на фиг, 1; фиг, 3 - механизмы образования шипов и нанесения клея, стол-накопитель, вид сбоку; на фиг. 4 -- кассета в положении выгрузки, схема к расчету угла наклона.
Автоматическая поточная линия сращивания пиломатериалов по длине включает устройство 1 загрузки, устройство 2 образования шипов и нанесения клея, стол-накопитель 3, устройство 4 подачи заготовок в пресс, пресс 5, допрессовывающее и торцовочное устройства 6 и 7 и штабелеукладчик 8.
Устройство 2 образования шипов и нанесения клея включает станину 9 с суппортом 10, поворотную кассету 11 с прижимами, шарнирно закрепленную основанием на оси 12 и расположенную над суппортом торцовой плоскостью вдоль оси 12, жестко закрепленной на станине 9. Основание поворотной кассеты 11 является базовой плоскостью по пластя пакета пиломатериалов. На суппорте 10 по обе стороны от оси 12 в местах опускания торцов поворотной кассеты 11 при крайних положениях перемещения суппорта 10 расположены упорные плиты 13, 14, шипорезные головки 15, 16 и клеенаносящее устройство 17.
Стоп-накопитель 3 выполнен подъемно- наклонным так, что в исходном положении в момент выгрузки пакета пиломатериалов из поворотной кассеты 11 его накпонная рабочая поверхность образует с основанием поворотной кассеты 11 общую поверхность выгрузки, являясь ее продолжением. Угол наклона составляет а. 25-58°,
Скольжение заготовок по плоскости происходит при определенном ее наклоне, который определяется коэффициентом трения К. Минимальный угол наклона кассеты а определяется исходя из коэффициента трения дерево-металл ,55; «1 28,8°. Максимальный угол наклона кассеты О2 определяют исходя из габаритных (допустимых) размеров.
Исходя из прочностных и конструкторских особенностей шипорезного станка (фиг. 1) принимают мм (расстояние от плоскости базирования поворотной кассеты до наиболее выступающей части суппорта шипорезного станка), а - 675 мм, тогда Q2 arctg| | 43,3°.
Таким образом угол наклона с одной стороны ограничен силой трения поверхностей дерево - металл, с другой - габаритами конструкций механизмов и составляет
28-43,3°.
При сращивании заготовок большой длины (до 2000 мм) величина I остается постоянной, a h увеличивается (в зависимости от длины), угол а увеличивается в
пределах а 28-58°,
Узел подачи заготовок в пресс 4, который выполнен в виде транспортера, расположен перпендикулярно направлению перемещения пакета пиломатериалов при
выгрузке на стол-накопитель 3. Рабочая поверхность транспортера 4 в горизонтальном положении смонтирована в одной плоскости с рабочей поверхностью стола- накопителя 3 в его крайнем горизонтальном
положении. Транспортер может работать в режиме непрерывной и шаговой подачи пиломатериалов к лотку 18 пресса 5.
Устройство подачи заготовок в пресс 4 и стол-накопитель 3 соединяют устройство 2
образования шипов и нанесения клея с прессом 5 допрессовываюицим 6 и торцовочным 7 устройствами и штабелеукладчиком 8, которые объединены транспортирующим механизмом 19, перемещающим пиломатериалы.
Линия снабжена датчиками, связанными устройством программного управления (не показано).
Линия работает следующим образом. Подготовленные к сращиванию пиломатериалы различной длины устройством 1 загрузки подают пакетом в горизонтально расположенную поворотную кассету 11 с торца, сбазируя при этом на ее основании по пласти, и зажимают вертикальными и
5 горизонтальными прижимами (не показаны), В результате пакет пиломатериалов в поворотной кассете 11 сбазирован по пласти. Суппорт 10 находится в исходном крайнем положении. Поворотную кассету 11
0 поворачивают вокруг оси 12 против часовой стрелки на 90°. При этом один из торцов поворотной кассеты 11 находится над упорной плитой 13, расположенной по одну сторону от оси 12. Отпускают прижимы и
5 пиломатериалы, опускаясь вниз под собственным весом, выравниваются торцами по упорной плите 13 и зажимают прижимы. Суппорт 10 перемещают, при этом шипорезной головкой 15 нарезают шипы с одной стороны пакета пиломатериалов Затем поворотную кассету 11 поворачивают против часовой стрелки на 180°. При этом торец поворотной кассеты 11 устанавливается над упорной плитой 14, что соответствует другому крайнему положению суппорта 10. Отпустив прижимы, выравнивают торцы пакета пиломатериалов по упорной плите 14 и зажимают прижимами.
Суппорт 10 перемещают, шипорезной головкой 16 нарезают шипы с другой стороны торцов пиломатериалов, намазывают их клеем клеенаносящим устройством 17 и зажимают прижимами. Таким образом, пакет пиломатериалов подготовлен к сращиванию по длине. Кассету 11 поворачивают против часовой стрелки на угол « 28-58°. При этом стол-накопитель 3 находится в исходном наклонном положении, образуя с основанием поворотной кассеты 11 общую поверхность перемещения пиломатериалов при том же угле наклона. Отпускают прижимы и пакет пиломатериалов, скользя под собственным весом, перемещается на стол- накопитель 3. Поворотную кассету 11 воз- вращают в исходное положение под загрузку и цикл обработки повторяется. Далее стол-накопитель 3 поднимают в горизонтальное положение с пакетом пиломатериалов и перемещают на несущую ленту транспортера узла подачи заготовок в пресс 4. Стол-накопитель 3 при этом возвращается в исходное (наклонное) положение под загрузку следующего пакета пиломатериалов. Пакет пиломатериалов, положенных поперек несущей ленты транспортера 19, перемещают в пошаговом режиме, поштучно выдавая заготовки в лоток 18 пресса 5. Попадая в пресс 5 пиломатериалы стыкуют, предварительно сбазировав, прессуют, используя при этом тормозное устройство. Перемещаясь по транспортирующему механизму, пиломатериалы, спрессованные в непрерывную ленту, допрессовывающим
устройством 6 допрессовывают, прижимают, обрабатывают торцовочным устройством 7 и передают в штабелеукладчик 8 и цикл повторяют.
Действие всех устройств и механизмов
посредством соответствующих датчиков определяется устройством программного управления.
Формула изобретения
Автоматическая поточная линия сращивания пиломатериалов по длине, включающая станину, устройство загрузки, устройство образования шипов и нанесения клея, поворотную кассету, механизм подачи
заготовок в пресс, торцовочное устройство, отличающаяся тем, что, с целью повышения производительности за счет исключения холостого хода и простоя линии, она снабжена столом-накопителем, который установлен между устройством образования шипов и нанесения клея и механизмом подачи заготовок в пресс, допрессовывающим устройством и штабелеукладчиком, которые установлены за
прессом, причем поворотная кассета и устройство образования шипов и нанесения клея смонтированы на станине, на которой установлен суппорт с упорными плитами, при этом шипорезные головки, клеенаносящее устройство и упорные плиты закреплены на суппорте симметрично относительно оси поворотной кассеты, а стол-накопитель выполнен с возможностью изменения его наклона.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| Линия склеивания пиломатериалов по длине | 1986 |
|
SU1318405A1 |
| Станок для соединения немерных заготовок по длине | 1981 |
|
SU965770A1 |
| Установка для нарезания шипов на пакете пиломатериалов | 1988 |
|
SU1585157A1 |
| Установка для склеивания деревянных брусков на продольный зубчатый шип | 1989 |
|
SU1639966A1 |
| Линия изготовления заготовок из пиломатериалов для клееных конструкций | 1983 |
|
SU1142289A1 |
| Линия сращивания древесины по сечению | 1990 |
|
SU1784456A1 |
| Пакеторазборщик пиломатериалов | 1988 |
|
SU1613415A1 |
| Шипорезный станок | 1982 |
|
SU1079435A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2200087C1 |

Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для склеивания пиломатериалов по длине. Цель изобретения - повышение производительности. Автоматическая поточная линия сращивания пиломатериалов по длине включает устройство загрузки, устройство образования шипов и нанесение клея 2, стол-накопмтель 3. механизмы подачи заготовок в прессе. Устройство образования шипов и нанесение клея 2 содержит станину 9 с суппортом 10, поворотную кассету 11с прижимами. На суппорте 10 смонтированы упорные плиты 14, 13, шипорезные головки 15, 16 и клеенанося- щее устройство 17. Стол-накопитель 3 выполнен подъемно-наклонным. При работе пиломатериалы подают в горизонтально расположенную поворотную кассету 11. Суппорт 10 находится в исходном крайнем положении. Зажимают заготовки и поворачивают поворотную кассету 11 против часовой стрелки на 90°. После выравнивания торцов заготовок шипорезная головка 15 нарезает шины с одной стороны пакета пиломатериалов. Затем поворотную кассету 11 поворачивают против часовой стрелки на 180° и обрабатывают другие торцы заготовок. При этом клеенаносящее устройство 17 наносит клей на подготовленные торцы пиломатериалов. Далее поворотную кассету 11 и стол-накопитель 3 устанавливают наклонно и заготовки перемещаются на стол- накопитель 3. Затем последний поднимают в горизонтальное положение и пиломатериалы подают в технологический поток для сращивания по длине. 4 ил. 4W Ј Оч VJ 00 о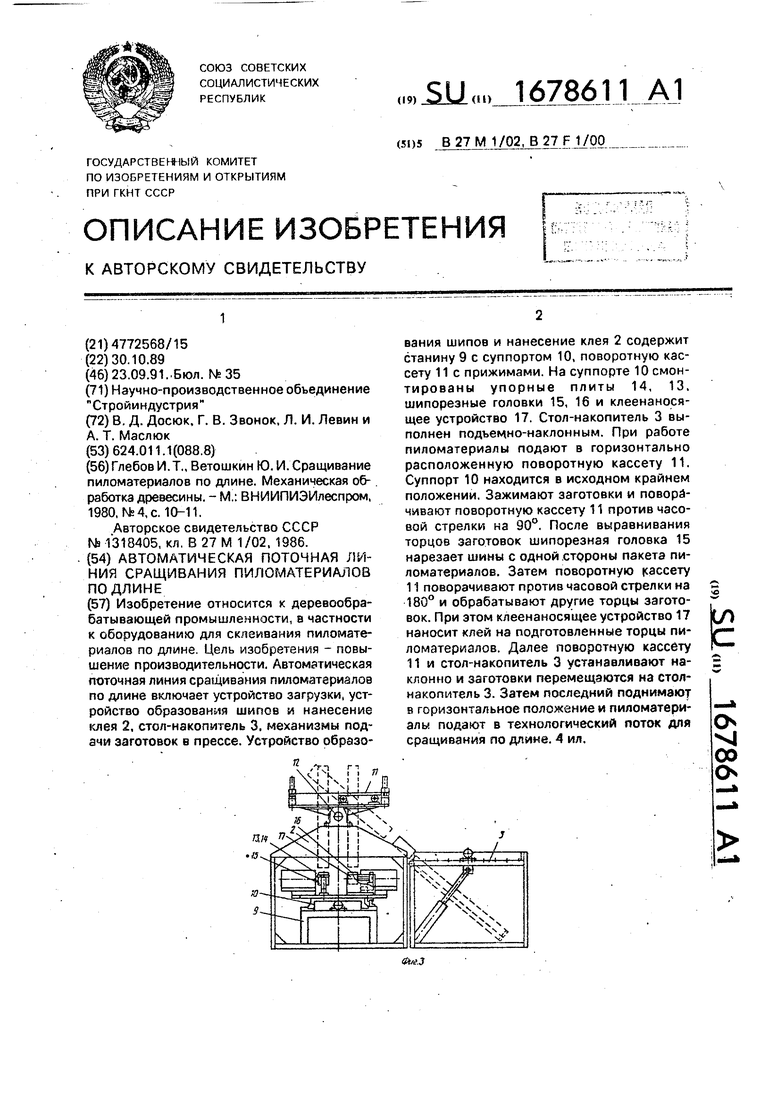
ВидА
dbue.2
| Глебов И | |||
| Т., Ветошкин Ю | |||
| И | |||
| Сращивание пиломатериалов по длине | |||
| Механическая обработка древесины | |||
| - М.: ВНИИПИЭИлеспром, 1980, №4, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Линия склеивания пиломатериалов по длине | 1986 |
|
SU1318405A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
