Область техники
Предлагаемое изобретение относится к области легкой промышленности и представляет из себя автоматическую машину для изготовления коробов из картонных заготовок, включая заклейку клапанов и подачу готовых изделий на отводящий транспортер.
Уровень техники
Из уровня техники известна полностью автоматическая машина для изготовления готового к непосредственному использованию упаковочного материала в виде коробок (см. CN 113601899, кл. B315B50/00, опубл. 2021г. [1]).
Известная машина [1] выполнена универсальной и является средством полного цикла производства упаковочного материала в виде коробок.
Известная машина включает в себя устройства подачи бумаги, устройство складывания материала, устройство транспортирования материала, устройство переворачивания материала, а также устройство подсчета упаковок.
Следует отметить, что рассматриваемая машина также оснащена синхронными устройствами для устранения отклонений рабочих положений используемых заготовок, а устройство подачи и транспортирования материала содержит раму для подачи, поворотные узлы, а также приводные устройства, расположенные на указанной раме и используются для возможности движения указанных поворотных узлов с внешней стороны.
Рассматриваемая машина [1] значительно повышает качество получения упаковочного материала, в том числе повышается точность сборки и приклеивания сборных частей.
Недостатком рассматриваемой машины следует считать повышенную материальную емкость конструкции, а также сложность и трудоемкость в проведении технического обслуживания, составляемого в соответствии с планируемыми нормами выработки.
Наиболее близким в отношении технической сути к заявляемому изобретению следует считать систему для производства ящиков из гофрокартона (см. RU 2217317, кл. B31B1/00, опубл. 27.11.2003г. [2]).
Известное из уровня техники техническое решение [2] относится к машиностроительной промышленности и служит для изготовления упаковочных ящиков из картона.
Рассматриваемая система [2] для изготовления картонных упаковочных ящиков содержит, связанные между собой средство подачи картона, средство изготовления заготовок ящиков, средство передачи заготовок ящиков и устройство привода производственной линии.
Технической особенностью известной системы производства картонных ящиков является использование взаимосвязанных между собой функционального модуля флексографии, узла изготовления заготовок ящиков с элементами просечки, модуля передачи заготовок ящиков с транспортером складывания, модуля привода линии, узла пакетирования, а также привода.
Обозначенные выше характеристики и особенности выявленного из уровня техники решения в комплексе обеспечивают расширение технологических возможностей при производстве соответствующей упаковочной продукции.
Из недостатков известного решения [2] следует отметить недостаточную и соответственно неконкурентную степень автоматизации, требующей периодического операционного вмешательства и изменения настроек работы в ручном режиме.
Раскрытие изобретения
Технической проблемой предлагаемого изобретения является создание, обладающей высокими технико-эксплуатационными показателями автоматической машины для формирования упаковочных коробов из гофрированного картонного материала.
Техническим результатом предлагаемого изобретения является реализация назначения по созданию указанного машины, обладающей при этом высокой скоростью формирования упаковочных коробов и высоким качеством их производства.
Заданный технический результат, решающий актуальную техническую проблему достигается в результате того, что автоматический гофроформирователь содержит контролируемые системой управления, соединенные и взаимодействующие между собой средство подачи гофрированного картона, которое снабжено конвейерной лентой и служит для равномерной подачи материала, выполненный в виде стягивающего средства узел формирования гофрированных коробов, который служит для стягивания и разворачивания коробов и содержит мотор-редуктор с присасывающим устройством, система для образования и загибания частей формируемого короба, содержащая боковой загибщик клапанов с поворотными загибающими протяженными компонентами, формирующими загибы ориентировочно на 30-45° и торцевой загибщик клапанов с выдвигающимися вверх при помощи цилиндрических механизмов загибающими пластинами, а также служащее для отвода коробов конвейерное устройство с толкателем, предназначенным для сталкивания сформированного короба на заклеивающее устройство, где в периоды движения короба происходит дополнительный подгиб клапанов и заклейка заклеивающим устройством нижней части короба, который впоследствии выходит наружу через тоннель.
Основная задача предлагаемого гофроформирователя это повышение скорости формирования коробочных гофрированных материалов. Высокая скорость работы, согласно изобретательскому замыслу, обеспечивается за счет совокупности сбалансированной работы средства подачи гофрированного картона, узла формирования гофрированных коробов, системы для образования и загибания частей формируемого короба и заклеивающего устройства.
Высокая скорость работы, в частности, возможна за счет высокой скорости работы узла формирования гофрированных коробов и вспомогательных компонентов участвующих в работе, которые оперативно сталкивают готовую картонную заготовку в сторону заклеивающего устройства.
Качество формирования клапанов и заклейки гофрированного короба возможно за счет последовательной и сбалансированной работы контролируемого средствами автоматизации оборудования гофроформирователя.
Таким образом, предлагаемый автоматический гофроформирователь образует совокупность признаков, достаточных для достижения заданного технического результата, заключающегося в реализации назначения по созданию машины, обладающей высокой скоростью формирования упаковочных коробов и высоким качеством их производства, что способствует реализации существующей технической проблемы по созданию, обладающей высокими технико-эксплуатационными показателями автоматической машины для формирования упаковочных коробов из гофрированного картонного материала.
Краткое описание чертежей:
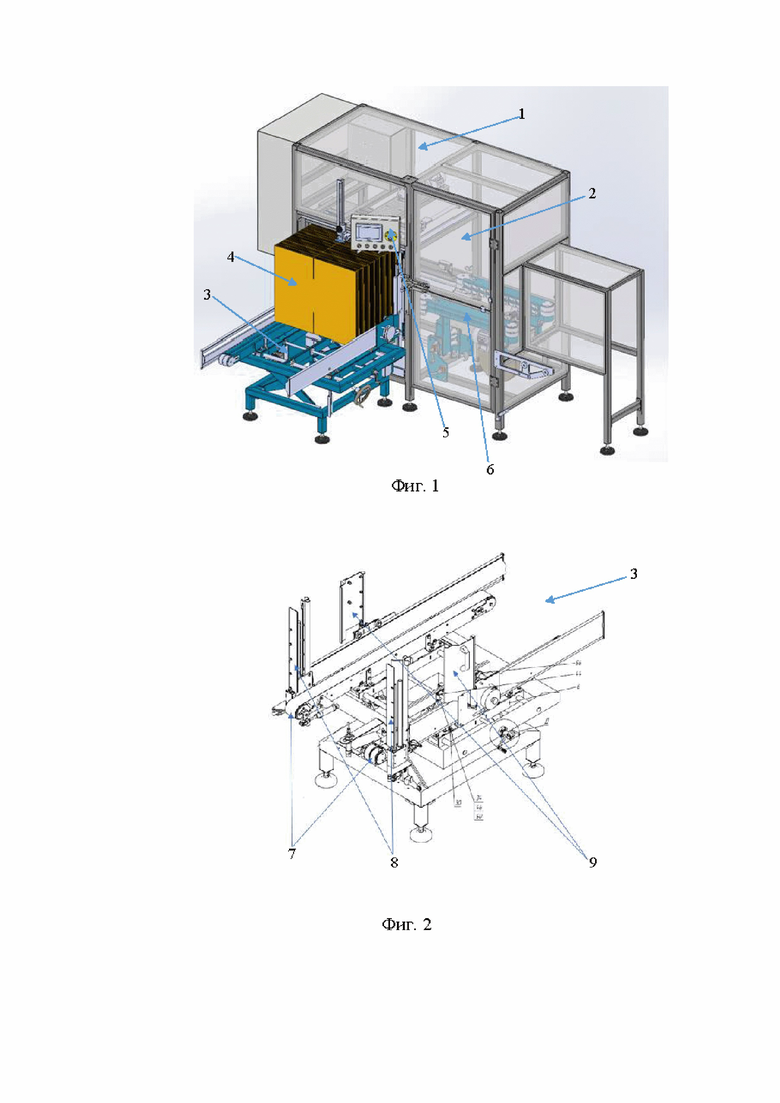
на фиг. 1 представлен общий вид гофроформирователя;
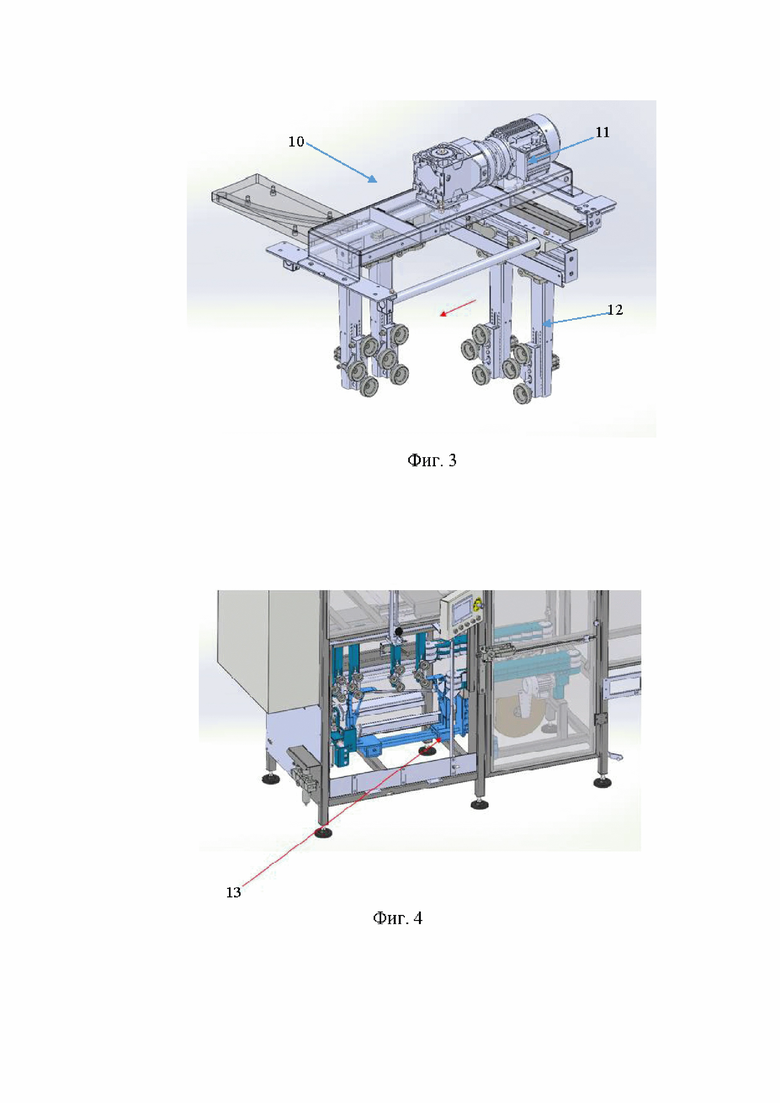
на фиг. 2 представлено устройство средства подачи гофрированного картона;
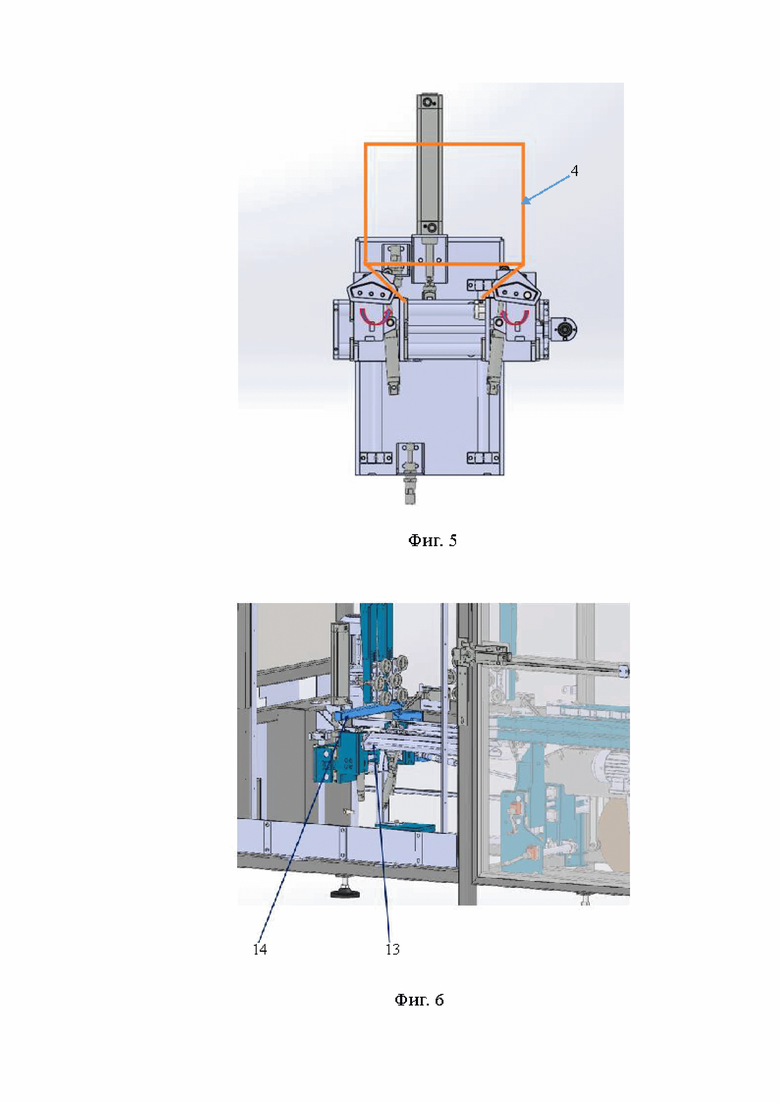
на фиг. 3 представлен вид узла формирования гофрированных коробов;
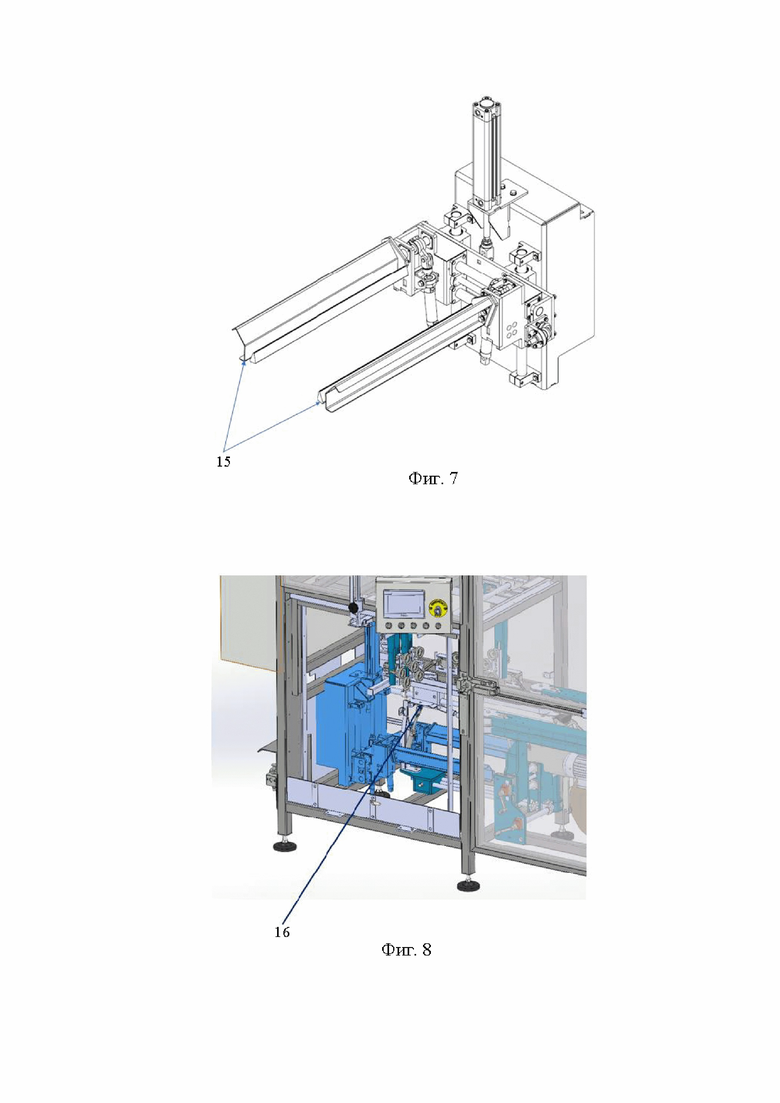
на фиг. 4 представлен вариант расположения бокового загибщика клапанов;
на фиг. 5 представлена схема загиба боковых клапанов короба;
на фиг. 6 представлен вариант рабочего расположения бокового загибщика клапанов;
на фиг. 7 представлено устройство бокового загибщика клапанов;
на фиг. 8 представлен вариант расположения торцевого загибщика клапанов;
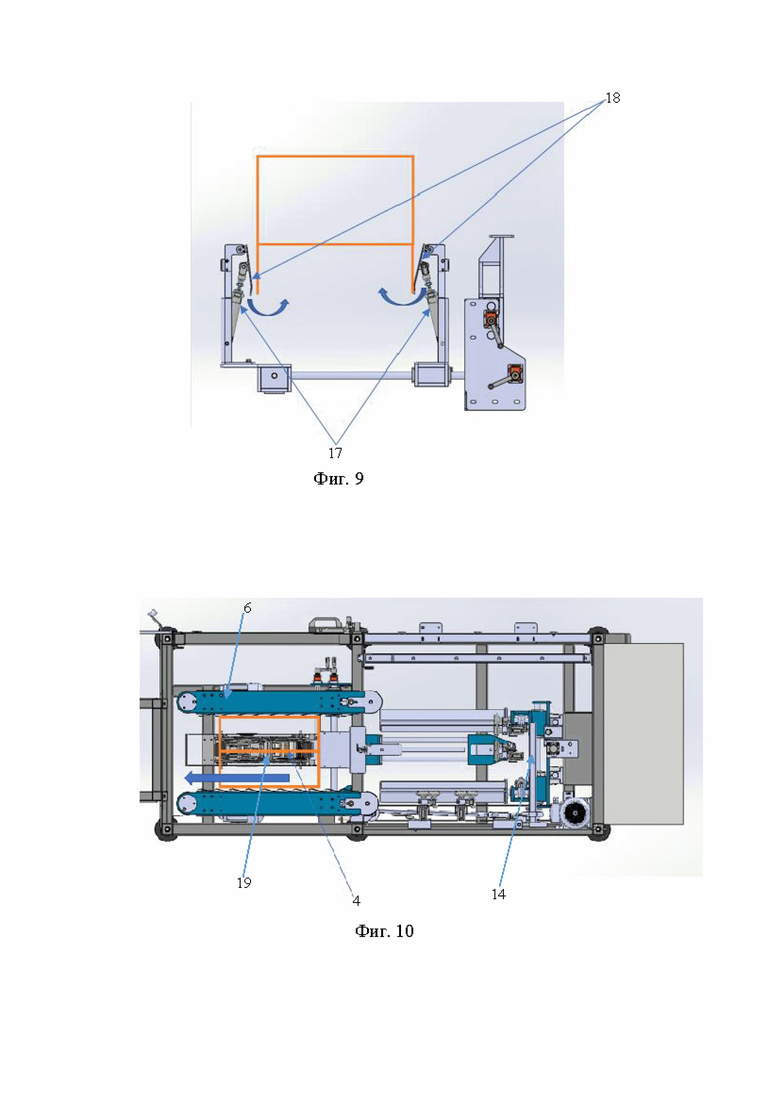
на фиг. 9 представлено устройство торцевого загибщика клапанов;
на фиг. 10 представлена схема обустройства и работы конвейерного устройства и заклеивающего устройства.
Осуществление изобретения
Предлагаемый автоматический гофроформирователь поясняется конкретными примерами выполнения и реализации, которые, однако, не являются единственно возможными, но наглядным образом демонстрируют достижение указанной совокупностью существенных признаков заданного технического результата, а также решение указанной технической проблемы.
На указанных фиг. 1-10 представлены следующие части и элементы, участвующие в реализации предлагаемого автоматического гофроформирователя:
1 - кабина;
2 - калитка;
3 - средство подачи гофрированного картона;
4 - картонные заготовки;
5 - система управления с дисплеем;
6 - конвейерное устройство;
7 - конвейерная лента;
8 - ворота;
9 - поджим;
10 - узел формирования гофрированных коробов;
11 - мотор редуктор узла формирования;
12 - присасывающее устройство узла формирования;
13 - боковой загибщик клапанов;
14 - пушер;
15 - загибающие компоненты;
16 - торцевой загибщик клапанов;
17 - цилиндрические механизмы;
18 - загибающие пластины;
19 - заклеивающее устройство.
И так, предлагаемый гофроформирователь содержит контролируемые системой управления 5, соединенные и взаимодействующие между собой средство подачи гофрированного картона 3, которое снабжено конвейерной лентой 7 и служит для равномерной подачи материала, выполненный в виде стягивающего средства узел формирования 10 гофрированных коробов, который служит для стягивания и разворачивания коробов и содержит мотор-редуктор 11 с присасывающим устройством 12.
Кроме того, содержатся управляемые системой управления 5 система для образования и загибания частей формируемого короба, содержащая боковой загибщик клапанов 13 с поворотными загибающими протяженными компонентами 15, формирующими загибы примерно на 30-45°, и торцевой загибщик клапанов 16 с выдвигающимися вверх при помощи пневматических цилиндрических механизмов 17 загибающими пластинами 18.
Также в составе управляемого гофроформирователя имеется, служащее для отвода коробов конвейерное устройство 6 с толкателем, предназначенным для сталкивания сформированного короба на заклеивающее устройство 19, где в периоды движения коробов происходит дополнительный подгиб клапанов и заклейка заклеивающим устройством нижней части короба, который впоследствии выходит наружу через туннель.
Загибающие протяженные компоненты 15 бокового загибщика клапанов 13 представляют собой направляющие разрезной конструкции, состоящей из двух планок - меньшей внутренней и большей наружной.
Указанное заклеивающее устройство 19 представляет из себя общеизвестный заклеивающий блок фирмы “Comarme”, в частности известный из справочного руководства по вопросам эксплуатации и технического обслуживания (см. каталог № 203-01-08, код 851-05-849).
Осуществляется предлагаемый автоматический гофроформирователь, следующим образом.
Предлагаемый гофроформирователь автоматический предназначен для работы исключительно в автоматическом режиме под контролем системы управления 5.
Вмешательство оператора в работу автоматического гофроформирователя в нормальном режиме - не требуется.
Настройки работы и смена расходного материала производится вручную оператором.
Автоматический режим работы гофроформирователя выполняется при старте программы в автоматическом режиме.
Данный гофроформирователь синхронизирован с внешним упаковочным автоматом (HSW), который подает продукцию на вход.
Заготовки для коробов (картонные заготовки 4) в сложенном виде устанавливаются вертикально на конвейерную ленту 7 средства подачи 3 гофрированного картона. Далее осуществляется настройка положения конвейерной ленты 7 по ширине и по высоте в зависимости от размеров короба. Короба (картонные заготовки 4) устанавливаются вплотную друг к другу. Всего можно установить порядка 150-200 коробов на конвейерные ленты 7 (зависит от толщины применяемого в коробах картона). Прижим заготовок происходит с помощью следующих приемов: спереди картонная заготовка 4 упирается в ворота 8, сзади осуществляется прижим заготовок 4 к воротам 8 с помощью подпружиненного поджима 9.
При формовании коробов средство подачи 3 работает следующим образом: картонная заготовка 4 берется присасывающим устройством 12 узла формирования 10, в этот момент открываются правые ворота 8 (левые ворота 8 остаются неподвижными) и после вытягивания заготовки 4 ворота 8 закрываются. Узел формирования 10 движется в обратном направлении, вытаскивая заготовку 4 из средства подачи 3 и одновременно формует короб. Подача следующей картонной заготовки 4 осуществляется с помощью конвейерной ленты 7. Ленты 7 двигаются и подают картонную заготовку 4, пока она не достигнет ворот 8. Нижней кромкой короб возле ворот 8 упирается во флажок датчика наличия заготовок и подача заготовок 4 прекращается.
В соответствии с фиг. 3 узел формирования 10 гофрированных коробов имеет стартовые и конечные позиции. В конечной позиции короб сформирован, но нижние клапаны не закрыты. Далее заготовка 4 держится присасывающим устройством 12, а снизу происходит поджим торцевых клапанов, посредством торцевого загибщика клапанов 16, а затем поджим боковых клапанов, посредством бокового загибщика клапанов 13. Присасывающее устройство 12 отпускает короб, и он остается на салазках поджима боковых клапанов. В следующий момент происходит сталкивание короба пушером 14 в направлении заклеивающей группы, в состав которой входит заклеивающее устройство 19.
Присасывающее устройство 12 (см. фиг. 3) разбито на 2 группы - боковая (присасывает боковую часть короба) и торцевая (присасывает торец короба). Обе указанные группы состоят из двух пневмоплит, на каждой из которых могут крепиться от 2 до 3 присосок. Угол между двумя группами присосок составляет 90°. Узел формирования 10 начинает движение навстречу картонной заготовке 4, постепенно угол 90° раскрывается до 180° в момент стыковки с заготовкой 4. Одновременно в указанных присосках начинает образовываться вакуум при подаче воздуха в систему.
В период полного “раскрытия” узла формирования 10 происходит выдвижение присосок присасывающего устройства 12, закрепленных на пневмоплитах навстречу заготовке 4 на 30-40 мм для гарантированного захвата.
Захватив заготовку, узел формирования 10 начинает обратное поступательное движение от средства подачи 3. При таком движении происходит раскрытие (формирование) короба за счет того, что боковая и торцевые группы упомянутых присосок держат короб соответственно за одно боковую и одну торцевую стороны. При этом угол 180° между группами присосок постепенно при движении преобразовывается в угол 90°. Если смотреть сверху на короб, то происходит раскрытие заготовки короба в прямоугольник (см. фиг. 10).
Как уже было указано, раскрытый короб держится на присосках за счет образования в них вакуума. После того, как узел формирования 10 сформировал короб и остановился в крайнем заднем положении, происходит загиб торцевых клапанов короба с помощью загибающих пластин 18 загибщика клапанов 16, которые выдвигаются вверх при помощи выдвижения штоков цилиндрических механизмов 17, выполненных в виде пневмоцилиндров. Клапана занимают при этом горизонтальное положение.
Далее происходит загиб боковых клапанов на угол примерно 30°-45°. В начальном положении боковой загибщик 13 находится внизу. Далее он совершает движение вертикально вверх. Каждый из клапанов короба (правый и левый) при движении загибщика 13 клапанов входит в зазор между загибающими протяженными компонентами 15. В следующий момент происходит загиб боковых клапанов короба путем соответствующего проворачивания бокового загибщика клапанов. После загиба боковых клапанов вакуум в присосках отключается и короб остается на направляющих бокового загибщика 13.
Далее пушер 14 (см. фиг. 10) сталкивает короб с направляющих в сторону заклеивающего устройства 19. Причем в момент движения коробка происходит дополнительный прогиб боковых клапанов и заклейка скотчем нижней части короба. После чего короб через тоннель выходит наружу.
Предлагаемое изобретение найдет широкое применение в области легкой промышленности и может использоваться как комплекс для промышленного конкурентоспособного производства высококачественной картонной упаковочной продукции.
Автоматический гофроформирователь содержит контролируемые системой управления, соединенные и взаимодействующие между собой средство подачи гофрированного картона, которое снабжено конвейерной лентой и служит для равномерной подачи материала, выполненный в виде стягивающего средства узел формирования гофрированных коробов, который служит для стягивания и разворачивания коробов и содержит мотор-редуктор с присасывающим устройством, систему для образования и загибания частей формируемого короба, содержащую боковой загибщик клапанов с поворотными загибающими протяженными компонентами, формирующими загибы ориентировочно на 30-45° и торцевой загибщик клапанов с выдвигающимися вверх при помощи цилиндрических механизмов загибающими пластинами, а также служащее для отвода коробов конвейерное устройство с толкателем, предназначенным для сталкивания сформированного короба на заклеивающее устройство, где в периоды движения короба происходит дополнительный подгиб клапанов и заклейка заклеивающим устройством нижней части короба, который впоследствии выходит наружу через тоннель. Обеспечивается высокая скорость работы и улучшенное качество производства. 10 ил.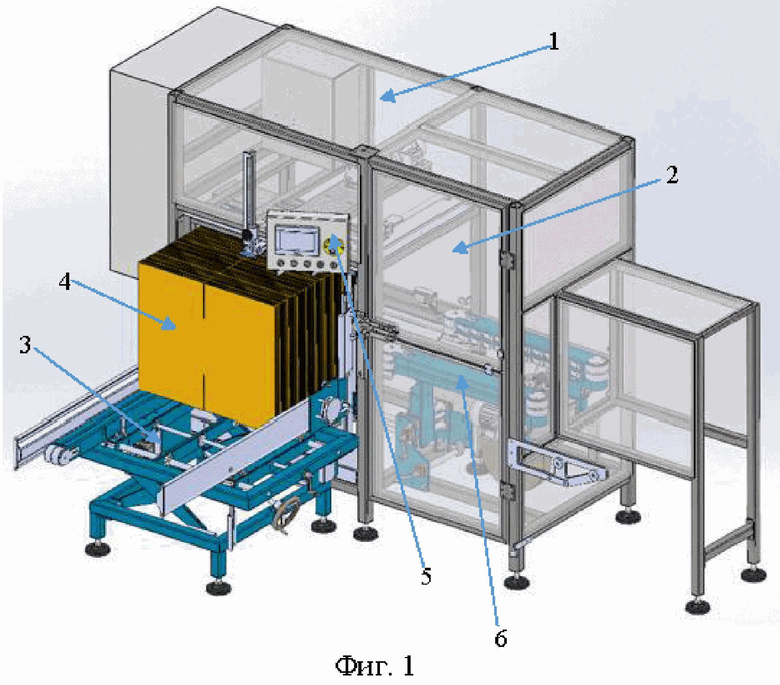
Автоматический гофроформирователь, содержащий контролируемые системой управления, соединенные и взаимодействующие между собой средство подачи гофрированного картона, которое снабжено конвейерной лентой и служит для равномерной подачи материала, выполненный в виде стягивающего средства узел формирования гофрированных коробов, который служит для стягивания и разворачивания коробов и содержит мотор-редуктор с присасывающим устройством, систему для образования и загибания частей формируемого короба, содержащую боковой загибщик клапанов с поворотными загибающими протяженными компонентами, формирующими загибы ориентировочно на 30-45° и торцевой загибщик клапанов с выдвигающимися вверх при помощи цилиндрических механизмов загибающими пластинами, а также служащее для отвода коробов конвейерное устройство с толкателем, предназначенным для сталкивания сформированного короба на заклеивающее устройство, где в периоды движения короба происходит дополнительный подгиб клапанов и заклейка заклеивающим устройством нижней части короба, который впоследствии выходит наружу через тоннель.
| CN 218806803 U, 07.04.2023 | |||
| CN 205707586 U, 23.11.2016 | |||
| CN 207157661 U, 30.03.2018 | |||
| WO 2013159180 A1, 31.10.2013 | |||
| Автоматический формирователь картонных гофрокоробов | ROBOPAC SUPERBOX HD | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

