Настоящее изобретение относится к слоистым композиционным материалам, более конкретно к слоистому композиционному материалу для антифрикционных конструкционных элементов и к способу его получения.
В общем случае подшипники воспринимают и передают усилия, причем это относится как к аксиальным, так и к радиальным усилиям, возникающим между перемещающимися относительно друг друга конструкционными элементами. Это означает, что почти для всех движений вращения или возвратно-поступательных движений требуются подшипники. В соответствии с этим подшипники представляют собой неотъемлемый конструкционный элемент во всех машинах и агрегатах, и прежде всего в двигателях внутреннего сгорания.
Если рассматривать важнейшие места расположения подшипников в современных двигателях внутреннего сгорания (коренные подшипники, подшипники шатунов, втулки пальцев в цилиндрах, втулки распределительных валов), то можно получить хорошее представление о множестве часто противоречащих друг другу свойств, которыми должен характеризоваться применяемый для изготовления подшипников материал.
В зависимости от типа подшипника или мотора следует учитывать не только различные конструктивные особенности, но и воздействие самых разных нагрузок (давление газов, инерционной силы, скорости скольжения). Это подразумевает многосторонний профиль требований (сюда входят высокая усталостная прочность, хорошая износоустойчивость, отсутствие эффекта "схватывания", высокая устойчивость к коррозии и к кавитации и др.), и со временем оказалось, что более всего для этого подходят слоистые композиционные материалы. Так, из современного уровня техники известны двух- и трехслойные композиционные материалы. При этом стальная опорная часть подшипника скольжения придает ему требуемую механическую прочность и обеспечивает ему правильное положение в корпусе. Металл подшипника, нанесенный плакированем при прокатке, литейным способом или спеканием, отвечает за перечисленные выше свойства, причем композитная система может быть дополнена промежуточным антифрикционным слоем, служащим в качестве диффузионного барьера. Его чаще всего наносят гальваническим способом.
При рассмотрении тенденций развития в области дизельных моторов будущего выясняется, что на первый план выходят два главных пограничных условия: минимизация расхода моторного топлива и снижение выброса вредных веществ.
В отличие от обычных дизельных двигателей это достигается за счет прямого впрыска топлива, то есть за счет повышения давления сгорания, и за счет турбонаддува. В результате этого в новых поколениях двигателей к конструкционным материалам подшипников предъявляются высочайшие требования. Тенденция, однозначно направленная на использование конструкционных материалов, выдерживающих постоянно возрастающие нагрузки, уже привела к разработке новых слоистых композиционных материалов для подшипников шатунов. В этой области обязательным для коммерческого успеха отличительным признаком стал подшипник с напылением (скользящая поверхность состоит из антифрикционного материала, нанесенного с помощью катодного распыления). На таком типе подшипника без всяких проблем могут быть реализованы высочайшие нагрузки.
Но требования к конструкционным материалам подшипников выросли и в других областях. Так, например, в подшипниках пальцев поршней традиционно использовались материалы для втулок на основе стали и свинцовой бронзы, но возросшие нагрузки они выдерживают только за счет увеличения диаметра пальцев поршней и связанного с этим снижения удельной нагрузки. Однако такое развитие указывает ложное направление, поскольку оно связано с ростом колеблющихся масс и с увеличением конструкционной высоты двигателя, что направлено против всеобщего стремления к снижению веса. Еще одна проблема, возникающая при использовании сплавов свинцовой бронзы, связана с их недостаточной коррозионной стойкостью.
Из этого следует, что, например, в области производства материалов для втулок перспективные потребности рынка могут быть удовлетворены только за счет разработки новой системы композиционных материалов. К ней предъявляются следующие технические и экономические требования: композиционный материал должен противостоять экстремальным нагрузкам, у него должна быть высокая коррозионная стойкость при температурах до 200oС в агрессивной окружающей среде (на материал сильное воздействие оказывают присадки к смазочным маслам, остатки продуктов сгорания в маслах и сильное загрязнение масла из-за увеличенных интервалов между остановками на техническое обслуживание), к тому же он должен быть экономичен в производстве.
В европейском патенте 0681114 описан слоистый композиционный материал, состоящий из стали и антифрикционного материала из смесевого сплава меди и цинка, находящий применение в качестве конструкционного материала для втулок подшипников и опорных шайб. Получение этого композиционного материала осуществляется плакированием при прокатке вальцам. При этом вследствие давления, развиваемого вальцами, обеспечивается механическое связывание за счет зацепления поверхностей обоих материалов. Последующее диффузионное прокаливание усиливает это связывание, но не приводит к образованию полного соединения или даже металлургической связи. Поэтому данный слоистый композиционный материал не отвечает всем растущим требованиям к антфиркционным конструкционным элементам, таким как вкладыши подшипников и опорные втулки.
Наиболее близким аналогом является описанный в опубликованном 2-го мая 1978 г. патенте США 4086952 слоистый композиционный материал для антифрикционных изделий, выполненный из стального несущего материала и нанесенного на него литейным способом слоя металла или сплава, например антифрикционного слоя.
Задачей изобретения являются расширение арсенала слоистого композиционного материала для антифрикционных конструкционных элементов, который работает при разных видах трения, является устойчивым в коррозионной среде, пригодным для переработки в холодном виде и выдерживает экстремальные нагрузки, а также разработка способа его получения.
Поставленная задача решается предлагаемым слоистым композиционным материалом для таких антифрикционных конструкционных элементов, как вкладыши подшипников и опорные втулки, из стального несущего материала и нанесенного на него литейным способом антифрикционного сплава, который выполнен из не содержащего свинец антифрикционного сплава на медно-цинковой или медно-алюминиевой основе с гетерогенной структурой, причем между антифрикционным сплавом и несущим материалом имеется металлургическая соединительная зона, состоящая на 80-95% из железа, обычных загрязнений и меди в качестве второго основного компонента и имеющая кубическую кристаллическую решетку.
Гетерогенная структура образована α- и β-фазами, при этом в нанесенном литейным способом состоянии после охлаждения и перед термической обработкой α- и β-фазы находятся в соотношении от 1,5 до 3,0, а после прокаливания соотношение α-фаз к β-фазам возрастает до 6. Соединительный слой имеет предпочтительную толщину от 5 до 50 мкм.
Антифрикционный сплав может представлять собой медно-цинковый сплав следующего состава, %:
Медь - 55-63
Алюминий - 1,5-2,5
Железо - 0,5-0,8
Марганец - 1,8-2,2
Никель - 0,7-1
Олово - 0-0,1
Цинк - Остальное
или медно-алюминиевый сплав следующего состава, %:
Алюминий - 7,5-11
Железо - 0,5-3
Марганец - 0,5-2
Никель - 1-3,5
Цинк - 0-0,5
Медь - Остальное
На нанесенный литейным способом антифрикционный сплав может быть нанесен третий слой или оловянный блеск для облегчения процесса приработки.
Предлагаемый слоистый композиционный материал изготовляют за счет того, что стальной несущий материал предварительно нагревают до температуры от 1000 до 1100oС, после чего литьем наносят не него образующий гетерогенную фазу не содержащий свинца антифрикционный сплав на медно-цинковой или на медно-алюминиевой основе с температурой от 1000 до 1250oС, и затем образовавшийся слоистый композиционный материал охлаждают в течение от 2 до 4 минут от температуры расплава антифрикционного сплава до температуры менее 100oС.
Предпочтительно, чтобы слоистый композиционный материал в течение первых тридцати секунд был охлажден от температуры расплава антифрикционного сплава до температуры его затвердевания.
Оказалось, что предъявленные к слоистому композиционному материалу требования могут быть удовлетворены высокопрочными медными сплавами. К ним относятся специальная латунь или алюминиевая бронза, которые наряду с высокой устойчивостью к нагрузкам отличаются также хорошими показателями с позиций защиты окружающей среды, поскольку в их составе нет свинца. Принципиально в этой группе конструкционных материалов можно исходить из двух различных в морфологическом отношении составов: это системы сплавов, которые затвердевают гомогенно (например, СuАl8 или соответственно CuZn31Si), и системы сплавов, которые образуют гетерогенную структуру (например, CuAl10Fe или соответственно CuZn40Al).
"Гомогенные" исходные материалы состоят из смешанного α-кристалла и наряду с хорошими антифрикционными свойствами отличаются также легкостью механической переработки в холодном виде. В отличие от этого "гетерогенные" сплавы показывают хорошую износоустойчивость, чему способствует их многофазная структура, но они хуже перерабатываются в холодном виде.
До настоящего времени композиционные материалы с антифрикционными сплавами на медно-цинковой или медно-алюминиевой основе можно было получать только с помощью центробежного литья. Способы непрерывного литья полос до сих пор не находили применения, поскольку при литье на используемые в промышленности стальные несущие материалы в зоне связывания образуются хрупкие фазы, которые не позволяют проводить механическую обработку композиционного материала. Однако такая обработка обязательна, например, для производства дешевых подшипников скольжения или втулок. Неожиданно оказалось, что такие композиционные материалы могут подвергаться механической обработке без отделения антифрикционного металла от стального несущего материала в тех случаях, когда соблюдаются вышеприведенные параметры. Благодаря такому проведению процесса литья на сталь становится возможным создание композиционного материала, который сохраняет целостность при деформации на не менее чем 25%.
Зона связывания при переходе к стали обладает достаточной способностью к пластической деформации. Это означает, что образование хрупких фаз на переходе от стали к антифрикционному металлу удается исключить. Таким образом были созданы предпосылки для последующей механической переработки композиционного материала в виде полосы, например, на вальцах или на роликовой гибочной машине, например, при изготовлении втулки.
Если антифрикционный сплав представлен медно-алюминиевым сплавом, то после нанесения антифрикционного сплава и после охлаждения предпочтительно проводят термическую обработку при температуре от 600 до 750oС продолжительностью от четырех до десяти часов. В случае медно-цинкового сплава слоистый композиционный материал предпочтительно прокаливают при температуре соответственно от 400 до 550oС в течение времени от четырех до десяти часов.
Предпочтительно антифрикционный сплав наносят литейным способом толщиной DL, причем отношение DL/DT, где DT означает толщину материала основы, имеет значение от 1 до 2. Соотношение толщины этих слоев влияет на образование соединительной зоны вышеуказанной структуры.
Определение состава сплава в соединительном слое проводят предпочтительно методом энергодисперсного рентгеноструктурного анализа с помощью растровой электронной микроскопии. Под металлургической соединительной зоной понимают связывающую зону, которая образуется в результате процессов диффузии, например, элементов из нанесенного литейным способом сплава, в стальной несущий материал, и которая представляет собой ярко выраженный промежуточный слой. Чаще всего эта связывающая зона представлена смесью кристаллов или интерметаллической фазой обоих конструкционных материалов, т. е. несущего материала и антифрикционного сплава.
Высокое содержание железа объясняется его поступлением из стального несущего материала, тогда как медная составляющая поставляется антифрикционным сплавом. Кроме этих двух компонентов, которые определяют строение металлургической связывающей зоны, в ней могут содержаться также небольшие количества остальных составных частей сплава. Эта металлургическая связывающая зона обеспечивает высокую прочность и хорошую стабильность в нагруженном состоянии всего слоистого композиционного материала.
Гетерогенная структура антифрикционного сплава в общем-то неблагоприятна для механической переработки материала в холодном состоянии. Однако неожиданно оказалось, что гетерогенная структура не оказывает отрицательного влияния в тех случаях, когда имеет место выверенное соотношение между α- и β-фазами.
β-Фазы возникают при высоких температурах и для обеспечения хорошей деформируемости они должны превратиться также в α-фазу. С другой стороны содержание β-фаз должно быть достаточным для того, чтобы поддерживать гетерогенность всей структуры, поскольку это оказывает положительный эффект на износоустойчивость.
Превращением β-фаз можно управлять проведением процесса охлаждения после литья, хотя при этом из экономических соображений желательно было бы проводить охлаждение как можно скорее. Оказалось, что охлаждение до 100oС за время от 2 до 4 минут подходит для того, чтобы установить соотношение α-фаз к β-фазам в пределах от 1,5 до 3,0. Композиционный материал с таким соотношением α-фаз к β-фазам объединяет в себе хорошие антифрикционные свойства с хорошей деформируемостью, а также с хорошей коррозионной устойчивостью и устойчивостью к нагрузкам.
За счет последующего процесса прокалывания соотношение α-фаз к β-фазам может быть еще повышено до 6, что оказывает благоприятное воздействие на деформируемость.
Предпочтительно этот слоистый композиционный материал применяют для изготовления таких антифрикционных элементов, как подшипники скольжения или втулки, с толщиной несущего материала менее 10 мм.
Представленные далее на фиг.1-3 примеры реализации изобретения служат для более детальной его иллюстрации.
На фиг.1 представлено изображение шлифа антифрикционного сплава состава CuAl9Ni3Fe2, нанесенного на стальной несущий материал литейным способом.
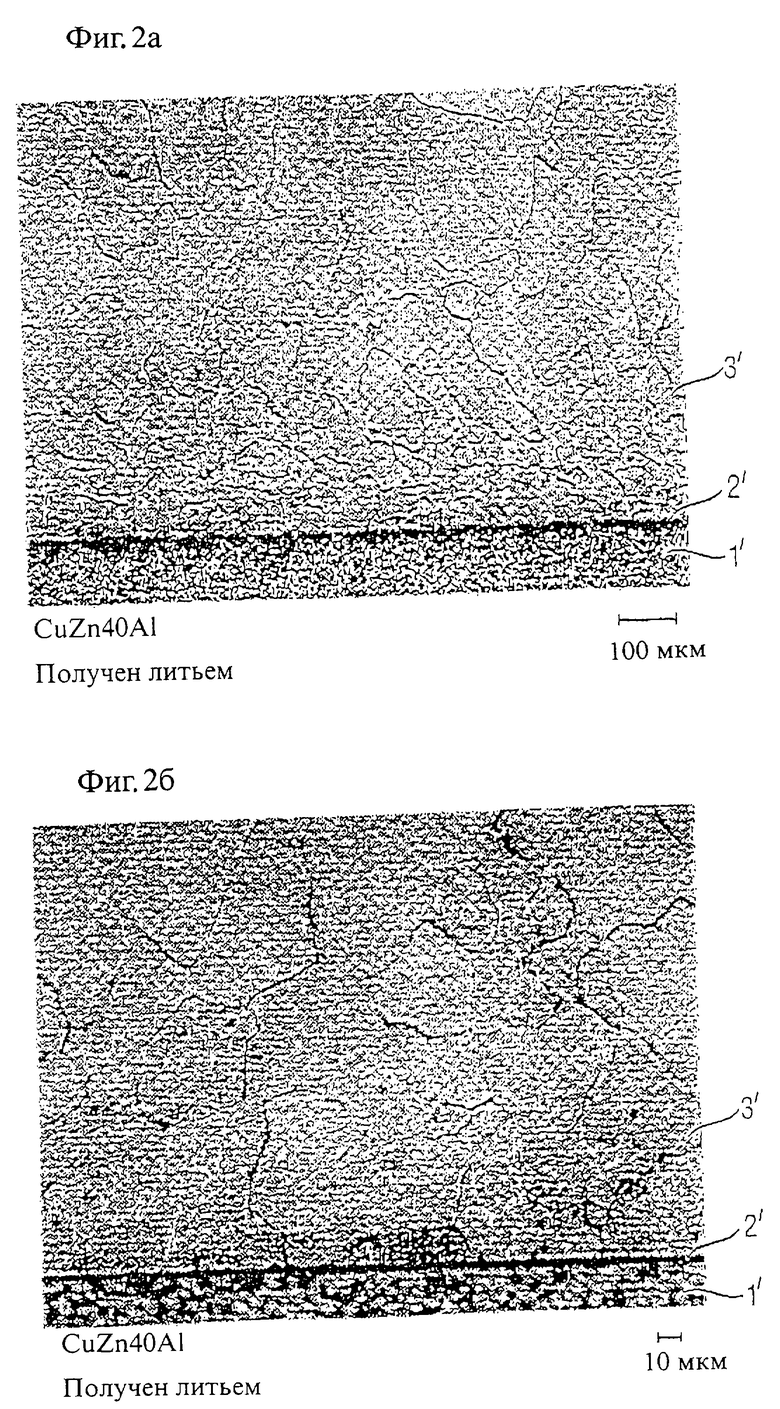
На фиг. 2а и 2б представлены два изображения шлифа полученного литьем слоистого композиционного материала с антифрикционным сплавом CuZn40Al2.
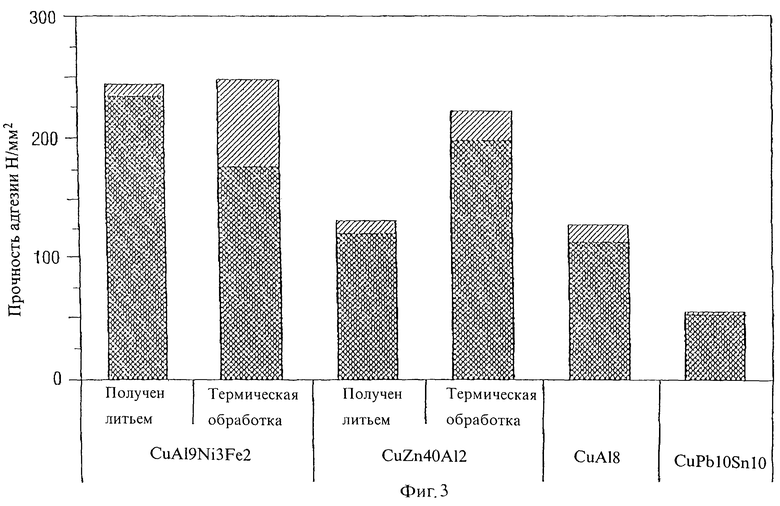
На фиг.3 представлена диаграмма, показывающая прочность связывания в композиционных материалах из CuAl9Ni3Fe2 и CuZn40Al2, нанесенных литейным способом на сталь, и соответственно после термической обработки, в прямом сравнении с обычными слоистыми композиционными материалами.
Примеры
Пример 1
CuA19Ni3Fe2:
стальная полоса толщиной 1,6 мм,
литейное плакирование стальной полосы - предварительный нагрев несущего материала до 1100oС, температура плавления антифрикционного сплава 1200oС,
охлаждение - за 30 сек до температуры застывания, еще через 2,5 минуты до 100oС,
фрезерование поверхности антифрикционного металла - от 5 до 15 % толщины антифрикциононного металла,
термическая обработка - 650oС, выдержка в течение 6 часов,
деформируемость - 25%.
Изображение шлифа этого слоистого композиционного материала, полученного литейным способом, представлено на фиг.1. На несущем материале из стали 1 находится тонкая соединительная зона 2, содержащая 88% железа и 6% меди, причем остальные составляющие представлены другим компонентами сплава.
На соединительной зоне 2 находится антифрикционный сплав 3, демонстрирующий гетерогенную дендритную структуру, причем светлые поверхности представлены α-фазой, α- и β-фазы в антифрикционном сплаве 3 находятся в соотношении 1:2,6.
Пример 2
CuZn40A12:
стальная полоса толщиной 1,6 мм,
литейное плакирование стальной полосы - предварительный нагрев несущего материала до 1000oС, температура плавления антифрикционного сплава 1020oС,
охлаждение - за 30 сек до температуры застывания, еще через 2,5 минуты до 100oС,
фрезерование поверхности антифрикционного металла - от 5 до 15% толщины антифрикциононного металла,
термическая обработка - 500oС, выдержка в течение 4 часов,
деформируемость - 25%.
Изображения шлифов этого слоистого композиционного материала с антифрикционным сплавом состава CuZn40Al2, полученного литейным способом, представлено на фиг.2а и 2б. Между несущим слоем из стали 1' и материалом антифрикционного слоя 3' и в этом случае находится соединительная зона 2', содержащая 81% железа и 8% меди, причем остальные составляющие представлены другими компонентами сплава.
Этот конструкционный материал также демонстрирует гетерогенную структуру.
На фиг. 3 представлена прочность соединения в Н/мм2 для композиционных материалов, полученных в соответствии с примерами выполнения 1 и соответственно 2 в сравнении с обычными слоистыми композиционными материалами. Окрашенная в серый цвет область означает возможную ошибку в определении измеряемой величины. При этом испытывались образцы с CuAl9Ni3Fe2 и соответственно с CuZn40Al2 как после получения литейньм способом, так и после прокаливания. Опыты однозначно показывают, что оба новых композиционных материала заметно превосходят по прочности связывания такие известные композиционные материалы на стали, как СuАl8 и соответственно CuPb10Sn10. Проведенная после литья термическая обработка, предназначенная для достижения благоприятного для последующей переработки внутреннего строения, не оказывает негативного влияния на прочность связывания, а в случае CuZn40Al2 на стали прочность даже еще более возрастает.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНЫЙ МАТЕРИАЛ ДЛЯ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2000 |
|
RU2247658C2 |
| МАТЕРИАЛ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2010 |
|
RU2524812C2 |
| МНОГОСЛОЙНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, ИЗГОТОВЛЕНИЕ И ПРИМЕНЕНИЕ | 2004 |
|
RU2354865C2 |
| МНОГОСЛОЙНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ, ИЗГОТОВЛЕНИЕ И ПРИМЕНЕНИЕ | 2004 |
|
RU2354864C2 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2244856C2 |
| ВКЛАДЫШ ПОДШИПНИКА СКОЛЬЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2229040C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ВАКУУМНЫМ СПОСОБОМ ПОКРЫТИЯ НА ПОДШИПНИКИ СКОЛЬЖЕНИЯ | 1998 |
|
RU2221080C2 |
| ЭЛЕМЕНТ СКОЛЬЖЕНИЯ | 2009 |
|
RU2521854C2 |
| СКОЛЬЗЯЩИЙ ЭЛЕМЕНТ, В ЧАСТНОСТИ ПОРШНЕВОЕ КОЛЬЦО, ИМЕЮЩИЙ ПОКРЫТИЕ, И СПОСОБ ПОЛУЧЕНИЯ СКОЛЬЗЯЩЕГО ЭЛЕМЕНТА | 2011 |
|
RU2520245C2 |
| СПЕЧЕННОЕ ИЗДЕЛИЕ НА ОСНОВЕ ЖЕЛЕЗА, СОДЕРЖАЩЕЕ МЕДЬ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2280706C2 |
Изобретение относится к слоистым композиционным материалам, а именно к слоистому композиционному материалу для антифрикционных конструкционных элементов. Предложен слоистый композиционный материал для антифрикционных конструкционных элементов в виде вкладышей подшипников или опорных втулок, содержащий стальной несущий материал и нанесенный на него литейным способом антифрикционный сплав. Использован не содержащий свинец антифрикционный сплав на медно-цинковой или медно-алюминиевой основе с гетерогенной структурой, причем между антифрикционным сплавом и несущим материалом имеется металлургическая соединительная зона, состоящая на 80-95% из железа, обычных загрязнений и меди в качестве второго основного компонента и имеющая кубическую кристаллическую решетку. Техническим результатом изобретения является расширение арсенала слоистого композиционного материала для антифрикционных конструкционных элементов, работающего при разных видах трения, являющегося устойчивым в коррозионной среде, пригодным для переработки в холодном виде и выдерживающего экстремальные нагрузки. 7 з.п. ф-лы, 3 ил.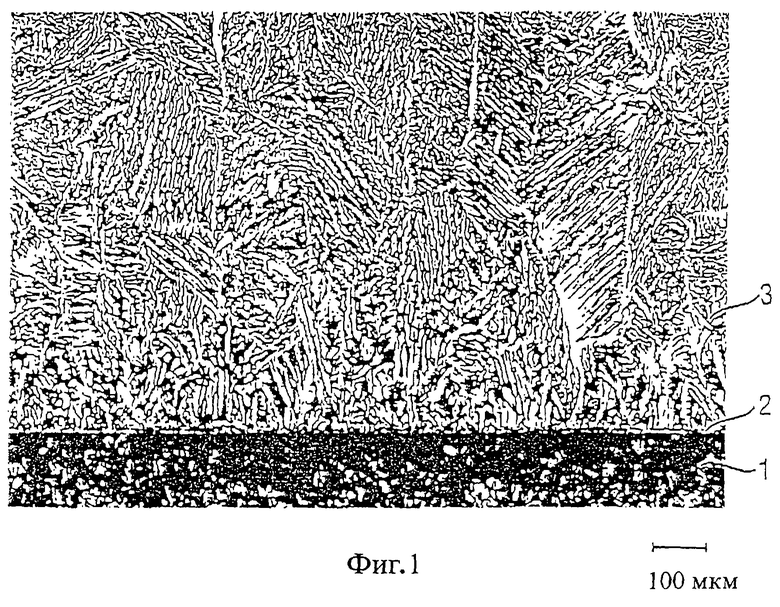
Медь 55 - 63
Алюминий 1,5 - 2,5
Железо 0,5 - 0,8
Марганец 1,8 - 2,2
никель 0,7 - 1
Олово 0 - 0,1
Цинк Остальное
Алюминий 7,5 - 11
Железо 0,5 - 3
Марганец 0,5 - 2
Никель 1 - 3,5
Цинк 0 - 0,5
Медь Остальное
| US 4086952 А, 02.05.1959 | |||
| Устройство для забора и подачи воды к дождевальной машине в движении | 1982 |
|
SU1063343A1 |
| DE 3938234 А, 31.05.1990 | |||
| Раствор для черного пассивирования цинка | 1973 |
|
SU681114A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Подшипниковая латунь | 1926 |
|
SU13058A1 |

