Настоящее изобретение относится к спеченным материалам на основе железа, изготовленным из них изделиям и к способу их получения, в частности к спеченным изделиям на основе железа, содержащим медь.
Методы порошковой металлургии позволяют получать такое строение металлических материалов, которое невозможно получить в результате обычного литья и обработки слитков. Известен способ пропитки металлургических продуктов из спеченного порошка на основе железа металлами, имеющими более низкие температуры плавления, например, такими как свинец и медь. Свинец применяют для улучшения способности к механической обработке (обрабатываемости) спеченных материалов на основе железа, тогда как медь не только оказывает подобное действие, но также имеет и другие желательные свойства, передаваемые спеченному материалу. В настоящее время применения свинца избегают из-за его вредного воздействия на окружающую среду. Медь улучшает обрабатываемость, а также удельную теплопроводность спеченного изделия.
Пропитанные медью продукты широко применяются в автомобильной промышленности, например при изготовлении вставных седел клапанов в головках цилиндров двигателей внутреннего сгорания. Такие продукты должны работать в очень тяжелых условиях, включая повторяющуюся ударную нагрузку, граничную смазку, повышенную температуру и горячие коррозионные газы. Свойства выдерживания подобных условий могут быть достигнуты за счет обеспечения соответствующего строения системы с матрицей на основе железа. Такие матрицы на основе железа зачастую являются высоколегированными, что отрицательно влияет на их обрабатываемость. Обрабатываемость играет важную роль при сборке двигателей в производственном смысле, поскольку она влияет на производительность. Пропитка медью обеспечивает улучшенную обрабатываемость, в то время как сама медь обеспечивает более высокую удельную теплопроводность, что позволяет снизить рабочую температуру и, в свою очередь, сохранить механические свойства.
Процесс пропитки осуществляют укладыванием в штабель (стопку) прессовки из медного сплава в контакте с деталью на основе железа и пропусканием такого сложенного комплекта из двух частей через печь для спекания при температуре спекания в районе приблизительно 1100°С в атмосфере инертного или восстанавливающего газа, таким образом одновременно осуществляя спекание и пропитку. Во время такого процесса спекания прессовка из медного сплава плавится и расплавленный сплав пропитывает и заполняет поры детали на основе железа в результате капиллярного действия. Подобным способом могут быть заполнены только связанные между собой поры, а изолированные или каким-либо иным способом не связанные поры таким способом заполнены быть не могут. Состав прессовки из медного сплава выбирают таким образом, чтобы она была совместима с материалом на основе железа, избегая, по мере возможности, нежелательного взаимодействия с ней или ее эрозии. Массу прессовки из медного сплава выбирают таким образом, чтобы заполнить большую часть пор, однако, как указано выше, неизбежно возникает некоторая остаточная пористость.
В соответствии с одним из вариантов вышеописанного способа прессовку из медного сплава укладывают в штабель вместе с предварительно спеченной деталью на основе железа и пропускают их через печь для спекания, осуществляя пропитку.
Способ пропитки является дорогостоящим из-за необходимости осуществления дополнительных стадий. Данный способ требует проведения следующих дополнительных стадий: получение отдельной порошковой смеси медного сплава; прессование из порошковой смеси подходящих прессовок, имеющих нужную массу; укладывание прессовок в штабеля вместе с изделиями на основе железа перед их пропусканием через печь для спекания и галтовку спеченных и пропитанных изделий после охлаждения для удаления порошкового осадка, неизбежно образующегося на изделиях во время процесса спекания.
В известных продуктах на основе железа, пропитанных медью, содержание меди обычно составляет от 1 до 25 мас.%. При получении непропитанных продуктов к предварительно спрессованной порошковой смеси обычно добавляют до 5 мас.% медного порошка. Такое относительно небольшое количество меди, добавляемое к непропитанным материалам на основе железа, способствует процессу спекания благодаря присутствию жидкой фазы меди.
Специалисты пытались обеспечить наличие тех уровней содержания меди, которые достигаются в способе пропитки, путем добавления соответствующего количества элементарной меди к исходным порошковым смесям перед прессованием и спеканием. Однако из-за различий, например, в размере частиц порошка, плотности порошка и морфологии частиц порошка, во время транспортировки порошковых смесей возникает тенденция к сегрегации меди. Такая сегрегация порошка вызывает неприемлемые изменения в получаемых продуктах. Даже при наличии небольшого количества порошка элементарной меди, например, приблизительно до 5 мас.%, как указано выше, сегрегация все-таки имеет место, но ее действие в получаемых продуктах сведено к минимуму и не вызывает серьезных проблем.
Одно время детали, такие как вставные седла клапанов двигателей, подвергаемые воздействию самых тяжелых рабочих условий, изготавливали целиком из высоколегированных сталей, таких как, например, стали класса М3/2. Такие стали содержат сравнительно большие количества хрома, вольфрама, молибдена, ванадия и т.п. Несмотря на то что детали, изготовленные из таких материалов, имеют хорошие эксплуатационные качества и длительный срок службы, их получение и обработка являются высокозатратными по своей сущности. Их изготовление стоит дорого, во-первых, из-за действительно высокой стоимости материала, а во-вторых, из-за дорогостоящей обработки, вызванной трудностями обработки деталей, имеющих высокое содержание твердого карбида в своей микроструктуре. В непрекращающемся поиске более низкой стоимости было сделано множество попыток снизить стоимость материала путем добавления к порошковым смесям относительно большого количества по существу чистого железного порошка и, следовательно, снизить стоимость обработки за счет облегчения механической обработки получаемого спеченного материала, а также уменьшения количества твердых фаз и добавления фаз, способствующих обрабатываемости, таких как медные или стружколомные фазы.
Недостатком, с точки зрения эксплуатационных качеств и срока службы, таких более новых материалов, например, описанных в GB-A-2188062, является сохранение в ядрах зерен железа, полученных в результате совместного спекания исходных частиц прессованного железного порошка в порошковой смеси, мягкой ферритной фазы, которая может отрицательно повлиять на его износостойкость и прочностные свойства. Такие материалы могут, например, изначально содержать смеси приблизительно 50% высоколегированного материала М3/2, приблизительно 50% чистого железного порошка и небольшое количество углерода, восков для смазки форм и т.п. Даже при полном спекании зерна железа имеют ферритные ядра с небольшой диффузией хрома из участков стали М3/2 в поверхностные участки зерен железа, где после спекания может образовываться мартенсит. Такую структуру получают даже после пропитывания материала или добавления к порошковой смеси приблизительно до 5 мас.% элементарной меди.
Задачей настоящего изобретения является разработка такого способа получения изделий из материала на основе железа, имеющих высокое содержание меди, соразмерное с содержанием меди в пропитанном материале, который не имеет недостатков, связанных с наличием дополнительных стадий, необходимых в известных способах.
Другие преимущества станут очевидными из нижеследующего описания данного изобретения.
В соответствии с первым аспектом настоящего изобретения предложен способ получения спеченного изделия на основе железа, включающий приготовление порошковой смеси, содержащей железо и медь, прессование и спекание, отличающийся тем, что в порошковую смесь дополнительно вводят материал, способствующий образованию мартенсита и по меньшей мере часть общего содержания железа и меди вводят в виде диффузионно-связанного железомедного порошка или предварительно легированного железомедного порошка (т.е. железного порошка, содержащего медь, неразрывно связанную с ним), при этом получают изделие, содержащее 12-26 мас.% меди и имеющее матрицу на основе железа со структурой, содержащей мартенсит.
Медь прежде всего предназначена для повышения удельной теплопроводности полученных изделий, однако изделия, полученные способом в соответствии с настоящим изобретением, также имеют и другие важные преимущества. Содержание меди менее 12 мас.% не обеспечивает нужное повышение удельной теплопроводности, в то время как при содержании более 26 мас.% вызывает затруднения "вытекание" расплавленной меди из материала во время спекания.
Содержание меди предпочтительно может находиться в диапазоне от 15 до 20 мас.%.
В способе в соответствии с настоящим изобретением железный порошок, неразрывно связанный с медью, фактически представляет собой предварительно легированный (сплавленный) порошок, в котором индивидуальные частицы порошка включают в себя как железо, так и медь, и, следовательно, существенная сегрегация между железом и медью невозможна. Частицы железомедного порошка могут быть выбраны из двух основных типов порошкового сырья: предварительно легированного железомедного порошка или диффузионно-связанного железомедного порошка. Предварительно легированный железомедный порошок может быть получен известными способами, включающими в себя совместное плавление составляющих его материалов, а затем распыление (пульверизацию) жидкого расплава, например, водой или газом, для получения нужного предварительно легированного порошка. Диффузионно-связанный железомедный порошок получают, например, приготовлением смеси порошков из элементных железа и меди и пропусканием полученной непрессованной смеси через печь таким образом, чтобы вызвать диффузию между частицами, связывая их вместе. Полученный таким образом "пирог" подвергают операции легкого дробления, разделяя его на частицы, содержащие как железо, так и медь, и сцепленные друг с другом. Такой способ вызывает диффузию некоторого количества меди во внешние участки каждой частицы железа.
Способ в соответствии с настоящим изобретением помогает устранить несколько стадий, необходимых в известных способах: отсутствует необходимость в получении смеси порошка из медного сплава, а затем и прессовок, их не надо складывать в штабеля с прессовками из материала на основе железа, а готовые спеченные изделия не нужно обрабатывать с тем, чтобы удалить с них сцепленный осадок, как в известных способах пропитки.
Особое преимущество, обеспечиваемое способом в соответствии с настоящим изобретением, заключается в обработке таких материалов на основе железа, которые включают в себя смеси легированного стального порошка и низколегированного железа или, по существу, чистого железного порошка. Например, известно использование таких смесей с добавлением углеродного порошка и их прессование, спекание и термическая обработка после спекания для получения изделий, таких как, например, вставные седла клапанов для двигателей внутреннего сгорания. Такие обычные материалы могут быть или не быть пропитаны медным сплавом в соответствии с одним из вышеописанных известных способов. Примером подобных материалов могут служить, например, материалы и способы их получения, описанные в GB-A-2188062 и ЕР-А-0312161. Такие материалы, к примеру, могут содержать следующие компоненты в такой пропорции: приблизительно 50 мас.% высоколегированного стального порошка и приблизительно 50 мас.% по существу чистого железного порошка. Легированный стальной порошок обычно содержит хром, который при преобладающей температуре спекания приблизительно 1100°С представляет собой один из самых подвижных, с точки зрения скорости диффузии, атомов химических элементов после углерода среди тех легирующих элементов, которые способствуют образованию мартенсита при охлаждении изделия после спекания. Атомы углерода являются самыми мобильными, проникая в междоузлия атомов железа в кристаллической структуре. Однако, поскольку хром имеет близкий к железу атомный размер и массу, он замещает железо и, следовательно, имеет близкую к железу подвижность при преобладающих условиях спекания. Присутствие хрома способствует образованию мартенсита в тех областях спеченного материала, в которые он диффундирует, при этом при охлаждении материала в конце цикла спекания образуется мартенсит. Спекание таких изделий зачастую осуществляют в печах, оборудованных непрерывно движущимися средствами, такими как ленточный конвейер или механизм печей с шагающим подом для транспортировки через печь изделий, обычно размещаемых на подносах или подах. Как правило, в первом отделении печи температуру изделий поднимают до температуры спекания; во втором отделении поддерживают температуру спекания; а в третьем отделении дают возможность изделиям остыть от температуры спекания до температуры, предотвращающей существенное окисление изделий при выходе из печи для спекания. Изделия обычно спекают в атмосфере защитного газа, непрерывно пропускаемого через печь и обеспечивающего нейтральную или восстанавливающую атмосферу, а также препятствующего проникновению в печь воздуха (кислорода). Атмосфера имеет по существу атмосферное давление с небольшим положительным давлением внутри печи для предотвращения поступления в нее воздуха. Если спеченный материал содержит в исходной смеси существенное количество железного порошка, зачастую оказывается, что в зависимости от содержания углерода зерна железа, полученные в результате спекания прессованных частиц железного порошка, имеют в середине богатых железом участков неинструментальной стали микроструктуру в диапазоне от ферритной до перлитной и содержат смеси этих двух фаз. Наружная область зерен железа обычно содержит мартенсит, образующийся в результате диффузии хрома во время процесса спекания, однако ядро остается по существу ферритным или перлитным либо является смесью феррита и перлита в зависимости от добавляемого количества углерода. В состоянии после спекания богатая железом фаза неинструментальной стали или структура зерна состоит в основном из перлита, находящегося в центре, хотя там может присутствовать и некоторое количество феррита, а наружные области зерен представляют собой смесь мартенсита/бейнита. Если в спеченном изделии остается какое-либо количество аустенита, то, как правило, он трансформируется в результате криогенной обработки после спекания. Во время операции отпуска, обычно осуществляемой после криогенной обработки, происходит частичное разложение перлитной фазы, приводящее к образованию ферритных областей внутри богатых железом зерен или богатой железом фазы. Это может привести к получению материала, имеющего пониженную износостойкость, а также более низкую прочность из-за присутствия феррита. Термическая обработка после спекания, включающая в себя криогенную обработку для превращения любой оставшейся γ-фазы (аустенита) в мартенсит с последующим отпуском, предназначена для снижения степени твердости и хрупкости мартенситной фазы, а не для разложения перлита, что является нежелательным побочным действием процесса отпуска. Поскольку отпуск осуществляют при температуре, превышающей ожидаемую рабочую температуру, то тем самым обеспечивают устойчивость размера частиц изделия при условиях его работы (например, в качестве вставного седла клапана в камере сгорания двигателя внутреннего сгорания). Однако такая обработка не влияет на присутствие (не считая того, что она вызывает образование по меньшей мере части феррита) ферритной фазы или ее изначально плохую износостойкость и механические свойства.
Было установлено, что при использовании способа в соответствии с настоящим изобретением возникает совместное синергетическое (т.е. взаимно усиливающее) действие меди (присутствующей либо в диффузионно-связанном с железом виде, либо в предварительно легированном виде) и хрома, способствующее диффузии меди и хрома по направлению к центру зерен железа; при этом вместо ядра зерен железа, остающегося в виде феррита или перлита либо их смеси, ядра зерен железа превращаются в мартенсит во время обычного охлаждения в печи. Спеченные материалы на основе железа, полученные в соответствии со способом согласно данному изобретению с использованием предварительно легированных железомедных или диффузионно-связанных железомедных порошков, обнаруживают присутствие мартенсита в ядрах богатых железом зерен благодаря диффузии хрома или других способствующих образованию мартенсита элементов в зерна железа. Мартенсит образуется во время охлаждения аустенита, при этом любой оставшийся аустенит трансформируется в результате криогенной обработки после спекания. Во время процесса охлаждения после спекания некоторое количество аустенита может также превратиться в бейнит. Затем мартенсит может быть подвергнут отпуску, образуя структуру отпущенного мартенсита (мартенсита отпуска), легко поддающегося механической обработке. Однако необходимо отметить, что ранее мягкие ферритные/перлитные ядра зерен железа теперь включают в себя более твердый, прочный и более износостойкий материал благодаря использованию способа в соответствии с настоящим изобретением. Вероятно, обработка, применяемая для получения предварительно легированных и диффузионно-связанных железомедных порошков, вызывает по меньшей мере частичную диффузию медной фазы в железную составляющую, а присутствие меди способствует диффузии хрома и других способствующих образованию мартенсита элементов в ядра зерен железа, образующиеся при спекании, таким образом обеспечивая образование мартенсита.
Например, испытания по получению материалов согласно способу в соответствии с настоящим изобретением и по существу идентичных материалов в соответствии с известными способами пропитки, но с использованием по существу одинаковых параметров обработки, таких как давление прессования и температура спекания, показали положительные результаты использования вышеописанных предварительного сплава железа-меди или диффузионно-связанного железомедного порошка. Материалы, имеющие в основном одинаковый состав, за исключением содержания меди, получают 1) способом в соответствии с настоящим изобретением; 2) одновременным спеканием и пропиткой; и 3) добавлением 13 мас.% порошка элементарной меди к исходной порошковой смеси и их спеканием (т.е. без пропитки и без добавления предварительно легированного железомедного порошка).
В материалах, получаемых известными способами пропитки в таких же условиях обработки, не происходит такого положительного явления, как образование мартенсита в ядре зерна железа. Анализ при помощи сканирующего электронного микроскопа показывает наличие хрома в ядрах частиц в материалах, полученных способом в соответствии с настоящим изобретением. Следует подчеркнуть, что в сравнительных испытаниях применяют такие же условия обработки, как и при получении коммерчески известных материалов, в настоящее время представляющие собой оптимальные условия обработки с учетом всех факторов.
Материалы, полученные согласно способу в соответствии с настоящим изобретением, также могут быть подвергнуты после спекания термической обработке, такой как криогенная обработка при -120°С или ниже, для превращения любой остаточной аустенитной фазы в мартенсит с последующим отпуском для придания мартенситу большей мягкости, большей размерной стабильности (безусадочности) и лучшей механической обрабатываемости.
Таким образом, в соответствии с особенностью одного из вариантов осуществления настоящего изобретения порошковая смесь содержит порошковый компонент, включающий в себя относительно нелегированный порошок железа, и порошковый компонент, включающий в себя порошок стали, содержащий, по меньшей мере, некоторое количество хрома или другого элемента, способствующего образованию мартенсита, такого как легирующий элемент, помимо предварительно легированного или диффузионно-связанного железомедного порошка. Альтернативно или дополнительно, порошковая смесь может содержать добавку(и) одноэлементного материала, способствующего образованию мартенсита, например, такого как молибден и/или никель.
В данном описании приведены примеры, иллюстрирующие использование порошков быстрорежущей стали М3/2, однако в зависимости от применения получаемого из такого порошка изделия может быть использована любая другая подходящая инструментальная или быстрорежущая сталь.
Примером альтернативного стального материала является так называемая сталь 316, представляющая собой нержавеющую сталь, содержащую, в мас.%, 17% Cr, 2% Мо, 13% Ni, остальное - Fe, которая по существу не содержит углерода.
Таким образом, оказывается, что тот способ, с помощью которого медь введена в спеченный материал на основе железа, т.е. связыванием с железом в процессе предварительной обработки, вызывающей взаимодействие (реакцию) между ними, оказывает неожиданное и синергетическое действие, помогая диффузии хрома или других способствующих образованию мартенсита элементов по матрице на основе железа и обеспечивая превращение в мартенсит при охлаждении после спекания или в результате превращения сохранившегося аустенита при криогенной обработке.
Предварительно легированный или диффузионно-связанный железомедный материал может иметь любой желаемый состав, к примеру, железо с 20 мас.% меди (Fe-Cu20). Могут быть приготовлены порошковые смеси, порошковые компоненты которых включают в себя, например: железо, железо-медь, предварительно легированный стальной порошок и порошок углерода. Количество предварительно легированного железомедного порошка зависит от конечного требуемого содержания меди в изделии и от первоначального состава предварительно легированного железомедного порошка.
Использование предварительно легированного и/или диффузионно-связанного железомедного материала в порошковой смеси вместе с порошком элементарной меди не исключается, а в некоторых случаях может даже оказаться полезным. Предварительно легированный и диффузионно-связанный железомедные порошки могут быть также использованы в одной порошковой смеси.
Предварительно легированный железомедный материал несколько более эффективно способствует образованию мартенсита в зернах железа, чем диффузионно-связанный железомедный материал. Следовательно, предпочтительным является использование именно предварительно легированного железомедного материала, однако следует указать на то, что в результате использования диффузионно-связанного железомедного материала мартенсит получают после спекания и последующей обработки, в то время как использование известных пропитанных материалов не приводит к получению мартенсита в ядрах зерен железа, и при этом ядра содержат только смеси перлита и феррита.
В соответствии со вторым аспектом настоящего изобретения предложено спеченное изделие, полученное в результате осуществления первого аспекта настоящего изобретения.
Для более полного понимания настоящего изобретения и только для иллюстрации ниже приведены следующие примеры со ссылкой на прилагаемые чертежи, на которых:
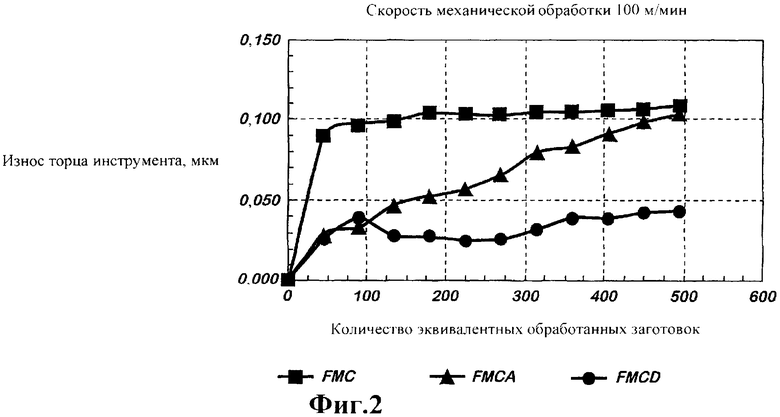
фиг.1 представляет собой гистограмму, показывающую износ вставных седел клапанов при испытании в двигателе материала, полученного в соответствии с настоящим изобретением; а
фиг.2 показывает график износа инструмента в зависимости от количества обработанных деталей из материалов, полученных в соответствии с настоящим изобретением, и известного материала.
Материал вставного седла клапана - пример 1
Порошковые смеси на основе железа обычного состава, применяемые при получении вставных седел клапанов для двигателей внутреннего сгорания, приготавливают различными способами. Состав порошковых смесей с точки зрения действительно составляющих порошки компонентов, применяемых для их получения, указан ниже в таблице 1:
Пример 1 иллюстрирует материал, приготовленный способом в соответствии с настоящим изобретением, в котором все железо и часть меди добавляют в виде предварительно легированного порошка из железа с 20 мас.% меди. Предварительно легированный порошок обеспечивает наличие приблизительно 9,5 мас.% меди, содержащейся в готовом материале. Остальные 6 мас.% добавляют к исходной порошковой смеси в виде порошка элементарной меди, доводя общее содержание меди до 15 мас.%. Предварительно легированный стальной порошок представляет собой полученный при распылении водой порошок стали М3/2, имеющий следующий номинальный состав: 1% С, 4% Cr, 5% Мо, 3% V, 5% W. Поскольку добавляют всего лишь 6 мас.% порошка элементарной меди, то сегрегация сведена к минимуму.
Пример 1а иллюстрирует порошковую смесь, в которой весь содержащийся железный порошок представляет собой порошок чистого железа, а медь представлена в виде 13 мас.% порошка элементарной меди. Поскольку материал с таким высоким содержанием порошка элементарной меди, как правило, не может быть получен по вышеуказанным причинам, материал получают для того, чтобы определить влияние содержания меди на характеристики диффузии хрома в железную составляющую.
Пример 1b иллюстрирует известный из уровня техники способ, описанный в GB-A-2188062, в соответствии с которым содержание меди обеспечивают в результате одновременного осуществления спекания и стадии пропитки.
Все порошки смешивали согласно установленным правилам в Y-образном коническом смесителе. Давление прессования в каждом случае составляло 650-800 МПа с последующим спеканием при температуре приблизительно 1100°С в конвейерной печи, причем порошки из всех примеров спекали в одинаковых условиях. После спекания порошки из всех примеров подвергали криогенной обработке при температуре -120°С для превращения оставшегося в структуре аустенита (γ-фаза), а затем отпускали при 600°С в течение 2 часов с целью смягчения мартенсита, улучшения размерной стабильности и механической обрабатываемости.
В приводимой ниже таблице 2 указаны действительные составы с точки зрения составляющих элементов, плотность спеченного материала и его конечная твердость после криогенной обработки и отпуска, осуществляемых в ходе термообработки после спекания.
Изучение микроструктуры образцов, полученных в соответствии с примером 1, показало наличие отпущенной мартенситной структуры даже в ядрах зерен железа. Мартенсит образовывался при охлаждении от температуры спекания. Криогенную обработку применяли для превращения любого аустенита, оставшегося в фазе М3/2 материала, в мартенсит. Превращение аустенита в мартенсит нелегко рассмотреть под микроскопом, поэтому такое превращение подтверждалось повышением твердости при превращении аустенита в мартенсит.
Образцы из примера 1а показывали микроструктуру, включающую в себя некоторое количество мартенсита, образовавшегося при охлаждении от температуры спекания, и оставшийся аустенит. После криогенной обработки оставшийся аустенит превратился в мартенсит в областях М3/2, при этом зерна железа содержали в основном перлит (фаза, включающая в себя пластинчатую структуру из феррита и цементита) и некоторое количество феррита. Перлит образовывался благодаря порошку углерода, добавленному в виде графита, однако в силу отсутствия хрома в ядрах зерен железа мартенсит не образовывался. При отпуске происходило сильное разложение перлита, и объемная доля феррита возрастала по сравнению с его долей в состоянии сразу после спекания. Таким образом, износостойкость материала из примера 1а ниже, так же как и механические свойства, что подтверждено результатами измерения твердости.
Образцы из примера 1b показывали почти такую же структуру и свойства, как и образцы из примера 1а. Данный материал получали в соответствии с известным способом, описанным в GB-A-2188062. Твердость материала из примера 1b несколько выше твердости материала из примера 1а, что объясняется более высокой плотностью материала после пропитки. Однако материал из примера 1b имеет после отпуска большое количество по своей сущности (природе) более слабых ферритных областей, а не желательную отпущенную мартенситную структуру, наблюдавшуюся в материале из примера 1, полученном в соответствии со способом согласно настоящему изобретению.
Фиг.1 представляет гистограмму износа вставного седла клапана, изготовленного из материала согласно примеру 1 и установленного в выхлопных позициях 1,8-литрового 4-цилиндрового 16-клапанного двигателя, проработавшего 180 часов при 6000 об/мин на не содержащем свинца бензине, при этом двигатель имел клапаны, посадочные поверхности которых были обработаны сплавом Stellite (торговое наименование). Критерием успеха в данном испытании является то, что износ вставного седла клапана не должен превышать 100 мкм. Как следует из фиг.1, максимальный износ седла клапана в позиции 4 составлял 60 мкм, при этом износ всех остальных вставных седел составлял приблизительно 30 мкм или менее.
Таким образом, из примеров 1, 1a и 1b очевидно, что единственным существенным различием при получении материалов в них является способ, с помощью которого в спеченный материал вводили медь. Скорее всего, улучшенная структура и свойства непосредственно связаны с использованием предварительно легированных железомедных материалов, в которых по меньшей мере часть меди неразрывно связана с железом, и являются результатом усиленной диффузии, обеспечиваемой данным предварительно легированным материалом.
Пример 2
Получали порошковую смесь, включающую в себя 45 мас.% порошка инструментальной стали М3/2, 0,55 мас.% С, 1 мас.% MoS2, 6 мас.% Cu и 47,45 мас.% Fe-Cu20 (диффузионно-связанный порошок), 0,75 мас.% восковой смазки. Полученную смесь прессовали в неспеченные прессовки при 770 МПа, при этом плотность до спекания составляла 7,1 Мг·м-3, и спекали при температуре приблизительно 1100°С в конвейерной печи в атмосфере непрерывного потока азота-водорода. Спеченные изделия подвергали криогенной обработке при температуре -120°С или ниже, превращая сохранившийся аустенит в мартенсит, и наконец отпускали при температуре 600°С. Плотность спеченного материала составляла 7,0 Мг·м-3. Твердость спеченного материала составляла 61 HRA, плотность обработанного криогенным способом материала - 56 HRA, а плотность обработанного криогенным способом и отпущенного материала - 62-65 HRA.
Микроструктура материала из примера 2 (полученного с использованием диффузионно-связанного железомедного порошка) после отпуска (осуществляемого после спекания и криогенной обработки) имеет небольшие редкие области феррита в богатой железом фазе неинструментальной стали. Однако данная богатая железом фаза состоит по существу из перлита, а не обширных областей феррита, как обычно наблюдается в известном материале, полученном с использованием технологии пропитки.
Пример 3
Получали смесь, включающую в себя (в мас.%): 75% предварительно легированного порошка Fe-Cu20, 23% порошка нержавеющей стали 316, 0,75% порошка MoS2 и 1% порошка углерода, и обозначали ее N1. Нержавеющая сталь 316 имела следующий состав: 17% Cr, 2% Мо, 13% Ni, стальное - Fe. Материал из сравнительного примера, обозначенный буквой N, получали из следующей смеси (мас.%): 70,9% нелегированного железного порошка, 27% порошка нержавеющей стали 316, 0,9% порошка MoS2 и 1,2% порошка углерода. Оба материала прессовали при 770 МПа. Однако материал N1 подвергали только спеканию (поскольку он содержит приблизительно 15 мас.% Cu, обеспечиваемого предварительным сплавом Fe-Cu), а материал N подвергали одновременному спеканию и пропитке в соответствии с известным способом. Оба материала N1 и N имели следующий окончательный теоретически общий состав (мас.%): 1% С, 3,9% Cr, 15% Cu, 0,9% Мо, 3% Ni, 0,3% S, остальное - Fe. Стадии спекания/пропитки осуществляли при температуре приблизительно 1100°С под током азота/водорода. После спекания оба материала подвергали криогенной обработке и отпуску.
Материал N1 показывал микроструктуру, не содержащую феррита даже в ядрах зерен, преимущественно представляющих собой железо. Данный материал по существу имел структуру отпущенного мартенсита. С другой стороны, материал N имел большое содержание феррита в зернах железа с перлитной структурой в зонах перехода между бывшими частицами железа и частицами нержавеющей стали 316, даже несмотря на несколько большее содержание углерода (1,2%) в данном материале. Таким образом, в полученной после обработки структуре наглядно видно влияние меди, неразрывно связанной с железом.
Пример 4
В соответствии с настоящим изобретением получали дополнительные смеси, обозначенные как материалы FMCA и FMCD. Составы смешения данных материалов с точки зрения компонентов порошковой смеси представлены ниже в таблице 3.
Материалы прессовали при 770 МПа и спекали при температуре приблизительно 1100°С в атмосфере непрерывно подаваемого газа, как и в предыдущих примерах. Полученные плотности и твердости спеченных материалов представлены ниже в таблице 4. Данные образцы не подвергали термической обработке после спекания.
Для получения материала FMCA в соответствии с настоящим изобретением в исходной порошковой смеси использовали предварительно легированный порошок Fe-Cu и 0,5% порошка элементарного Мо. В материале FMCA обнаружили обширные богатые Мо зоны, а также мартенситные и бейнитные области, связанные с указанными зонами. В материале FMCA также обнаружили карбиды, расположенные по границам зерен. Микроструктура материала FMCA несколько напоминает структуру сравнительного материала, обозначенного буквами FMC (нелегированный железный порошок, 1,35% С, 0,5% Мо), в котором содержание меди обеспечивали одновременным спеканием и пропиткой в соответствии с известным способом. Помимо стадии пропитки условия спекания были такими же, как и для спекания материалов FMCA и FMCD. В материале FMC по границам зерен присутствовал карбид, матрица представляла собой перлит, а богатые Мо зоны, связанные с частицами Мо, присутствовали, но в небольшом количестве по сравнению с материалом FMCA.
Во время спекания MoS2, присутствующий в материале FMCD, подвергается частичному разложению и отдает свободный Мо структуре, потенциально способной образовывать локализованную мартенситную/бейнитную структуру, связанную с богатыми Мо зонами. Некоторое количество серы из разложившегося MoS2 взаимодействует с железом и медью, образуя металлические сульфиды, улучшающие способность к механической обработке. В материале FMCD не наблюдалось карбидных сеток, а матрица была перлитной.
Фиг.2 представляет собой график износа инструмента в зависимости от количества обработанных деталей из материалов FMC, FMCA и FMCD. Данная фигура подтверждает, что механическая обрабатываемость материалов, полученных с использованием предварительно легированных порошков Fe-Cu, способствующих образованию обширных мартенситных/бейнитных областей, не ухудшается несмотря на полученные таким образом структуры из более прочных и более износостойких материалов. В самом деле, механическая обрабатываемость материалов FMCA и FMCD выше обрабатываемости материала FMC, полученного с использованием известного способа.
Изобретение относится к порошковой металлургии, а именно к способам получения спеченных материалов на основе железа. Может применяться в автомобильной промышленности, например для изготовления вставных седел клапанов двигателей внутреннего сгорания. Способ получения спеченного изделия на основе железа включает приготовление порошковой смеси, содержащей железо, медь и материал, способствующий образованию мартенсита. По меньшей мере, часть общего содержания железа и меди вводят в виде диффузионно-связанного железомедного порошка или предварительно легированного железомедного порошка. Полученную смесь прессуют, после чего осуществляют спекание. Полученное изделие содержит 12-26 мас.% меди и имеет матрицу на основе железа со структурой, содержащей мартенсит. Техническим результатом является повышение прочности, износостойкости и механической обрабатываемости. 2 н. и 18 з.п. ф-лы, 2 ил., 4 табл.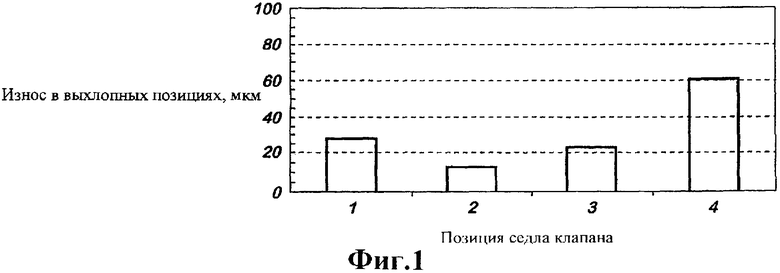
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СПЛАВА НА ОСНОВЕ ЖЕЛЕЗА | 1989 |
|
SU1637141A1 |
| Шихта для изготовления спеченных изделий на основе железа | 1980 |
|
SU955726A1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ ИЗ ДИФФУЗИОННО-ЛЕГИРОВАННЫХ ЖЕЛЕЗНЫХ ПОРОШКОВ | 1993 |
|
RU2043868C1 |
| АНТИФРИКЦИОННЫЙ СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА СО СТРУКТУРОЙ ε - МАРТЕНСИТА И АНТИФРИКЦИОННОЕ ИЗДЕЛИЕ | 1992 |
|
RU2023737C1 |
| US 3694173 А, 26.09.1972 | |||
| WO 9530502 A, 16.11.1995. | |||

