Изобретение относится к области электрометаллургии и может быть использовано для контроля процесса вакуумной дуговой плавки высокореакционных металлов и сплавов, например титановых.
Основным способом промышленного производства слитков высокореакционных металлов и сплавов является вакуумный дуговой переплав расходуемого электрода, при котором возможно возникновение взрывоопасных ситуаций, связанных с попаданием воды в печь при прожоге кристаллизатора печи или электрододержателя.
Известен способ контроля процесса вакуумной дуговой плавки, в котором о возникновении взрывоопасной ситуации судят по величине падения вакуума в печи сверх заданной величины при попадании воды в печь (Титановые сплавы. Плавка и литье титановых сплавов. Отв. ред. В.И. Добаткин. -М.: Металлургия, 1978, с.68) - прототип.
Недостатком указанного способа является то, что он регистрирует уже возникшую взрывоопасную ситуацию.
Задачей, на решение которой направлено данное изобретение, является определение момента возникновения аварийной ситуации, в частности, из-за сплавления электрододержателя или перекоса расходуемого электрода.
Поставленная задача решается тем, что в способе контроля вакуумной дуговой плавки путем измерения действующего значения технологического параметра и сравнения его с пороговым значением согласно изобретению в процессе плавки регистрируют изображение участка ванны жидкого металла, измеряют скорость изменения площади этого изображения и при отклонении измеряемой скорости от порогового значения фиксируют возникновение аварийной ситуации, причем регистрацию изображения участка ванны проводят в области спектра, свободной от излучения плазмы дуги, например в инфракрасной области, а при измерении скорости изменения площади изображения используют изображение одной четвертой части площади ванны жидкого металла.
Отличительной особенностью предлагаемого способа контроля является то, что в процессе плавки при использовании для наблюдения неподвижной оптической системы вследствие повышения уровня наплавляемого металла и приближения поверхности ванны жидкого металла к точке наблюдения устанавливается определенная скорость изменения площади изображения участка жидкометаллической ванны. В момент окончания сплавления электрода происходит скачкообразное увеличение скорости изменения площади изображения, что связано с резким увеличением площади наблюдения ванны из-за того, что огарок имеет меньший, чем расходуемый электрод, диаметр. Дальнейшая плавка ведет к сплавлению огарка, т.е. возникновению аварийной ситуации. Прекращением плавки в момент скачкообразного увеличения скорости изменения площади изображения предотвращают возникновение аварийной ситуации.
Если в процессе плавки происходит перекос электрода, например по причине его надлома, регистрируемая скорость изменения площади изображения участка ванны также скачкообразно увеличивается или уменьшается по сравнению с пороговым значением в зависимости от направления смещения электрода по отношению к регистрируемому изображению участка ванны. Дальнейшее ведение плавки приводит к прожогу кристаллизатора, т.е. к возникновению взрывоопасной ситуации. Прекращение плавки в момент скачкообразного изменения скорости предотвращает возникновение аварийной ситуации.
Пороговое значение скорости изменения площади изображения может быть рассчитано аналитически по известным геометрическим соотношениям для каждой конкретной оптической системы или может быть определено экспериментально для конкретной плавки.
Для исключения ложных сигналов об изменении контролируемого параметра, которые могут возникнуть при кратковременных выходах плазмы дуги из-под электрода в кольцевой зазор, изображение участка ванны регистрируют в области спектра, свободной от излучения плазмы, например в инфракрасной области.
Область спектра, свободная от излучения дуги, определялась экспериментально посредством спектографа СТЭ-1. Полученные спектры показали абсолютное преобладание сплошного излучения ванны расплавленного металла над линейчатым излучением дуги в инфракрасной области, что находится в полном согласии с законом Вина, т.к. Тср.ванны~2000 К, а Тср.дуги ~20000 К.
В предлагаемом способе контроля при измерении скорости изменения площади изображения используют изображение одной четвертой части площади ванны жидкого металла, видимой в кольцевой зазор. Это обеспечивает однозначную регистрацию перекоса электрода в любом направлении. При регистрации изображения участка площадью менее одной четвертой части не представляется возможным регистрировать перекос в неконтролируемой зоне. Увеличение регистрируемой площади изображения более одной четвертой части ванны нерационально из-за усложнения оптической части системы контроля.
Использование в качестве контролируемого параметра скорости изменения площади изображения обеспечивает обнаружение момента окончания сплавления электрода и момента возникновения аварийного перекоса электрода во всех случаях, независимо от размеров применяемого при плавке литейного инструмента, производительности печи и режима горения дуги.
Предлагаемый способ контроля реализуется посредством устройства, блок-схема которого приведена на чертеже.
Устройство содержит инфракрасный светофильтр 1, микрообъектив 2, фотоэлектронный приемник 3 изображения, блок 4 измерения скорости изменения площади изображения участка ванны жидкого металла, блок 5 сравнения и формирования команд.
Излучение жидкого металла, пройдя инфракрасный светофильтр 1 и микрообъектив 2, дает изображение участка ванны жидкого металла на фотоэлектронном приемнике 3. Сигнал от фотоэлектронного приемника 3 поступает в блок 4 измерения скорости изменения площади изображения. Сигнал от блока 4, несущий информацию о величине скорости изменения площади, подается в блок 5, где происходит сравнение измеренной величины контролируемого параметра с пороговым значением и формируются команды, воздействующие на режим плавки.
Примеры конкретного выполнения.
Пример 1. Проводили плавку титанового сплава Вт3-1 в вакуумной дуговой электропечи 6ДТВ10-Г10 с применением устройства, блок-схема которого показана на чертеже.
В качестве инфракрасного светофильтра, задерживающего излучение плазмы дуги и пропускающего собственное излучение жидкого металла, применили фильтр ИКС-5. Микрообъективом взяли объектив от спектрофотометра ИФО-451 с фокусным расстоянием 10-2 м. В качестве приемника изображения была применена фотоприемная матрица МФ-6. В качестве блоков измерения скорости изменения площади изображения участка ванны, сравнения и формирования команд использовали промышленный компьютер фирмы Аллен Бредли.
Сплавляли расходуемый электрод диаметром 0,65 м в кристаллизатор диаметром 0,77 м, при этом огарок, к которому приварен электрод, имеет диаметр 0,32 м.
Пороговое значение скорости изменения площади изображения участка ванны жидкого металла определено расчетным путем и составляет 10-10 м2/с. В процессе плавки измеряемая скорость составляла 0,2•10-10 м2/с. Плавка прошла стабильно. В конце сплавления расходуемого электрода измеряемая скорость возросла до 23,4•10-10 м2/с. Компьютер выдал команду "Конец плавки". После окончания плавки отмечена сохранность огарка.
Пример 2. По аналогии с примером 1 проводили плавку титанового сплава Вт1-0.
В качестве порогового значения принята величина скорости изменения площади изображения 10-10 м2/с. В процессе плавки измеряемая скорость составляла 0,1•10-10 м2/с. На двадцатой минуте плавления электрода произошло скачкообразное увеличение контролируемого параметра до 56•10-10 м2/с. Компьютер выдал команду "Перекос электрода". Плавку прекратили. После выгрузки литейного комплекта из печи обнаружили надлом электрода и его "уход" на стенку кристаллизатора.
Предлагаемый способ контроля позволяет предотвратить аварийную ситуацию при плавке высокореакционных металлов и сплавов путем своевременного обнаружения момента возникновения аварии; исключить брак выплавляемого слитка, а также предотвратить повреждение элементов печи (электрододержателя, кристаллизатора).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2006 |
|
RU2324748C2 |
| СПОСОБ КОНТРОЛЯ РАБОТЫ ВАКУУМНОЙ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2001 |
|
RU2191837C2 |
| СПОСОБ УСТАНОВКИ И ПРИВАРКИ РАСХОДУЕМОГО ЭЛЕКТРОДА ВАКУУМНОЙ ДУГОВОЙ ПЕЧИ | 2005 |
|
RU2294973C2 |
| СПОСОБ КОНТРОЛЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2374337C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ОКОНЧАТЕЛЬНОГО ПЕРЕПЛАВА СЛИТКОВ ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ3-1 | 2020 |
|
RU2749010C1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ВАКУУМНОЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2002 |
|
RU2215381C1 |
| Способ управления электрической дугой при вакуумном дуговом переплаве расходуемого электрода из высокореакционных металлов и сплавов в глухом кристаллизаторе | 2021 |
|
RU2762307C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2375473C1 |
| СПОСОБ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227167C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГОЙ ПРИ ВАКУУМНОМ ДУГОВОМ ПЕРЕПЛАВЕ | 2013 |
|
RU2536561C1 |
Изобретение относится к цветной электрометаллургии и может быть использовано для контроля вакуумной дуговой плавки высокореакционных металлов и сплавов, например титана. Технический результат: предотвращение аварийной ситуации при плавке высокореакционных металлов и сплавов путем своевременного обнаружения момента возникновения аварии из-за сплавления электрододержателя или перекоса электрода, исключение брака выплавляемого слитка, предотвращение повреждения элементов печи. В способе контроля вакуумной дуговой плавки регистрируют изображение участка ванны жидкого металла, измеряют скорость изменения площади этого изображения и при отклонении измеряемой скорости от порогового значения фиксируют возникновение аварийной ситуации. Регистрацию изображения участка ванны проводят в области спектра, свободной от излучения плазмы дуги, например в инфракрасной области. При измерении скорости изменения площади изображения используют изображение одной четвертой части площади ванны жидкого металла. 1 з.п. ф-лы, 1 ил.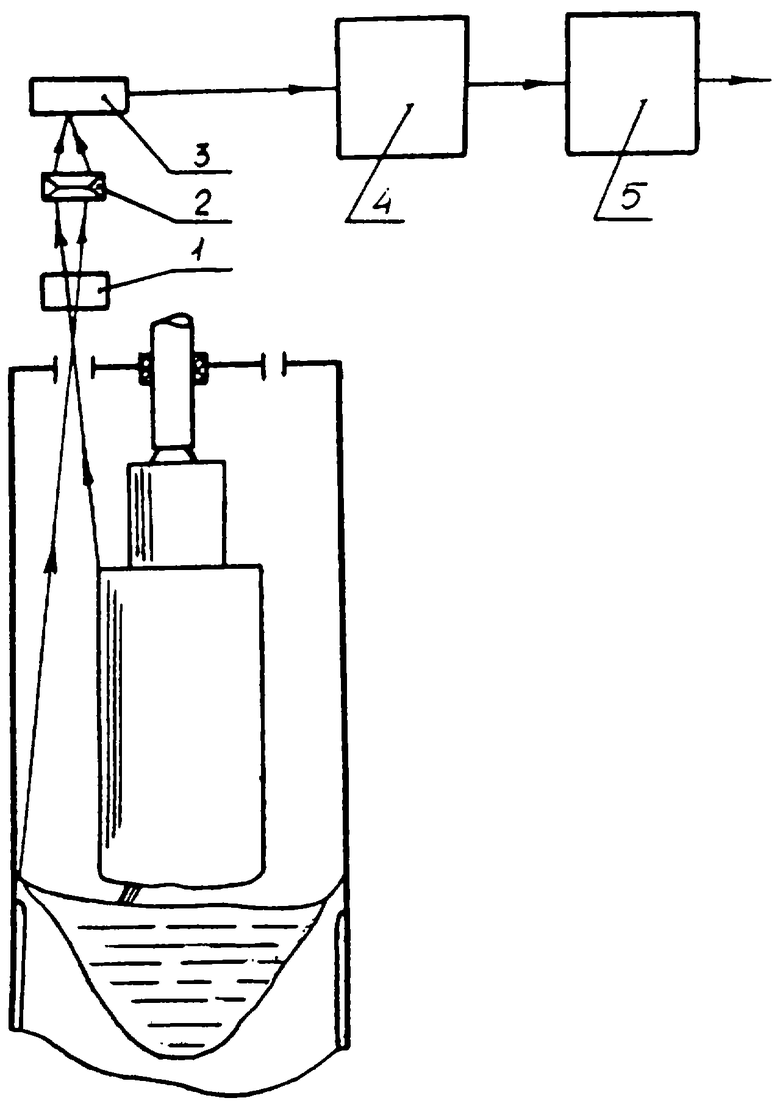
| ДОБАТКИН В.И | |||
| Титановые сплавы | |||
| Плавка и литье титановых сплавов | |||
| - М.: Металлургия, 1978, с.68 | |||
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МЕХАНИЧЕСКОГО СОСТОЯНИЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2126523C1 |
| Способ управления электронно-лучевым переплавом и устройство для его осуществления | 1990 |
|
SU1786157A1 |
| US 4435818, 06.03.1984 | |||
| Способ уборки корней растений | 1984 |
|
SU1184470A1 |
| Паркетная плита | 1974 |
|
SU499389A1 |

