Изобретение относиться к области специальной металлургии, а именно к вакуумному дуговому переплаву высокореакционных металлов и сплавов, и может быть использовано, в частности, при выплавке слитков из стальных, никелевых и титановых сплавов.
Известен способ вакуумной дуговой плавки слитков титановых сплавов, включающий в себя подготовку расходуемых электродов к плавлению, начальный период плавки, после которого устанавливают оптимальную величину межэлектродного промежутка, порядка 10-60 мм, и поддерживают ее с точностью ±5 мм до окончания процесса плавления расходуемого электрода путем одновременного измерения напряжения на дуге, повышения давления в печи и корректировки значений этих величин до заданных путем изменения скорости перемещения сплавляемого электрода вниз (патент РФ №2164957, С 22 В 9/20, от 10.04.2001 бюл. №10).
Недостатком известного способа является то, что контроль и регулировка межэлектродного промежутка происходит по ярко выраженному значению скачка напряжения на дуге и давления в камере печи, по величине которых достаточно объективно можно контролировать межэлектродный промежуток, величина которого находиться в пределах, равных 25-40 мм. При значении межэлектродного промежутка в пределах от 0-25 мм погрешности в измерении напряжения на дуге вносят короткие капельные замыкания (ККЗ) и броски напряжения, имеющие иную природу и связанные с процессами на катоде и аноде (далее “шумы”). При этом напряжение на дуге и давление в камере печи не коррелируют с величиной межэлектродного промежутка.
Известно устройство в способе вакуумного дугового переплава слитков с поддержанием величины межэлектродного промежутка по параметрам частоты капельных замыканий плавящегося металла (патент US №4578795, Н05В, от 25.03.1986) - прототип. Устройство контроля включает в себя датчик напряжения, включающий аналого-цифровой преобразователь, компаратор, микропроцессор, регулятор-контроллер и привод.
Недостатком известного способа является возможные ошибки оценки межэлектродного промежутка из-за “шумов”, которые накладываются на сигналы ККЗ и вызывают погрешности при оценке межэлектродного промежутка.
Целью настоящего изобретения является создание способа контроля и регулирования процесса вакуумной дуговой плавки, который дает возможность эффективно контролировать и поддерживать межэлектродный промежуток, в том числе и в пределах расстояния от 0 до 25 мм, и устройство для его осуществления.
Поставленная задача решается тем, что в способе контроля и регулирования межэлектродного промежутка в процессе вакуумной дуговой плавки, включающего измерение напряжения на дуге с получением контролируемого сигнала напряжения, анализ его изменения, определение по нему фактической величины межэлектродного промежутка и регулирование положения расходуемого электрода относительно выплавляемого слитка, измерение напряжения производится с частотой не ниже 10 кГц, с последующим выделением сигналов коротких капельных замыканий, определение и регулирование по ним межэлектродного промежутка.
Указанный технический результат при осуществлении изобретения достигается тем, что в устройстве для контроля и регулирования межэлектродного промежутка в процессе вакуумной дуговой плавки, включающем датчик напряжения, ЭВМ, привод электрода с регулятором-контроллером, дополнительно установлено устройство фильтрации сигналов коротких капельных замыканий от сигналов, имеющих иную природу, с использованием датчика измерения напряжения с частотой опроса не менее 10 кГц.
В соответствии с изобретением устройство фильтрации сигналов коротких капельных замыканий дополнительно снабжено блоками: фильтрации высокочастотной составляющей, пороговым устройством, компаратором и устройством формирования выходных импульсов, причем сигнал напряжения на дуге подается на вход блока фильтрации, выход этого блока соединен с входом порогового устройства, выход которого подключен к компаратору, выход которого соединен с входом устройства формирования импульсов капельных замыканий.
Вакуумная дуговая плавка расходуемого электрода включает процесс управления кристаллизацией сплава. Управление осуществляется непосредственным изменением вводимой в расплав энергии, причем распределение этой энергии влияет на скорость плавления, на потоки в ванне расплава и, соответственно, на объем жидкой ванны.
Одним из основных параметров, влияющих на распределение энергии, является межэлектродный промежуток (расстояние между расходуемым электродом и выплавляемым слитком). С его увеличением энергия дуги, которая могла быть использована на плавление, будет рассеиваться за счет непосредственного излучения на стенку охлаждаемого кристаллизатора. Поэтому особо важным фактором является возможность регулирования величины межэлектродного промежутка для обеспечения эффективности вакуумной дуговой плавки расходуемого электрода.
При уменьшении межэлектродного промежутка менее 5-8 мм происходит увеличение частоты ККЗ до 10 – 15 Гц, что приводит к гашению дуги и, как следствие, к дестабилизации режима плавки металла.
В процессе вакуумного дуговой плавки наблюдаются резкие скачки напряжения на дуге, которые имеют различную физическую основу.
Доминируют два процесса:
- первый - так называемые “шумы”,
- второй - капельное короткое замыкание (ККЗ).
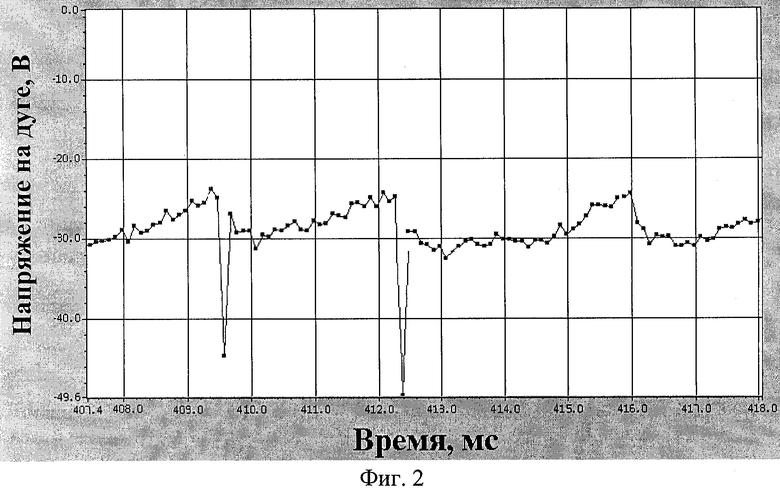
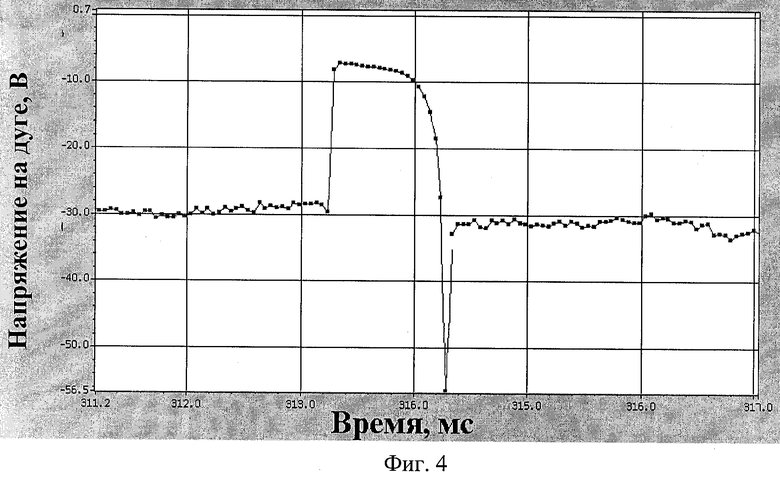
Их сущность поясняется графическими материалами, где приведены их параметры: фиг.1 и 2 - диаграммы записи напряжения на дуге, соответствующие шумам, фиг.3, 4 - диаграммы ККЗ.
Шумы возникают при выделении в процессе плавки паров газов: в основном водорода, хлора, азота. Происходит резкое изменение электропроводности дуги. В течение 1 мс наблюдается 5-10 скачков напряжения со среднего значения (20 -25 В) до нулевого уровня, либо до 50-60 В и выше со скоростью 5·105 В/с, после чего напряжение стабилизируется (фиг.1 и 2). Эти скачки напряжения мало зависят от величины междугового зазора.
ККЗ, изображенное на фиг. 3 (далее тип А), возникает при малых межэлектродных промежутках 8-15 мм, в результате образования мостика жидкого металла на торце плавящегося электрода и последующее его замыкание на зеркало ванны жидкого металла. В момент касания происходит резкое изменение напряжения на дуге до уровня 0-7 В на время 1-10 мс за счет ее шунтирования жидким металлом. После прекращения шунтирования падение напряжения на дуге восстанавливается до прежнего значения 20-25 В (фиг.3).
ККЗ, изображенное на фиг.4 (далее тип Б), возникает при малых межэлектродных промежутках 3-10 мм, в результате образования дуги между каплей жидкого металла на торце плавящегося электрода и зеркалом ванны жидкого металла. В момент замыкания происходит резкое уменьшение напряжения на дуге до уровня 0-7 В на время 1-10 мс и более (фиг.4). При протекании тока через мостик происходит взрыв жидкого проводника из-за развития МГД-процессов, что сопровождается появлением пиков напряжения 50 - 70 В.
Таким образом, частота ККЗ типа А и Б зависит от величины межэлектродного промежутка.
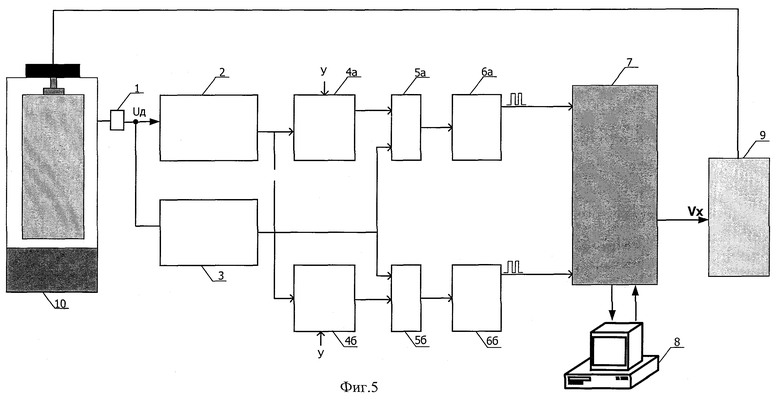
Предлагаемый способ реализуется посредством устройства, блок схема которого приведена на чертеже 5.
Устройство содержит: блок 1 - датчик напряжения на дуге, блок 3 - фильтр низкой частоты для выделения низкочастотной составляющей сигнала, блок 2 - фильтр высокой частоты для выделения частотной составляющей сигнала, характеризующей тип ККЗ, блоки 4а и 4б - устройства порогового срабатывания с заданной уставкой порога срабатывания, блоки 5а и 5б - компаратор, блок 6а - устройство формирования сигнала ККЗ (тип А), блок 6б - устройство формирования сигнала ККЗ (тип Б), системы компьютерной обработки, состоящей из управляющего контроллера 7 и промышленного компьютера с дисплеем 8. Контроллер управляет скоростью движения плавящегося электрода и выполняет функции регулятора межэлектродного промежутка, 9 -электропривод перемещения расходуемого электрода, 10 - вакуумная дуговая печь.
Устройство работает следующим образом.
При поступлении сигнала напряжения на дуге блок 3 фильтрует высокочастотную составляющую этого сигнала и выдает постоянную составляющую сигнала напряжения. Блок 2 выделяет высокочастотную составляющую напряжения на дуге, а также фильтрует шумы.
Далее сигнал после блока 2 поступает в устройства порогового срабатывания (блоки 4а и 4б), где происходит сравнение сигнала с заданным порогом. Блок 4а имеет уставку от -10% до -30% от исходного сигнала, а блок 46 имеет уставку от +10% до +30% от исходного. Если постоянная составляющая сигнала напряжения превысила порог срабатывания в блок 4а, то выдается сигнал на блок 5а. Если постоянная составляющая сигнала падения напряжения оказалась меньше порога срабатывания, то выдается сигнал на блок 5б.
После этого сигналы поступают в компаратор (блок 5а), где происходит сравнение сигналов с блока 4а и сигнала с блока 3. После сравнения этих сигналов в блоке 6 формируется сигнал ККЗ типа А. Таким же образом в блок 5б поступают сигналы с блока 46 и блока 3, и после их сравнения формируется сигнал капельного замыкания типа Б. Далее сигналы в виде коротких импульсов заданной амплитуды и длительности поступают в систему компьютерной обработки (блоки 7 и 8). Система обрабатывает сигналы и выдает команду на электропривод перемещения расходуемого электрода 9 вакуумной дуговой печи 10.
Способ реализуется следующим образом.
Производится измерение напряжения на дуге с частотой не менее 10 кГц. Это обусловлено быстротечностью процессов вызывающих шумы и ККЗ, длительность которых находится в пределах 0,1-10 мс. Далее производится классификация сигналов по их признакам и выделение сигналов ККЗ типа А и типа Б. ККЗ типа А регистрируется по падению напряжения приблизительно на 20 В и по соответствующему периоду. ККЗ типа Б регистрируется по увеличению напряжения на 20 - 40 В и периоду. Сигналы ККЗ подаются в систему компьютерной обработки, которая по частоте сигналов и статистическим моделям определяет величину межэлектродного промежутка. Для каждого конкретного сплава зависимость количества сигналов ККЗ от межэлектродного промежутка определяется индивидуально, опытным путем. Затем эти данные вводятся в память компьютера. После расчета величины фактического межэлектродного промежутка она сравнивается с требуемой величиной промежутка и формируется сигнал, характеризующий разность этих величин. Сигнал обрабатывается и на его основании передается исполнительная команда на привод перемещения расходуемого электрода.
Плавление расходуемых электродов осуществляли в вакуумной дуговой электропечи ДТВ-8,7-Г10, оснащенной системой регулирования плавкой.
Пример №1
Расходуемый электрод сплава Inconel 718 диаметром 500 мм, длиной 2100 мм загрузили в кристаллизатор диаметром 600 мм. После загрузки и центровки электрода произвели его приварку к огарку, укрепленному на электрод одержателе. Печь вакуумировали, включили источник питания и навели ванну жидкого металла по серийной технологии. После наплавления слитка высотой 200 мм ток дуги уменьшали до 6,5 кА (рабочий ток) и напряжения на дуге 25,2 В. Межэлектродный промежуток установился порядка 8-10 мм - оптимальный зазор для этого сплава. Плавление расходуемого электрода происходит при плоском торце электрода. По мере опускания электрода с постоянной скоростью происходил прогрев электрода, в следствии чего увеличилась скорость плавления металла, что привело к увеличению (растягиванию) межэлектродного промежутка до 20 мм. Появился сигнал капельных замыканий типа Б. Регулятор-контролер увеличил скорость подачи электрода вниз на 0,1 мм/мин, сигнал частоты капельных замыканий типа Б уменьшился до нулевого уровня.
Пример №2
Плавление электрода осуществляли также как в примере №1. Отличие заключается в переплаве титанового сплава 10V-2Fe-3Al. Рабочий ток дуги 8,5 кА; падение напряжения на дуге 26,1 В; дуговой зазор 12 мм. Плавление ведется при плоском торце электрода. Сигналы после выделения капельных замыканий подаются в контроллер ф.ALLEN-BRADLEY, который служит регулятором скорости движения электрода. Во время вакуумного дугового переплава при появлении капельных замыканий типа А, с частотой 5-10 Гц, скорость движения электрода автоматически уменьшалась до исчезновения этого сигнала, а частоту капельных замыканий типа Б поддерживали с частотой 4-7 Гц. Таким образом, поддерживали постоянный межэлектродный промежуток 12 мм по всему сечению электрода. При достаточном прогреве электрода во время плавки скорость плавления увеличилась, произошло увеличение межэлектродного промежутка. Это привело к увеличению задания скорости движения плавящегося электрода автоматически контроллером на 0,1 мм/мин. Окончание процесса плавления производили по известной технологии. Полученный слиток был с хорошо проплавленной боковой поверхностью, без затеков, и был сдан без механической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395596C2 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2004 |
|
RU2278176C1 |
| СПОСОБ КОНТРОЛЯ И СТАБИЛИЗАЦИИ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА | 2009 |
|
RU2425156C2 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2375473C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ПЛАВКИ В ВАКУУМНОЙ ДУГОВОЙ ПЕЧИ | 2014 |
|
RU2556249C1 |
| СПОСОБ КОНТРОЛЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2374337C1 |
| СПОСОБ ПЕРЕПЛАВА МЕТАЛЛА В ВАКУУМНОЙ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2012 |
|
RU2516325C2 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2001 |
|
RU2215959C2 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2009 |
|
RU2418871C1 |
| СПОСОБ УСТАНОВКИ И ПРИВАРКИ РАСХОДУЕМОГО ЭЛЕКТРОДА ВАКУУМНОЙ ДУГОВОЙ ПЕЧИ | 2005 |
|
RU2294973C2 |

Изобретение относится к области специальной металлургии, а именно к вакуумному дуговому переплаву высокореакционных металлов и сплавов, и может быть использовано при выплавке слитков из никелевых и титановых сплавов. Технический результат - создание способа контроля процесса вакуумной дуговой плавки, который дает возможность эффективно контролировать и регулировать межэлектродный промежуток, и устройство для его осуществления. Поставленная задача решается тем, что измерение напряжения дуги производится с частотой не ниже 10 кГц, с последующим выделением сигналов капельных коротких замыканий и определением и регулированием по ним межэлектродного промежутка. Устройство содержит датчик напряжения, ЭВМ, регулятор-контроллер, привод электрода и устройство фильтрации сигналов капельных коротких замыканий от сигналов, имеющих иную природу, с использованием датчика напряжения с частотой опроса не менее 10 кГц. 2 с. и 1 з.п.ф-лы, 5 ил.

| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ | 2000 |
|
RU2164957C1 |
| US 4578795, 25.03.1986 | |||
| US 5568506, 22.10.1996 | |||
| DE 3242828 А1, 24.05.1984 | |||
| Система управления электрошлаковым переплавом | 1983 |
|
SU1723675A1 |
