Изобретение относится к области электротехники, к плавильным дуговым электропечам и может быть использовано для выплавки стали и сплавов.
В металлургической промышленности в последние годы находят применение сталеплавильные печи с эркерным выпуском из печи жидкого металла. Такие печи позволяют управлять процессом выпуска металла в ковш. Это особенно важно, когда жидкий металл в ковше подвергают внешней обработке с целью дальнейшего его рафинирования и доведения состава металла и качества до заданных параметров.
Выпуск металла из печи часто практикуется вместе с печным шлаком. Это осложняет осуществление указанных видов внепечной обработки. Устройство эркера с применением капилярного метода продувки металла позволяет надежно организовать отсечку печных шлаков в эркерной части печи.
Однако при плавке вынесение части жидкого металла в эркерный объем ведет к дополнительной потере тепла. Среди существующих способов компенсации этих потерь тепла наиболее простым является перегрев металла в ванне печи на 20-30oС (Л.Е. Никольский, И.Ю. Зинуров. Оборудование и проектирование электросталеплавильных цехов. - М.: Металлургия, 1993, с.49-51). Такое решение снижает КПД печи, т.к. перегревать приходится весь объем выплавляемого металла, а сам перегрев обусловливает дополнительный расход огнеупоров.
Задачей заявляемого решения является:
- локальная компенсация потерь тепла в жидком металле эркерной части печи без перегрева всей плавки;
- экономия электроэнергии;
- уменьшение расхода огнеупоров на выплавку металла;
- создание упрощенного способа использования для обогрева металла эркера вспомогательной электрической дуги без отвода тока через конструктивные приспособления к конструкции устройства эркера печи.
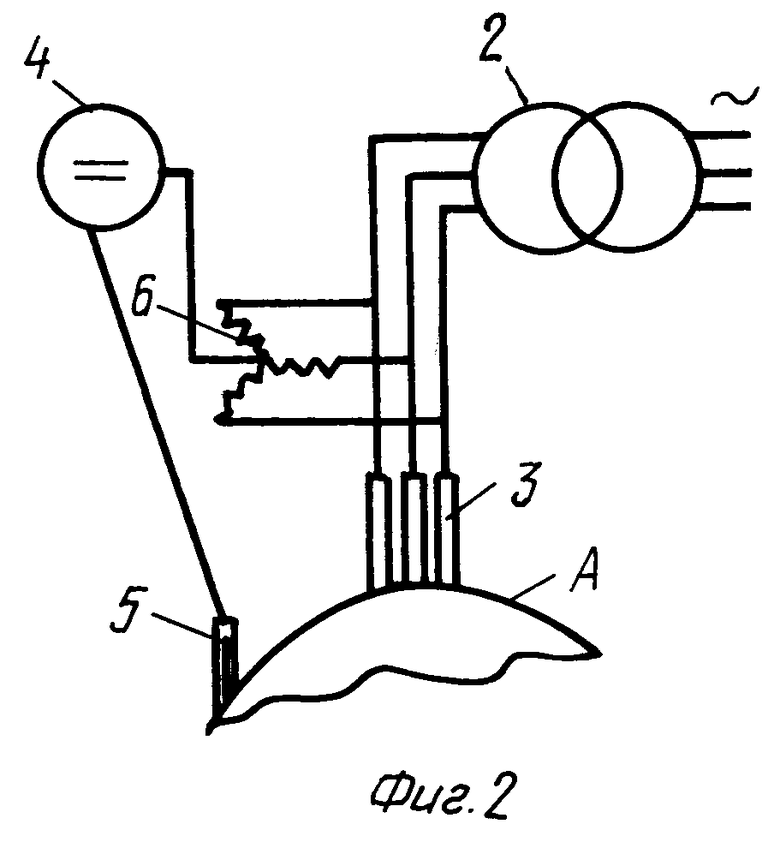
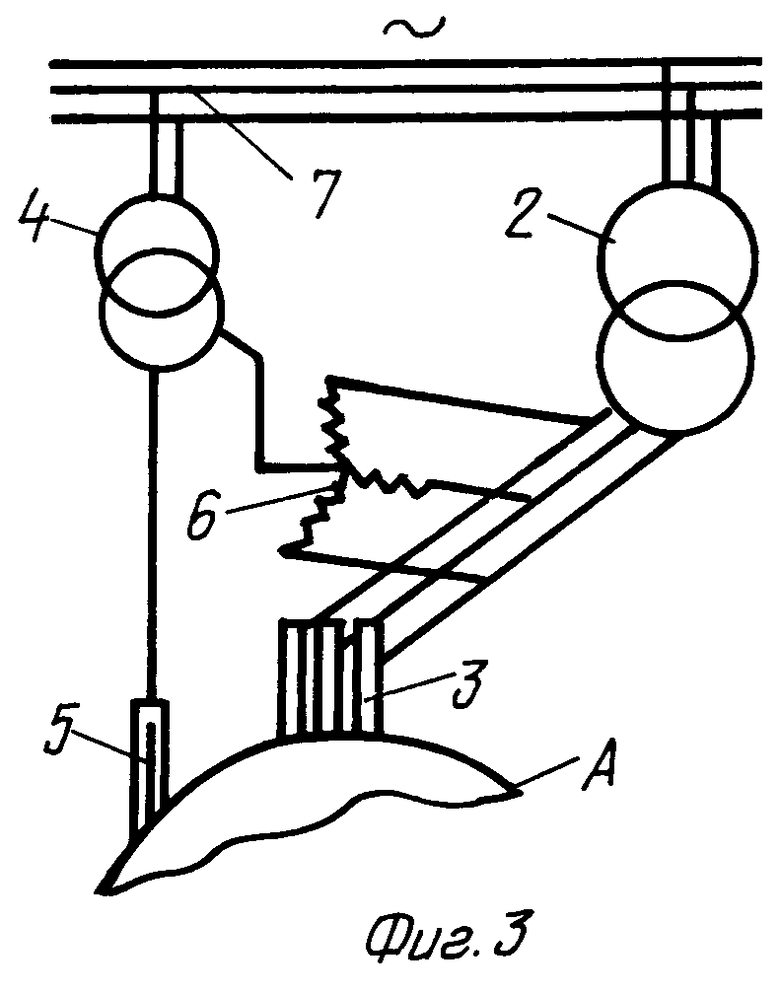
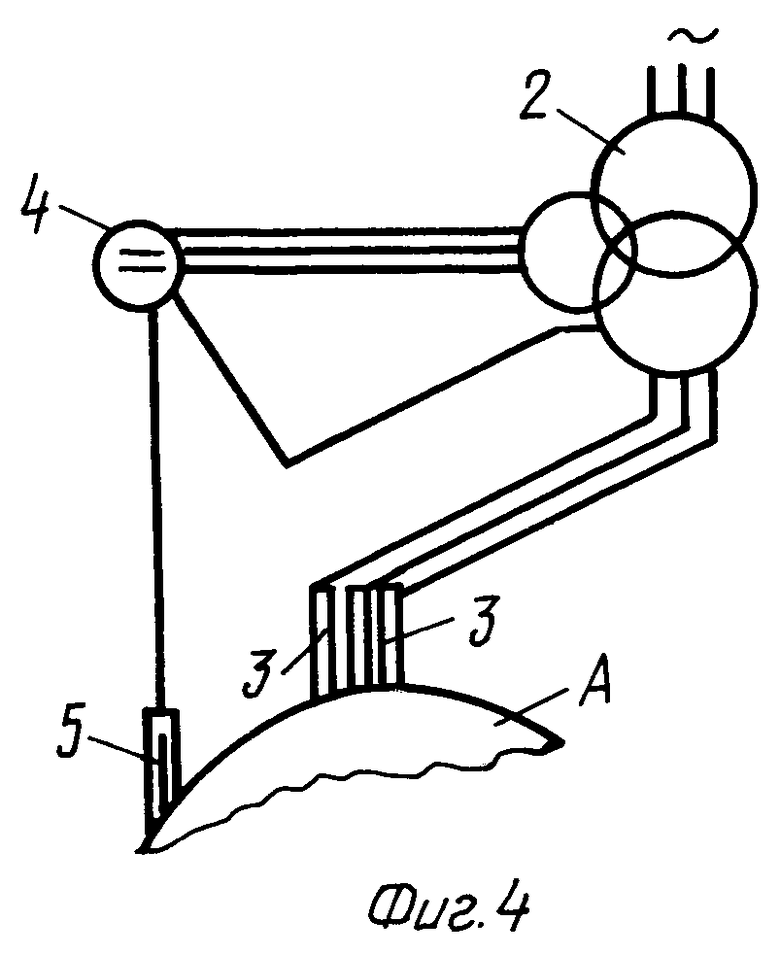
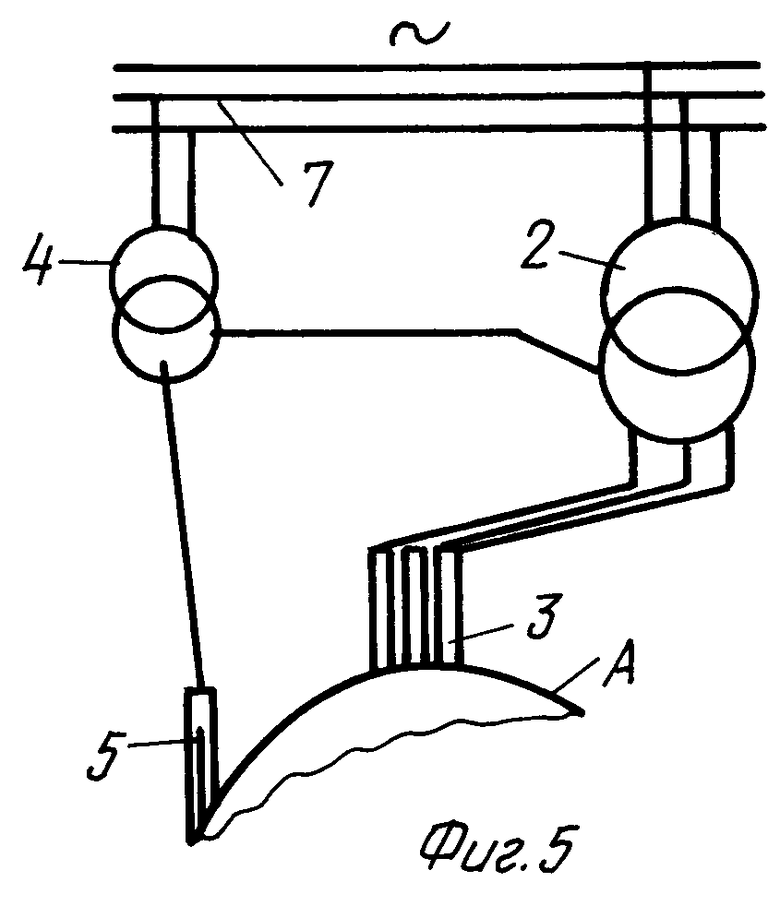
Поставленная задача решается тем, что электроплавильная дуговая печь с эркерным выпуском жидкости металла из печи, содержащая три основных электрода, которые размещены в рабочем пространстве печи и подключены пофазно к вторичным обмоткам силового трансформатора, соединенные между собой по схеме "звезда", содержит четвертый вспомогательный электрод, который расположен в пространстве над выпускным отверситем эркера и подключен к полюсу источника постоянного тока и/или переменного тока с возможностью подогрева электрической дугой жидкого металла в эркерной части печи во время плавки, при этом другой полюс этого источника соединен с нулевой точкой вторичных обмоток силового трансформатора; печь может быть дополнительно снабжена трехфазной группой индуктивного сопротивления, соединенной по схеме "звезда", а нулевая точка трехфазной группы индуктивного сопротивления соединена с одним из полюсов источника постоянного или переменного тока; четвертый электрод может быть также подключен к части вторичной обмотки силового трансформатора печи или отдельному источнику тока, подключенному к общей сети, с возможностью подогрева металла в эркерной части печи электрической дугой переменного тока; четвертый вспомогательный электрод может быть смещен по отношению к вертикальной оси выпускного отверстия эркера на расстоянии до десяти диаметров электрода в сторону ванны печи; обмотки для питания источника постоянного тока могут быть установлены на сердечниках магнитопровода совместно с основными обмотками силового трансформатора; четвертый электрод в любом исполнении электроплавильной дуговой печи может быть подключен к источнику тока с возможностью непрерывной или периодической подачи энергии в эркерную часть печи до выпуска металла из печи.
В заявленной печи с эркерным выпуском металла необходимый нагрев обеспечивают не за счет перегрева металла всей плавки, а за счет локального подогрева металла в эркере дугой от четвертого (вспомогательного) электрода с отводом тока через металл эркера, жидкий металл ванны печи и электрические дуги силового трансформатора. При этом упрощается схема подвода энергии к металлу эркерной части печи, снижается расход энергии на плавку и экономятся огнеупоры.
На фиг. 1, 2, 3, 4, 5 представлены принципиальные схемы подачи энергии для обогрева жидкого металла эркерной части печи через вспомогательный электрод, включая плавильную печь 1, силовой трансформатор 2 и подключенные к нему три силовых электрода 3, вспомогательный источник 4 и четвертый (вспомогательный) электрод 5, трехфазную группу индуктивного сопротивления 6, общую электрическую сеть 7 и ванну печи 8.
Рабочий режим исполняют следующим образом. Расплавляют шихту в ванне печи и по расплавлении жидкий металл поступает в ее эркерную часть. По мере доведения нагрева металла в печи до заданной температуры и проведения финишных операций параллельно через вспомогательный электрод включают подогрев от вспомогательного источника 4 и доводят температуру в эркере до равной заданной и поддерживают ее до завершения плавки. Перед выпуском металла подают ковш под плавку с необходимыми присадками.
Если требуется эффективная отсечка печного шлака, то после отключения разделывают выпускное отверстие в эркере или, если выпуск производят через шиберный затвор, - открывают его выпускное отверстие.
Одновременно с выпуском металла производят капилярным методом продувку металла. После выпуска жидкого металла отсекают печной шлак, который выдают в шлакосборную емкость, а ковш с металлом поступает на литейную канаву либо на МНЛЗ или для дальнейшей обработки по технологии "печь - ковш".
Таким образом, электродуговая плавильная печь с эркерным выпуском металла путем придания ей четвертого вспомогательного электрода позволяет устойчиво проводить выплавку металла со стабильными технологическими параметрами, не усложняя конструкцию устройствами отвода тока за счет создания естественного тракта прохождения тока от вспомогательного электрода, дугу, металл эркерной части, металл ванны печи и силовые дуги на основные электроды силового трансформатора 2, и тем самым отпадает необходимость перегрева жидкой ванны печи. Это решение способствует уменьшению расхода электроэнергии и огнеупоров на выплавку металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ С ПОДОГРЕВОМ ШИХТЫ В ШАХТЕ И СПОСОБ ОСУЩЕСТВЛЕНИЯ В НЕЙ ПЛАВКИ | 2003 |
|
RU2249774C2 |
| ПЛАВИЛЬНАЯ ДУГОВАЯ ЭЛЕКТРОПЕЧЬ | 2000 |
|
RU2191335C2 |
| ПЕЧЬ-КОВШ | 2001 |
|
RU2206845C2 |
| ЭЛЕКТРОДУГОВАЯ ПЛАВИЛЬНАЯ ПЕЧЬ (ВАРИАНТЫ) | 2002 |
|
RU2227881C2 |
| ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ДЛЯ ПОДГОТОВКИ ПЕНИСТОГО ШЛАКА И УДЕРЖАНИЯ ЕГО ПЛОТНОСТИ И СВОЙСТВ ПО ВСЕЙ ПОВЕРХНОСТИ РАСПЛАВА ПРИ ПЛАВКЕ СТАЛИ | 2004 |
|
RU2277213C1 |
| СПОСОБ БОКОВОЙ ПОДАЧИ ГАЗА ПОД УРОВЕНЬ ЖИДКОГО МЕТАЛЛА ВАННЫ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2003 |
|
RU2233891C1 |
| СПОСОБ ВЫПЛАВКИ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2004 |
|
RU2285051C2 |
| ВАННА ДУГОВОЙ ПЕЧИ С ЭКСЦЕНТРИЧНЫМ ДОННЫМ ВЫПУСКОМ МЕТАЛЛА | 1988 |
|
RU2049823C1 |
| СПОСОБ ВЫПЛАВКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ МАРОК СТАЛИ | 2006 |
|
RU2336310C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2008 |
|
RU2393235C1 |
Изобретение относится к области металлургии, в частности к элетродуговым печам с эркерным выпуском металла из печи. Печь содержит три основных электрода, которые размещены в рабочем пространстве печи и подключены пофазно к вторичным обмоткам силового трансформатора, соединенных между собой по схеме "звезда". Она содержит четвертый вспомогательный электрод, который расположен в пространстве над выпускным отверстием эркера и подключен к полюсу источника постоянного или переменного тока с возможностью подогрева электрической дугой жидкого металла в эркерной части печи во время плавки, при этом другой полюс этого источника соединен с нулевой точкой вторичных обмоток силового трансформатора. Предлагаемое изобретение позволяет локально компенсировать потерю тепла в жидком металле эркерной части печи без перегрева всей плавки, экономит электроэнергию и уменьшает расход огнеупоров на выплавку металла. 5 з.п. ф-лы, 5 ил.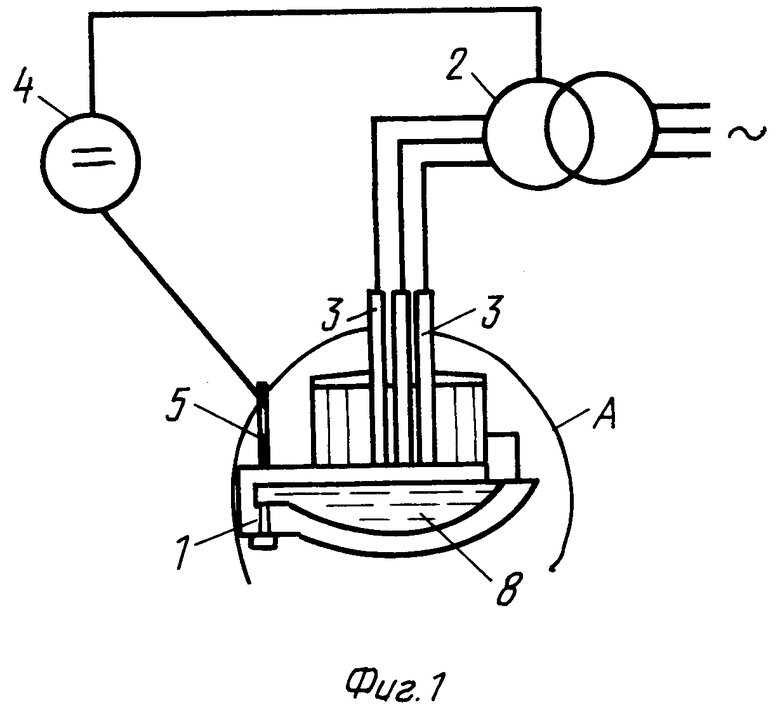
| НИКОЛЬСКИЙ Л.Е | |||
| и др | |||
| Оборудование и проектирование электросталеплавильных цехов | |||
| - М.: Металлургия, 1993, с.49-51 | |||
| ДУГОВАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 1993 |
|
RU2034217C1 |
| Дуговая электропечь | 1989 |
|
SU1760277A1 |
| US 4592067, 27.05.1986. | |||

