Изобретение относится к производству металла, точнее к выплавке стали в электродуговых печах в черной металлургии.
Известно, что с целью существенной интенсификации процесса плавки в электродуговых печах осуществляют продувку жидкого металла газом, в том числе кислородсодержащим газом.
Известен способ продувки жидкого металла в ванне электродуговой печи, включающий подачу газа сверху в сторону ванны печи, в том числе с направлением потока газа в кольцевую зону, расположенную внутри окружности, по которой располагаются электроды, и стенкой печи, при этом поток направляют под углом 30-60° к горизонту вниз (см., например, патент РФ №2025499, С 21 С 5/52; F 27 B 3/14).
Существенным недостатком известного способа является недостаточно активное взаимодействие газа и металла, что значительно снижает эффективность способа в сокращении продолжительности плавки, т.к. не позволяет осуществить полноценное вращательное движение всей массы жидкого металла ванны печи.
Известен способ продувки жидкого металла в ванне электродуговой печи, включающий подачу газа непосредственно в жидкий металл через пробки в днище печи (см., например, М.П. Гуляев и др. Первые в СНГ системы донной продувки металла инертными газами в дуговой сталеплавильной печи. Бюллетень “Черная металлургия”, №8, 2001 г., с.49-52).
Существенными недостатками известного способа являются следующие: возрастает износ днища печи, имеет место повышенное разрушение фурм-пробок из-за ударов лома, при скоростных плавках применение известного способа становится негибким, мешает ведению плавки и, что наиболее существенно, исключена возможность вращательного движения металла ванны печи, необходимое для его температурной и химической гомогенизации.
Известен способ боковой подачи газа под уровень жидкого металла ванны сталеплавильного агрегата, включающий подачу потока газа, в том числе кислородсодержащего, через фурму, проходящую через боковую стенку печи с выходом подаваемого газа в жидкий металл (см., например, патент USA №4023676 от 17 мая 1977 г., класс С 21 С 5/48; национальный класс 266/222, 266/268 и 266/47).
Этот известный способ боковой продувки по существенным признакам наиболее близок предлагаемому, поэтому принят за прототип.
Существенный недостаток способа состоит в отсутствии какой-либо закономерности в организации потоков подаваемого газа, направленного на вращение всего объема жидкого металла ванны. В то же время вращательное движение жидкого металла ванны печи очень важно для всех видов электродуговых печей (с эркерами и без них, постоянного и переменного тока), так как позволяет наиболее полно перемешивать металл по всему объему ванны и на этой основе сократить время проведения плавки благодаря наилучшей химической и температурной гомогенизации.
Предлагаемый способ боковой подачи газа под уровень жидкого металла свободен от указанного недостатка известного способа. В предлагаемом способе путем оптимальной организации потоков подаваемого под уровень металла газа обеспечивают вращательное движение всего объема жидкого металла, включая район эркера. Тем самым обеспечивают полную гомогенизацию всего объема металла по температуре и химсоставу и сокращение продолжительности плавки, используя все экономические достоинства такого решения проблемы.
Указанные технические результаты достигаются за счет того, что в способе боковой подачи газа под уровень жидкого металла в ванну электродуговой печи, включающем подачу, по меньшей мере, одного потока газа, в том числе кислородсодержащего, через фурму, установленную в боковой стенке печи, в ванну под уровень жидкого металла, согласно изобретению используют электродуговую печь, разделенную на центральную цилиндрическую и эркерную части, при этом поток газа подают под уровень жидкого металла в дальней от эркерной части половине печи горизонтально в направлении, совпадающем с направлением касательной, проведенной из места выхода газа в жидкий металл в ванну печи к окружности радиуса Rу, проведенной из центра цилиндрической части печи, причем Rу вычисляется по формуле:  где R - радиус центральной цилиндрической части электродуговой печи, мм; r - радиус окружности расположения электродов для электродуговой печи переменного тока, мм или радиус электрода для электродуговой печи постоянного тока, мм, при этом газ из разных мест выхода газа в жидкий металл подают в одном направлении, по или против часовой стрелки, и исключают подачу газа в створ рабочего окна печи. Кроме того, поток газа под уровень жидкого металла подают через фурму, расположенную в боковой стенке, посередине между уровнем металла и днищем печи в районе установки фурмы. Помимо этого, под уровень жидкого металла подают потоки газа через две фурмы, расположенные по разные стороны от продольной оси печи.
где R - радиус центральной цилиндрической части электродуговой печи, мм; r - радиус окружности расположения электродов для электродуговой печи переменного тока, мм или радиус электрода для электродуговой печи постоянного тока, мм, при этом газ из разных мест выхода газа в жидкий металл подают в одном направлении, по или против часовой стрелки, и исключают подачу газа в створ рабочего окна печи. Кроме того, поток газа под уровень жидкого металла подают через фурму, расположенную в боковой стенке, посередине между уровнем металла и днищем печи в районе установки фурмы. Помимо этого, под уровень жидкого металла подают потоки газа через две фурмы, расположенные по разные стороны от продольной оси печи.
При этом под уровень жидкого металла подают потоки газа одновременно через две фурмы, расположенные у днища печи и посередине между уровнем металла и днищем печи в районе установки фурм, при этом фурмы расположены друг над другом. Кроме того, под уровень жидкого металла подают потоки газа через четыре фурмы, расположенные по разные стороны от продольной оси печи. При этом, по меньшей мере, одну фурму для подачи потока газа под уровень металла смещают от поперечной оси печи.
Способ боковой подачи газа под уровень жидкого металла ванны электродуговой печи пояснен схематическими чертежами.
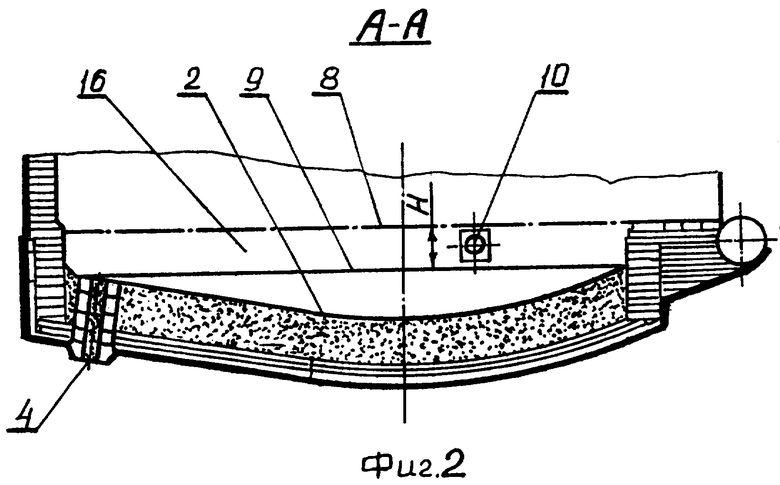
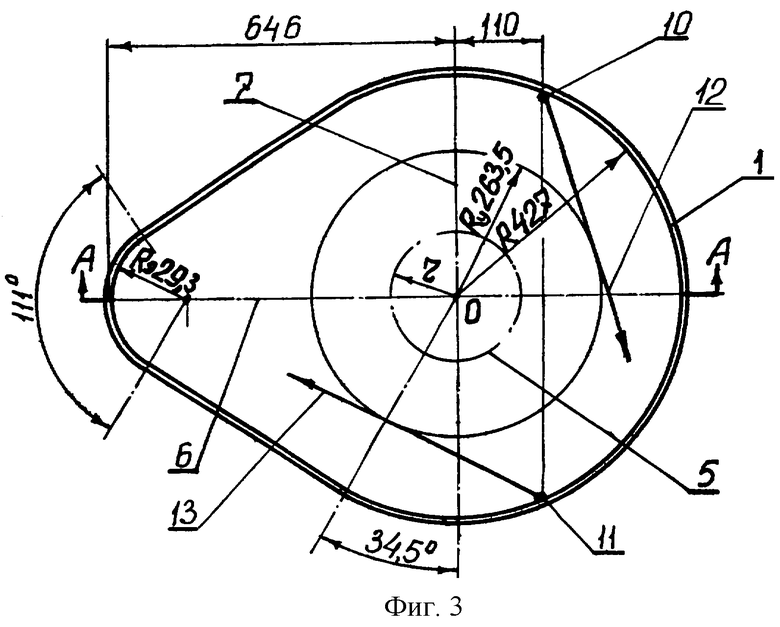
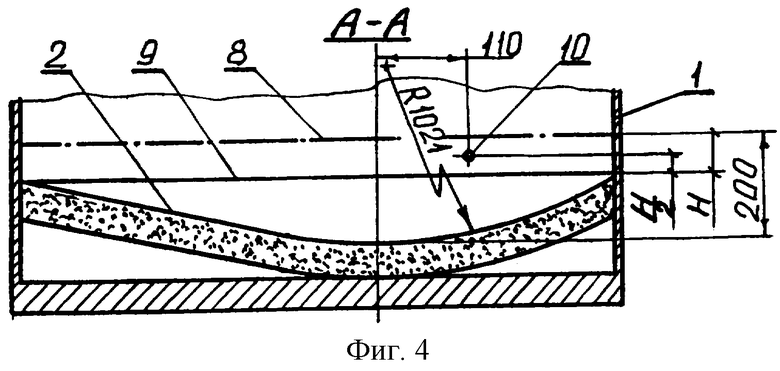
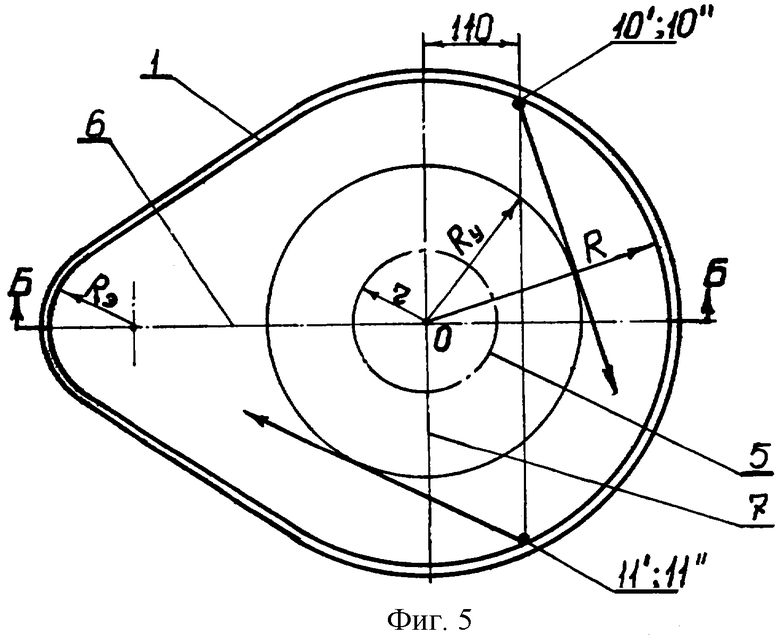
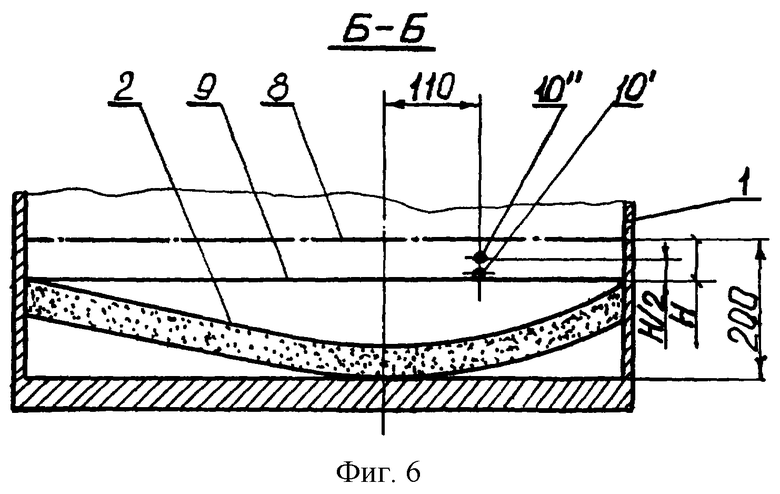
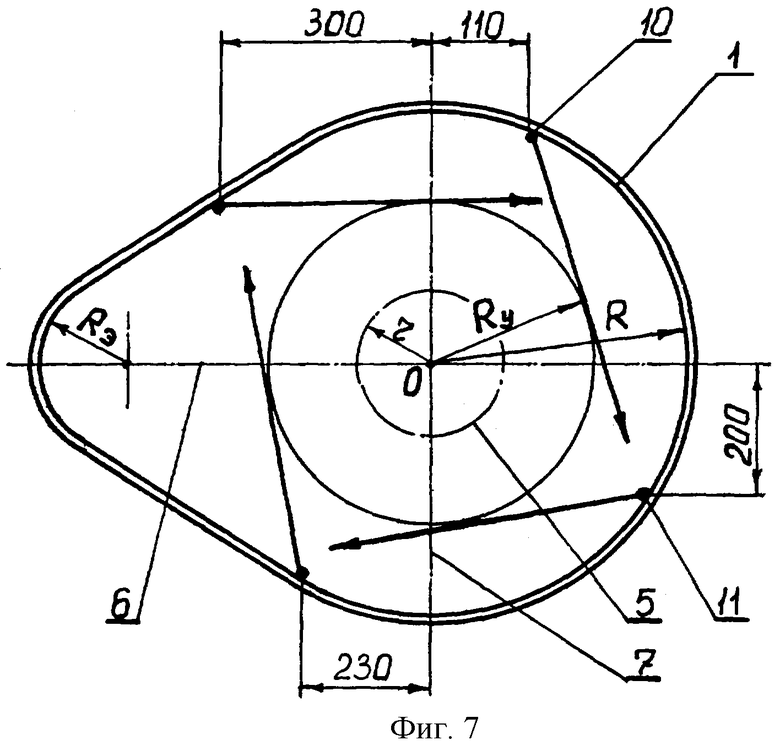
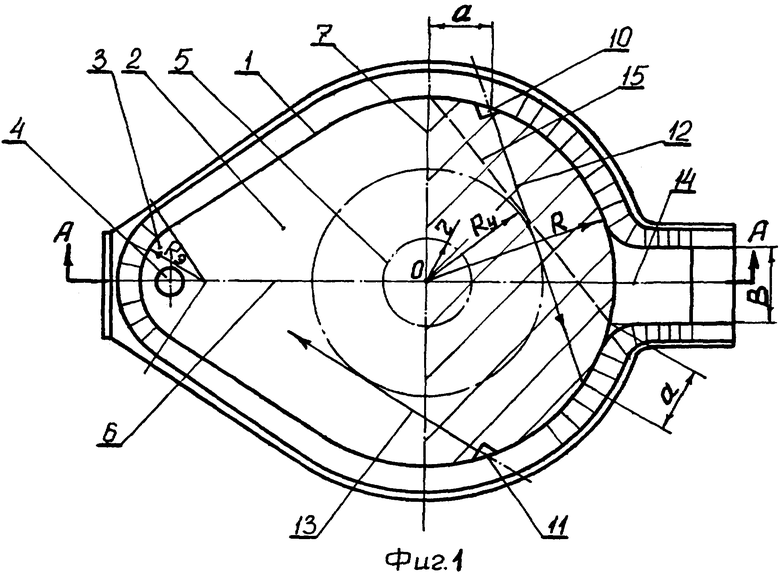
На фиг.1 показана в плане дуговая электропечь переменного тока с эркером; на фиг.2 - продольный разрез А-А печи на фиг.1 по ее продольной оси, на фиг.3 и 4 - пример подачи воздуха под уровень воды в холодной модели дуговой электрической печи через две фурмы, установленные на половине глубины воды (фиг.4 - разрез А-А на фиг.3); на фиг.5 и 6 - пример подачи воздуха под уровень воды в холодной модели дуговой электрической печи через четыре фурмы, попарно установленные на разной глубине воды (фиг.6 - разрез Б-Б на фиг.5); на фиг.7 - пример подачи воздуха под уровень воды в холодной модели дуговой электропечи через четыре фурмы, установленные по разные стороны поперечной оси печи.
Дуговая электрическая печь содержит стенку 1 ванны печи (фиг.1) и днище 2 (фиг.1 и 2), расположенные в корпусе печи. Печь имеет эркер 3 с выпускным отверстием 4 и три электрода (не показаны), расположенные на окружности 5 радиуса r, очерченной из центра О печи. Ванна печи по ее стенке 1 очерчена радиусом R из центра печи О, сопряженным прямыми линиями с радиусом Rэ, очерчивающим район эркера 3. Дуговая печь имеет продольную ось 6 и поперечную ось 7 (фиг.1). Рекомендуемая зона подачи газа под уровень жидкого металла заштрихована на фиг.1. Уровень жидкого металла 8 в ванне печи (фиг.2, верхний уровень), уровень металла 9 у кромки днища 2 печи (фиг.2, нижний уровень у стенки ванны печи). Газ (кислород, CH4, аргон или азот) подают под уровень жидкого металла через фурмы 10 и 11 на фиг.1 (число фурм в печи может быть больше и меньше двух, но предпочтительным (см. ниже) является подача газа через две и четыре фурмы) по направлениям 12 и 13 соответственно. Направления 12 и 13 на фиг.1 совпадают с направлением касательных, проведенных из мест выхода газа в металл к условной окружности радиуса Rу, очерченной из центра печи О и делящей пополам зазор между стенкой 1 печи (радиус R) и окружностью 5 расположения электродов (радиус r), т.е.  . Для случая дуговой электропечи постоянного тока в качестве r принимают радиус верхнего электрода. Печь снабжена рабочим окном 14 шириной В. По условиям техники безопасности должно быть исключено направление подачи потока газа в жидкий металл в направлении створа рабочего окна 14 печи (на фиг.1 такой вариант показан пунктиром 15). Ванна печи наполнена жидким металлом 16.
. Для случая дуговой электропечи постоянного тока в качестве r принимают радиус верхнего электрода. Печь снабжена рабочим окном 14 шириной В. По условиям техники безопасности должно быть исключено направление подачи потока газа в жидкий металл в направлении створа рабочего окна 14 печи (на фиг.1 такой вариант показан пунктиром 15). Ванна печи наполнена жидким металлом 16.
Способ боковой подачи газа под уровень жидкого металла ванны электродуговой печи осуществляют следующим образом.
Используют две фурмы 10 и 11 (как уже отмечалось число фурм может быть больше двух и меньше и это зависит от размеров ванны печи и решаемой задачи). Обе фурмы расположены в дальней от района эркера 3 половине ванны печи (эта половина заштрихована на фиг.1). Выход потока газа из фурм могут располагать посередине между 8 и нижним 9 (у днища 2) уровнями металла, т.е.  , где Н - высота металла у стенки 1 печи в районе установки фурмы. Выход потока газа из фурм могут осуществлять, расположив фурмы друг над другом (см. фиг.6) так, что нижняя фурма расположена у кромки 9 днища 2 печи, в то время как верхняя фурма расположена на высоте
, где Н - высота металла у стенки 1 печи в районе установки фурмы. Выход потока газа из фурм могут осуществлять, расположив фурмы друг над другом (см. фиг.6) так, что нижняя фурма расположена у кромки 9 днища 2 печи, в то время как верхняя фурма расположена на высоте  . В этом случае в печи может быть 4 фурмы.
. В этом случае в печи может быть 4 фурмы.
В случае расположения подачи газа под уровень металла ближе к верхнему уровню 8 металла значительная часть газа поднимается вверх и, таким образом, не в полной мере используется кинетическая энергия выходящего из фурмы потока газа.
В случае расположения подачи газа под уровень металла только у нижнего уровня 9 заметная часть кинетической энергии выходящего из фурмы потока газа теряется из-за трения слоев металла о днище 2 печи.
Осуществляют горизонтальное направление выхода потока газа из фурм под уровень жидкого металла. При отклонении потока газа вверх основная часть кинетической энергии выходящего потока газа теряется на перемешивание металла в районе выхода газа, а не на создание момента вращения металла. При отклонении потока газа вниз основная часть кинетической энергии выходящего потока газа теряется на местное перемешивание металла, в том числе у днища 2 ванны печи, но не на вращение металла.
Осуществляют подачу потока газа из фурм в направлении, совпадающем с направлением касательной, проведенной из места выхода газа в металл к условной окружности, очерченной радиусом Rу из центра О печи и делящей пополам зазор между окружностью 5 радиусом r установки электродов и окружностью радиусом R внутренней стенки 1 ванны печи. Таким направлением подачи потока газа под уровень металла максимально исключают повышенный износ стенки 1 печи. Благодаря выбору этого направления подачи потока газа уменьшают также износ электродов, обусловленный контактом с поднимающимся газом (особенно в случае применения кислорода в качестве подаваемого газа). В то же время благодаря указанному направлению подачи потока газа из фурм в ванну печи создают наибольший в этом случае крутящий момент для вращательного движения металла ванны печи.
Осуществляют подачу потока газа из фурм, расположенных в дальней от эркера 3 половине ванны печи (заштрихована, включая поперечную ось 7, на фиг.1). Таким образом используют круглую форму стенки 1 ванны печи в этой ее части (по радиусу R) для лучшей организации начального вращательного движения жидкого металла относительно центра печи О, без каких-либо преград, завихрений и срывов потока.
Осуществляют подачу потока газа из двух 10 и 11 (и более, в случае необходимости вращения объема металла в большой ванне и др., см. пример 6) фурм в одном направлении (в плане по часовой или против часовой стрелки). Тем самым исключают пересечение потоков газа и потерю его кинетической энергии, предназначенной для вращения жидкого металла 16.
Предпочтительно осуществляют подачу потока газа в жидкий металл 16 через две фурмы 10 и 11, расположенные по разные стороны от продольной оси 6. Такое расположение фурм уменьшает частичное снижение кинетической энергии вращения, полученной металлом 16, от одной фурмы (в нашем случае 10), противопотоком металла 16, обусловленного подъемом газа вверх от большего числа фурм или от близко расположенной к фурме 10 другой фурмы.
Так как при указанном расположении фурм 10 и 11 появляется вероятность нежелательного движения потока подаваемого газа в сторону створа рабочего окна печи 14 (например, по направлению 15 вместо 12 из фурмы 10 на фиг.1), по меньшей мере, одну из фурм (в нашем случае 10) смещают от поперечной оси 7 в сторону рабочего окна 14. Значение "а" на фиг.1 определяется необходимым из условий безопасности обслуживания печи смещением потока газа от рабочего окна печи (см. "а" в месте касания потоков газа в стенку 1 печи при движении газа по направлению 15 в отличие от направления 12).
Предпочтительно (но не обязательно) в этом же направлении смещают вторую фурму 11. Величина указанного смещения фурмы 11 может быть равна отмеченному значению "а", но может от него отличаться. Отличие может быть обусловлено параметрами печи, точнее сочленением ее центральной цилиндрической части радиусом R и эркерной части радиуса Rэ. Подачу потока газа в жидкий металл 16 из фурмы 11 в сторону эркера 3 обеспечивают по направлению 13 (фиг.1), близкому к параллельному стене 1 в этой части печи. В соблюдении строгой параллельности в этом случае нет необходимости. Последнее определяется конкретной конструкцией печи. При этом учитывают, что при строгой параллельности направления 13 потока газа стене 1 в этой части печи произойдет снижение вращения жидкого металла 16 в центральной части печи, но в то же время вращательное движение жидкого металла 16 в лучшей мере охватывает эркерную 3 часть печи. При отклонении направления 13 в сторону центра печи (расположении фурмы 11 ближе к поперечной оси 7 печи) несколько возрастает вращательное движение жидкого металла 16 относительно центра О печи, но снижается охват этим движением эркерной части 3 печи. Однако в любом случае расположения фурмы 11 исключают движение потока газа по направлению 13 с ударом в кладку 1 печи на участке перехода цилиндрической части печи в эркер, при этом располагают фурму 11 в дальней от эркера 3 половине печи. Подача потока газа из фурмы (в обозначении на фиг.1 фурма 11), расположенной в ближней к эркеру части печи (на фиг.1 не заштрихована), приводит к появлению на пути вращения металла, обусловленного подачей потока газа фурмы 10, противопотока металла, обусловленного поднимающимся вверх газом, исходящим из фурмы 11. Отмеченная встреча указанных потока и противопотока металла существенно снижает вращение металла относительно центра О печи, не позволяет основному потоку металла достигать эркерной части 3 печи (см. пример 7).
Для реализации указанных положений достаточно прорисовать ванну печи в плане и рассмотреть на нем движение потока газов по направлению 13 с учетом конкретных очертаний ванны печи.
Слив готового металла 16 из ванны печи осуществляют через выпускное отверстие 4.
Таким образом реализация предлагаемого способа позволяет охватить вращательным движением весь объем металла в ванне электродуговой печи, в том числе в районе эркера, тем самым ускорить процесс гомогенизации металла ванны по температуре и химсоставу и на этой основе уменьшить продолжительность плавки.
Пример 1.
На холодной модели дуговой электрической печи (масштаб 1:7; объем ванны печи 138 т жидкого металла) исследовали процесс вращательного движения в ванне модели воды в зависимости от условий нормированной подачи в воду потока воздуха. Учитывая близость кинематической вязкости воды и жидкой стали, такое моделирование движения металла правомерно.
На фиг.3 и 4 приведены параметры модели дуговой электропечи и расположение в ней фурм 10 и 11. Ванну модели наполняли холодной водой, моделируя уровень при 138 т жидкого металла в реальной печи. Поток воздуха из фурмы 10 подавали в направлении, совпадающем с направлением 12, поток воздуха из фурмы 11 - с направлением 13. Направления 12 и 13 являются направлением касательной, проведенной из места выхода воздуха в воду к окружности Rу=263,5 мм, проведенной из центра О модели печи и делящей пополам зазор между окружностью 5 радиусом r=100 мм установки электродов-нагревателей и радиусом R=427 мм расположения стенки 1 печи (фиг.3). Электроды-нагреватели при этом были сняты с модели печи, т.к. рассматривали вращательное движение воды без ее подогрева. Из каждой фурмы подавали 150 литров в минуту воздуха. Подачу воздуха осуществляли горизонтально. Фурмы 10 и 11 располагали на половине глубины воды у стенки их размещения, т.е. половины высоты между верхним 8 и нижним (у кромки дна 2) 9 уровнями воды на фиг.4.
Для оценки вращательного движения воды в ванну по центру на оси диаметром 5 мм подвешивали плоский пропеллер с размахом крыльев 750 мм, из них по краям на длине 175 мм высота крыльев 55 мм, далее на длине 200 мм высота крыльев 45 мм. Пропеллер был изготовлен из Аl листа толщиной 1,5 мм. Расстояние от днища модели до нижнего уровня пропеллера было переменным (из-за формы днища печи, см. фиг.2 и 4), но в центре модели печи О это расстояние было равно ≈120 мм, так что весь пропеллер находился в воде. Над пропеллером располагали с возможностью свободного вращения относительно оси, на которой вращался пропеллер, круг из пенопласта. Круг R=250 мм из пенопласта использовали для оценки процессов вращения всей массы воды и затухания этого процесса с постепенным переходом к вращению только поверхностных слоев воды.
Кроме того, через минуту после начала подачи воздуха в район эркера подавали цветные шарики, плотность которых была близка к плотности воды. По движению шариков оценивали степень охвата вращательным движением воды в районе эркера 3.
Процесс подачи воздуха осуществляли в течение 2 минут, после чего подачу воздуха прекращали и по вращению пропеллера и пенопластового круга оценивали начальную скорость вращения воды ванны модели печи после прекращения подачи воздуха и процесс затухания этого вращения.
Получено, что при указанных параметрах модели печи (фиг.3 и 4), налитого в нее количества воды, размещения в модели фурм для подачи 150 литров в минуту воздуха из каждой фурмы в течение 2 минут, после прекращения указанной подачи воздуха первый оборот (2π) пропеллер совершает в течение 24", постепенно вращение воды затухает и через 2’52" пропеллер останавливался, совершив 7,25π оборотов. Пенопластовый круг в начале вращается практически со скоростью вращения пропеллера, затем постепенно опережает пропеллер и его вращение затухало примерно после равного π поворота, дополнительного к 7,25π повороту пропеллера.
При указанных условиях и параметрах по движению шариков по поверхности воды и по днищу печи в районе 3 эркера отмечается охват существенным вращательным движением воды эркерной части модели.
Пример 2.
При указанных в примере 1 условиях фурмы размещали ближе к дну модели, на расстоянии  высоты воды в месте установки фурм.
высоты воды в месте установки фурм.
Получено, что после прекращения подачи воздуха первый оборот (2π) пропеллер совершает в течение 26". Постепенно вращение воды затухло и через 2’16" пропеллер останавливался, совершив 5,05π оборотов.
Таким образом при реализации этого примера в сравнении с примером 1 отмечается ослабление вращательного движения всего объема воды ванны модели печи.
При реализации этого примера продувки воздухом воды ванны модели печи сохраняется охват вращательным движением воды в эркерной части модели.
Пример 3.
При указанных в примере 1 условиях продувку воздухом воды ванны модели печи осуществляли из одной фурмы 10. Поток воздуха был совпадающим с направлением 12. Подачу воздуха также осуществляли горизонтально в количестве 150 литров в минуту на фурму.
Получено, что после прекращения подачи воздуха первый оборот (2π) пропеллер совершает в течение 18". Постепенно вращение воды затухало и через 3’03" пропеллер останавливался, совершив 6,75π оборотов.
При реализации этого примера продувки воздухом воды ванны модели печи отсутствовало вращательное движение воды в эркерной части модели (этот объем воды как бы “отрезался” от основной массы воды, вращающейся относительно центра О печи).
Таким образом вращением охватывался только объем воды в центральной части модели (только относительно центра О модели) и вращательное движение не распространялось на эркерную часть модели печи.
Пример 4.
При указанных в примере 1 условиях продувку воздухом воды ванны модели печи осуществляли из одной фурмы 11. Поток воздуха был совпадающим с направлением 13. Подачу воздуха осуществляли горизонтально в количестве 150 литров в минуту на фурму.
Получено, что после прекращения подачи воздуха первый оборот (2π) пропеллер совершает в течение 40". Постепенно вращение воды затухало и через 2’40" пропеллер останавливался, совершив 5π оборотов.
При реализации этого примера продувки воздухом воды ванны модели печи имеет место охват вращательным движением воды в эркерной части модели, однако оно заметно слабее, чем в примере 1.
Пример 5.
При указанных в примере 1 условиях и параметрах модели печи фурмы размещали в виде двойных фурм (фиг.5 и 6): 10 - одну у кромки 9 дна (10’ - 75 л/мин), вторую - на половине глубины воды (10" - 75 л/мин) и 11 - одну у кромки 9 дна (11’ - 75 л/мин), вторую - на половине глубины воды (11" - 75 л/мин).
После 2-минутной подачи воздуха прекращали подачу воздуха и первый оборот (2π) пропеллер совершил в течение 35", вращением охватывался весь объем воды ванны, поэтому в сравнении с примером 1 вращение пропеллера было более длительное, хотя пропеллер совершил меньший общий угол поворота до полной остановки: 4’16" при общем повороте пропеллера 5,25π.
Пример 6.
При указанных в примере 1 параметрах модели и условиях расположения фурм по высоте (т.е. подачу воздуха осуществляли на глубине  ) использовали 4 фурмы, из которых в течение 2 минут осуществляли подачу воздуха в количестве 75 л/мин на каждую фурму в направлениях, совпадающих с направлениями касательных, проведенных из мест выхода воздуха в воду для каждой фурмы к указанной в примере 1 условной окружности радиуса Rу (фиг.7).
) использовали 4 фурмы, из которых в течение 2 минут осуществляли подачу воздуха в количестве 75 л/мин на каждую фурму в направлениях, совпадающих с направлениями касательных, проведенных из мест выхода воздуха в воду для каждой фурмы к указанной в примере 1 условной окружности радиуса Rу (фиг.7).
При этом две фурмы были расположены в части печи, где расположен эркер (см. фиг.7), фурму 10 оставили на месте, фурму 11 приблизили к створу рабочего окна (фиг.7).
После окончания подачи воздуха первый оборот (2π) пропеллер совершил в течение 1’10". Постепенно вращение воды затухало и через 2’30" пропеллер останавливался, совершив 3,3π оборота.
Вращательное движение воды в районе эркера отсутствовало.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2001 |
|
RU2197540C2 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМИЧЕСКИЙ СОСТАВ ЖИДКОГО МЕТАЛЛА И ШЛАКА ВНУТРИ ЕМКОСТИ ПЛАВИЛЬНОГО АГРЕГАТА ИЛИ ЛЮБОЙ ДРУГОЙ ПРОМЕЖУТОЧНОЙ ЕМКОСТИ, РАСХОДУЕМАЯ ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМОЙ ФУРМЫ ИЗ САМОСПЕКАЮЩЕЙСЯ/САМОТВЕРДЕЮЩЕЙ СМЕСИ И УСТРОЙСТВА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2005 |
|
RU2299912C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ ИЗ ПРОМЕЖУТОЧНОГО КОВША В КРИСТАЛЛИЗАТОР И ПОГРУЖНОЙ СТАКАН ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2236326C2 |
| СПОСОБ ПЕРИОДИЧЕСКОГО УДЛИНЕНИЯ ЭЛЕКТРОДА ЭЛЕКТРОДУГОВОЙ ПЕЧИ, ЭЛЕКТРОД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ПОДГОТОВКИ ЭЛЕКТРОДА | 2001 |
|
RU2226751C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ЭЛЕКТРОДА В ПРОЦЕССЕ РАБОТЫ ЭЛЕКТРОПЕЧИ И ЭЛЕКТРОД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2230440C2 |
| ПРОДУВОЧНЫЙ ЭЛЕМЕНТ АГРЕГАТА ДЛЯ ПОЛУЧЕНИЯ ИЛИ ДОВОДКИ СТАЛИ | 2003 |
|
RU2230796C1 |
| ФУРМЕННОЕ УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ ГАЗОВЫХ СРЕД ПОД УРОВЕНЬ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2235135C1 |
| ВАННА МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2163331C1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2002 |
|
RU2208054C1 |
| ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2006 |
|
RU2331031C2 |
Изобретение относится к производству стали в дуговых электрических печах. Технический результат - гомогенизация объема жидкого металла по температуре и химсоставу, сокращение времени плавки. Способ включает боковую подачу потока газа под уровень жидкого металла, по меньшей мере, через одну фурму, установленную в боковой стенке печи. Подачу газа осуществляют в электродуговой печи, содержащей центральную и эркерную части, в дальней от эркерной части печи. Поток газа направляют горизонтально в направлении, совпадающем с направлением касательной, проведенной из места выхода газа в металл ванны к окружности радиуса Rу, проведенной из центра цилиндрической части печи. Rу=(R-r)/2, где R - радиус цилиндрической части печи, мм, r - радиус окружности расположения электродов, мм. Потоки газа из разных мест выхода газа в металл направляют в одном направлении, по или против часовой стрелки, и исключают направление потока газа в створ рабочего окна. Способом предусмотрена подача газа в металл ванны через две и четыре фурмы, расположенные по разные стороны от продольной оси печи при различной высоте расположения фурм относительно уровня металла. 5 з.п. ф-лы, 7 ил.

где R - радиус центральной цилиндрической части электродуговой печи, мм;
r - радиус окружности расположения электродов для электродуговой печи переменного тока, мм, или радиус электрода для электродуговой печи постоянного тока, мм,
при этом потоки газа из разных мест выхода газа в жидкий металл подают в одном направлении по или против часовой стрелки, исключая направление потока газа в створ рабочего окна печи.
| US 4023676 А, 17.05.1977 | |||
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ДЛЯ ВЕДЕНИЯ ПЛАВКИ | 1987 |
|
RU2025499C1 |
| ПЕЧЬ ДЛЯ НЕПРЕРЫВНОЙ ПЛАВКИ МАТЕРИАЛОВ В ШЛАКОВОМ РАСПЛАВЕ | 1993 |
|
RU2061055C1 |
| Печь для непрерывной плавки сульфидныхМАТЕРиАлОВ B жидКОй BAHHE | 1977 |
|
SU813102A1 |
| US 3970446 А, 20.07.1976. | |||

