Изобретение относится к установке для непрерывной разливки тонкой ленты, в частности стальной ленты толщиной менее 20 мм, предпочтительно от 1 до 12 мм, включающей кристаллизатор, снабженный двумя литейными валками, в зазоре между которыми при соединении двух полуоболочек образуется заготовка в виде полосы, выходящая вертикально вниз, при этом ниже зазора расположено опорно-направляющее устройство для изменения направления заготовки, выходящей вертикально из кристаллизатора, в приблизительно горизонтальное положение, а также к способу непрерывной разливки.
Для того чтобы высота конструкции и, следовательно, затраты на нее были как можно ниже, лента, отливаемая в установке для непрерывной разливки такого типа, должна отклоняться из вертикального направления на входе в горизонтальное направление на выходе по возможности осторожно. Желательно также обеспечить опору для ленты, чтобы подавлять рост растягивающей нагрузки, действующей на только что отвержденную ленту в месте зазора под действием ее собственного веса.
С одной стороны, такое осторожное отклонение должно обеспечивать защиту продукта. Это означает, что необходимо предотвратить слишком большие напряжения в наружной поверхности или слишком большую пластическую деформацию в остывающей ленте, а также избежать трения скольжения по твердым, грубым поверхностям или острым кромкам для того, чтобы исключить появление царапин или возможное застревание, прежде всего в зоне острых кромок.
С другой стороны, отклонение также должно наносить минимум вреда процессу литья, происходящему выше по потоку. Как правило, регулирующее устройство (например, механизм передачи), расположенное ниже по потоку, обеспечивает отвод ленты, извлекаемой из кристаллизатора, без повреждений продукта. Этот механизм передачи действует нужным образом за счет позиционного регулирования. Это означает, что возможные изменения скорости разливки, которые проявляются в изменении положения ленты (в увеличении или уменьшении петли), должны корректироваться вышеупомянутым механизмом передачи (принцип контроля "ведущий-ведомый"). Эти корректирующие действия механизма передачи ни в коем случае не должны влиять на операцию литья, происходящую выше по потоку, например вызывать растягивающее напряжение, деформацию сжатия или деформацию продольного изгиба в горячей ленте, выходящей из зазора. Регулировка натяжения непригодна из-за опасности разрыва все еще очень горячей ленты (низкий предел прочности на разрыв).
Чтобы обеспечить минимальное трение скольжения и избежать царапин или возможного застревания ленты в опорно-направляющем устройстве, известен способ использования салазок для отклонения, в котором упомянутые салазки обеспечивают только линейную опору для ленты, которая, как правило, на выходе из кристаллизатора уже полностью отверждена, а именно - линейную опору в продольном направлении ленты.
Установка для непрерывной разливки вышеописанного типа известна из JP-A 63-30158. В этой установке лента, выходящая из зазора между литейными валками кристаллизатора в вертикальном направлении - эту щель также называют "точкой соприкосновения" - поддерживается с обеих сторон опорным устройством, которое образовано двумя опорными устройствами, имеющими конструкцию наподобие конвейерной ленты, которые расположены параллельно друг другу, например, бесконечные цепные передачи и т.п., а перемещение этого устройства ограничено в пределах предварительно определенного вертикального участка. В соответствии с этим ограничением создается дугообразная направляющая, продолжающаяся примерно в виде четверти окружности, которая служит для направления ленты из вертикального направления в примерно горизонтальное направление.
В устройстве по JP-A 63-30158 трудно гарантировать, чтобы при операции отклонения не был поврежден продукт или не нарушен процесс литья, тем более что несущее устройство наподобие конвейерной ленты размещено непосредственно под кристаллизатором, а расположенные после нее прижимные ролики, или ролики, имеющиеся непосредственно в технологической линии, оказывают влияние на вывод ленты. Другой серьезный недостаток заключается в том, что между кристаллизатором и бесконечными цепными передачами из-за опасности разрыва ленты не может быть реализована регулировка натяжения, а из-за опасности продольного изгиба ленты не может быть также реализовано позиционное регулирование. Кроме того, невозможно гарантировать равномерное трение скольжения по дугообразной направляющей, отклоняющей ленту из вертикального в горизонтальное направление. Таким образом, лента подвергается колебаниям сил, которые влияют на процесс литья внутри кристаллизатора непредсказуемым образом и могут вызывать нарушения во время операции разливки.
Кроме того известно, а именно из JP-A 56-119607, использование рольганга с роликами, приводимыми от электропривода, с помощью которых имитируется традиционная технология непрерывной разливки сляба. Однако это решение все же имеет недостаток, заключающийся в том, что использование рольганга с приводом требует больших затрат, тем более что необходимо не только привести ролики во вращение, но и снабдить их внутренним охлаждением. При этом для того, чтобы избежать нежелательных относительных перемещений между роликами и лентой и таким образом исключить повреждения ленты, которые могут быть вызваны этими перемещениями, необходимо, чтобы все ролики двигались синхронно с литейными валками, что требует больших затрат на разработку органов регулирования, на дорогой приводной механизм и мощные двигатели, т.е. требует дополнительных капиталовложений. Наконец, даже при самом быстром реагировании роликов может возникать незначительная разница скоростей, и в этом случае трудно удерживать ленту в геометрически точно определенном положении, чтобы на практике получить оптимальный несущий эффект.
Известен также (ЕР-В 0540610, ЕР-А 0726112 и ЕР-А 0780177) способ свободного подвешивания петли ленты во время операции непрерывной разливки между парой литейных валков и первой парой прижимных роликов, которые транспортируют ленту дальше. Это дает то преимущество, что с момента начала литья размер петли ленты будет автоматически регулироваться в зависимости от условий литья. Однако недостатком этого способа является то, что заготовка вообще не имеет опорного устройства; у совершенно лишенной опоры ленты весь вес ленты поддерживается за счет самого горячего и, следовательно, самого слабого поперечного сечения ленты, расположенного на выходе из зазора, т.е. в точке соприкосновения. Это обусловливает повышенный риск образования трещин или разрыва ленты. Кроме того, затруднен запуск такой установки, так как его можно осуществить только с использованием затравочной головки. Чтобы иметь возможность запустить установку без затравочной головки, необходимо иметь пусковые салазки, например, подобные описанным в ЕР-А 0780177 и ЕР-А 0726112.
Из US-A 5350009 известен способ, согласно которому в установке для непрерывной разливки согласно ограничительной части пункта 1 формулы изобретения отлитая заготовка попадает на опорную ленту, движущуюся вместе с отлитой заготовкой в направлении отвода, где опорная лента наматывается вместе с заготовкой, а позднее отделяется от нее. Чтобы направлять заготовку на опорную ленту, из данного документа также известно размещение под кристаллизатором дугообразного переходника, который направляет начало полосы на опорную ленту. Как только заготовка начинает двигаться вместе с опорной лентой, переходник устанавливается в нерабочее положение, удаленное от заготовки. Установка для непрерывной разливки такого типа конструктивно сложна и громоздка в управлении, тем более что в нее необходимо включить опорную ленту, движущуюся вместе с заготовкой, которая должна иметь длину, по меньшей мере соответствующую длине непрерывно отливаемой заготовки. Эта лента не только должна перемещаться синхронно с заготовкой, но необходимо также наматывать и разматывать эту опорную ленту несколько раз, чтобы отделить ее от заготовки. Установка для непрерывной разливки с такой опорной лентой требует не только высоких капиталовложений, но также и высоких эксплуатационных затрат. Кроме того, дугообразный переходник сложен в изготовлении, в особенности, если такой переходник нужно снабдить средствами охлаждения. Наконец, переходники этого типа не обладают большой опорной поверхностью, поэтому очень тонкая горячая отлитая заготовка не имеет достаточной опоры, в результате чего возникают проблемы, в частности, в начальной фазе, когда согласно данному документу задействуются дугообразные переходники.
Изобретение направлено на устранение вышеупомянутых недостатков и трудностей и относится к установке для непрерывной разливки вышеуказанного типа, позволяющей заготовке, выходящей из кристаллизатора, например, отлитой горячей ленте, отклоняться из вертикального в горизонтальное положение без возникновения больших изгибающих напряжений и значительных пластических деформаций, а также без возникновения больших растягивающих нагрузок.
Согласно изобретению эта задача решается за счет того, что опорно-направляющее устройство имеет пластинчатую форму и имеет поверхность, поддерживающую ленту на большой площади, предпочтительно по всей ее ширине.
Установка такого типа обеспечивает дополнительно к преимуществам, получаемым при решении задачи изобретения, такое преимущество, которое заключается в том, что головной конец горячей ленты может отклоняться и транспортироваться вперед до первого механизма передачи, даже если литье начинается без использования холодной полосы, т.е. если запуск осуществляется без затравки. Кроме того, можно обеспечить охлаждение отливаемой ленты в зависимости от качества отливки или же предотвратить слишком быстрое остывание ленты, для чего в опорно-направляющем устройстве по мере необходимости предусматривается теплопроводящая поверхность, например, выполненная из меди или медного сплава, или теплоизолирующая поверхность, например, выполненная из керамики.
Кроме того, согласно изобретению гарантируется лишь незначительное влияние процесса отклонения на процесс разливки и осторожное обращение с лентой, а в случае изменений в скорости разливки обеспечивается простое регулирование транспортировки ленты без вмешательства в литейный процесс. Это осуществляется за счет того, что через поверхность опорно-направляющего устройства проходят газопроводящие каналы, соединенные с устройством для подачи газа.
Математические расчеты показали, что при помощи установки для непрерывной разливки согласно изобретению заготовка разгружается более чем на 40% от растягивающих напряжений, которые действуют на ленту в зоне зазора, по сравнению с известными способами. Еще большая разгрузка ленты получается при сравнении установки для непрерывной разливки согласно изобретению по сравнению с установкой со свободно подвешенной петлей, например, описанной в ЕР-В 0540610.
Из АТ-В 402266 известно опорное устройство для горизонтальной установки для непрерывной разливки, включающей емкость для расплава, снабженную выпускным отверстием для расплава, относительно которого может продвигаться литейная поверхность, принимающая тонкий слой расплава, образующий ленту. Это известное устройство поддержания ленты снабжено газопроводящими каналами, которые могут быть соединены с устройством для подачи газа для снижения трения между все еще очень горячей оболочкой ленты и опорным устройством для ленты. Благодаря этому можно создавать газовую подушку между заготовкой и опорным устройством для ленты, вследствие чего заготовка, которая имеет все еще очень тонкую оболочку с размещенным на ней расплавом, направляется к опорному устройству ленты почти без трения, что предотвращает возникновение трещин или задиров и т.п.
Согласно предпочтительному варианту осуществления изобретения под поверхностью опорно-направляющего устройства имеются термопары, которые служат в качестве датчиков для определения положения опорного участка заготовки на поверхности.
Другой вариант осуществления отличается тем, что сбоку от опорно-направляющего устройства расположены датчики, предпочтительно инфракрасные датчики, для определения положения опорного участка ленты на опорно-направляющем устройстве.
Согласно изобретению опорно-направляющее устройство предпочтительно состоит из двух или нескольких пластинчатых частей, размещенных последовательно в направлении отвода ленты и расположенных наклонно к горизонтали, причем предпочтительный угол наклона опорно-направляющего устройства или, по меньшей мере, его части лежит в диапазоне от 10 до 60o, предпочтительно от 15 до 40o к горизонтали.
Предпочтительно опорно-направляющее устройство или, по меньшей мере, его часть выполнено с возможностью изменения угла наклона относительно горизонтали при помощи регулировочного приспособления.
Особенно осторожное отклонение обеспечивается в том случае, если опорно-направляющее устройство имеет вогнутую конструкцию со стороны, обращенной к ленте, причем опорно-направляющее устройство предпочтительно содержит вогнутую и плоскую части.
Следующий предпочтительный вариант осуществления отличается тем, что опорно-направляющее устройство выполнено составным, причем отдельные части выполнены так, что они имеют различные углы наклона к горизонтали, и предпочтительно, по меньшей мере, одна отдельная часть опорно-направляющего устройства может изменять угол наклона относительно горизонтали при помощи регулировочного приспособления в отдельности и независимо от других частей опорно-направляющего устройства. Кроме того, является предпочтительным шарнирно соединить отдельные части опорно-направляющего устройства друг с другом.
Целесообразно выполнить устройство для подачи газа в виде устройства для нагнетания газа, такого как инертный газ или воздух, который должен передаваться через газопроводящие каналы. В соответствии со следующим предпочтительным вариантом осуществления устройство для подачи газа выполнено в виде конструкции для создания отрицательного давления на газ, который должен передаваться через газопроводящие каналы. Это обеспечивает возможность поддерживать контакт ленты с опорно-направляющим устройством во время непрерывного процесса, гарантируя таким образом тщательное охлаждение ленты, в особенности если, в соответствии с другим вариантом осуществления поверхность опорно-направляющего устройства или, по меньшей мере, его части выполнена из материала с высокой теплопроводностью, в частности меди или медного сплава. Предпочтительно этот материал снабжен износостойким слоем, таким как слой сплава хрома или никеля или слой керамики.
Предпочтительно снабдить опорно-направляющее устройство или, по меньшей мере, его часть внутренним охлаждением, в частности внутренним жидкостным охлаждением.
Во избежание чрезмерного охлаждения ленты поверхность опорно-направляющего устройства или, по меньшей мере, ее часть предпочтительно выполнена из теплоизолирующего материала, такого как керамика.
С целью сохранения низкого потребления газа или использования устройств для подачи газа из небольших емкостей газопроводящие каналы, устья которых выходят на поверхность опорно-направляющего устройства, охватывают общую площадь поперечного сечения от 0,01 до 20%, предпочтительно от 0,1 до 5% несущей площади опорно-направляющего устройства, при этом целесообразно, чтобы каждый из газопроводящих каналов, устья которых выходят на поверхность опорно-направляющего устройства, имел площадь поперечного сечения от 1 до 50 мм, предпочтительно от 5 до 30 мм2.
Газовая подушка, благоприятно влияющая на процесс разливки, создается, если газопроводящие каналы направлены таким образом, что образуется поток газа, движущийся преимущественно в направлении отвода ленты.
Способ эксплуатации установки для непрерывной разливки по пункту 1 формулы изобретения отличается тем, что предварительно заданное давление между нижней поверхностью ленты и опорно-направляющим устройством регулируют путем соответствующего отсоса и/или нагнетания газа через газопроводящие каналы. Таким образом, трение между лентой и поверхностью опоры, а следовательно, и опорный эффект могут быть увеличены, особенно при разливке горячеломкой стали, т.е. при увеличенных углах наклона.
Путем использования отсоса и/или нагнетания газа во все газопроводящие каналы или только в их часть можно перенести нейтральную точку, которая имеется в ленте и в которой не действуют ни растягивающие, ни сжимающие силы, возникающие в ленте по мере ее транспортировки из кристаллизатора и отклонения в горизонтальное положение, как можно ближе к кристаллизатору, т.е. как можно ближе к месту зазора, так чтобы лента была минимально нагружена растягивающими и/или сжимающими силами в самом горячем ее месте.
Ниже изобретение поясняется более подробно на примере двух вариантов осуществления со ссылками на чертежи, где на фиг.1 и 2 показан схематический вид сбоку установки для непрерывной разливки в соответствии с каждым из вариантов. На фиг.3 показан фрагмент установок по фиг.1 и 2 в разрезе. На фиг. 4 показан способ регулирования положения ленты кристаллизатором в виде блок-схемы. На фиг.5 показан еще один вариант осуществления установки для непрерывной разливки согласно изобретению.
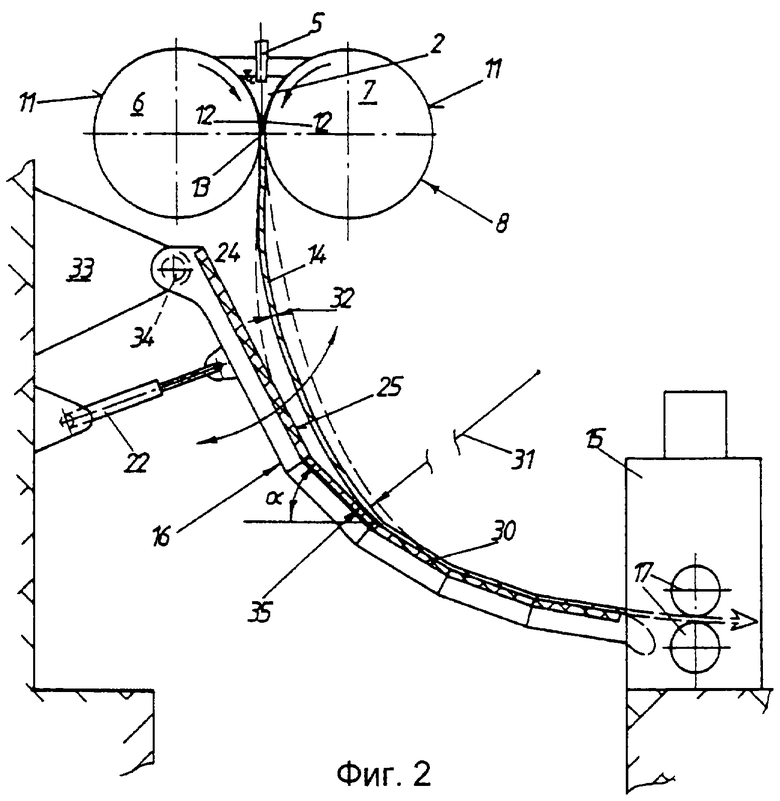
Позицией 1 обозначен литейный ковш, из которого жидкая сталь 2 течет в разливочный желоб 3 через донные отверстия 4. В один из участков дна разливочного желоба 3 вмонтирован разливочный канал 5, который проходит до кристаллизатора 8, снабженного двумя литейными валками 6, 7.
Литейные валки 6, 7 снабжены внутренним охлаждением, которое подробно не показано, а их торцы закрыты боковыми пластинами 9, которые дают возможность образования между литейными валками 6, 7 жидкостного накопителя 10 стального расплава, в который входит разливочный канал 5. Боковые пластины 9 размещены на торцах литейных валков 6, 7 и примыкают к ним, что предотвращает выход расплава 2 из кристаллизатора 8.
На каждой из цилиндрических поверхностей 11 литейных валков 6, 7 образуются оболочки ленты 12, которые постепенно утолщаются по окружности литейных валков 6, 7. В зазоре 13 (также называемого точкой соприкосновения), имеющемся между литейными валками 6, 7, оболочки ленты 12 прижимаются друг к другу с образованием заготовки в виде ленты 14. В зазоре 13, т.е. в точке соприкосновения, лента 14 имеет температуру от 1200 до 1400oС, в зависимости от соответствующей марки стали.
Вертикально под зазором 13 расположено опорно-направляющее устройство 16, которое отклоняет выходящую из кристаллизатора 8 ленту в горизонтальное положение, при этом лента 14 после проскальзывания вниз по опорно-направляющему устройству 16 подается к паре прижимных роликов 17, проходит через эту пару прижимных роликов 17 и направляется дальше по горизонтальной направляющей, не показанной подробно, обычным способом, например, подается в устройство прокатки или устройство намотки, имеющееся в линии. После пары прижимных роликов 17 также имеется устройство для резки ленты.
В соответствии с показанным примером осуществления, несущая область опорно-направляющего устройства 16 выполнена в виде цельной пластинчатой конструкции и имеет опору 18, которая размещена на станине прижимных роликов 15 и к которой крепится плита 19 посредством шарнира 20. Эта плита 19 на свободном конце имеет вогнутую концевую часть 21, изогнутую навстречу движения ленты 14, при этом свободный конец опорно-направляющего устройства 16 выходит за пределы зазора 13, так что лента 14, выходящая из кристаллизатора 8, надежно попадает на опорно-направляющее устройство 16. Опорно-направляющее устройство 16 выполнено таким образом, что оно наклонено к горизонтали и угол наклона к горизонтали может регулироваться в пределах определенного диапазона, предпочтительно в диапазоне от 10 до 60o, в частности, от 15 до 40o, при помощи регулировочного приспособления 22, выполненного, например, в виде гидроцилиндра. Возможные положения ленты над опорно-направляющим устройством 16 показаны на фиг.1 и 2 пунктирными линиями.
По ширине опорно-направляющее устройство 16 соответствует ширине ленты 14, что позволяет ленте опираться на опорно-направляющее устройство 16 по большой площади. В альтернативном варианте оно может быть несколько уже, чем лента 14, в этом случае края ленты 14 будут свисать.
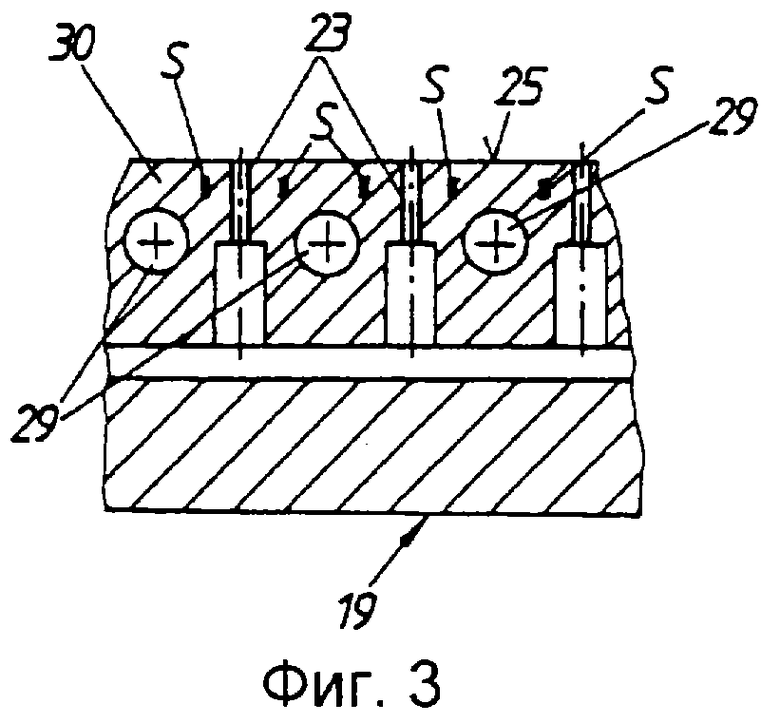
Поверхность 25 опорно-направляющего устройства 16 снабжена газопроводящими каналами 23, которые подсоединены к, по меньшей мере, одному устройству для подачи газа 26. Таким образом, газ, например, инертный газ или воздух, может избирательно нагнетаться между нижней поверхностью 24 ленты 14 и поверхностью 25 опорно-направляющего устройства 16 через газопроводящие каналы 23. При создании отрицательного давления путем отсоса газа (воздуха) через газопроводящие каналы 23 может быть обеспечен плотный контакт между нижней поверхностью 24 ленты и поверхностью 25 опорно-направляющего устройства 16, что обеспечивает не только хорошее охлаждающее действие опорно-направляющего устройства 16, которое предпочтительно снабжено внутренним охлаждением 29 (в этом случае верхний слой 30 опорно-направляющего устройства 16 выполнен из металла с высокой теплопроводностью, такого как медь или медный сплав), но и создает некоторое трение, противодействующее обратному ходу ленты.
Устройство для подачи газа 26 предпочтительно может приводиться в действие или отключаться управляющим устройством 27 как для создания избыточного давления, так и для создания разрежения. Опорный эффект отклоняющего элемента, особенно при больших углах наклона α опорно-направляющего элемента 16, может быть дополнительно увеличен путем создания трения заданной величины между нижней поверхностью 24 ленты и поверхностью 25 опорно-направляющего устройства 16. При больших углах наклона α длина (а следовательно, и масса ленты), на которой лента свободно свисает, становится меньше за счет подъема опорного участка 35. Однако при больших углах наклона α поверхности 25 опорный эффект, создаваемый для ленты 14, будет снижаться при более низком трении (увеличенном расходе газа) вдоль поверхности 25. За счет увеличения трения (при более низком расходе газа вплоть до отрицательного давления газа) опорный эффект может быть успешно повышен. Путем регулирования конкретной величины трения в сочетании с конкретной величиной угла наклона α простым способом может быть получено оптимальное значение опорного эффекта для ленты 14, и, таким образом, может быть уменьшено растягивающее напряжение, действующее на ленту 14 в области зазора 13.
При изменении скорости литья траекторию движения ленты можно сохранить постоянной путем соответствующего регулирования окружной скорости прижимных роликов 17.
Важная особенность опорно-направляющего устройства 16, т.е. его выполнения, состоит в том, что радиус 31 изгиба ленты на участке отклонения никогда не должен быть меньше величины, равной 100-кратной толщине полосы 32, а в случае особо чувствительных марок не должен быть меньше величины, равной 200-кратной толщине полосы 32.
В соответствии с вариантом, показанным на фиг.2, опорно-направляющее устройство 16 в силу производственных причин выполнено в виде траверсы, выполненной из нескольких пластинчатых элементов, расположенных последовательно в направлении выпуска полосы. В этом случае опорно-направляющее устройство 16 шарнирно закреплено с помощью соединения 34 своим верхним концом не на станине прижимных роликов 15, а на стационарной опорной конструкции 33. Для регулировки наклона опорно-направляющего устройства 16 здесь также служит гидроцилиндр 22 или любое другое регулировочное приспособление, такое как регулировочное винтовое устройство и т.п. Этот вариант имеет то преимущество, что опорно-направляющее устройство 16 при литье марок стали, менее подверженных образованию трещин, должно находиться в положении, показанном на фиг.2, только в начале операции литья - если литье запускается без использования холодной затравки - для того чтобы направить головной конец полосы в пару прижимных роликов 17. Когда литейный процесс стабилизируется, опорно-направляющее устройство 16 может быть отодвинуто на шарнире; однако если марки литейной стали склонны к разрыву, то его оставляют в положении, показанном на фиг. 2, даже в процессе литья. Здесь также газопроводящие каналы 23, подобным образом выполненные в верхней поверхности 30, создают избыточное давление или отрицательное давление между лентой 14 и поверхностью 25 опорно-направляющего устройства 16.
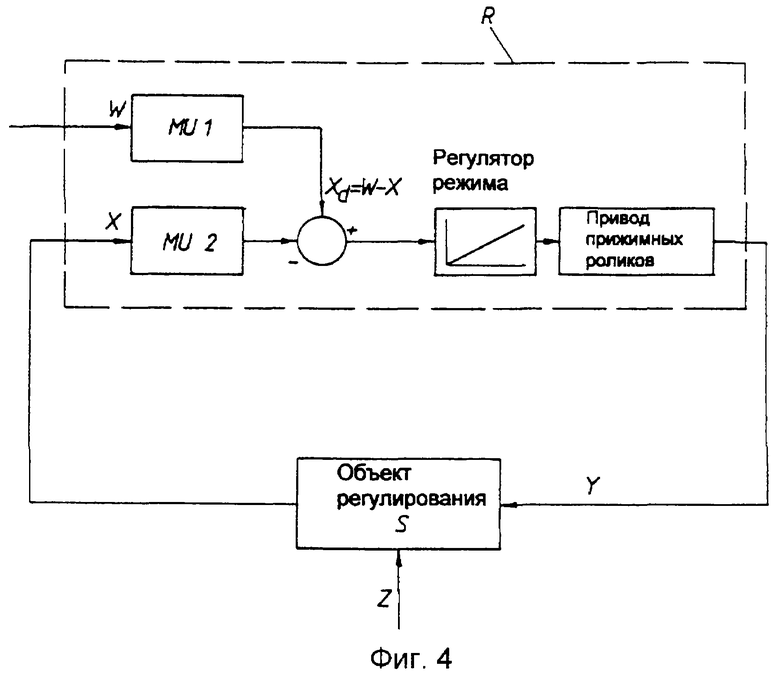
На фиг.4 показана схема управления для регулирования скорости пары прижимных роликов 17. Из-за изменений в скорости литейного процесса, т.е. из-за изменений в скорости вращения литейных валков 6, 7, для того чтобы обеспечить приблизительно постоянное положение ленты под кристаллизатором 8 и, следовательно, равномерной нагрузки на ленту, т.е. растягивающих усилий, которые воздействуют на ленту, и для того, чтобы избежать опасности разрыва и продольного изгиба ленты, необходимо регулировать скорость вращения прижимных роликов 17. Изменения в скорости литейного процесса, т.е. изменения в скорости вращения литейных валков 6 и 7, действуют как переменная возмущения Z. Корректирующая переменная Y представляет собой скорость выталкивания прижимными валками 17. Положение ленты 14, например, опорного участка 35 ленты 14, на опорно-направляющем устройстве 16, которое контролируется датчиком 3, используется как регулируемая и измеряемая переменная X. Командная переменная W представляет собой предварительно заданную установочную величину положения ленты 14, при этом термин "заданная величина положения ленты 14" означает следующее: предполагается, что лента имеет идеальный изгиб, при котором радиус 31 изгиба ленты 14 не меньше, чем предварительно определенная минимальная величина, при котором также гарантируется, что лента не будет испытывать слишком большого растягивающего напряжения или подвергаться слишком большому продольному изгибу. Разность между фактической величиной и заданной величиной, т. е. W минус X, составляет отклонение Xd. MU1 и MU2 представляют собой преобразователи, где MU1 выдает сигнал, соответствующий заданному положению ленты 14, а MU2 - сигнал, соответствующий положению ленты 14, обнаруженному датчиком S. Область фиг.4, окруженная пунктиром, представляет собой автоматический контроллер R.
Эта схема дает возможность смещения и удержания нейтральной точки, в которой лента 14 не испытывает ни сжимающих, ни растягивающих напряжений, близко к зазору 13 для того, чтобы лента 14 была по возможности ненапряженной в течение всего процесса литья или подвергалась по возможности минимальным усилиям в месте наибольшего риска, т.е. там, где она наиболее горячая, а именно - на самом выходе из кристаллизатора 8.
Как показано на фиг.1, датчики S контроля положения ленты 14 расположены сбоку от опорно-направляющего устройства 16, что позволяет контролировать положение опорного участка 35 ленты 14 на опорно-направляющем устройстве 16. Как показано на фиг. 1, эти датчики S выполнены, например, в виде инфракрасных датчиков. Посредством этих датчиков S может быть определено фактическое положение ленты 14.
В альтернативном варианте опорный участок 35, на котором лента 14 набегает на поверхность 25 опорно-направляющего устройства 16, может быть определен посредством датчиков S, встроенных под поверхностью 25, как показано на фиг.3. Здесь датчики S выполнены в виде термопар.
Изобретение не ограничивается вариантами осуществления, показанными на чертежах, и может быть модифицировано в различных аспектах; например, все опорно-направляющее устройство 16 в целом может быть стационарно установлено в установке для непрерывной разливки. Принципиальная цель регулирования наклона опорно-направляющего устройства 16 состоит в обеспечении соответствующей оптимальной кривой движения ленты для наиболее горячеломких марок стали.
Опорно-направляющее устройство 16 может быть также выполнено составным, а именно может состоять из более двух частей, но при этом по меньшей мере одна часть, а именно - часть, расположенная первой в направлении литья, выполнена с возможностью изменения угла наклона. В этом случае отдельные части опорно-направляющего устройства 16 соединены друг с другом предпочтительно шарнирно.
Кроме того, для небольших количеств горячеломких и менее хрупких марок стали, отливаемых в данной установке для непрерывной разливки, имеется возможность отвода опорно-направляющего устройства 16, выполненного в соответствии с фиг.1, от полосы, например, складывания на шарнире, и переведение его в нерабочее положение после окончания начальной фазы, например, после стабилизации режимов работы.
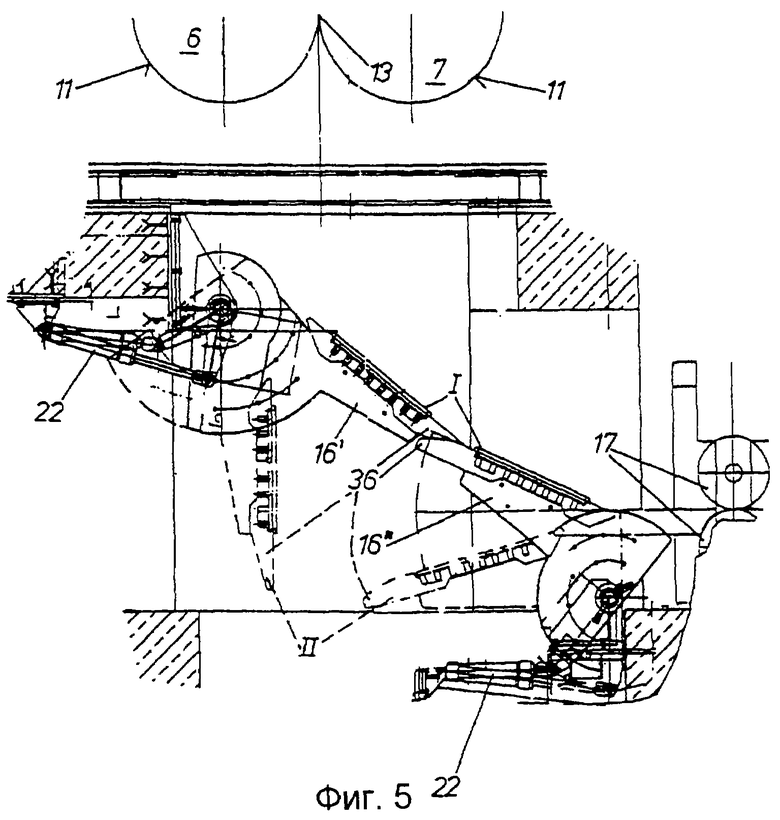
В соответствии с фиг.5 опорно-направляющее устройство 16 состоит из двух пластинчатых частей 16', 16'', каждая из которых шарнирно закреплена на основании, при этом одна часть 16', которая расположена прямо под участком зазора 13, прикреплена на основании на более высоком уровне, чем вторая часть 16''. Обе части 16' и 16'' поворачиваются с помощью гидроцилиндра 22, также установленного на основании, т.е. из положения I, показанного сплошными линиями, в котором обе части 16', 16'' дополняют друг друга с образованием непрерывной поверхности, в положение II, показанное пунктирными линиями, и обратно. Противоположно направленные концевые области 36 двух поворотных пластинчатых частей 16', 16'' входят в зацепление наподобие зубьев, так что, когда две части 16', 16'' поворачиваются в положение I, показанное на фиг. 5 сплошными линиями, образуется непрерывная поверхность скольжения без выступов.
Изобретение относится к металлургии. Установка для непрерывной разливки тонкой ленты 14 содержит литейную форму 8 с двумя литейными валками 6, 7, образующими зазор 13 для прохождения заготовки в виде ленты 14. Лента 14 состоит из двух полуоболочек 12 и выходит вертикально вниз. Ниже зазора 13 расположено в качестве первого направляющего элемента для ленты 14 опорно-направляющее устройство 16, обеспечивающее изменение направления выходящей из формы 8 ленты с вертикального на приблизительно горизонтальное. Для того чтобы лента 14 плавно переходила из вертикального в горизонтальное направление и не испытывала больших величин изгибающего напряжения или пластических деформаций, опорно-направляющее устройство 16 выполнено в виде пластины и имеет большую опорную поверхность 25 для ленты 14. Поверхность 25 вся или частично выполнена из материала с высокой теплопроводностью, в частности из меди или медного сплава, и снабжена износостойким слоем. Опорно-направляющее устройство 16 или его часть может быть снабжена внутренним охлаждением, например, посредством жидкости. Способ эксплуатации установки предусматривает регулирование предварительно заданного давления между нижней поверхностью ленты 14 и поверхностью опорно-направляющего устройства 16 путем соответствующего отсоса и/или нагнетания газа через газопроводящие каналы. Технический результат - обеспечение отклонения отлитой горячей тонкой ленты из вертикального в горизонтальное положение без возникновения больших изгибающих напряжений, значительных пластических деформаций и без возникновения растягивающих нагрузок, приводящих к образованию трещин или разрыву ленты, обеспечение упрощения регулирования транспортировки ленты. 3 с. и 42 з.п. ф-лы, 5 ил.
(26) для подачи газа выполнено в виде устройства для создания отрицательного давления газа, проходящего через газопроводящие каналы (23).
| JP 63030158, 02.02.1988 | |||
| US 5484010, 16.01.1996 | |||
| АТ 402266 В, 15.08.1996 | |||
| Машина для непрерывной разливки стали | 1949 |
|
SU111578A1 |
| Устройство для контроля импульсов | 1977 |
|
SU780177A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1993 |
|
RU2073588C1 |
| УСТРОЙСТВО ДЛЯ БЕССЛИТКОВОЙ ПРОКАТКИ | 1949 |
|
SU67458A1 |

