Изобретение относится к способу непрерывной разливки тонкой ленты, в частности стальной ленты, предпочтительно толщиной менее 10 мм двухвалковым методом, причем расплав металла заливается в образованный двумя валками зазор, соответствующий толщине отливаемой ленты с образованием ванны расплава, причем поверхности литейных валков выше ванны расплава обдуваются инертным газом или смесью инертных газов в зависимости от состояния поверхности литейных валков, а также устройству для осуществления способа.
При разливке тонкой ленты двухвалковым методом поперечное сечение ленты определяется профилем литейных валков в горячем состоянии. Существенно, что горячий профиль точно соответствует желаемому поперечному сечению ленты, так как профиль ленты по окончании литейного процесса уже не может изменяться, а именно даже за счет процесса прокатки. Горячий профиль литейных валков значительно отличается от холодного профиля, а именно вследствие периодически появляющихся очень высоких термических нагрузок поверхностей литейных валков. При этом образуется термическая бочкообразность, которую все же можно скомпенсировать, по меньшей мере, частично, за счет предварительно изогнутого профиля литейных валков.
Так как термическая нагрузка на литейные валки в процессе литья все же находится под влиянием множества параметров и к тому же устройство для литья ленты должно работать в широком режимном диапазоне (например, диапазон скоростей разливки от 0,2 до 2,5 м/с, толщина ленты в пределах от 1 до 10 мм, различные возникающие на литейных валках усилия прокатки, различные температуры подлежащего разливке расплава металла, различные качества расплава, такие как, например, различные сорта стали и т.д.), достаточное предварительное профилирование литейных валков за счет выбора одного профиля является невозможным. Более того необходима оперативная подгонка поверхности литейных валков к различным режимам работы.
Такое оперативное регулирование профиля, описанное выше, известно, например, из AU-A-50 340/96. Здесь поверхности литейных валков наблюдаются датчиками, которые связаны с вычислительным устройством. Вычислительное устройство управляет подачей газа к литейным валкам, причем к литейным валкам и вместе с тем к ванне расплава подается два различных газа, а именно азот и аргон, для воздействия на теплопередачу над самым зеркалом ванны расплава, а именно в зависимости от состояния поверхностей литейных валков в различных долевых количествах. Образованный таким образом смешанный газ подается по всей длине литейных валков распределенным по их поверхностям. За счет этого должна устраняться термическая бочкообразность литейных валков и обеспечиваться равномерная толщина получаемой ленты. В качестве альтернативы также предлагается измерять толщину ленты по ее ширине, благодаря чему отклонения от прямоугольного поперечного сечения ленты могут регистрироваться и компенсироваться за счет соответствующих соотношений между компонентами смеси газов, подводимых к поверхностям литейных валков. За счет различных составов газов, как упомянуто, может оказываться существенное влияние на теплопередачу между литейными валками и расплавом металла, вследствие чего вызываются изменения геометрии литейных валков.
Кроме того, известен способ и устройство для непрерывной разливки тонкой ленты, в частности стальной ленты, предпочтительно с толщиной менее 10 мм двухвалковым методом, причем расплав металла заливают в литейный зазор, образованный двумя литейными валками, соответствующий толщине отливаемой ленты с образованием ванны расплава, а поверхности литейных валков над ванной обдувают инертным газом или смесью инертных газов (ЕР 0736350А, B 22 D 11/06, 09.10.1996).
Внутренние исследования в области двухвалкового литья показали, что, несмотря на вышеописанные мероприятия, все же не может быть получен удовлетворительный продукт. Наблюдался феномен, состоявший в том, что наиболее равномерная по всей поверхности литейных валков шероховатость вследствие термической деформации литейных валков и вследствие немного неравномерного затвердевания расплава металла на поверхностях литейных валков вопреки подводу специально установленных газовых смесей не сохраняется, а появляются ориентированные по окружности места, не имеющие микронеровностей, которые не проходят по всей длине литейных валков. Появляются, например, более светлые, гладкие места на окружности литейных валков. Так как такие гладкие места вследствие более низкой шероховатости вызывают более быстрое затвердевание расплава металла и, таким образом, лучший контакт в литейном зазоре, так называемую "kissing-point" (точку целования), что снова приводит к более высоким местным удельным усилиям прокатки, усиливается гладкость литейных валков в этих уже более гладких зонах. Таким образом, получается утолщение и вместе с тем ухудшение качества ленты, которое не может быть устранено за счет вышеописанных мероприятий, а именно изменения соотношения компонентов смеси в подводимом вблизи зеркала расплава ванны газе.
Целью изобретения является устранение этих недостатков и трудностей и ставится задача создать способ, а также устройство для его осуществления, которые и при очень отличающихся режимах работы дают возможность изготавливать ленту с идеальным поперечным сечением. В частности, должно устраняться появление термических деформаций литейных валков вследствие местных участков сглаживания.
Согласно изобретению эта задача решается за счет того, что поверхности литейных валков обдувают газом различно по зонам по длине литейных валков, поверхности литейных валков наблюдают по их длине в отношении различных по зонам состояний, и что обдув газом поверхностей литейных валков проводят в зависимости от результатов наблюдения.
Предпочтительно различный по зонам обдув газом проводят различными газовыми составами. Различный по зонам обдув газом проводят различными количествами газа и/или различными давлениями газа.
Предпочтительно осуществлять наблюдение за различными состояниями шероховатости поверхности литейных валков.
В соответствии с другой формой выполнения наблюдают различные по месту состояния характеристик поверхностного отражения литейных валков.
Также является возможным осуществлять наблюдение за различными по месту изменениями окраски поверхностей литейных валков.
Способ согласно изобретению просто реализуется, когда поверхности литейных валков в направлении их длины разделяют на расположенные друг за другом зоны, наблюдают в каждой зоне за состоянием поверхности и осуществляют различный по месту обдув газом по зонам, т.е. единым и равномерным в пределах каждой зоны обдувом газом, причем предпочтительно создают, по меньшей мере, от трех расположенных рядом друг с другом зон до 40 расположенных друг с другом зон.
Предпочтительная форма выполнения отличается тем, что наблюдение поверхностей литейных валков проводится посредством приема исходящих от поверхностей и/или отраженных поверхностями электромагнитных волн, в частности, в диапазоне видимого света и/или в диапазоне теплового излучения.
В соответствии с другой формой выполнения изобретения наблюдение за поверхностями литейных валков осуществляют косвенно путем наблюдения отлитой ленты по ее ширине после выхода ленты из литейного зазора, причем целесообразно наблюдать, по меньшей мере, одну поверхность ленты непосредственно после выхода ленты из литейного зазора по ее ширине и причем предпочтительно принимаются исходящие от поверхности ленты и/или отраженные поверхностью ленты электромагнитные волны, в частности, в диапазоне видимого света и/или в области теплового излучения.
Предпочтительно осуществлять обдув газом с давлением газа на выходе из отверстия, по меньшей мере, от 1,05 до максимально 2 бар, предпочтительно, по меньшей мере, 1,5 бара, причем целесообразно проводить обдув газом со скоростью выхода газа из отверстий, по меньшей мере, 0,2 м/с, предпочтительно, по меньшей мере, 1,5 м/с.
Устройство для непрерывной разливки тонкой ленты при применении способа с кристаллизатором, образованным двумя литейными валками, ограничивающими литейный зазор, причем ширина литейного зазора соответствует толщине разливаемой ленты и между литейными валками над литейным зазором образована полость для ванны расплава, которая закрыта крышкой, с газоподводящим приспособлением, подводящим инертный газ к литейным валкам, которое имеет, по меньшей мере, одно отверстие для выхода газа над самой имеющейся между литейными валками ванной расплава, с устройством для наблюдения поверхностей литейных валков и с устройством управления и регулировки для оказания влияния на подачу газа к литейным валкам в зависимости от состояния поверхностей литейных валков, отличается тем, что предусмотрено несколько газоподающих приспособлений, причем каждое газоподающее приспособление относится к отдельной зоне поверхности литейного валка, а на каждую отдельную зону поверхности можно воздействовать газом при помощи соответствующего газопроводящего приспособления в соответствии со значением, относящимся к этой отдельной зоне поверхности, получаемым от устройства управления и регулировки, и устройство для наблюдения за отдельной зоной поверхности литейных валков, которое взаимосвязано с устройством управления и регулировки.
Является предпочтительным, чтобы каждое газоподводящее приспособление имело тесно прилегающие друг к другу отверстия для выхода газа.
Согласно предпочтительной форме выполнения газоподводящие приспособления подключены к двум или более содержащим соответственно разный газ накопителям газа через оборудованные дроссельными или запорными элементами газопроводы, причем газопроводы каждого газоподводящего приспособления сообщены с относящимся к газопроводящему приспособлению смесительным устройством, предпочтительно смесительной камерой, из которой, смотря по обстоятельствам, по меньшей мере, один трубопровод для подачи газа ведет к отверстию или отверстиям для выхода газа газопроводящего приспособления.
Устройства для наблюдения поверхностей литейных валков выполнены в виде датчиков, направленных к поверхностям литейных валков.
Для особенно точного наблюдения поверхностей литейных валков в качестве датчика для каждого из литейных валков предусмотрен датчик профиля с целью интегрального наблюдения поверхностей литейных валков по их длине, преимущественно по всей их длине.
За поверхностью литейных валков можно наблюдать также косвенно, именно, по отлитой ленте, причем устройства для наблюдения поверхностей литейных валков образованы датчиками, направленными, по меньшей мере, к одной из поверхностей отлитой ленты.
Согласно другой предпочтительной форме выполнения по длине литейных валков распределено два или несколько, предпочтительно, по меньшей мере, три устройства для наблюдения поверхностей литейных валков, каждый из которых через устройство управления или регулировки связан с соответствующим газоподающим приспособлением.
Оси отверстий для выхода направлены предпочтительно в пределах от +60o до -60o, предпочтительно от +20o до -30o, в окружном направлении к поверхностям литейных валков.
Предпочтительная форма выполнения отличается тем, что поверхности литейных валков имеют шероховатость более 4 мкм, предпочтительно более 8 мкм.
Согласно еще одной предпочтительной форме выполнения поверхности литейных валков снабжены углублениями, глубина которых составляет 10 - 100 мкм и диаметр которых составляет 0,2-1,0 мм, причем углубления, преимущественно 5-20% углублений, предпочтительно касаются друг друга.
Хороший обдув газом обеспечивается в том случае, когда более 20% углублений касаются друг друга.
Ниже изобретение поясняется более подробно с помощью двух схематически показанных на чертеже примеров выполнения.
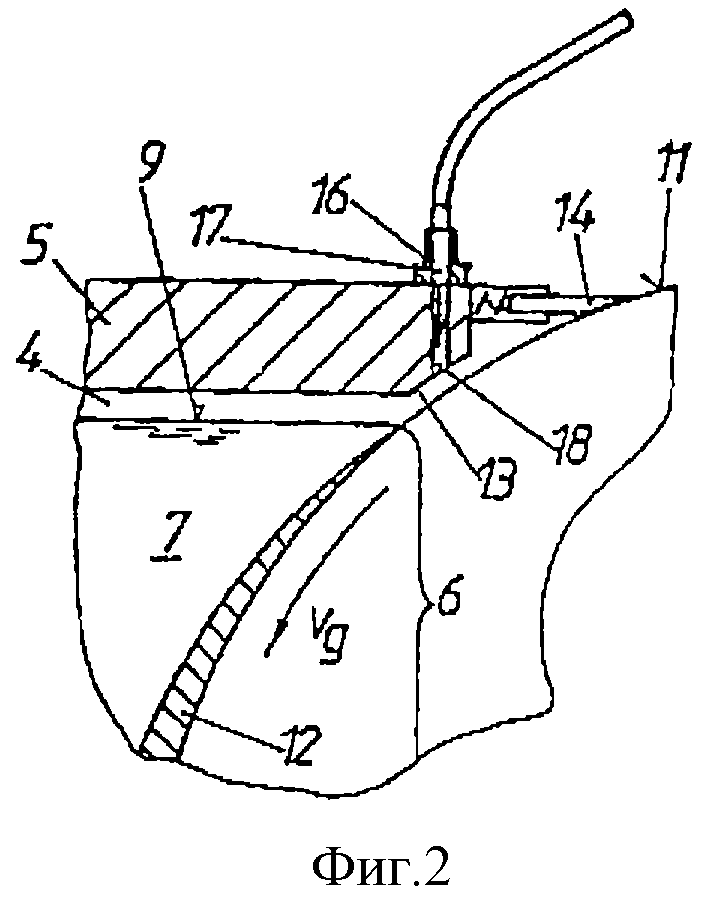
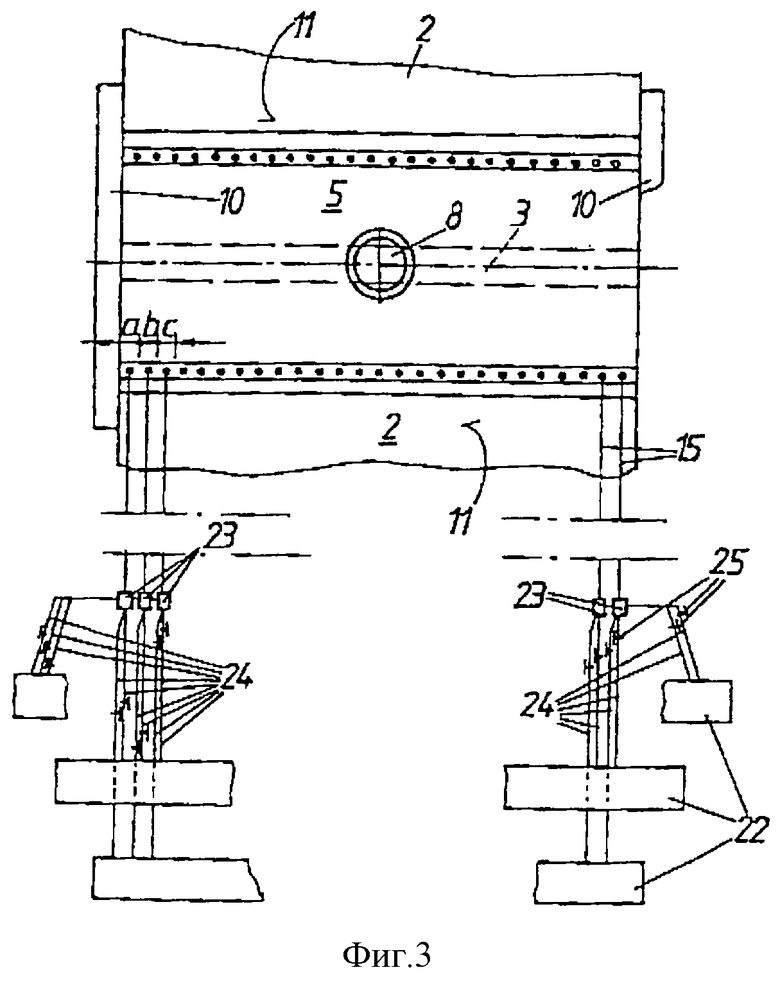
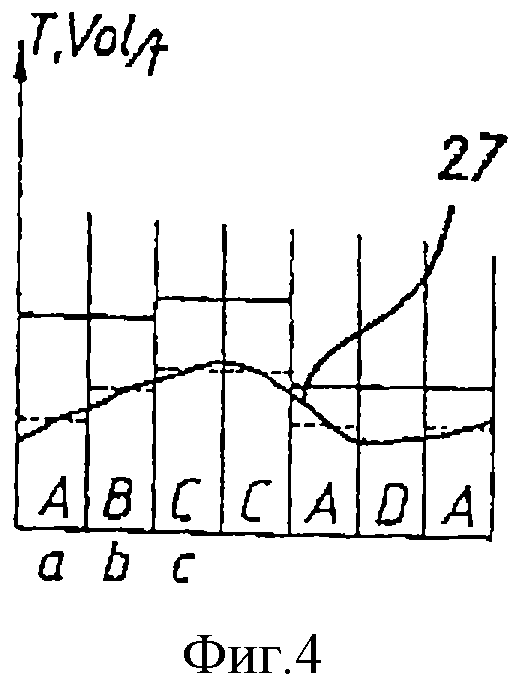
На фиг. 1 показан вид сбоку устройства согласно изобретению для непрерывной разливки тонкой ленты в первой форме выполнения. На фиг.2 показан фрагмент фиг. 1 и на фиг.3 показан вид сверху в направлении стрелки III на фиг.1. На фиг.4 в виде диаграммы показан обдув газом отдельных окружных зон.
Для разливки тонкой ленты 1, в частности стальной ленты толщиной 1-10 мм, служит кристаллизатор, образованный двумя расположенными параллельно друг другу и рядом друг с другом литейными валками 2. Литейные валки 2 образуют литейный зазор 3 с так называемой "точкой целования", у которой лента 1 выходит из кристаллизатора для непрерывной разливки. Над литейным зазором 3 образована полость 4, служащая для приема ванны 6 расплава, которая экранирована сверху защитной плитой, образующей крышку 5. Расплав 7 металла подается через отверстие 8 крышки, через которое погружная труба выступает в ванну 6 расплава до зеркала 9 расплава. Литейные валки 2 снабжены не представленным внутренним охлаждением. По сторонам литейных валков 2 предусмотрены боковые пластины 10 для герметизации полости 4, принимающей ванну 6 расплава.
У поверхностей 11 литейных валков 2 происходит образование оболочки 12 заготовки, причем эти оболочки заготовки объединяются в литейном зазоре 3, т. е. в точке целования в ленту 1. Для оптимального образования ленты 1 с примерно равномерной толщиной, предпочтительно с небольшой соответствующей норме выпуклостью является существенным, чтобы в литейном зазоре 3 имелось удельное распределение усилия прокатки в форме прямоугольника.
Защитная плита 5 расположена таким образом, чтобы между защитной плитой и поверхностями 11 литейных валков 2 имелся зазор 13 меньшей ширины, герметизированный при необходимости пружинящим уплотнительным язычком 14, лабиринтным уплотнением и т.д., по направлению к поверхностям 11 обоих литейных валков 2 для предотвращения доступа воздуха снаружи. Направленный к литейным валкам 2 край защитной плиты 5 подогнан к каждой поверхности 11 литейных валков 2 таким образом, что образуется зазор 13 примерно постоянной ширины. Через этот зазор 13 подводится инертный газ, а именно по трубопроводам 15 для подачи газа, которые закреплены на защитной плите 5 при помощи быстроразъемных соединений 16, причем быстроразъемное соединение 16 предусмотрено предпочтительно одновременно для двух или более трубопроводов 15 для подачи газа. Важным является плотное и точное соединение, которое также может быть стыковым, так как давления газа в отдельных трубопроводах 15 для подачи газа не должны быть равными между собой. В продолжение трубопроводов 15 для подачи газа в защитной плите предусмотрены отверстия 17 (это могут быть также прорези), которые сообщены с зазором 13 между защитной плитой и соответствующим литейным валком 2 через отверстие 18 для подачи газа. Эти отверстия 17 также могут сообщаться на нижнем конце зазора 13 с уже горизонтальной краевой зоной защитной плиты 5. Диаметр или ширина отверстий 18 для подачи газа составляют менее 5 мм, предпочтительно менее 3 мм.
Поверхности 11 литейных валков 2 обдуваются инертным газом в зависимости от их состояния, для чего поверхности 11 литейных валков 2 снабжены устройством 19 для наблюдения за ними. В соответствии с представленным примером выполнения к каждой поверхности 11 литейного валка 2 направлен датчик профиля 19, с помощью которого интегрально по длине каждого литейного валка 2 измеряется температурный профиль. Датчик профиля 19 связан с вычислительным и регулирующим устройством 20, а именно таким образом, что расположенным рядом друг с другом и распределенным по длине литейных валков 2 отдельным зонам поверхности а, б, в..., т.е. отдельным соседним окружным зонам а, б, в..., могут относиться каждое значение температуры или средние значения температуры.
Вместо профильного датчика 19 может быть предусмотрен также датчик излучения для определения гладких мест на поверхностях 11 литейных валков 2.
Чтобы отдельные расположенные рядом друг с другом окружные зоны а, б, в. . . каждого литейного валка 2 каждая сама по себе и независимо друг от друга могли быть подвержены влиянию инертного газа, в соответствии с представленным примером выполнения предусмотрено множество газоподающих приспособлений 21, причем каждое газоподающее приспособление 21 относится к одной окружной зоне а, б, в... литейного валка 2.
Для обдува газом предусмотрены накопители 22 сжатого газа для различных газов; в соответствии с представленным примером выполнения, например, три накопителя 22 сжатого газа, причем каждый накопитель 22 сжатого газа наполнен определенным газом, например азотом, аргоном и гелием. От каждого их этих накопителей 22 сжатого газа газопроводы 24 ведут к смесительной камере 23 каждой окружной зоны а, б, в..., причем при помощи вмонтированных в газопроводы 24 дросселирующих и запорных элементов 25 в каждой из смесительных камер 25 может устанавливаться свой состав газа, образованный из одного или нескольких газов, содержащихся в накопителях 22 сжатого газа. Эти дросселирующие и запорные элементы 25 связаны с регулятором 20 и управляются им, так что для каждой смесительной камеры 23 и вместе с тем для каждой из окружных зон а, б, в... может устанавливаться свой состав газа, соответствующий температурному профилю по длине каждого литейного валка 2. Номинальные управляющие значения определяют регулятор 20 на основании зарегистрированных соответствующим датчиком 19 температурных профилей.
От каждой из смесительных камер 23 трубопровод 15 для подачи газа ведет к предусмотренному на краю защитной пластины 5 отверстию 18 для выхода газа, за счет чего на поверхности 11 литейных валков 2 соответственно по окружным зонам могут воздействовать отличающиеся друг от друга газовые составы, то есть если смотреть в продольном направлении литейных валков 2, на них воздействуют разные газовые смеси. Несколько расположенных рядом друг с другом отверстий 18 для выхода газа (например, в виде просверленных отверстий) могут также объединяться в группу и снабжаться только одним трубопроводом 15 для подачи газа, за счет чего образуются более широкие окружные зоны а, б, в..., следовательно, большие зоны поверхностей 11 снабжаются, смотря по обстоятельствам, одной газовой смесью. Таким образом, оказывается, что газоподающее приспособление для снабжения газом одной окружной зоны а, б, в... образовано газопроводом 24 (количество соответствует количеству накопителей 22 сжатого газа) дросселирующими и запорными элементами 25, смесительной камерой 23, трубопроводом 15 для подачи газа и, по меньшей мере, одним отверстием 18 для выхода газа.
Приток газа должен производиться с ударным давлением, по крайней мере, 1,05 бар, предпочтительно более 1,5 бар - 2 бар, причем оси отверстий 18 для выхода газа могут располагаться преимущественно нормально к поверхностям литейных валков, но могут быть наклоненными в направлении движения поверхности валков или в противоположном ему направлении, а именно в пределах ±60o. При выборе ширины окружных зон а, б, в... руководствуются возможно существующей ненадежностью литейного процесса, которая, с другой стороны, в значительной мере определяется технологическими параметрами.
В соответствии с другой формой выполнения изобретения осуществляют наблюдение не за непосредственно поверхностью 11 литейных валков, а за счет косвенного наблюдения одной из поверхностей 26 или обеих поверхностей 26 ленты 1 делается вывод о состоянии поверхностей 11 литейных валков 2. Поэтому при этой форме выполнения датчики 19 направлены к поверхностям 26 ленты 1, а именно, по возможности, сразу после выхода ленты 1 из литейного зазора 3, как это показано на фиг. 1 штрихпунктирными линиями.
Изобретение не ограничивается представленными на чертеже примерами выполнения, а может быть модифицировано в различных направлениях. Например, лежащая в основе изобретения задача может быть решена за счет того, что измеряется не температура в отдельных зонах на поверхностях литейных валков 11, а наблюдается местная шероховатость поверхности литейных валков 2. Также можно сделать заключения по наблюдению свойств поверхностного отражения литейных валков 2 или ленты 1 при помощи систем распознавания изображения или могут наблюдаться различные по месту изменения окраски поверхности литейных валков 2 и привлекаться при выборе газового состава для обдува окружных зон.
Влияние на поверхности 11 литейных валков 2 может осуществляться также за счет того, что вместо местных изменений газового состава также дополнительно к этому могут устанавливаться различные по месту количества газа и/или различные по месту давления газа.
На фиг. 4 в виде диаграммы схематически воспроизведено различное нагружение окружных зон а, б, в... различными газовыми составами А, Б, В... . По абсциссе графика нанесены отдельные расположенные рядом друг с другом окружные зоны а, б, в.... Они соответствуют по своей сумме длине литейного валка 11. В направлении ординаты нанесены соответствующие отдельным окружным зонам а, б, в... значения температуры и при очень точном измерении получается температурный профиль в соответствии с линией 27. Далее по ординате еще нанесены значения количества газа, которыми обдуваются отдельные окружные зоны а, б, в. .. в единицу времени. Данные А, Б, В... относятся к различным газовым составам, которые могут создаваться путем перемешивания различных газов, содержащихся в накопителях 22 сжатого газа газов. Можно видеть, что каждому среднему значению температуры окружной зоны а, б, в... (средние значения обозначены штриховыми линиями) приводится в соответствие определенный газовый состав и определенное количество газа для воздействия на окружные зоны а, б, в... .
Изобретение основывается на идее, что локальное по месту влияние на частичную поверхность общей поверхности 11 литейного валка 2 возможно за счет различной подводимой по месту газовой смеси или количества газа, а именно за счет подачи этой газовой смеси над самым зеркалом 9 ванны расплава. Опытным путем установлено, что различные газовые смеси, которые ведут к различным скоростям затвердевания, также могут вводиться в близко расположенные друг возле друга зоны, т.е. также в лежащие непосредственно рядом друг с другом зоны зеркала 9 ванны расплава, и несмотря на это, возможно различное влияние на находящиеся рядом друг с другом зоны поверхности или окружные зоны а, б, в. .. литейных валков 2, за счет чего может сдерживаться неравномерность поверхностей 11 литейных валков 2. Таким образом, ремонт или замена поверхностей 11 литейных валков 2 необходимы только после значительно более длительных процессов разливки или существенно более высокого тоннажа продукции, чем до сих пор.
На опыте показано, что с использованием 100% аргона скорость затвердевания может поддерживаться меньше на 30%, чем при 100% гелия. Так установлено, что зоны на поверхностях 11 литейных валков 2 с красно-коричневой окраской или пятнистость снова могут быть удалены за счет концентрированной подачи гелия, которая сильно повышает местную скорость затвердевания; это приводит к ослаблению и исчезновению красно-коричневой окраски. Далее было установлено, что в зонах глянцевой пятнистости за счет подачи аргона скорость затвердевания может быть уменьшена, так что снова исчезает глянцевая пятнистость. В общем, способом в соответствии с изобретением задерживаются варьирующиеся по длине литейных валков 2 состояния поверхностей литейных валков, а размах вариации различных поверхностных характеристик во время или вследствие литейного процесса не увеличивается, а при появлении локальных изменений поверхностей за счет применяемой по месту газовой смеси оказывается влияние на теплопередачу таким образом, что эти изменения поверхности не усиливаются, а снова затухают. Под характеристиками поверхности следует понимать, например, шероховатость, оптические отражательные характеристики, изменения окраски, пятнистость, присутствие бороздок или углублений и т.д.
В соответствии с изобретением, во-первых, структура затвердевания, в частности средняя глобулярно-дентрическая структура затвердевания, изготовленной ленты 1 становится более равномерной по всей ширине и, во-вторых, рекондиционирование (уравнивание поверхностей 11 литейных валков 2) необходимо лишь после большего количества разливок. Таким образом, явно возрастает не только срок службы поверхностного слоя, а, в частности, также срок службы всего литейного валка 2.
Изобретение относится к металлургии, в частности к способу непрерывной разливки тонкой ленты, например стальной, предпочтительно толщиной менее 10 мм и устройству для его осуществления. В способе для непрерывной разливки тонкой ленты расплав металла заливают в литейный зазор, образованный двумя валками, соответствующий по толщине разливаемой ленте с образованием ванны расплава. Поверхности литейных валков над ванной расплава обдуваются инертным газом или смесью инертных газов в зависимости от состояния поверхностей литейных валков. Для предотвращения местных термических деформаций осуществляют наблюдение за поверхностью литейных валков по длине в отношении различных по зонам состояний. Обдув газом поверхностей литейных валков при появлении различных по зонам состояний проводят по-разному в зависимости от различных состояний по длине литейных валков. В устройстве предусмотрено несколько газоподводящих приспособлений, каждое из которых относится к отдельной зоне поверхности литейного валка. Имеется устройство для наблюдения за отдельной зоной поверхности литейных валков, взаимосвязанное с устройством управления или регулирования. Технический результат - обеспечение возможности получения ленты с идеальным поперечным сечением, устранение появления термических деформаций литейных валков вследствии местных участков сглаживания. 2 с. и 25 з.п. ф-лы, 4 ил.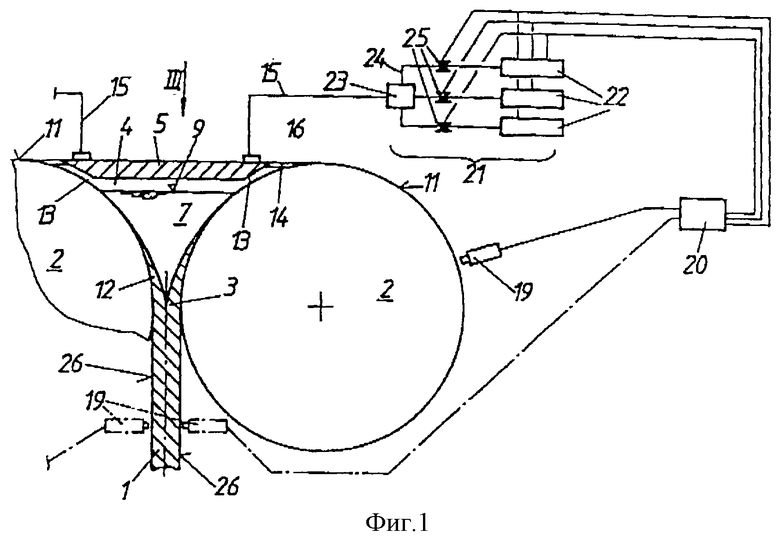
| Вентильный трехфазный преобразователь | 1977 |
|
SU736350A1 |
| JP 58023549, 12.02.1983 | |||
| Пневматическая трамбовка для уплотнения смеси | 1978 |
|
SU714716A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Устройство для непрерывного литья металла | 1977 |
|
SU730458A1 |
| SU 214754, 31.05.1968 | |||
| Способ непрерывной разливки металлов | 1974 |
|
SU512854A1 |
| EP 0409645 A, 23.01.1991. | |||

