Известны устройства для бесслитковой прокатка, состоящие из пары валков и рольганга.
В предлагаемом устройстве между валками и рольгангом расположен барабан. Выходящая из валков металлическая полоса попадает на обод этого барабана и получает дополнительное охлаждение.
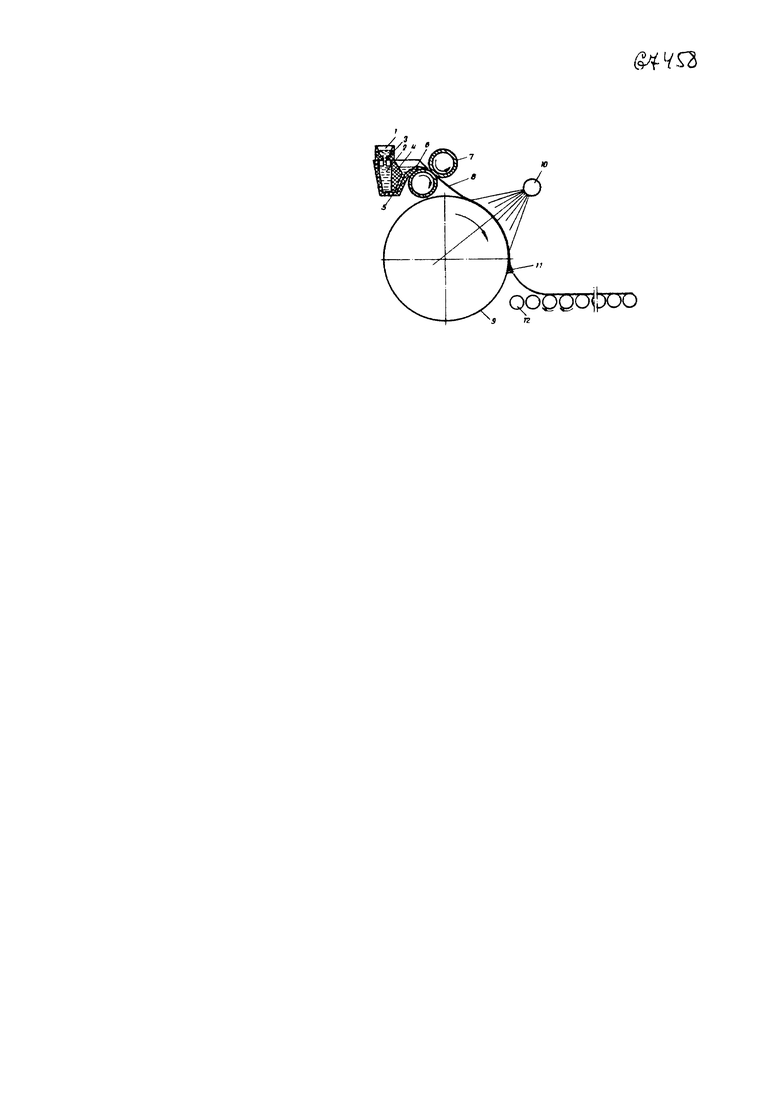
На чертеже показано предлагаемое устройство.
Металл через воронку 1 подается в ковш 2 с шлаковой леткой 3. Ковш снабжен не доходящей до дна перегородкой 4, под которой металл проходит в канал 5. По лотку 6 металл стекает в зев валков 7 и выходит из них в виде ленты 8, переходящей на обод барабана 9, который дополнительно отнимает тепло от прилегающей к нему поверхности ленты.
Поверхность ленты в это время охлаждается струями воды из брызгалки 10. Окончательно застывшая лента снимается ножом 11 и переходит на рольганг 12, откуда уходит по назначению.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ТОЛСТЫХ ПОЛОС | 1996 |
|
RU2104105C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2288075C1 |
| УСТРОЙСТВО ДЛЯ БЕССЛИТКОВОЙ ПРОКАТКИ ЖИДКОГО МЕТАЛЛА | 2015 |
|
RU2603412C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ МАГНИЕВОЙ ЛЕНТЫ | 2001 |
|
RU2252088C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ | 2011 |
|
RU2537629C2 |
| Стан для бесслитковой прокатки | 1939 |
|
SU58734A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ В ИНЕРТНОЙ СРЕДЕ | 2007 |
|
RU2351438C2 |
| СПОСОБ ПРЯМОГО ЛИТЬЯ РАСПЛАВЛЕННОГО МЕТАЛЛА В НЕПРЕРЫВНУЮ ПОЛОСУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2117547C1 |
| УСТАНОВКА ДЛЯ БЕССЛИТКОВОЙ ПРОКАТКИ СТАЛЬНЫХ ЛЕНТ | 1993 |
|
RU2121408C1 |
| Способ прокатки из жидкого металла | 1936 |
|
SU52684A1 |
Устройство для бесслитковой прокатки с приемными рольгангами, отличающееся тем, что между валками и рольгангами расположен барабан, предназначенный для дополнительного охлаждения изделия.
