Изобретение относится к установке непрерывной разливки для сортовых или блюмовых заготовок согласно ограничительной части п.1 формулы изобретения.
Непрерывнолитые длинные заготовки разливаются преимущественно в гильзовый кристаллизатор с прямоугольным, в частности близким к квадрату, или круглым поперечным сечением. Сортовые или блюмовые заготовки затем обрабатываются прокаткой или ковкой.
Для изготовления непрерывнолитых изделий с высоким качеством поверхности и подходящей структурой, в частности сортовых или блюмовых удлиненных заготовок, решающее значение имеет равномерный теплоотвод по внешнему периметру поперечного сечения заготовки между образующейся заготовкой и поверхностью полости формы. Известно много решений, предусматривающих специальную геометрию полости формы, в частности в области угловых закругленных переходов, при которой между образующейся корочкой заготовки и стенкой кристаллизатора не образуется нежелательный воздушный зазор, вызывающий неравномерный теплоотвод по периметру поверхности в поперечном сечении заготовки, дефекты кристаллизации и прорывы металла.
Углы полости формы гильзового кристаллизатора скруглены посредством плавных переходов. Чем большими выполнены такие плавные переходы в полости формы кристаллизатора, тем сложнее достигается равномерный отвод тепла между образующейся корочкой заготовки и стенками кристаллизатора, в частности по поверхности полости формы. Начальная кристаллизация заготовки чуть ниже зеркала расплава в кристаллизаторе происходит различно на прямых участках полости формы и в областях скруглений. Тепловой поток на прямых или по существу прямых участках является квазиодномерным и описывается как тепловой поток через плоскую стенку. В противоположность этому, тепловой поток на скругленных угловых участках является двухмерным и описывается как тепловой поток через искривленную стенку.
Образующаяся корочка заготовки, как правило в угловых областях, в начале кристаллизации под зеркалом расплава является более толстой, чем на прямых участках, и возникает раньше по времени и более интенсивно. Это приводит к тому, что уже через 2 секунды корочка заготовки в угловых областях неравномерно отдаляется от стенки кристаллизатора и образуется воздушный зазор, который значительно снижает тепловой поток. Это снижение теплового потока усложняет не только дальнейший рост корочки, но и может привести к расплавлению уже закристаллизовавшихся внутренних участков корочки заготовки. Подобные «качели» в тепловом потоке (охлаждение и повторный нагрев) ведут к дефектам литья, таким как поверхностные и продольные трещины на кромках или в близких к кромкам областях, к отклонениям от заданной формы, таким как ромбичность, втягивания и т.д. Повторное плавление корочки заготовки или значительные продольные трещины могут также приводить к прорывам металла.
Чем больше размер скруглений по отношению к боковой стороне сечения заготовки, в частности, если скругления составляют 10% и более от длины боковой стороны сечения полости формы, тем чаще возникают подобные дефекты. Это является причиной того, что радиус скруглений ограничивают обычно 5-8 мм, хотя для последующей прокатки было бы предпочтительным большее закругление.
При разливке с высокой скоростью снижается время пребывания отливаемой заготовки в полости кристаллизатора, и корочка имеет меньше времени на рост. В зависимости от выбранного формата отливаемой заготовки необходимо, чтобы заготовка непосредственно после выхода из кристаллизатора поддерживалась поддерживающими роликами для предотвращения выпучивания корочки заготовки и возможных прорывов. Подобные поддерживающие клети непосредственно под кристаллизатором подвергаются сильному износу и после прорыва могут быть снова приведены в действие только по истечении значительного времени и при высоких затратах.
Из документа JP-A-11 151555 известен кристаллизатор для непрерывной разливки сортовых или блюмовых заготовок. Для повышения скорости разливки и предотвращения возникновения ромбичности прямоугольных заготовок на четырех углах полости формы выполнены скругления в виде так называемых угловых охлаждающих частей. На стороне подачи расплава угловые охлаждающие части выполнены в виде круговых выемок в стенке кристаллизатора, которые уменьшаются в направлении движения заготовки, и на стороне выхода из кристаллизатора остаются только угловые скругления. Степень кривизны круговых выемок увеличивается в направлении движения заготовок к выходу из кристаллизатора. Придание подобной формы обеспечивает непрерывный контакт между угловыми частями корочки и специально сформированными угловыми охлаждающими частями кристаллизатора.
Из документа JP-A-09262641 известен гильзовый кристаллизатор для непрерывной разливки прямоугольных заготовок, в котором для предотвращения возникновения продольных трещин на кромках заготовки и ромбичности поперечного сечения заготовки в полости формы предусмотрены скругления с различными угловыми радиусами на верхнем и нижнем концах кристаллизатора. Угловой радиус на стороне подачи расплава в кристаллизатор выбирается меньшим, чем угловой радиус на стороне выхода из кристаллизатора. За счет этого мероприятия предотвращается возникновение воздушного зазора между корочкой заготовки и стенкой кристаллизатора. Объяснение размеров скругления относительно длины боковой стороны в поперечном сечении заготовки и абсолютной величины поперечного сечения, а также объяснение упрощения следующих за кристаллизатором поддерживающих направляющих средств не предоставляются и не обозначены.
В основе изобретения лежит задача создания установки непрерывной разливки для сортовых или блюмовых заготовок, преимущественно с по существу прямоугольным или близким к нему сечением, в которой в комбинации реализуются указанные цели. Должна обеспечиваться высокая производительность разливки при максимально малом количестве ручьев, высоком качестве отливаемой заготовки и при минимальных затратах на строительство и на эксплуатацию. Улучшение качества заготовки предусматривает, в частности, устранение дефектов литья в угловых зонах, таких как трещины, дефекты кристаллизации и загрязнения корочки литейным порошком, а также избежание отклонений по массе, таких как ромбичность, выпуклости или вогнутости. Установка непрерывной разливки согласно изобретению, кроме того, далее снижает инвестиционные и эксплуатационные затраты на опорные-направляющие клети, а также обеспечивает повышение экономичности и качество при изготовлении заготовки путем использования устройства перемешивания в кристаллизаторе.
Согласно изобретению поставленные цели достигаются признаками пункта 1 формулы изобретения.
Посредством установки непрерывной разливки согласно изобретению возможно отливать массивные сортовые или блюмовые заготовки, а также профильные заготовки с высокими скоростями и при отсутствии или с наличием опорной направляющей, с соответствующей длиной и/или шириной опоры непосредственно под кристаллизатором. При заданной производительности за счет этого могут снижаться число ручьев и инвестиционные затраты. Также за счет меньшего числа ручьев и отсутствия или снижения опорных направляющих для отлитой заготовки одновременно уменьшаются затраты на содержание установки. За счет увеличения скруглений на кромках отлитой заготовки можно значительно снизить критические давления в остальной плоской корочке на выходе из кристаллизатора, которые вызываются ферростатическим давлением жидкой сердцевины. Сокращение длины расположенных между скругленными угловыми участками ровных участков полости формы на, например, 10% ведет к снижению изгибающего напряжения на этих участках, вызывающего выпучивание, примерно на 20%.
Помимо этих экономических преимуществ по многим аспектам улучшается и качество заготовки. За счет регулирования целенаправленно уменьшаемого зазора между корочкой заготовки и стенкой кристаллизатора или путем целенаправленного деформирования корочки заготовки в областях скруглений выравнивается рост корочки заготовки по периферии заготовки и по заранее определенной части длины кристаллизатора, за счет чего улучшается структура заготовки и устраняются дефекты литья на кромках, такие как трещины и т.д. Дополнительно могут устраняться или уменьшаться геометрические отклонения заготовки, например ромбичность, выпуклости и т.д. Увеличение угловых скруглений также влияет на характеристики течения в области зеркала расплава. При использовании литейного порошка для покрывания зеркала расплава и при увеличении угловых скруглений достигается выравнивание характеристик плавления литейного порошка во всем объеме мениска. Этот эффект еще более увеличивается у кристаллизатора, снабженного средствами для перемешивания. Дефекты заготовки, такие как включения литейного порошка и шлака, в частности, в угловых областях, а также дефекты поверхности заготовки снижаются за счет выравнивания характеристик плавления порошка. За счет согласования величины угловых скруглений заготовки к потребностям последующей прокатки или ковки достигаются дополнительные преимущества в качестве.
Граница между применением безопорного направления заготовки в зоне вторичного охлаждения (ЗВО) и сниженного по длине или по ширине опорного направления зависит от множества параметров, в частности от характеристик выпучивания отлитой заготовки. Помимо основных параметров величина формата и общая длина скруглений плавных переходов, относящихся к одной стороне заготовки, или длина ровного участка между двумя скруглениями, относящимися к одной стороне заготовки, зависят от скорости разливки, длины полости формы, температуры стали и ее химического состава. При экспериментах по определению границы между применением безопорного выполнения ЗВО и сниженной опоры заготовки в ЗВО рекомендуются следующее значения. При размерах заготовки, меньших, чем 150×150 мм2, и общей длине двух скруглений на одной стороне заготовки от примерно 70% и более размера стороны заготовки может осуществляться безопорное направление. При размерах заготовки более чем 150×150 мм2 и общей длине прямого участка между двумя скруглениями на одной стороне заготовки от примерно 30% и более размера стороны заготовки может осуществляться сниженное по длине и/или ширине опорное направление заготовки. В подходе, предложенном в изобретении, можно осуществлять влияние на характеристики вспучивания заготовки после выхода из кристаллизатора, во-первых, путем увеличения скруглений, например, до 100% длины боковой стороны поперечного сечения заготовки, а с другой стороны, путем изменения степени искривления следующих в направлении движения заготовки скруглений, при этом по сравнению с уровнем техники обеспечиваются существенно большие форматы заготовки также при высоких скоростях разливки при безопорном направлении заготовки или при сниженном опорном направлении заготовки.
Плавные переходы на периферии поперечного сечения полости формы могут отражаться как соединенные круговые линии и т.д. Дополнительные преимущества достигаются, если плавные переходы присоединяются к прямым участкам периметра не по касательной, то есть не в точке. Согласно другому варианту может быть выбран такой характер искривления вдоль плавных переходов, который приближается и затем снова отдаляется от максимальной степени искривления 1/R. Максимальная степень искривления 1/R плавных переходов в случае перехода в направлении движения заготовки может постоянно или непостоянно снижаться. Для изготовления полостей формы при помощи режущих станков с программным управлением также является предпочтительным, если периферийные линии плавного перехода в поперечном сечении заготовки имеют характер искривления, который описывается математической функцией и который приближается и затем снова отдаляется от максимальной степени искривления 1/R, например в случае функции суперкруга или суперэллипса.
Плавные переходы с размерами переходов от 25% и более длины боковой стороны поперечного сечения заготовки могут обеспечивать дополнительные преимущества, если по существу прямоугольное поперечное сечение полости формы состоит из четырех дуг, которые содержат, каждая, примерно четверть периметра поперечного сечения, и дуги описываются математической функцией. Функция  соответствует указанному условию при показателе степени «n» от 3 до 50, предпочтительно от 4 до 10. А и В - размеры дуги.
соответствует указанному условию при показателе степени «n» от 3 до 50, предпочтительно от 4 до 10. А и В - размеры дуги.
Периметр поперечного сечения заготовки может также составляться из большего числа дуг, при этом плавные переходы имеют характер изгибания, который описывается функцией, например |x|n+|y|n=|R|n. Расположенные между плавными переходами участки периметра поперечно сечения могут содержать слегка изогнутые участки дуг, как это предлагается в документе ЕР 0498296. Глядя в направлении движения заготовки, можно видеть снижение степени искривления 1/R и дуги плавного перехода, а также лежащие между ними относительно вытянутые линии дуг, при этом по меньшей мере на части длины кристаллизатора корочка заготовки при прохождении подвергается по всей поверхности легкой деформации или вытягиванию.
В зависимости от выбранного разливаемого формата заготовки и предусмотренной максимальной скорости литья может устанавливаться оптимальная длина кристаллизатора. Отливаемые форматы между 120×120 мм2 и 160×160 мм2 могут оптимально отливаться при высокой скорости литья и при длине кристаллизатора примерно 1000 мм при безопорном направлении заготовки.
Увеличенные угловые скругления полости формы создают не только преимущества при разливке с покрытием литейным порошком зеркала расплава. При увеличении угловых скруглений также возможно усилить перемешивание в области зеркала расплава и в жидкой ванне при остающемся постоянном устройстве электрического перемешивания. Эта возможность улучшения перемешивающего действия за счет геометрического выполнения полости формы дает дополнительную свободу и конструктивные возможности по внедрению перемешивания при отливке сортовых или блюмовых заготовок.
Далее посредством фигур поясняются примеры выполнения изобретения, при этом показано;
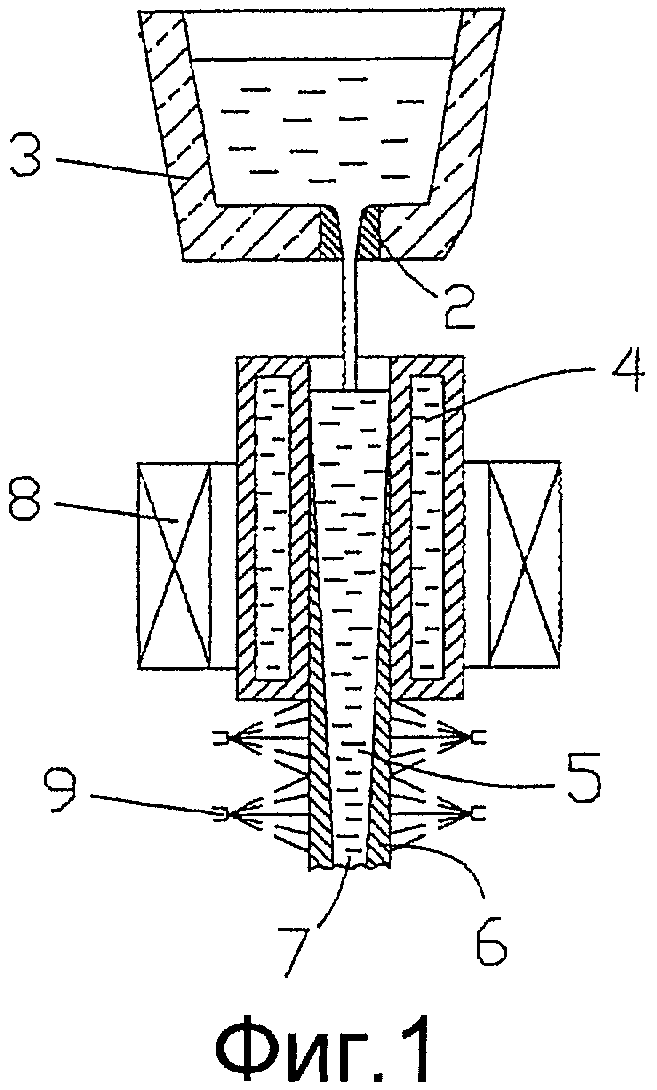
Фиг.1 - вертикальный разрез части установки непрерывной разливки.
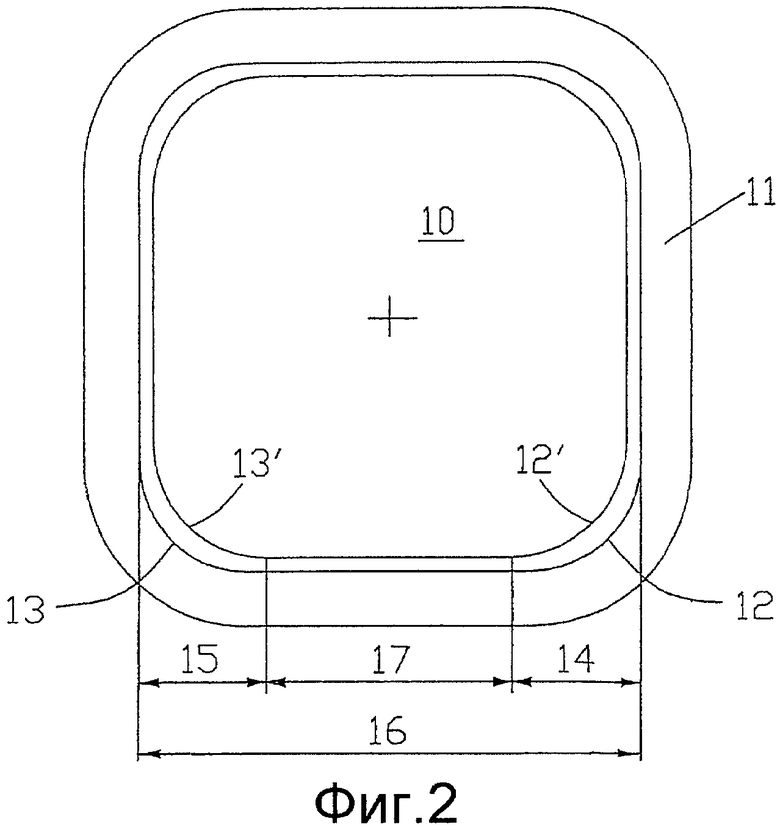
Фиг.2 - вид сверху на медную гильзу кристаллизатора для отливки блюмов.
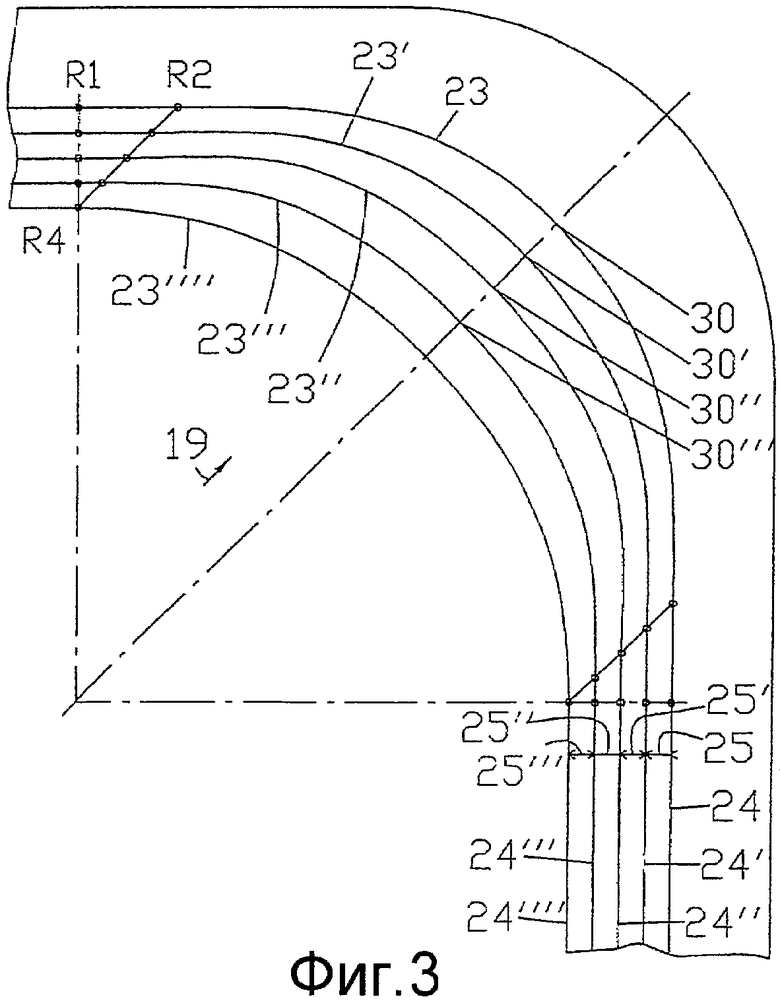
Фиг.3 - вид сверху на угловые скругления полости формы с плавными переходами.
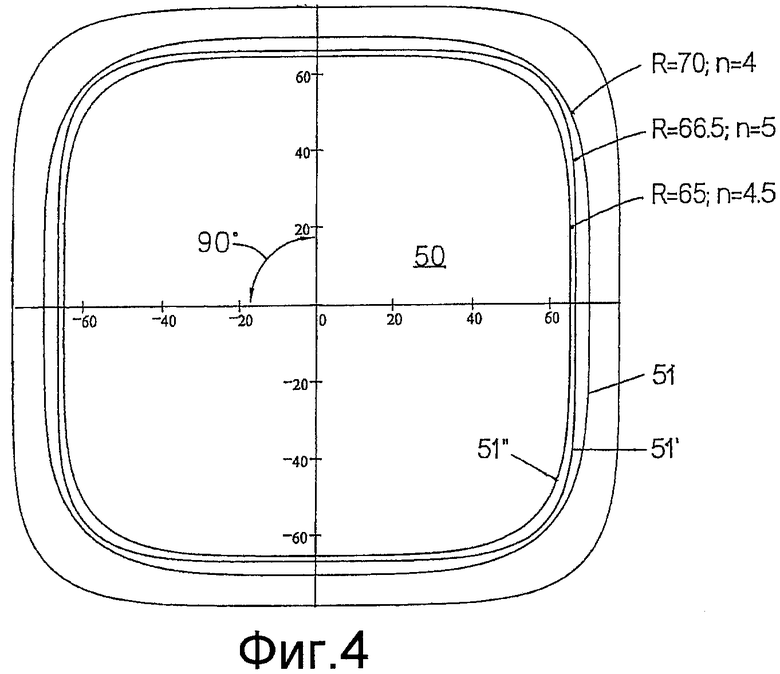
Фиг.4 - вид сверху медной гильзы с периметром последующих поперечных сечений полостей формы.
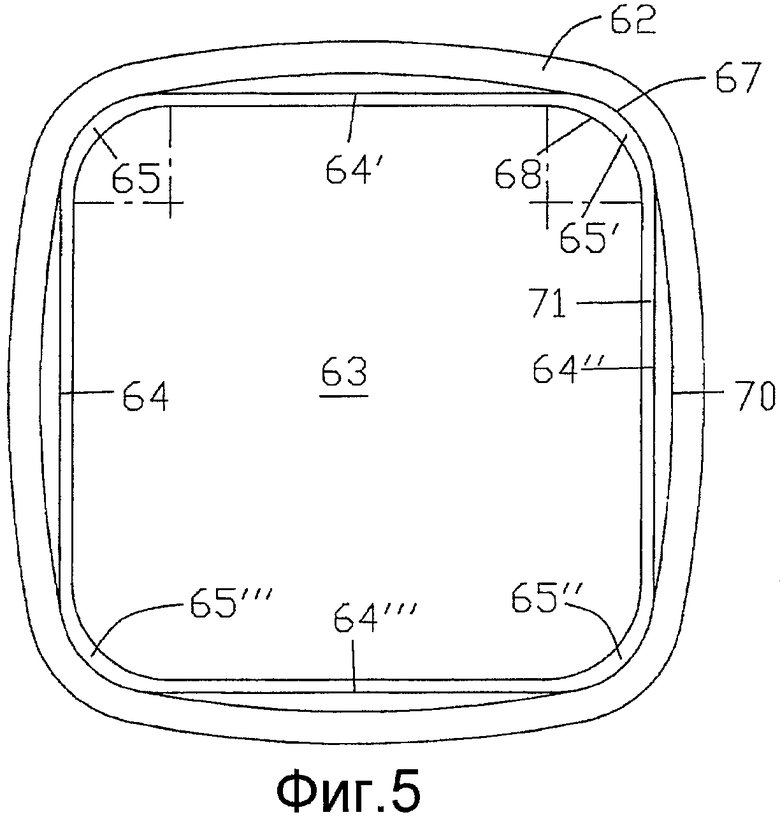
Фиг.5 - вид сверху медной гильзы с периметром других поперечных сечений полостей формы.
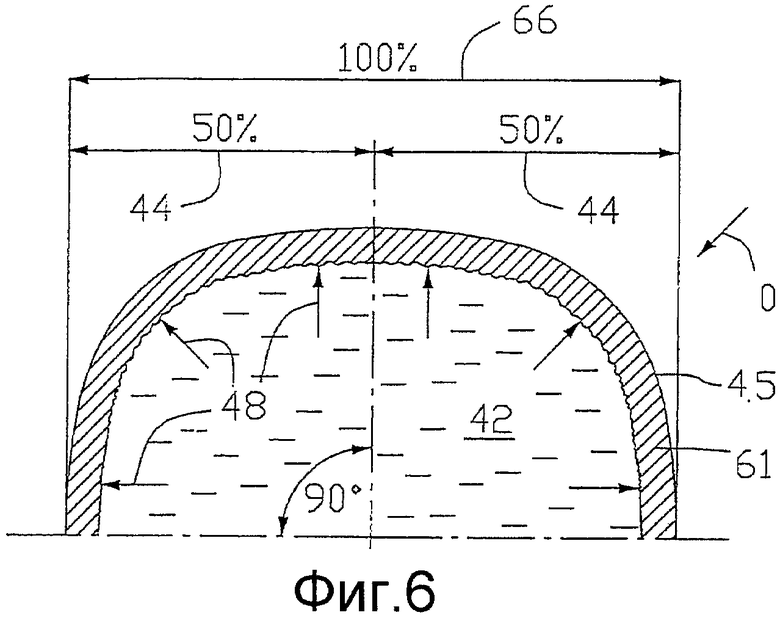
Фиг.6 - горизонтальный разрез через половину ручья в ЗВО.
Фиг.7 - горизонтальный разрез другого примера через половину ручья в ЗВО.
Фиг.8 - горизонтальный разрез половины профильной заготовки в ЗВО.
На фиг.1 показано, что через сливной стакан 2 промежуточной емкости 3 жидкая сталь поступает вертикально в кристаллизатор 4. Кристаллизатор 4 имеет прямоугольную полость формы для разливки блюмовой заготовки, например 120×120 мм2. Позицией 5 показана частично затвердевшая заготовка с корочкой 6 и жидкой сердцевиной 7. Вне кристаллизатора 4 схематично показано устройство 8 электромагнитного перемешивания, выполненное с возможностью перемещения по высоте. Оно может также быть расположено внутри конструкции кристаллизатора 4, например в водяной рубашке. Устройство 8 перемешивания создает горизонтально циркулирующее вращательное движение в области зеркала ванны и в жидкой ванне. Непосредственно к кристаллизатору 4 примыкает безопорная первая ЗВО, снабженная распылительными форсунками 9.
На фиг.2 позицией 10 показана полость формы гильзового кристаллизатора 11 с плавными переходами 12, 12', 13, 13' в угловых областях. Скругления 14, 15 плавных переходов 12, 12', 13, 13' составляют в данном примере, каждый, примерно 20% длины 16 стороны поперечного сечения заготовки. Степень искривления 1/R плавных переходов 12, 13, расположенных на стороне подачи расплава, отличается от степени искривления 1/R плавных переходов 12', 13', расположенных на стороне выхода из кристаллизатора. По меньшей мере на части длины кристаллизатора уменьшается степень искривления 1/R плавных переходов 12, 13 от, например, 1/R=0,05 до степени искривления 1/R=0,046 у плавных переходов 12', 13'. Посредством выбора величины снижения степени искривления может целенаправленно регулироваться увеличение зазора между образующейся корочкой заготовки и полостью формы или целенаправленная деформация корочки заготовки и, таким образом, тепловой поток между корочкой заготовки и полостью формы. Помимо повышенного и, рассматривая по периметру, выровненного теплового потока величина скруглений 14, 15 также обеспечивает то, что частично затвердевшая заготовка после выхода из полости формы, не смотря на высокую скорость литья, может направляться через ЗВО с применением безопорного направления или сниженного опорного направления. При заранее заданном формате можно путем увеличения скруглений 14, 15 целенаправленно уменьшить прямой участок 17 между скруглениями 14, 15 так, что нежелательные выпучивания корочки заготовки будут предотвращаться даже при безопорном направлении заготовки. При больших форматах, или если из технических соображений величину скруглений ограничивают, для заготовки может применяться опорная направляющая сниженной длины.
На фиг.3 изображен угол 19 полости формы в увеличенном масштабе. Пять дуг плавных переходов 23-23'''' по высоте образуют геометрию этого углового скругления. Точки соединения дуг плавных переходов 23-23'''' с прямыми участками 24-24'''' периметра поперечного сечения кристаллизатора могут выбираться вдоль линий R, R4 или R1, R4. Расстояние 25-25''' показывают в данном примере постоянную конусность прямой боковой стенки. Плавные переходы 23-23'''' описываются математической функцией |x|n+|y|n=|R|n, при этом выбор показателя степени «n» устанавливает различную степень искривления. Степень искривления плавных переходов 23-23''' вдоль дуг различается. Она приближается к максимальной степени искривления в точке 30-30''' и удаляется от нее. В направлении движения заготовки уменьшается максимальная степень искривления от дуги плавного перехода к дуге плавного перехода. Плавный переход 23'''' в данном случае является дугой окружности. Показатели степени плавных переходов выбираются в данном примере следующим образом:
Путем выбора показателей степень величины искривления следующих друг за другом в направлении движения заготовки плавных переходов 23-23'''' меняется или уменьшается так, что целенаправленно регулируется увеличение зазора между корочкой заготовки и стенкой кристаллизатора, или осуществляется целенаправленная деформация в области плавных переходов 23, 23''''. Это управление увеличением зазора или легким деформированием корочки заготовки позволяет контролировать желаемый тепловой поток, в частности обеспечивать равномерный желаемый тепловой поток вдоль дуг плавных переходов во всех угловых областях заготовки при прохождении через полость формы.
На фиг.4 для наглядности показаны только три идущие последовательно в направлении движения заготовки дуги плавных переходов 51-51'' квадратной полости формы 50. Периметр состоит из четырех дуг плавных переходов 51-51'', окружающих угол 90°.
Для расчета линий 51-51'' периметра применяется функция |x|n+|y|n=|R-t|n.
В этом примере используются следующие значения:
Для обеспечения деформации корочки заготовки, в частности вдоль по существу прямых боковых стенок между угловыми областями (технология Convex), вдоль верхней части длины кристаллизатора со стороны подачи расплава выбирают показатель степени «n» для линии дуги 51 как 4, для следующей далее в направлении выхода из кристаллизатора линии дуги 51' как 5. В нижней части длины кристаллизатора уменьшается показатель степени от 5 для линии дуги 51' до 4,5 для линии дуги 51'', за счет чего достигается оптимальное угловое охлаждение.
Увеличение показателя степени «n» от 4 до 5 показывает, что в верхней части кристаллизатора осуществляется деформация корочки на по существу прямых боковых стенках между угловыми областями, а в нижней части длины кристаллизатора путем уменьшения показателя степени «n» от 5 до 4,5 достигается оптимальный контакт корочки заготовки и, соответственно, незначительная деформация корочки в угловых областях полости формы.
Фиг.5 показывает гильзовый кристаллизатор 62 для отливки сортовых и блюмовых форматов с полостью 63 формы. Поперечное сечение полости формы 63 на входе кристаллизатора является квадратным, и между соседними боковыми стенками 64-64''' расположены угловые области 65-65'''. Плавные переходы 67, 68 являются не линиями окружности, а кривыми, описываемыми математической функцией |x|n+yn=|R|n, при этом показатель «n» степени имеет значение от 2 до 2,5. В верхней части кристаллизатора на части длины от 40 до 60% длины кристаллизатора боковые стенки 64-64''' между угловыми областями 65-65''' выполнены вогнутыми. На этой части длины снижается высота дуги 66 в направлении движения заготовки. Образующаяся в кристаллизаторе выгнутая корочка заготовки выравнивается внутри верхней части длины кристаллизатора. Линия дуги 70 может быть образована как линия окружности, составная линия окружности или как кривая на основании математической функции. В нижней части длины кристаллизатора прямые стенки 71 кристаллизатора выполнены с конусностью, соответствующей усадке заготовки в поперечном сечении.
Все полости формы, показанные на фиг.1-5, для упрощения показаны с прямой продольной осью. Изобретение также применимо и для кристаллизаторов с изогнутой продольной осью. Выполнение полости формы, согласно изобретению, также не ограничивается гильзовыми кристаллизаторами. Оно может применяться и для пластинчатых или блочных кристаллизаторов.
На фиг.6 показаны половины по существу прямоугольного сечения 60 заготовки с закристаллизовавшейся корочкой 61 и жидкой сердцевиной 42. Линия периметра половины поперечного сечения 60 заготовки состоит из двух частей кривых 45, которые образуют угол 90°, причем их форма соответствует исходному сечению полости формы кристаллизатора. Кривые 45 соответствуют математическому выражению  .
.
Длина каждого скругления 44 кривых 45 составляет 50%, или оба скругления 44 вместе составляют 100% размера 66 стороны заготовки. Стрелка 48 показывает ферростатическое давление, которое действует на корочку 61. Сумма обоих скруглений 44 кривых 45 больше 70% размера 66 стороны заготовки, и опора заготовки в ЗВО, таким образом, в данном примере не требуется.
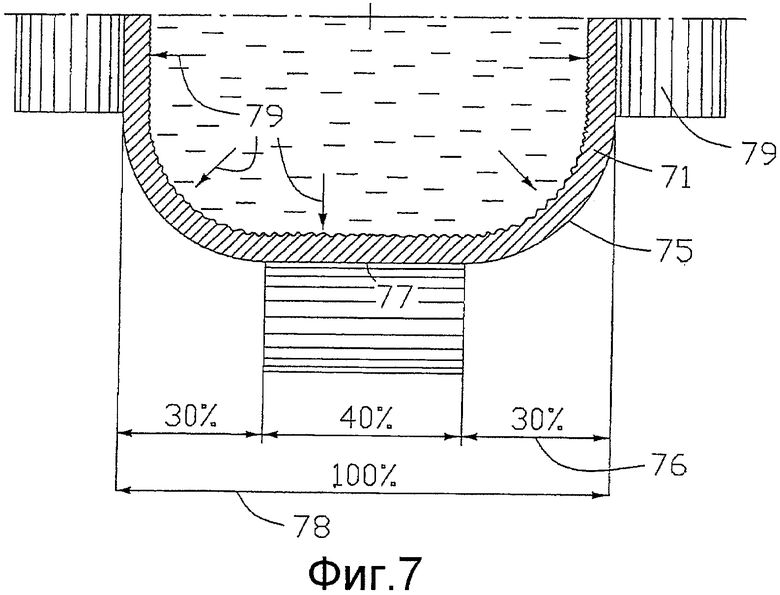
На фиг.1, по сравнению с фиг.6, показана линия периметра половины поперечного сечения заготовки, состоящая из двух дуг 75 окружности со округлениями 76, составляющими 30%, и прямыми участками 77, составляющими 40% размера 78 стороны заготовки. Прямые участки 77 между дугами 75 окружности в данном примере больше 30% размера 78 стороны заготовки, и поэтому предусмотрена опора заготовки, имеющая сниженную длину и ширину и выполненная в виде опорных роликов 79. Как правило, достаточной является опора, длина которой соответствует длине прямых участков заготовки или является немного короче. Стрелка 79 показывает ферростатическое давление, действующее на корочку 71.
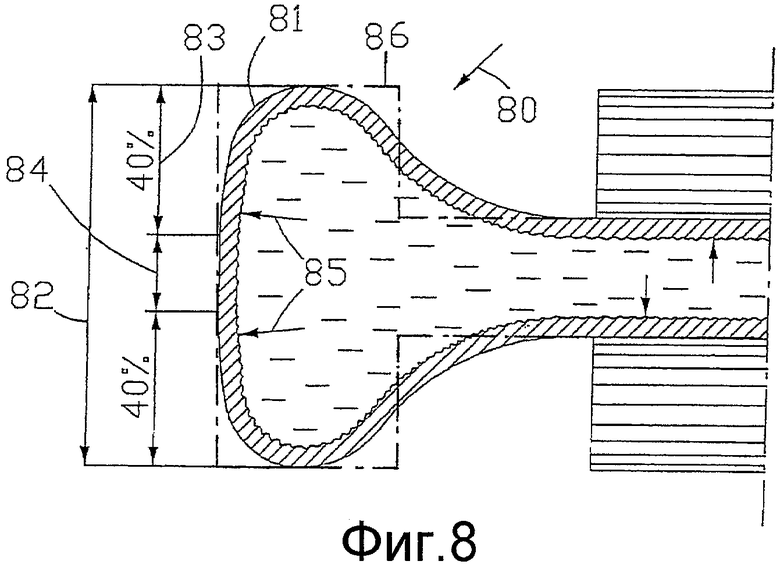
На фиг.8 показан пример профильной заготовки в форме предварительного профиля 80 для изготовления двутавровых балок. Также полость формы для предварительного профиля 80 имеет углы 86, которые снабжены плавными переходами 81. Размер 82 стороны заготовки состоит из двух плавных переходов 81 со cкруглениями 83, составляющими, каждое, например, 40%, и одного по существу прямого участка 84, составляющего примерно 20%. Показанное стрелкой 85 ферростатическое давление при изготовлении двутавровых балок согласно уровню техники ведет к возникновению выпучивания, если нет подходящих мероприятий придания формы и выбора соответствующих плавных переходов 81 или соответствующей опорной направляющей, как показано в данном примере. В показанном примере путем выбора длины и геометрии cкруглений 83 в форме суперэллипса формируется корочка заготовки, которая противостоит ферростатическому давлению без применения дополнительных опор. При увеличении размера 82 стороны заготовки, при соответствующих размерах обоих cкруглений, может быть достаточной только уменьшенная опора в ЗВО.
На фиг.6-8 показаны горизонтальные сечения заготовки непосредственно после кристаллизатора. Для упрощения и большей наглядности не показаны расположенные в ЗВО охлаждающие устройства, например форсунки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ И БЛЮМОВЫХ ЗАГОТОВОК | 2004 |
|
RU2324569C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2336970C2 |
| КРИСТАЛЛИЗАТОР | 2002 |
|
RU2227081C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2006 |
|
RU2414322C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ДЛИННОМЕРНОГО ПРОКАТА ПУТЕМ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ | 2008 |
|
RU2484921C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЖИДКИХ МЕТАЛЛОВ, В ЧАСТНОСТИ СТАЛЕЙ, ПРИ ВЫСОКОЙ СКОРОСТИ РАЗЛИВКИ ДЛЯ ПОЛУЧЕНИЯ ПОЛИГОНАЛЬНЫХ СОРТОВЫХ, ЧЕРНОВЫХ И ПРЕДНАЗНАЧЕННЫХ ДЛЯ ПРОКАТА НА БЛЮМИНГЕ ЗАГОТОВОК | 2003 |
|
RU2320453C2 |
Установка содержит кристаллизатор, в угловых областях которого выполнены плавные переходы, и зону вторичного охлаждения с распыляющими форсунками. Направление заготовки в зоне вторичного охлаждения осуществляют без опоры или с помощью роликов, ширина которых соответствует прямым участкам между плавными переходами. Скругления в плавных переходах составляют 20% и более длины стороны поперечного сечения заготовки. В направлении движения заготовки, на части длины кристаллизатора степень искривления 1/R плавных переходов уменьшается, так что корочка деформируется. За счет управления величиной зазора между корочкой заготовки и стенкой кристаллизатора обеспечиваются улучшение структуры заготовки в угловых областях, устранение ромбичности, трещин и нежелательных отклонений массы. 8 з.п. ф-лы, 8 ил., 1 табл.
1. Установка непрерывной разливки сортовых или блюмовых заготовок, предпочтительно с, по существу, прямоугольным поперечным сечением, при этом линии периметра (51) поперечного сечения полости формы кристаллизатора (4, 11, 62) в угловых областях снабжены плавными переходами (12, 13, 23, 51, 67, 68), а за кристаллизатором (4, 11, 62) предусмотрена зона вторичного охлаждения с распыляющими форсунками (9), причем жидкая сталь через полость формы (10, 50, 63) кристаллизатора проходит, по существу, вертикально, отличающаяся тем, что скругления (14, 15, 44, 76) в плавных переходах (12, 13, 23, 51, 67, 68) составляют 20% и более длины (16) стороны поперечного сечения заготовки, причем скругления (14, 15, 44, 76) имеют характер искривления, который приближается к максимальной степени искривления 1/R и затем отдаляется от нее, при этом в направлении движения заготовки вдоль полости формы кристаллизатора максимальная степень искривления 1/R плавных переходов (23, 51, 67, 68) постоянно или не постоянно снижается так, что корочка (61, 71) заготовки в области плавных переходов (12, 13, 23, 51, 67, 68) деформируется, причем после кристаллизатора (4, 11, 62) при длине (16) стороны поперечного сечения заготовки до примерно 150 мм предусмотрено безопорное направление заготовки в зоне вторичного охлаждения, а при длине (16) стороны поперечного сечения заготовки более примерно 150 мм предусмотрено направление заготовки в зоне вторичного охлаждения с помощью опоры, причем ширина опоры ограничена длиной роликов, которая, по существу, соответствует прямым участкам (17, 84) между плавными переходами (14, 15, 83), а в зоне вторичного охлаждения длина опоры при направлении заготовки снижена.
2. Установка по п.1, отличающаяся тем, что зона вторичного охлаждения выполнена без направляющей опоры, при этом общая длина округлений (14, 15, 64, 76) двух соответствующих стороне заготовки плавных переходов (12, 13, 23, 51, 67, 68) составляет от 70% и более размера (16) стороны заготовки.
3. Установка по п.1, отличающаяся тем, что сниженное по ширине или по длине в направлении движения заготовки направление заготовки с помощью опоры в зоне вторичного охлаждения предусмотрено при длине прямого участка (17) более, чем примерно 30% от размера заготовки, расположенного между двумя плавными переходами (12, 13, 23, 51, 67, 68).
4. Установка по любому из пп.1-3, отличающаяся тем, что, по существу, прямоугольное поперечное сечение полости формы состоит из четырех дуг (51) плавных переходов, каждая из которых содержит примерно четверть периметра поперечного сечения, и дуги (51) описываются математической функцией , при этом показатель степени «n» составляет от 3 до 50, предпочтительно от 4 до 10.
5. Установка по любому из пп.1-3, отличающаяся тем, что плавные переходы (67) имеют форму искривления, которая описывается математической функцией
|x|n+|y|n=|R|n, при этом между плавными переходами (67) предусмотрены участки линии периметра, которые соответствуют слегка изогнутым участкам дуг (70), степень искривления которых по меньшей мере на части длины кристаллизатора в направлении движения заготовки снижается для обеспечения деформации заготовки при ее прохождении через кристаллизатор.
6. Установка по любому из пп.1-3, отличающаяся тем, что полость формы к выходу из кристаллизатора выполнена с конусностью согласно математическому выражению |x|n+|y|n=|R-t|n, при этом t является мерой конусности.
7. Установка по любому из пп.1-3, отличающаяся тем, что полость формы (10, 50, 63) кристаллизатора имеет длину от примерно 1000 мм.
8. Установка по любому из пп.1-3, отличающаяся тем, что распылительные форсунки (9) расположены непосредственно после кристаллизатора (4) для равномерного охлаждения заготовки.
9. Установка по любому из пп.1-3, отличающаяся тем, что кристаллизатор (4) снабжен устройством (8) электромагнитного перемешивания, в частности, подвергающим ванну стали в области кристаллизатора горизонтальному закручивающемуся движению.
| JP 11151555 А, 08.06.1999 | |||
| Устройство для контроля генератора тактовых импульсов | 1980 |
|
SU875312A2 |
| JP 2001079650 A, 27.03.2001 | |||
| US 5360053 A, 01.11.1994 | |||
| DE 19606291 A1, 28.08.1997. | |||

