Текст описания в факсимильном виде (см. графическую часть).
Изобретение относится к получению изделий в результате стохастического процесса обработки. Технический результат - прогнозирование показателя качества обрабатываемой детали. Изобретение предусматривает использование, по меньшей мере, одного датчика, который воспринимает значения одного или более параметров, ассоциированных со стохастическим процессом обработки, и вырабатывает, по меньшей мере, один измерительный сигнал, характеризующий указанный параметр, а также процессора сигналов, снабженного моделью, отражающей взаимосвязь между значениями параметров, ассоциированных со стохастическим процессом обработки, и значением показателя качества обрабатываемой детали, который обеспечивается в результате стохастического процесса обработки. Эта модель используется для выработки сигнала, характеризующего прогнозируемое значение показателя качества обрабатываемого изделия. 2 с. и 18 з.п. ф-лы, 28 ил.
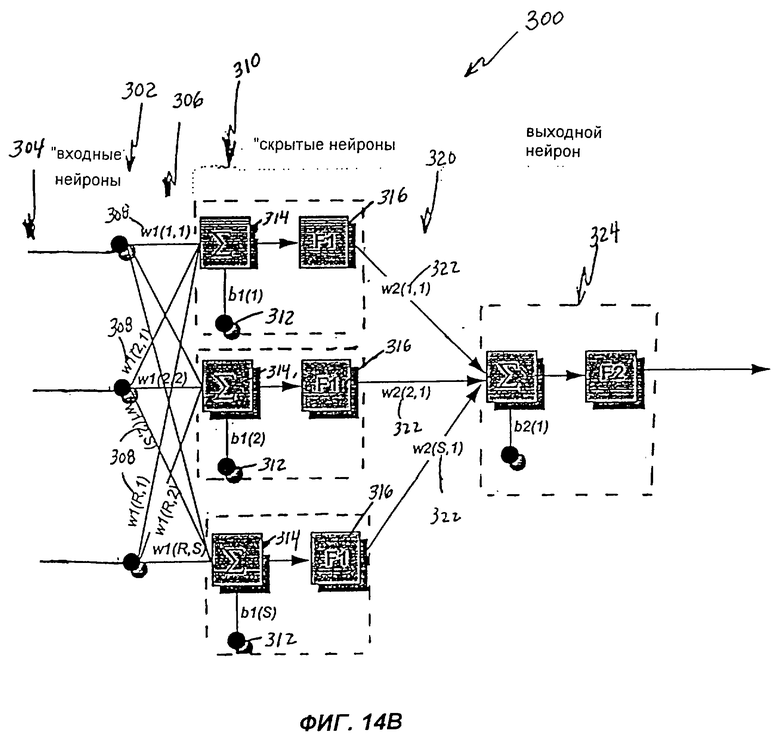
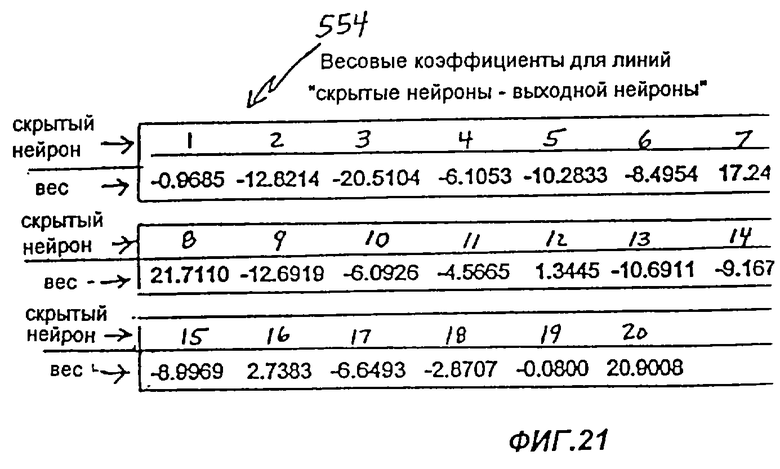
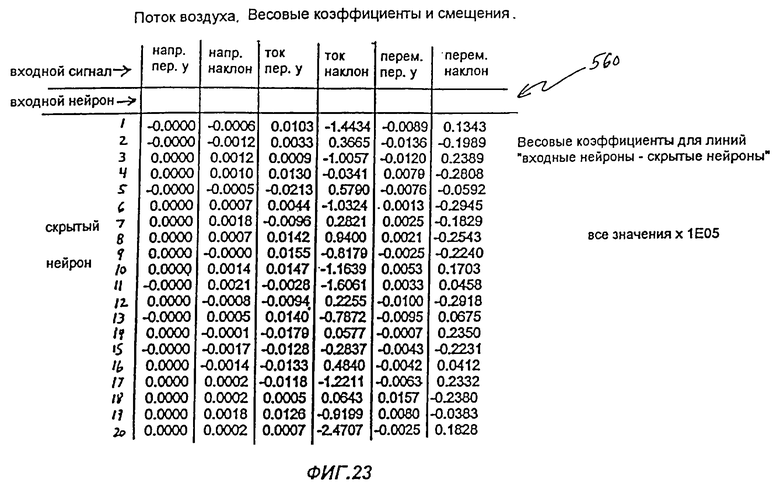
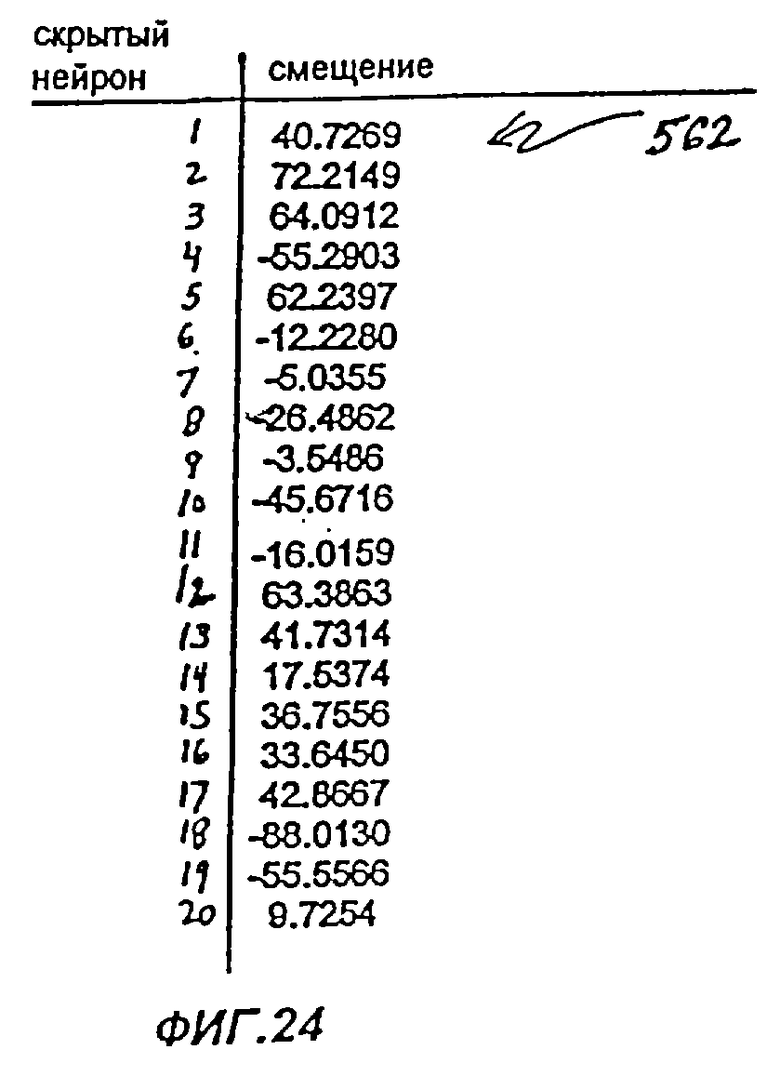
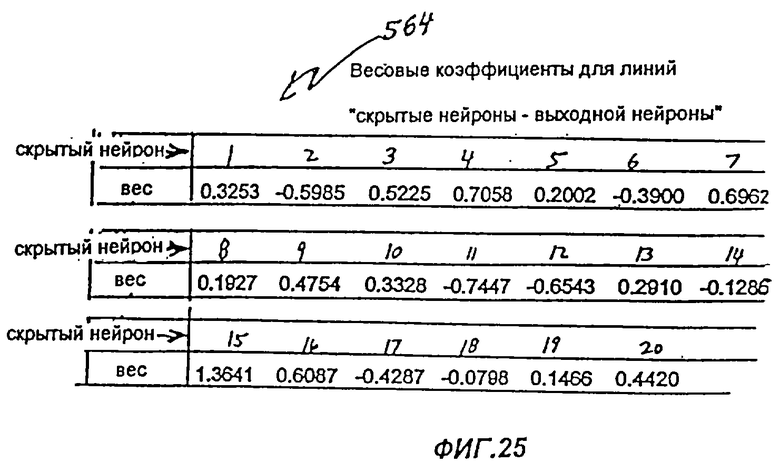
1. Устройство для формирования индикатора значения показателя качества обрабатываемой детали, который обеспечивается в результате стохастического процесса обработки, содержащее по меньшей мере один датчик, который воспринимает значение, по меньшей мере одного параметра, ассоциированного со стохастическим процессом обработки, и вырабатывает по меньшей мере один измерительный сигнал, характеризующий указанный параметр, и средства обработки сигналов, способные генерировать сигнал в качестве реакции на по меньшей мере один измерительный сигнал, отличающееся тем, что средства обработки сигналов выполнены с возможностью генерирования сигнала, характеризующего значение качества обрабатываемой детали.2. Устройство по п.1, отличающееся тем, что средства обработки сигналов содержат обученную искусственную нейронную сеть, вырабатывающую сигнал, характеризующий значение показателя качества обрабатываемой детали.3. Устройство по п.1, отличающееся тем, что средства обработки сигналов содержат анализатор сигнала, чувствительный по отношению к по меньшей мере одному измерительному сигналу, для выработки по меньшей мере одного сигнала анализатора, соответствующего линейной аппроксимации значений по меньшей мере одного измерительного сигнала во время стохастического процесса обработки, и средства моделирования, чувствительные по меньшей мере к одному сигналу анализатора, для выработки сигнала, характеризующего значение показателя качества обрабатываемой детали в соответствии с предварительно установленным соотношением между линейной аппроксимацией значений по меньшей мере одного измерительного сигнала и значениями показателей качества, обеспечиваемыми при данных значениях измерительного сигнала.4. Устройство по п.3, отличающееся тем, что анализатор сигнала выполнен с возможностью выработки по меньшей мере одного сигнала, характеризующего наклон, и сигнала, характеризующего точку пересечения с осью координат для значений по меньшей мере одного измерительного сигнала во время стохастического процесса обработки.5. Устройство по любому из пп.1-4, отличающееся тем, что по меньшей мере один датчик представляет собой датчик, который воспринимает значения по меньшей мере одного параметра, ассоциированного с процессом электроэрозионной обработки, и вырабатывает по меньшей мере один измерительный сигнал, характеризующий указанный параметр, а средства обработки сигналов содержат средства для генерирования сигнала, характеризующего значение показателя качества обрабатываемой детали в соответствии с предварительно установленным соотношением между значениями по меньшей мере одного параметра, ассоциированного с процессом электроэрозионной обработки, и значениями показателей качества, обеспечиваемыми при данных значениях по меньшей мере одного параметра.6. Устройство по п.5, отличающееся тем, что в качестве датчиков использованы датчики разности напряжений между электродом и обрабатываемой деталью, а также тока, протекающего между электродом и обрабатываемой деталью.7. Устройство по п.6, отличающееся тем, что оно снабжено дополнительным датчиком для измерения расстояния между электродом и обрабатываемой деталью.8. Устройство по любому из пп.5-7, отличающееся тем, что средство обработки сигнала содержат средство для генерирования сигнала, характеризующего значение показателя качества обрабатываемой детали в соответствии с предварительно установленным соотношением между значениями по меньшей мере одного параметра, ассоциированного с процессом электроэрозионной обработки, и характеристиками по меньшей мере одного выполняемого в детали канала, обеспечиваемыми при данных значениях по меньшей мере одного параметра.9. Устройство по п.8, отличающееся тем, что средство обработки сигнала выполнено с возможностью генерирования сигнала, характеризующего выполнение условия формирования по меньшей мере одного канала сквозным.10. Устройство по п.8, отличающееся тем, что средство обработки сигнала выполнено с возможностью генерирования сигнала, характеризующего показатель по потоку воздуха для по меньшей мере одного канала.11. Способ формирования индикатора значения показателя качества обрабатываемой детали, который обеспечивается в результате стохастического процесса обработки, включающий измерение значения по меньшей мере одного параметра, ассоциированного со стохастическим процессом обработки, и выработку по меньшей мере одного измерительного сигнала, характеризующего указанный параметр, отличающийся тем, что генерируют в качестве реакции на по меньшей мере один измерительный сигнал, характеризующий значение показателя качества обрабатываемой детали.12. Способ по п.11, отличающийся тем, что для генерирования сигнала показателя качества обучают искусственную нейронную сеть.13. Способ по п.11, отличающийся тем, что при генерировании сигнала осуществляют шаг выработки по меньшей мере одного сигнала анализатора, соответствующего линейной аппроксимации значений по меньшей мере одного измерительного сигнала во время стохастического процесса обработки, и шаг выработки сигнала, характеризующего значение показателя качества обрабатываемой детали в соответствии с предварительно установленным соотношением между линейной аппроксимацией значений по меньшей мере одного измерительного сигнала и значениями показателей качества, обеспечиваемыми при данных значениях измерительного сигнала.14. Способ по п.13, отличающийся тем, что при осуществлении шага выработки сигнала, характеризующего значение показателя качества обрабатываемой детали, формируют составляющую сигнала, характеризующую наклон, и составляющую сигнала, характеризующую точку пересечения с осью координат для значений по меньшей мере одного измерительного сигнала во время стохастического процесса обработки.15. Способ по любому из пп.10-14, отличающийся тем, что измеряют по меньшей мере один параметр, ассоциированный с процессом электроэрозионной обработки, и вырабатывают по меньшей мере один измерительный сигнал, характеризующий указанный параметр, генерируют сигнал, характеризующий значение показателя качества обрабатываемой детали в соответствии с предварительно установленным соотношением между значениями по меньшей мере одного параметра, ассоциированного с процессом электроэрозионной обработки, и значениями показателей качества, обеспечиваемыми при данных значениях по меньшей мере одного параметра.16. Способ по п.15, отличающийся тем, что измеряют разность напряжений между электродом и обрабатываемой деталью, а также ток, протекающий между электродом и обрабатываемой деталью.17. Способ по п.16, отличающийся тем, что дополнительно измеряют расстояние между электродом и обрабатываемой деталью.18. Способ по любому из пп.15-17, отличающийся тем, что в качестве показателя качества обрабатываемой детали принимают наличие по меньшей мере одного канала в обрабатываемой детали, а сигнал, характеризующий значение показателя качества обрабатываемой детали, генерируют в соответствии с предварительно установленным соотношением между значениями по меньшей мере одного параметра, ассоциированного с процессом электроэрозионной обработки, и характеристиками по меньшей мере одного канала, обеспечиваемыми при данных значениях по меньшей мере одного параметра.19. Способ по п.18, отличающийся тем, что в качестве сигнала, характеризующего значение показателя качества обрабатываемой детали, принимают сигнал, характеризующий выполнение условия формирования по меньшей мере одного канала сквозным.20. Способ по п.18, отличающийся тем, что в качестве сигнала, характеризующего значение показателя качества обрабатываемой детали, принимают сигнал, характеризующий показатель по потоку воздуха для по меньшей мере одного канала.