Изобретение относится к технологии изготовления многослойных конструкций, в частности к технологии сотовых авиационных панелей сложного профиля.
Известен способ изготовления сотовой панели с обшивкой и сотовым заполнителем (патент США №4035539, кл. 428-178, 1977 г.), включающий выполнение сети каналов на внутренних поверхностях обшивок, нанесение связующего на торцы сотового заполнителя и введение их в каналы на внутренних поверхностях обшивок.
Недостатками этого способа являются трудоемкость способа, сложность обеспечения введения торцов заполнителя в подготовленные каналы, значительный брак по причине деформации кромок заполнителя и непроклея.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является “Способ изготовления многослойной сотовой панели” (а.с. СССР №935581 от 15.06.82, Е 04 С 2/24, В 32 В 3/12), включающий выполнение сети каналов на внутренних поверхностях обшивок, нанесение связующего на торцы заполнителя и введение их в каналы, причем выполнение каналов на внутренних поверхностях обшивок производят электрохимической обработкой, используя в качестве катода торцы заполнителя и подводя электролит в полости сот.
Недостатками этого способа являются:
- нарушение технологического процесса изготовления сотовой панели -все операции после растяжения сотового пакета вести в одном приспособлении - сборочном стапеле вплоть до соединения обшивок и сотового заполнителя;
- по вышеперечисленным причинам проблемным вопросом является обработка второй обшивки и ее последующая сборка;
- в самой электрохимической обработке видны технологические недостатки - протекание электролита через систему чередующихся податливых перегородок, какими являются кромки сотового пакета, вызывают вихревые образования электролита, а вследствие этого неравномерность давления, колебания кромок сот и ухудшение качества обработки - размытие канавок, плохое качество поверхности.
Задачей, на решение которой направлено изобретение, является расширение технологических возможностей способа при совмещении в одном цикле нескольких операций технологического процесса изготовления сотовой панели сложного профиля и за счет этого возможность автоматизации сложного трудоемкого технологического процесса.
Поставленная задача достигается тем, что в способе изготовления сотовой панели сложного профиля, включающем изготовление обшивок, сотового заполнителя, выполнение сети каналов на внутренних поверхностях обшивок электрохимическим путем, введение торцов сотового заполнителя в каналы на внутренних поверхностях обшивок, сборку и соединение сотовой панели, сотовый заполнитель после растяжения и придания ему расчетного контура заполняют пенополиуретановой композицией, содержащей ориентированные по оси сот упругие волокна из неэлектропроводного ворса, после полимеризации его механически обрабатывают, оставляя двухсторонний технологический припуск, механически разрушают пенополиуретан в пределах двухстороннего технологического припуска, обнажая торцы сотового заполнителя, обрабатывают поверхности сотового заполнителя органическим растворителем, освобождая упругие волокна из неэлектропроводного ворса, монтируют внутреннюю и наружную обшивки и сотовый заполнитель в сборочном стапеле, обеспечивая опирание обшивок на упругие волокна из неэлектропроводного ворса, образующего межэлектродный зазор при электрохимической обработке, процесс формирования сети каналов сопровождают обжатием наружной обшивки сотовой панели системой нагрузок, распределенных по заданному закону, обрабатывают внутреннюю полость сотовой панели органическим растворителем, удаляя пенополиуретановую композицию вместе с волокнами из неэлектропроводного ворса, способствуя введению торцов сотового заполнителя в каналы на внутренних поверхностях обшивок, подают во внутреннюю полость сотовой панели горячий воздух, нагретый до температуры плавления припоя, при этом сборочный стапель вместе с сотовой панелью непрерывно поворачивают, давая возможность припою равномерно смочить торцы сотового заполнителя и канавки сети каналов, обеспечивая после остывания соединение обшивок и сотового заполнителя.
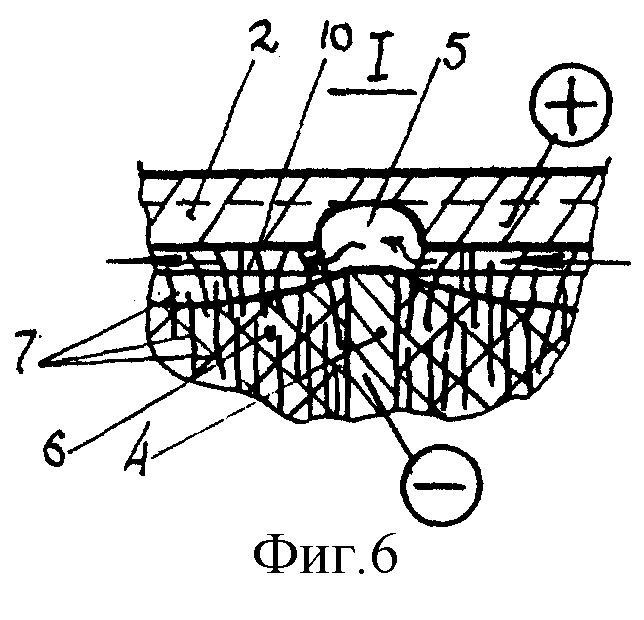
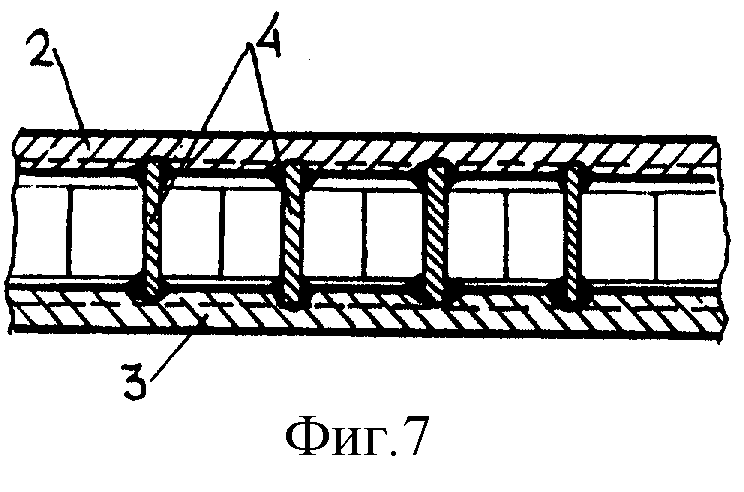
На фиг.1 изображена сотовая панель в сборочном стапеле; на фиг.2 - фрагмент сотовой панели с частично удаленной верхней обшивкой и частью сотового заполнителя, на нижней обшивке видны каналы, повторяющие расположение торцов сотового заполнителя; на фиг.3 - поперечный разрез фрагмента сотового заполнителя совместно с полиуретановой композицией, включающей ориентированные упругие волокна из неэлектропроводного ворса; на фиг.4 - тот же фрагмент после разрыхления поверхностного слоя пенополиуретана и освобождения ворса; на фиг.5 - операция электрохимической обработки, стрелки, нормальные к поверхности обшивок, показывают обжатие сотовой панели, а стрелки в зазоре между обшивками и сотовым заполнителем - направление течения электролита; на фиг.6 (вид I) - увеличенное изображение поперечного сечения образующегося канала на обшивке; на фиг.7 - вид фрагмента после соединения обшивок и сотового заполнителя.
Сотовая панель 1 содержит верхнюю 2 и нижнюю обшивки 3, сотовый заполнитель 4. На внутренних поверхностях обшивок 2, 3, обращенных к сотовому заполнителю, выполнена сеть каналов 5, расположение и форма которых совпадает с расположением и формой торцов сотового заполнителя 4, повторяя все индивидуальные особенности и очертания торцов сот. Торцы сотового заполнителя 4 введены в каналы 5 и соединены с обшивками 2, 3 с помощью припоя.
Способ изготовления сотовой панели сложного профиля реализуется следующим образом. Обшивки 2, 3 сотовой панели 1 получают известными способами, например прокаткой с последующим приданием расчетного контура изгибом или штамповкой в прессах. Сотовый заполнитель 4 получают известными приемами [1, с.185]. Например, сваркой изогнутых полос до образования сотового пакета. На наружную поверхность полос наносят слой припоя, используемый в дальнейшем для соединения с обшивками. Затем сотовый заполнитель 4 растягивают, придавая необходимую форму, на специальных плитах-болванках, копирующих расчетный контур. В этом состоянии сотовый заполнитель 4 фиксируют, заливая его пенополиуретановой композицией 6, содержащей армирующие упругие волокна из неэлектропроводного ворса 7, например как в [2]. Армирующие упругие волокна могут быть выполнены, например, из полистирола, обладающего хорошими диэлектрическими свойствами и достаточной упругостью. В процессе заливки композиции стремятся, чтобы сопла заливочных устройств были ориентированы перпендикулярно поверхности сотового пакета, в этом случае осуществляется ориентирование волокон из неэлектропроводного ворса 7 примерно соосно оси ячеек сотового заполнителя 4. После вспенивания и отверждения пенополиуретановой композиции 6 упругие волокна из неэлектропроводного ворса 7 сохраняют свою ориентацию относительно поверхности пакета, а сам сотовый заполнитель приобретает необходимую жесткость во всех направлениях (см. фиг.3). Полученный сотовый пакет обрабатывают по наружному и внутреннему контуру нагретой проволокой, например, как в [3, с. 152], до расчетной толщины, определяемой высотой ячеек сот и двухсторонним технологическим припуском 8 на обе стороны сотового заполнителя 4. После этого механически разрыхляют торцевой проволочной щеткой пенополиуретан в зоне технологического припуска 8, например, как в [4, с. 178], обнажая торцы сот. Остатки пенополиуретана, прилипшие к волокнам из неэлектропроводного ворса 7, удаляют, обрабатывая органическим растворителем, например ацетоном. При этом в зоне технологического припуска 8 освобождается структура упругих волокон из неэлектропроводного ворса 7 (см. фиг.4), одновременно происходит обнажение торцов сотового заполнителя 4 и некоторое растворение пенополиуретанового заполнителя в ячейках сотового заполнителя.
Для высоконапряженных конструкций сотовых панелей, работающих длительно в условиях сложного нагружения и вибраций, пеноэпоксидный заполнитель может быть использован не как технологический, а как конструкционный заполнитель, повышающий прочность сотовой панели.
Далее сотовый пакет контролируется по форме ячеек сот и габаритным размерам, сравнивая с эталонным образцом. Прошедший контроль сотовый блок вместе с обшивками 2, 3 собирается совместно в сборочном стапеле 9 (фиг.1). Первоначальное опирание обшивок 2, 3 происходит на структуру волокон из неэлектропроводного ворса 7 с образованием зазора 10 (см. фиг.5). Таким образом, сотовый заполнитель 4 электрически изолирован от обшивок 2, 3 структурой волокон из неэлектропроводного ворса 7. К торцам образовавшейся технологической сборки присоединяют коллекторы подвода 11 и отвода 12 электролита, другие боковые стороны панели 1 герметизируют. Таким образом технологическая сборка образует устройство для электрохимической обработки, где катодом-инструментом являются торцы сотового заполнителя 4, а обрабатываемыми деталями являются обшивки 2, 3 сотовой панели 1. Подвод электролита осуществляется через коллектор подвода 11, а отвод электролита вместе с продуктами анодного растворения - через коллектор 12 отвода электролита. Канал прохода электролита представляет щель, образованную торцами ячеек сот сотового заполнителя 4 и обшивками 2, 3. Эквидистантное расположение обшивок 2, 3 и сотового заполнителя 4 обеспечивается равномерным поджатием обшивок по всей поверхности, а величина технологического зазора 10 - структурой упругого волокна из неэлектропроводного ворса 7. При подведении тока и подаче электролита начинается процесс анодного растворения металла обшивок 2, 3 с образованием на внутренней поверхности обшивок, обращенной к сотовому заполнителю 4 сети каналов 5, зеркально отражающей все особенности формы ячеек сот. По мере анодного растворения увеличивается зазор и изменяются параметры электрохимической обработки (скорость течения электролита и плотность тока). Для оптимальной производительности процесса увеличивают обжатие технологической сборки, плавно увеличивая давление со стороны наружной обшивки 2, например, как в [1, с.196], при этом происходит деформация упругих волокон 7 из неэлектропроводного ворса - отдельные его элементы упруго деформируются, а другие внедряются глубже в толщу пенополиуретанового заполнителя 6, и тем самым зазор уменьшается, приближая катод - торец ячеек сотового заполнителя 4 к аноду - обрабатываемой поверхности обшивок 2, 3. Ввиду малых толщин фольги сот обработку ведут при малых плотностях тока, в качестве электролита используют 20% водный раствор хлористого натрия при обшивках панели из алюминиевых сплавов. При достижении необходимой глубины выборки каналов 5 завершают процесс обработки. Систему промывают горячей водой с добавлением антикоррозионных добавок, осушают горячим воздухом и обрабатывают органическим растворителем, например ацетоном, с целью растворения пенополиуретанового заполнителя 6, остатки которого, вместе с волокнами неэлектропроводного ворса 7, отсасывают в систему сбора растворителя. Удаление пенополиуретанового заполнителя 6 и разрушение структуры упругих волокон из неэлектропроводного ворса 7 способствуют плавному сближению и прижатию наружной и внутренней обшивок 2, 3 и посадке торцов ячеек сотового заполнителя 4 в выборки каналов 5. Кромки торцов ячеек сот введены в каналы 5 - панель 1 готова к завершающей операции - пайке, которая проводится в том же сборочном стапеле 9. В полость сотовой панели через подводящие магистрали подводится горячий воздух с температурой выше температуры плавления припоя или могут быть использованы пластинчатые нагреватели [1, с. 208-210]. Для образования равномерных галтелей при пайке сборочный стапель 9 непрерывно поворачивают, давая возможность припою равномерно смочить канавки 5 и торцы сотового заполнителя 4. После остывания панели контролируют качество сотовой панели 1 (фиг.6) методами неразрушающих испытаний, в частности ультразвуковыми методами, методами акустической эмиссии и др.
В случае применения клеевых композиций для соединения обшивок и сотового заполнителя завершающий этап может быть выполнен следующим образом. После операций обезжиривания во внутреннюю полость панели подается в распыленном состоянии жидкая клеевая композиция. В связи с тем, что растворы синтетических смол в органических растворителях (клеи) являются смачивающей жидкостью по отношению к обезжиренной поверхности металла, появляется возможность использовать силы капиллярного давления для введения клея в зазоры между выборками сети каналов и торцами сотового заполнителя. [4, с.47]. Излишек клея с газообразными продуктами полимеризации удаляется в систему сбора клея. Предшествующий процесс электрохимической обработки способствует хорошей адгезии клеевой композиции. В качестве клея может быть использован клей ВК-7, подходящий для нанесения капиллярным методом и обладающий хорошими прочностными характеристиками [4, с.40]. При этом так же, как и в случае с пайкой, необходимо поворачивать всю сборку для получения одинаковых галтелей, при полимеризации клея.
Следует отметить, что несмотря на некоторое усложнение способа по сравнению с прототипом, заявляемый способ изготовления сотовой панели сложного профиля обладает рядом преимуществ, обеспечивающих положительный эффект:
- возможность создания качественных, оптимально нагруженных сотовых панелей, что повышает механическую надежность конструкции;
- позволяет уменьшить запасы прочности и снизить тем самым конструктивную массу панели;
- снимаются ограничения на пространственную форму панели, так как в процессе изготовления панель не подвергается разборке, то можно изготавливать сложнопрофильные панели;
- возможность автоматизации сложного трудоемкого технологического процесса, так как все основные операции осуществляются в единой технологической сборке, в одном сборочном стапеле.
Таким образом в расширении технологических возможностей способа изготовления сотовой панели сложного профиля за счет совмещения в одном технологическом цикле нескольких операций технологического процесса и за счет этого возможность автоматизации сложного трудоемкого технологического процесса, а также в повышении качества изготовления сотовых панелей выражен положительный эффект изобретения.
Источники информации
1. Берсудский В.Е. и др. Технология изготовления сотовых авиационных конструкций. - М.: Машиностроение, 1975.
2. Способ изготовления сотоблока трехслойной панели. - АС СССР № 663606, опуб. 25.05.79, БИ №19.
3. Князев В.К. Эпоксидные конструкционные материалы в машиностроении. - М.: Машиностроение, 1977.
4. Кантер Г.Г. и др. Клеесварные соединения в машиностроении. - Киев, Техника, 1964.





Изобретение относится к области строительства, в частности к технологии изготовления многослойных конструкций с сотовым заполнителем. Способ изготовления панели состоит в том, что после растяжения и придания сотовому заполнителю расчетного контура его заполняют пенополиуретановой композицией, содержащей ориентированные упругие волокна из неэлектропроводного ворса. После полимеризации сотовый пакет механически обрабатывают, оставляя технологический припуск, который разрыхляют механически и растворяют органическим растворителем, освобождая упругий неэлектропроводный ворс. Устанавливают обшивки и сотовый заполнитель в сборочный стапель, обеспечивая опирание обшивок на неэлектропроводный ворс, образующий межэлектродный зазор при электрохимической обработке. После этого обрабатывают внутреннюю полость сотовой панели ацетоном, растворяя пенополиуретановую композицию вместе с упругим неэлектропроводным ворсом, обеспечивая посадку торцов сотового заполнителя в образовавшиеся выборки сети каналов. Обшивки и сотовый заполнитель нагревают, обеспечивая расплавление припоя и соединение элементов панели. Технический результат изобретения заключается в снижении трудозатрат при изготовлении панели. 7 ил.
Способ изготовления сотовой панели сложного профиля, включающий изготовление обшивок, сотового заполнителя, выполнение сети каналов на внутренних поверхностях обшивок электрохимическим путем, введение торцов сотового заполнителя в каналы на внутренних поверхностях обшивок, сборку и соединение сотовой панели, отличающийся тем, что сотовый заполнитель после растяжения и придания ему расчетного контура заполняют пенополиуретановой композицией, содержащей ориентированные по оси сот упругие волокна из неэлектропроводного ворса, после полимеризации его механически обрабатывают, оставляя двусторонний технологический припуск, механически разрушают пенополиуретан в пределах двустороннего технологического припуска, обнажая торцы сотового заполнителя, обрабатывают поверхности сотового заполнителя органическим растворителем, освобождая упругие волокна из неэлектропроводного ворса, монтируют внутреннюю и наружную обшивки и сотовый заполнитель в сборочном стапеле, обеспечивая опирание обшивок на упругие волокна из неэлектропроводного ворса, образующего межэлектродный зазор при электрохимической обработке, процесс формирования сети каналов сопровождают обжатием наружной обшивки сотовой панели системой нагрузок, распределенных по заданному закону, обрабатывают внутреннюю полость сотовой панели органическим растворителем, удаляя пенополиуретановую композицию вместе с волокнами из неэлектропроводного ворса, способствуя введению торцов сотового заполнителя в каналы на внутренних поверхностях обшивок, подают во внутреннюю полость сотовой панели горячий воздух, нагретый до температуры плавления припоя, при этом сборочный стапель вместе с сотовой панелью непрерывно поворачивают, давая возможность припою равномерно смочить торцы сотового заполнителя и канавки сети каналов, обеспечивая после остывания соединение обшивок и сотового заполнителя.
| Способ изготовления многослойной сотовой панели | 1980 |
|
SU935581A1 |
| US 4035539 A, 12.07.1977 | |||
| SU 45371611 A1, 20.08.1985 | |||
| US 2910153 A, 27.10.1959. | |||

