Изобретение относится к способам изготовления сотовых заполнителей и может быть использована: в авиастроении, судостроении, автомобильной промышленности при изготовлении хвостовых облегченных силовых панелей, а также профильных конструкций несущих крыльев и фюзеляжа самолета, также может быть использована при изготовлении корпусов маломерных судов.
Известен способ изготовления многослойных конструкций с сотовым заполнителем, см. патент РФ №2220849, способ изготовления панели состоит в том, что после растяжения и предания сотовому заполнителю расчетного контура его заполняют пенополиуретановой композицией, содержащей ориентированные упругие волокна из неэлектропроводного ворса. После полимеризации сотовый пакет механически обрабатывают, оставляя технологический припуск, который разрыхляют механически и растворяют органическим растворителем, освобождая упругий неэлектропроводный ворс. Устанавливают обшивки и сотовый заполнитель в сборочный стапель, обеспечивая опирание обшивок на неэлектропроводный ворс, образующий межэлектродный зазор при электромеханической обработке. После этого обрабатывают внутреннюю полость сотовой панели ацетоном, растворяя пенополиуретановую композицию вместе с упругим неэлектропроводным ворсом, обеспечивая посадку торцов сотового заполнителя в образовавшиеся выборки сети каналов. Обшивки и сотовый заполнитель нагревают, обеспечивая расплавление припоя и соединение элементов панели.
Недостатком данного способа является его большая трудоемкость и следовательно высокая цена.
Известен способ изготовления сотовых заполнителей для трехслойных конструкций, см. патент РФ №2083373. Способ включает в себя нарезание лент, ширина которых равна ширине грани ячейки сотового заполнителя, располагая их по всей его ширине с шагом, равным двум ширинам смежных граней ячеек сотового заполнителя, неразъемное соединение упомянутых лент с полотном материала, которое передают на мерные плоские заготовки с последующим профилированием заготовок по форме ячеек и соединением профилированных отрезков материала между собой непосредственно по плоскостям соприкосновения или через промежуточный плоский элемент до получения сотового блока необходимого размера. При этом профилирование заготовок осуществляют изгибанием их по предварительно выполненным по кромкам лент углубления или отверстиям так, чтобы образовались гофры по форме ячеек или части ячеек с вершинами одинарной толщины и боковыми сторонами двойной толщины. Соединение профилированных отрезков друг с другом осуществляют по вершинам полученных гофров.
Недостатком этого способа является сложность изготовления, низкая технологичность, а следовательно, опять высокая цена.
Известен способ изготовления сотовых конструкций, см. «Технология склеивания деталей в самолетостроении», И.И.Капелюшник и И.И.Михалев, М.: Машиностроение, 1979, стр.129-130. В этом способе производится двухстороннее нанесение клеевых полос валиками с выступающими поясками. Один из валиков смещен выступающими поясками на половину шага клеевых полос относительно другого - прототип.
Этот способ служит для изготовления сотового заполнителя из бумаги и включает в себя следующие технологические этапы:
- нанесение клеевых дорожек на бумажные полосы (или листы);
- просушка нанесенного клея;
- склеивание сотового пакета под прессом и с нагревом для полимеризации клея;
- растяжение сотопакета в сотоблок;
- пропитка окунанием растянутого сотового блока упрочняющей синтетической смолой горячего отверждения;
- температурная обработка сотового блока в печи для отверждения смолы;
- разрезание сотового блока на пластины или механическая обработка по профилю.
Наиболее существенными недостатками прототипа является то, что пропитка растянутого, но неразрезанного сотоблока методом окунания требует приготовления очень большого объема связующего (значительно большего чем впитывает один сотоблок), что делает процесс нерентабельным в условиях малых объемов опытного производства и исключает возможность применения смол холодного отверждения.
Недостатком прототипа также является: открытый способ питания клеенаносящего устройства, что приводит к резкому изменению вязкости клея из-за испарения растворителей, к нарушению стабильности нанесения клея, изменению ширины полос и снижение прочности склеивания. Также присутствует неравномерность толщин клееных полос. Одним словом технологичность низкая, а стоимость высокая.
Технической задачей является повышение технологичности и производительности за счет уменьшения стадий процесса получения.
Для решения этой задачи предлагается способ изготовления сотовой конструкции, основанный на методе формирующих ленточек (МФЛ), отличающийся тем, что на две раздельные бумажные полосы наносится связующее вещество, после чего эти полосы наматываются на пуансон, на который одновременно с бумажными полосами наматываются ленточки из тонкой пленки типа лавсан, которые и формируют будущие ячейки, образуя таким образом сжатую сотовую конструкцию; бумажные полосы и лавсановые ленточки в процессе изготовления находятся в натянуто-подпружиненном состоянии; в качестве клеящегося вещества применяется смола холодного отвердения типа эпоксидно-винил-эфирная или из группы полиэфирных и винил-эфирных смол; в качестве сотового заполнителя применяется целлюлозная бумага толщиной от 15 микрон и выше, или папиросная бумага, или специальная бумага типа «Номекс», или даже ткань; полученная конструкция обрабатывается для получения заданного профиля до растяжения и окончательная доводка после растяжения при необходимости; сжатый пакет растягивается до приобретения сотами правильной формы и подвергается нагреву для стабилизации этой формы; после растяжения лавсановые ленточки просто выдуваются сжатым воздухом.
На чертеже показана принципиальная кинематическая схема МФЛ, на которой изображено: 1 и 2 - рулоны бумаги, 3 и 4 - ролики смолонаносящего (связующего) устройства, 5 - связующее вещество (смола), 6 - прижим, 7 - бумажные ленты со связующим веществом, 8, 9 и 10 - промежуточные ролики, 11 и 12 - ленточные бобины, 13 и 14 - пазовые направляющие для ленточек, 15 и 16 - бумажные полосы и ленточки на пуансоне соответственно, 17 - пуансон, 18 и 19 - полосы бумаги, 20 и 21 - ленточки.
Бумажные полосы 18 и 19 с рулонов бумаги 1 и 2 соответственно через ролики 3 и 4 смолонаносящего (связующего) устройства в виде бумажных лент 7 со связующим веществом поступают через промежуточные ролики 8, 9 и 10 на пуансон 17, на который одновременно поступают ленточки 20 и 21 с ленточных бобин 11 и 12 через пазовые направляющие 13 и 14, смещенных друг относительно друга на половину своего шага. За счет этого и формируются будущие ячейки сот, Р - сила, которая задает (дозирует) нужное количество связующего вещества на единицу площади бумажных лент. Подбирается опытным путем.
По завершении намотки сотовый пакет спрессовывается.
Сформованный отвержденный пакет разрезается на пластины или обрабатывается по профилю (например, крыла, лопасти винта и пр.) После этого пакет растягивается до приобретения сотами правильной формы и подвергается нагреву для стабилизации этой формы. Для лучшей последующей склеиваемости к обшивке и др. остатки формирующих ленточек удаляются, например выдуванием струей воздуха.
Принципиальное отличие МФЛ от прототипа в том, что операция нанесения клеевых дорожек заменяется подачей ленточек.
Преимущества.
Устройство для подачи ленточек проще и стабильнее в работе, чем устройство для нанесения клеевых дорожек. Процесс намотки не зависит от изменяющейся (по мере высыхания) консистенции клея не требуется просушка клеевых дорожек, а значит и скорость намотки может быть существенно выше.
Обработка сотового пакета производится до растяжения, что удобно, как для нарезания пластин, так и особенно удобно для изготовления профилированного заполнителя.
Пропитка бумаги в МФЛ осуществляется в очень простом смолонаносящем устройстве и совмещена с операцией намотки сотового пакета. При этом может применяться смола холодного отверждения, что не требует тепловой обработки спрессованного сотоблока.
Выводы: оборудование МФЛ более простое и менее дорогостоящее, но при этом обладает значительно большей производительностью, а также гибкостью (то есть рентабельно при изготовлении единичных сотоблоков, а не только крупных партий).
Роль материалов, применяемых для изготовления сотопласта. В отличие от сот из металлической фольги соты из пропитанной бумаги имеют преимущества: - не уступая в прочностном отношении металлическим бумажные соты более долговечны, не коррозируют, но еще более важны их технологические свойства: в отличие от металлических сот, а также пенопласта бумажные соты более податливы, пластины из них легко принимают криволинейные формы. Их можно легко дообрабатывать и в растянутом состоянии; в отличие от металлических их стенки не отгибаются и не сминаются. Бумажные соты лучше склеиваются. Также важна более низкая себестоимость бумажных сот, что расширяет сферу их применения (они могут заменить металлические соты, пенопласты, а также другие заполнители трехслойных конструкций, таких как парабим, поликор-мат, дерево (бальза) и пр.
Преимущества МФЛ в еще большей мере проявляются при использовании не эпоксидной, а полиэфирной или винил-эфирной смолы. Для авиации используется эпоксидно-винил-эфирная смола, поскольку она наиболее прочная, не уступает по прочности эпоксидной. Полиэфирные и винил-эфирные смолы обладают избирательной адгезией в отличие от эпоксидных. То есть: такая смола хорошо клеится к самой себе (то есть к уже отвержденным деталям без снятия глянца), что важно при приклейке сотопласта. И, что особенно важно проявляет сверхнизкую адгезию к полиэтилентерефталату (лавсану), а именно из лавсана удобней всего делать формирующие ленточки.
Изготовление сотопласта на полиэфирной (или винил-эфирной) смоле открывает ему широкую сферу применения вне авиации. Поскольку всевозможные малые суда, яхты, скутеры и пр. изготовители предпочитают делать на полиэфирных смолах. Уже сейчас пластики на основе поли- и винил-эфирных смол все шире применяются для промышленного оборудования: цистерн, воздуховодов, кожухов, труб и т.п., а также для бытовых сантехнических средств (раковин), и мебели. Наступает век пластика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сотопласта | 1973 |
|
SU763157A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2007 |
|
RU2333104C1 |
| СТЕКЛОПЛАСТИКОВЫЙ СОТОВЫЙ ЗАПОЛНИТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2398798C1 |
| Способ изготовления многослойных панелей | 1978 |
|
SU763135A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2007 |
|
RU2337007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО МАТЕРИАЛА | 1973 |
|
SU361900A1 |
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ПРЕПРЕГОВ, СПОСОБ ИЗГОТОВЛЕНИЯ СВЯЗУЮЩЕГО, ПРЕПРЕГ И СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2011 |
|
RU2460647C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2008 |
|
RU2383439C1 |
| Способ изготовления сотопластов | 1977 |
|
SU806449A1 |
Изобретение относится к области изготовления многослойных конструкций с сотовым заполнителем. Способ изготовления основан на методе формующих ленточек. При реализации метода на две раздельные бумажные полосы заполнителя наносят клеящее вещество. Полосы наматывают на пуансон одновременно с формующими ленточками из тонкой пленки для формирования ячеек сжатой сотовой конструкции, которую спрессовывают, обрабатывают для получения заданного профиля, растягивают для приобретения сотами правильной формы и подвергают нагреву для стабилизации формы. Технический результат - повышение технологичности. 4 з.п. ф-лы, 1 ил.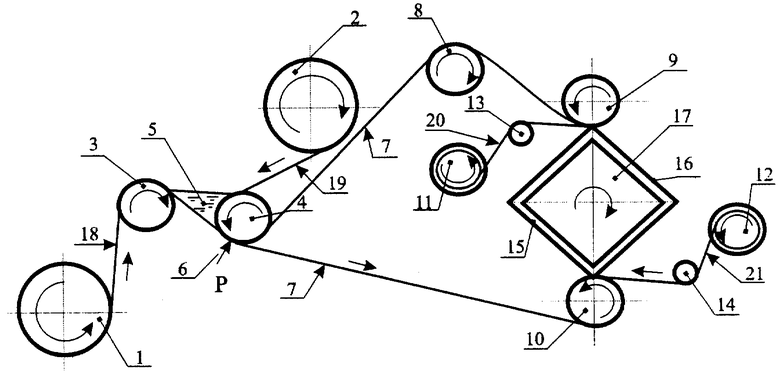
| КАПЕЛЮШНИК И.И | |||
| и др | |||
| Технология склеивания деталей в самолетостроении | |||
| - М.: Машиностроение, 1972, с.129, 130 | |||
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| JP 4201322 А, 22.07.1992. | |||

