I
Изобретение относится к слоистым изделиям, а именно к панелям с сотовым Заполнителем, и может быть использовано в различных отраслях на родного хозяйства: в строительстве, в судостроении, в легких сооружениях в сельском хозяйстве, в узлах и агрегатах авиационной техники.
Известен способ изготовления многослойной панели с металлическими обшивками и заключенным между ними сотовым заполнителем, выполненным в виде множества специальным образом, изогнутых металлических полое, снабженных по всей длине отбортовкой, при помощи которой заполнитель соединен с обшивками частью боковой поверхности полос, и их торцами, включающий изготовление обшивок, механическую обработку заполнителя под расчетный контур, зачистку поверхности обшивок и заполнителя, нанесение связующего, сборку и соединение слоев панели 1 1.
Недостатками этого способа являются невысокая несущая способность панели, обусловленная малой,прочностью соединения отбортовок с несущими слоями из-за низкого качества соединения, вызванного большими зазорами между собранными элементами заполни.теля и несущих листов, значительная масса конструкции, обусловленная тем, что для обеспечения жесткости
10 полосы в соединении с отбортбвкой такой панели, а также технологических трудностей их изготовления, полосы заполнителя должны набираться из, достаточно толстого листового мате 5риала.
Наиболее близким к предлагаемому изобретению является способ изгот-овления многослойной сотовой панели с обшивкой и сотовым заполнителем,
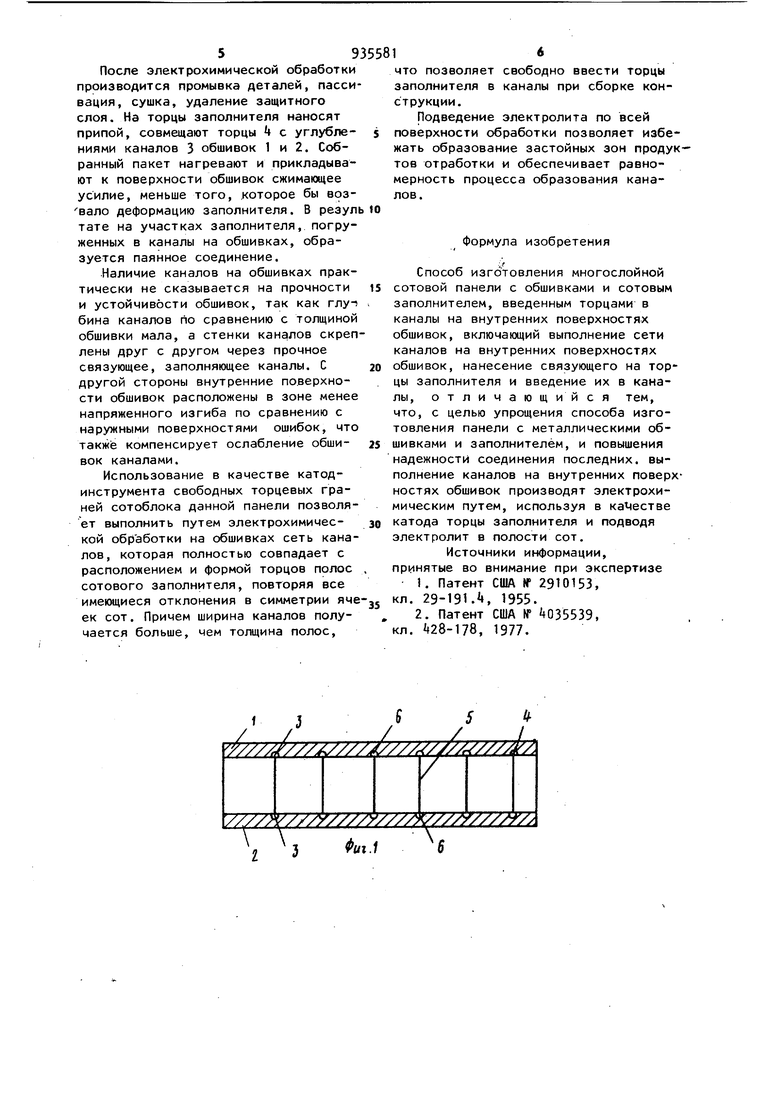
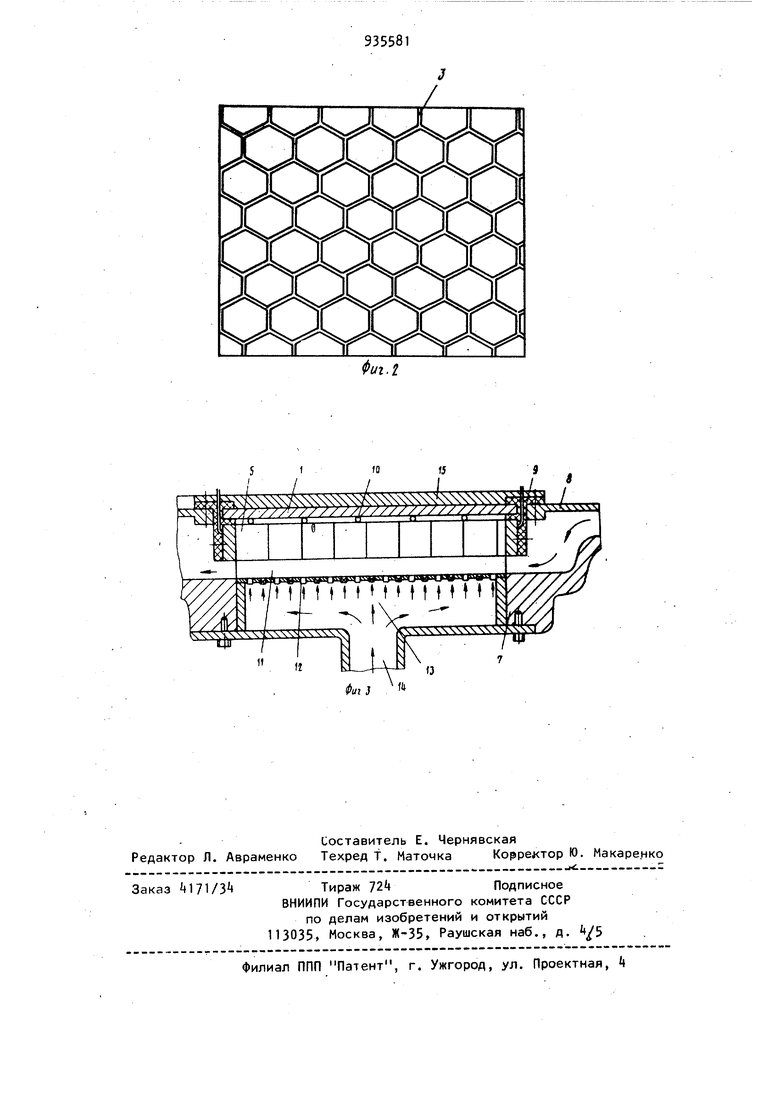
20 введенным торцами в каналы на внутренних поверхностях обшивок, включаю щий выполнение, сети каналов на внутренних поверхностях обшивок, нанесение связующего на торцы заполнителя и введение их в каналы 2. Этот способ трудоемсж для изготов ления панели с металлическими обшивками и заполнителем. Цель изобретения - упрощение спосЬба изготовления панели с металлическими обшивками и заполнителем. Достигается это тем, что в способе изготовления многослойной сотовой панели с обшивками и сотовым заполнителем, введенным торцами в каналы на внутренних поверхностях обшивок, включающем выполнение сети каналов на внутренних поверхностях обшивок, нанесение, связующего на торцы заполнителя и введение их в каналы, выполнение каналов на внутренних повер ностях обшивок производят электрохимическим путем, используя в качестве катода торцы заполнителя и подвод электролит в полости сот. На фиг. 1 изображена панель, попе речный разрез; на фиг. 2 - внутренняя поверхность обшивки с сетью каналов, повторяющих расположение торцов полос заполнителя; на фиг. 3 ванна для электрохимической обработки обшивок по предлагаемому способу. Многослойная панель сотового типа содержит верхнюю 1 и нижнюю 2 обшивки, на внутренних поверхностях кото-рых выполнена сеть каналов 3, расположение и форма которых совпадают с расположением и формой торцов k поло ячеистого заполнителя 5. Торцы 4 полос заполнителя 5 введены в каналы 3 и соединены с ними с помощью связующего 6. При воздействии на обшивку 1 панели нагрузка передается через торцы Ц полос ячеистого заполнителя 5, закрепленные в каналах 3, на обшивку 2. Панель работает со значительным разнесением несущих слоев друг от друга. Данная панель изготавливается следующим образом. Обшивки получают известными приемами, например прокаткой или ротационным выдавливанием. Сотовый заполнитель получают такж известными приемами, например сварко изогнутых полос до образования сотоблока . Торцевые поверхности заполнителя механически обрабатывают для придания расчетного KOHiypa. После изготовления ошибок и придания заполнителю необходимого расчетного контура поверхности полос заполнителя покрывают слоем (например, напылением органической пленки) для предохранения от коррозии в среде электролита. После обработки пленка легко удаляется растворителем. С обшивки удаляют нетокопроводящие участки, проводят ее зачистку, затем подвергают электрохимической обработке для получения сети каналов. Электрохимическая обработка осуществляется с помощью известного приспособления (фиг. 3), состоящего из электролитической ванны 7 с крышкой 8, на которой установлена изолирующая рамка 9. К рамке прикрепляют обшивку 1 панели и заполнитель 5, между которыми для обеспечения зазора устанавливают изолирующие нити 10. Прокладкой 11 соты поднимаются к изолятору 10. В нижней части ванны 7 установлен распылитель 12, соединенный с основной магистралью 13 и трубопро- водом k. Обшивка 1 фиксируется от прогиба под действием давления электролита с помощью пластины 15. Различное давление струй электролита в полости ячеек заполнителя обеспечивают подводом к распылителям 12 электролита с различным давлением по основной магистрали 13 и трубопроводу . Для создания равномерного зазора между торцами k полос заполнителя 5 (катод) и обшивкой 1 (анод) заполнитель поджимают прокладкой 11 к изоляторам 10. Различное давление струй электролита обеспечивает лучшее перетекание электролита в зоне обработки и исключает образование в этих местах застойных зон. При подведении к обшивке 1 и торцам 4 заполнителя 5 тока происходит электрохимическая обработка. Продукты обработки отводятся по специальному каналу. Обработка проводится преимущественно |1ри« малых значениях тока. При обработке на обшивке 1 образуются каналы 3, повторяющие форму и расположение торцов полос Заполнителя, а. на торцах k при этом осаждается металлический слой. После электрохимической обработки производится промывка деталей, пасси вация, сушка, удаление защитного слоя. На торцы заполнителя наносят припой, совмещают торцы с углублениями каналов 3 обшивок 1 и 2. Собранный пакет нагревают и прикладывают к поверхности обшивок сжимающее усилие, меньше того, которое бы возвало деформацию заполнителя. В резул тате на участках заполнителя, погруженных в каналы на обшивках, образуется паянное соединение. Наличие каналов на обшивках практически не сказывается на прочности и устойчивости обшивок, так как глуч бина каналов rio сравнению с толщиной обшивки мала, а стенки каналов скреп лены друг с другом через прочное связующее, заполняющее каналы. С другой стороны внутренние поверхности обшивок расположены в зоне менее напряженного изгиба по сравнению с наружными поверхностями ошибок, что также компенсирует ослабление обшивок каналами. Использование в качестве катодинструмента свободных торцевых граней сотоблока данной панели позволяет выполнить путем электрохимической обработки на обшивках сеть каналов, которая полностью совпадает с расположением и формой торцов полос сотового заполнителя, повторяя все имеющиеся отклонения в симметрии яче ек сот. Причем ширина каналов получается больше, чем толщина полос, что позволяет свободно ввести торцы заполнителя в каналы при сборке конструкции. Подведение электролита по всей поверхности обработки позволяет избежать образование застойных зон продуктов отработки и обеспечивает равномерность процесса образования каналов. Формула изобретения Способ изготовления многослойной сотовой панели с обшивками и сотовым заполнителем, введенным торцами в каналы на внутренних поверхностях обшивок, включающий выполнение сети каналов на внутренних поверхностях обшивок, нанесение связующего на торцы заполнителя и введение их в каналы, отличающийся тем, что, с целью упрощения способа изготовления панели с металлическими обшивками и заполнителем, и повышения надежности соединения последних, выполнение каналов на внутренних поверхностях обшивок производят электрохимическим путем, используя в кat ecтвe катода торцы заполнителя и подводя электролит в полости сот. Источники информации, принятые во внимание при экспертизе 1. Патент США № 2910153, кл. 29-191., 1955. 2. Патент США № +035539, кл. 28-178, 1977.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления панели сложного профиля | 2002 |
|
RU2220849C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОЙ КОНСТРУКЦИИ | 2004 |
|
RU2276637C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2082610C1 |
| СПУТНИК СВЯЗИ, ТЕЛЕВЕЩАНИЯ И РЕТРАНСЛЯЦИИ ИНФОРМАЦИИ | 2003 |
|
RU2227108C1 |
| Способ изготовления термостойкой сотовой трехслойной конструкции | 2021 |
|
RU2764476C1 |
| Способ изготовления многослойных панелей | 1978 |
|
SU763135A1 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ СВЯЗУЮЩЕГО, ПРЕПРЕГА И СОТОВОЙ ПАНЕЛИ | 2010 |
|
RU2460745C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2003 |
|
RU2269393C2 |
Фи1.1
те
члжд
cxV
