Изобретение относится к электрохимической обработке металлов, в частности к устройствам для обработки внутренней поверхности труб.
Известно "Устройство для электрополировки внутренней поверхности цилиндрических тел" (АС СССР 1491347 от 30.06.89, С 25 F 7/00), содержащее гибкий электрод, размещаемый во внутренней полости трубы, механизм перемещения и снабжения электрода электролитом. Недостатком этого устройства является низкая производительность, высокая энергоемкость процесса, недостаточное качество обработки, вызванное прилеганием электрода к локальному участку поверхности, сложность базирования устройства относительно оси обрабатываемого участка внутренней поверхности.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является "Устройство для электрохимической обработки внутренней поверхности полых цилиндрических изделий" (АС СССР 998597 от 23.02.83, С 25 F 7/00), содержащее рабочий электрод, выполненный в виде токопроводящего цилиндра, смонтированного между двумя изоляторами и снабженного эластичным уплотнением, источник питания, соединенный с обрабатываемым изделием и рабочим электродом, систему питания электролита и механизм перемещения электрода.
Недостатком этого устройства является высокая энергоемкость процесса, дискретность обработки внутренней поверхности, что снижает качество обработки, невозможность непрерывной обработки поверхности с криволинейной образующей.
Задачей изобретения является расширение технологических возможностей устройства за счет непрерывного съема металла одновременно по значительной цилиндрической поверхности трубы с криволинейной образующей.
Поставленная задача достигается тем, что устройство для электрохимической обработки внутренней поверхности труб с криволинейной осью, содержащее источник тока, соединенный с обрабатываемым изделием и рабочим электродом, систему подачи электролита, механизм перемещения выполнено следующим образом.
Рабочий электрод выполнен в виде многослойной замкнутой перфорированной оболочки осесимметричной формы, во внутренней полости которой размещена телескопическая пружина в виде комбинации цилиндра и конуса, соединенная основанием цилиндра с источником тока, а рабочая поверхность электрода выполнена в виде токопроводящей сетки, опирающейся на витки пружины и имеющей на внешней рабочей поверхности, обращенной к обрабатываемой поверхности трубы, изолирующие элементы в виде жесткого упругого ворса из неэлектропроводного волокна, образующие каналы, ориентированные вдоль образующей электрода, а на цилиндрической части электрода выполнены перфорирующие отверстия для подвода электролита в зону обработки, расположенные равномерно по диаметру электрода, подвод электролита в зону обработки осуществлен по гибкому металлорукаву, изолированному с внешней поверхности, причем его металлическая оболочка использована для соединения с источником тока, внутренняя полость трубы, образующая камеру электрохимической обработки, ограничена технологическими фланцами, имеющими патрубки системы слива электролита, дренажа парогазовой фазы и пропуска металлорукава подачи электролита, продольное перемещение трубы относительно неподвижного электрода осуществлено механизмом перемещения, включающим роликовые опоры с электроприводом.
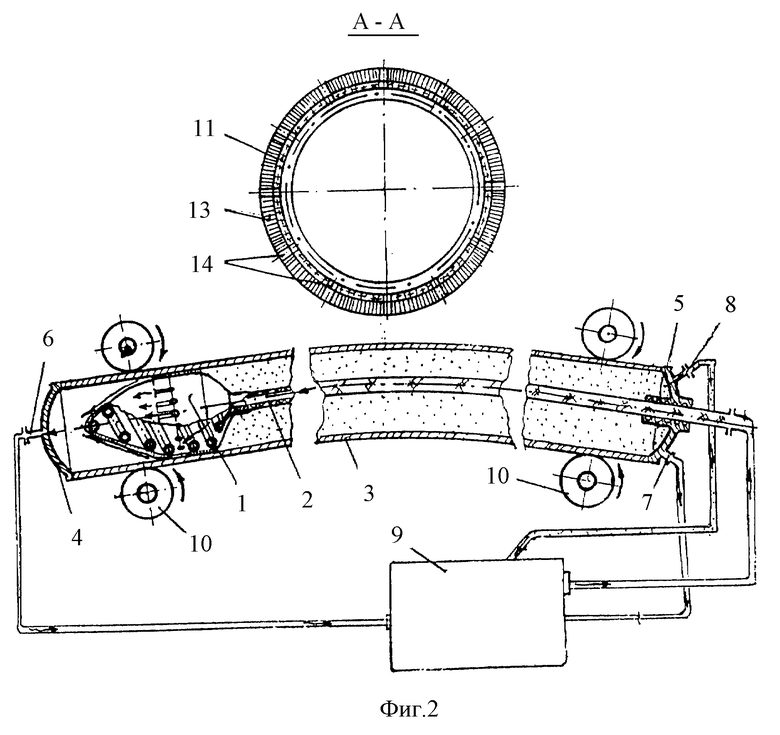
На фиг. 1 представлен основной элемент устройства - рабочий электрод (разрез) совместно с обрабатываемой трубой; на фиг.2 схематично изображено устройство вместе с системой питания электролита.
Устройство содержит электрод 1, металлорукав 2 для подачи электролита, монтируемые внутри обрабатываемой трубы 3, технологические фланцы 4,5 с патрубками 6,7 для отвода электролита, патрубок 8 дренажа парогазовой смеси из полости трубы системы питания электролита 9, механизм перемещения 10 в виде роликовых опор с электроприводом, на которые опирается труба 3 в процессе обработки. Оболочка электрода 1 выполнена многослойной; ее основу составляют токопроводящая сетка 11, изолирующее покрытие 12 на нерабочих поверхностях электрода и изоляторы-ограничители 13 в виде упругого ворса из диэлектрического волокна, ориентированного участками вдоль продольной образующей электрода 1. Упругий ворс 13 выполняет роль скребковых элементов и ограничителей, задающих межэлектродный зазор. На этой же цилиндрической поверхности электрода расположены равномерно по диаметру перфорирующие отверстия 14. Количество отверстий 14 в цилиндрической части электрода 1 выбирается таким образом, чтобы обеспечить удаление продуктов реакции с обрабатываемой поверхности и устранение застойных зон. Этому же способствует упругий ворс 13, выполняющий в данном случае роль скребковых элементов. Участки продольно ориентированного упругого ворса 13 и отверстия 14 образуют каналы подвода электролита в зону обработки и его удаление в полость трубы с последующим сливом через патрубки 6,7. Во внутренней полости электрода 1 расположена телескопическая пружина 15, выполненная по форме в виде комбинации цилиндрической и конической частей, скрепленных основанием цилиндрической части с металлорукавом 2 подвода электролита, контактирующая с токопроводящей сеткой 11 по боковой поверхности. Такая форма пружины 15 в сжатом состоянии - коническая часть пружины находится внутри цилиндрической части - обеспечивает обработку трубы в начальном исходном состоянии, а в развернутом состоянии она способствует прилеганию рабочей поверхности электрода 1 к внутренней поверхности трубы 3.
Кроме того, образующаяся витками пружины 15 волнистая, гофрированная поверхность цилиндрической части электрода способствует удержанию электролита в области обработки и направленному перемещению его в направлении патрубка слива 6. В связи с этим образуемый перепад давления (в полости за электродом 1 в зоне патрубка 6 продольное усилие несколько больше, чем в полости перед электродом в зоне патрубка 7) способствует перемещению обрабатываемой трубы 3 совместно с механизмом перемещения 10 по роликовым опорам, обеспечивая непрерывность процесса обработки по всей длине трубы. Образуемые в процессе реакции газообразные продукты и пары электролита удаляются из полости трубы через патрубок 8.
Устройство работает следующим образом.
Для проведения электрохимической обработки труба 3 устанавливается на роликовые опоры механизма перемещений 10. Монтируется технологический фланец 4 с патрубком 6. Во внутреннюю полость трубы на участке поверхности, подлежащей обработке до упора в фланец 4, устанавливается электрод 1 с металлорукавом 2 подачи электролита. Оболочка электрода 1 находится в сложенном состоянии, при этом коническая часть пружины 15 сжата и находится внутри цилиндрической части. Далее закрепляется технологический фланец 5 с патрубками 7,8. После этого в полость электрода 1 через металлорукав 2 подается электролит из системы питания 9. Давлением электролита и усилием пружины 15 распрямляется оболочка электрода 1 и прижимается к обрабатываемой поверхности трубы 3. Необходимо отметить, что пружина 15 в конструкции электрода 1 играет следующую роль:
- способствует совместно с давлением электролита распрямлению оболочки электрода;
- растягивает пружину и оболочку в осевом направлении;
- и выполняет роль регулятора межэлектродного зазора при изменении перепада давления на электроде.
В любой момент времени поддерживается равновесие между осевым усилием изнутри оболочки, которое стремится растянуть, удлинить пружину, и давлением, гидравлическим снаружи. При изменении этого перепада пружина является компенсирующим элементом, воздействующим на величину межэлектродного зазора.
Электролит из полости электрода через перфорационные отверстия 14 поступает в межэлектродный зазор, образованный изоляторами-ограничителями 13, токопроводящей сеткой 11 и внутренней поверхностью трубы 3. Затем между обрабатываемой трубой 3 и токопроводящей сеткой 11 рабочего электрода 1 прикладывается рабочее напряжение, и начинается процесс анодного растворения металла. Отработанный электролит, протекая в продольных каналах, образованный участками упругого ворса 13, направляется на слив через патрубок 6, газообразные продукты разложения и пары электролита сбрасываются через патрубок 8 в бак системы питания 9. С помощью механизма перемещения 10 труба перемещается с заданной скоростью, обеспечивая непрерывную обработку всей внутренней поверхности трубы 3.
По истечении заданного времени обработки, обусловленного длиной трубы и параметрами процесса электрохимической обработки, электрод 1 доходит до упора в технологический фланец 5, при этом выключают технологический ток и подачу электролита.
Несмотря на некоторое усложнение устройства по сравнению с прототипом, предлагаемое техническое решение обладает рядом преимуществ, обеспечивающих положительный эффект:
- возможность обработки трубы с криволинейной образующей;
- непрерывная очистка зоны обработки от продуктов травления и устранение коротких замыканий способствуют улучшению качества обработки;
- устройство может быть использовано в поточных линиях в непрерывных технологических процессах, как операция предшествующая, например, гальваническому покрытию внутренней поверхности трубы.
Наряду с этим устройством сохраняет положительное свойство прототипа, а именно экономное использование электролита, так как электролит подается только в зону обработки, не заполняя всю полость трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2001 |
|
RU2205904C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2157301C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЯ В ТРУБЕ ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 1998 |
|
RU2148481C1 |
| Способ изготовления панели сложного профиля | 2002 |
|
RU2220849C2 |
| УСТРОЙСТВО ДЛЯ ОЗОНИРОВАНИЯ ВОДЫ | 2000 |
|
RU2177456C2 |
| СВЕКЛОНАСОС | 2001 |
|
RU2200878C2 |
| УСТАНОВКА ДЛЯ ГЛУБОКОЙ ОЧИСТКИ ВОДЫ | 2000 |
|
RU2193535C2 |
| ФИЛЬТР ДЛЯ ОЧИСТКИ ВОЗДУХА | 2001 |
|
RU2181616C1 |
| УСТАНОВКА ДЛЯ ГЛУБОКОЙ ОЧИСТКИ ВОДЫ | 1998 |
|
RU2133230C1 |
Изобретение относится к электрохимической обработке металлов, в частности к устройствам для обработки внутренней поверхности труб. Потребности непрерывных поточных линий трубного производства требуют включения в технологический процесс между операциями прокатки (прошивки и др.) и операциями гальванической обработки внутренней поверхности труб промежуточных операций обработки (очистки и др.). Изобретение позволяет расширить технологические возможности устройства за счет непрерывного съема металла одновременно по значительной цилиндрической поверхности. Для этого устройство снабжено рабочим электродом, выполненным в виде многослойной замкнутой перфорированной оболочки, размещаемой внутри обрабатываемого участка трубы. Рабочая цилиндрическая поверхность электрода выполнена из токопроводящей сетки, имеющей на внешней, обращенной к трубе поверхности изолирующие элементы в виде жесткого упругого ворса из неэлектропроводного волокна. Подвод электролита в зону обработки осуществляется непосредственно в зону обработки через перфорирующие отверстия из полости электрода по металлорукаву, металлическая оболочка которого используется для соединения с источником тока. Устройство может быть использовано для очистки и обработки цилиндрических деталей с криволинейной осью. 2 ил.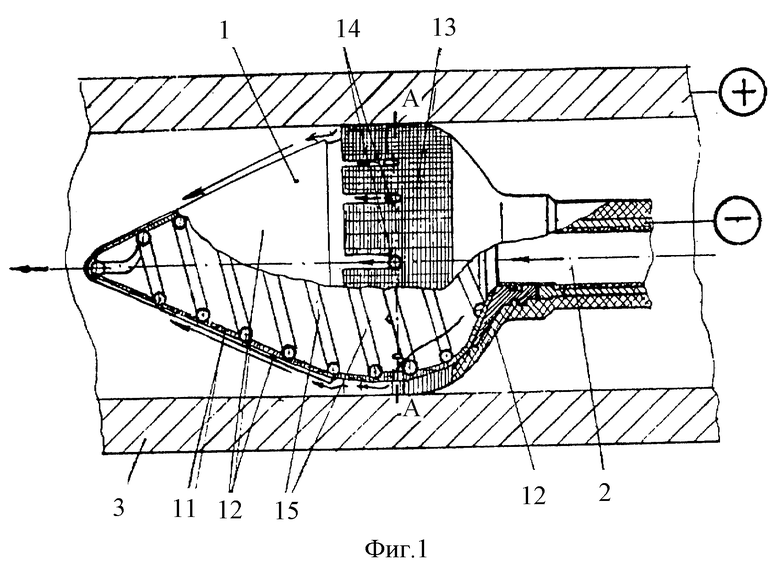
Устройство для электрохимической обработки внутренней поверхности труб с криволинейной осью, содержащее источник тока, соединенный с обрабатываемым изделием и рабочим электродом, систему подачи электролита, механизм перемещения, отличающееся тем, что рабочий электрод выполнен в виде многослойной замкнутой перфорированной оболочки осесимметричной формы, во внутренней полости которой размещена телескопическая пружина в виде комбинации цилиндра и конуса, соединенная основанием цилиндра с источником тока, а рабочая поверхность электрода выполнена в виде токопроводящей сетки, опирающейся на витки пружины и имеющей на внешней рабочей поверхности, обращенной к обрабатываемой поверхности трубы, изолирующие элементы в виде жесткого упругого ворса из неэлектропроводного волокна, образующие каналы, ориентированные вдоль образующей электрода, а на цилиндрической части электрода выполнены перфорирующие отверстия для подвода электролита в зону обработки, расположенные равномерно по диаметру электрода, подвод электролита в зону обработки осуществлен по гибкому металлорукаву, изолированному с внешней поверхности, причем его металлическая оболочка использована для соединения с источником тока, внутренняя полость трубы, образующая камеру электрохимической обработки, ограничена технологическими фланцами, имеющими патрубки системы слива электролита, дренажа парогазовой фазы и пропуска металлорукава подачи электролита, продольное перемещение трубы относительно неподвижного электрода осуществлено механизмом перемещения, включающим роликовые опоры с электроприводом.
| Устройство для электрохимической обработки внутренней поверхности полых цилиндрических изделий | 1981 |
|
SU998597A1 |
| JP 61236426 А, 21.10.1986 | |||
| 0 |
|
SU357055A1 | |
| US 4772367 А, 20.09.1988 | |||
| Устройство для электрополировки внутренней поверхности цилиндрических тел | 1984 |
|
SU1491347A3 |

