Изобретение относится к области машиностроения, а именно к устройствам технологического контроля, и может использоваться для одновременного прецизионного измерения нескольких размеров деталей вращения при их производстве.
В настоящее время для контроля параметров сложных деталей вращения, например коленвалов, остро стоит задача одновременного автоматического измерения нескольких параметров, каждый из которых задан своим допуском. При этом система контроля должна обеспечивать требуемую точность и быстроту измерения параметров детали, а в случае их несоответствия гарантировать ее отбраковку.
Известно устройство для контроля параметров деталей вращения, содержащее измерительную головку микрометрического типа, щуп которой, соприкасаясь с измеряемой точкой поверхности детали, измеряет ее отклонение от некой базовой линии, принятой за нулевую отметку. По величине отклонения более заданного принимают решение о годности детали (см. А.К. Кутая, Справочник контрольного мастера. Л., Лениздат, 1980 г., стр.238-239).
Известное устройство можно использовать только при ручном контроле деталей в мелкосерийном производстве. Это связано с тем, что при контактном измерении биения поверхности невозможно обеспечить высокую производительность измерений из-за необходимости механического соприкосновения поверхности щупа и контролируемой поверхности. Инерционность механизма измерительной головки не успевает отрабатывать локальные изменения при быстром перемещении щупа по поверхности. При этом точность измерения во многом зависит от площади их соприкосновения.
Кроме того, измерение каждого из требуемых размеров производится оператором вручную, что требует от него постоянной концентрации внимания и напряжения, а в случае ослабления внимания может приводить к ошибкам, ведущим к пропуску бракованной детали.
Известно устройство для контроля параметров деталей вращения, принятое в качестве прототипа, содержащее последовательно установленные источник света, приемный объектив, диафрагму, фотоприемник, дифференцирующий усилитель, вход которого связан со входом дифференцирующего усилителя, и устройство для регистрации и управления (см. "Бесконтактный контроль размеров в станкостроении" под ред. Харизоменова И.В. М., "Машиностроение", 1975 г., с.122-123). По величине сигнала с дифференциального усилителя, а значит и тока с фотоприемника судят о величине биения детали. Известное устройство позволяет бесконтактным методом с высокой производительностью производить измерение биений.
Основным недостатком известного устройства является его ограниченные функциональные возможности, связанные в основном с тем, что устройство не позволяет одновременно проводить автоматизированный контроль нескольких параметров прецизионной детали.
Кроме того, ошибки при определении экстремальных значений освещенности, возникающие из-за появления шумовых экстремумов при контроле деталей с низкой и непостоянной отражающей способностью, существенно снижают точность контроля.
В основу изобретения поставлена задача расширения функциональных возможностей системы контроля при одновременном повышении ее точности.
Эта задача в системе технологического контроля параметров деталей вращения, содержащей излучатель, приемное устройство, включающее объектив и фотоприемник, а также устройство регистрации, решена тем, что в состав системы введен датчик положения контролируемой детали, а приемное устройство выполнено в виде разнесенных в пространстве вокруг контролируемой детали измерительных датчиков, каждый из которых включает лазерный излучатель, приемный объектив, в фокусе которого расположен фотоприемник, выполненный в виде линейки фотодиодов, вход которой соединен с блоком управления и считывания сигналов линейки, а также блок вычисления координат, вход которого соединен с выходом линейки фотодиодов, при этом устройство регистрации выполнено в виде микропроцессорного устройства, которое через свой буфер обмена данных соединено шиной двустороннего обмена с блоком управления и считывания сигналов линейки и подключено через шину данных к выходу блока вычисления координат, при этом блок управления и считывания сигналов линейки и блок вычисления координат соединены между собой двусторонней шиной данных, а выход датчика положения контролируемой детали подключен к буферу обмена данных микропроцессорного устройства.
Благодаря выполнению системы в виде нескольких разнесенных в пространстве вокруг детали датчиков, каждый из которых производит автономный замер одного из параметров сложной детали вращения, рассчитывает координаты измеряемых точек детали и эти координаты передает в регистрирующее устройство, которое по ним производит сравнение с заданными контрольными значениями (уставками) и делает вывод о годности детали.
Заявляемая система технологического контроля параметров деталей вращения позволяет одновременно проводить автоматизированный контроль нескольких параметров прецизионной детали, что не имеет аналогов среди известных систем технологического контроля, а следовательно, соответствует критерию "изобретательский уровень".
На фиг.1 приведена блок-схема заявляемой системы технологического контроля параметров деталей вращения; на фиг.2 приведена блок-схема измерительного датчика; на фиг.3 приведена блок-схема регистрирующего устройства.
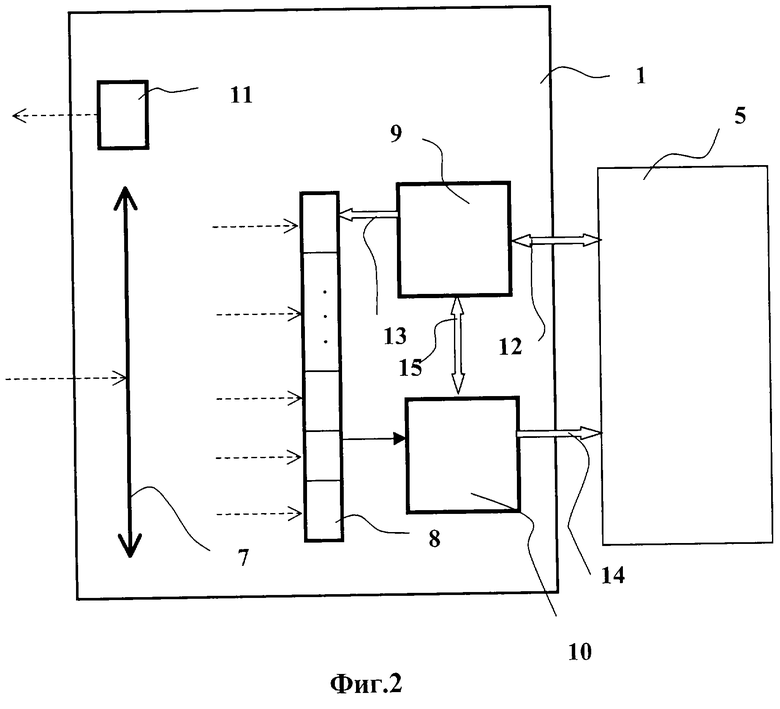
Заявляемая система технологического контроля параметров деталей вращения (фиг. 1) включает необходимое количество разнесенных измерительных датчиков 1, разнесенных вокруг вращаемой детали 2; датчика положения детали 3; двусторонней шины данных 4, соединяющей регистрирующее устройство 5 с каждым из измерительных датчиков 1; шины выходных данных измерительного датчика 6.
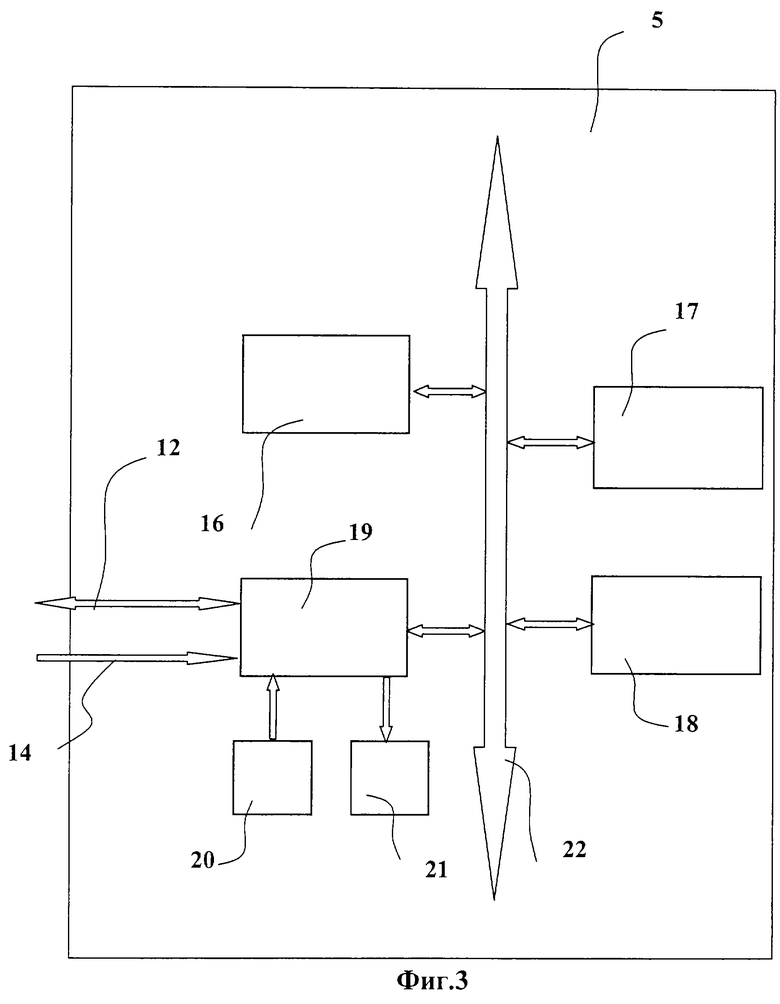
Измерительный датчик 1 (фиг.2) содержит приемный объектив 7, в фокусе которого расположена линейка фотодиодов 8; блок управления и считывания сигналов линейки фотодиодов 9; блок вычисления координат 10, соединенный с выходом линейки; лазерный излучатель 11; двустороннюю шину данных 12; шину управления линейкой фотодиодов 13; шину выходных данных датчика 14 и шину 15, обмена данных между блоком управления и считывания сигналов линейки фотодиодов 8 и блоком вычисления координат 10. Регистрирующее устройство 5 (фиг. 3) выполнено в виде стандартного микропроцессорного блока управления, включающего микропроцессор 16; оперативное запоминающее устройство (ОЗУ) 17; постоянное запоминающее устройство (ПЗУ) 18; буфер обмена данных 19; клавиатуру 20; индикаторное устройство 21 и шину обмена данных 22.
Заявляемая система работает следующим образом. С клавиатуры 20 задают отображаемые на индикаторе 21 требуемые режимы контроля (уставки) для каждого из датчиков 1. Лазер 11 датчика 1 облучает поверхность детали 2, а фокусирующий объектив 7 собирает свет, попадающий в его апертуру от освещенной точки детали, и фокусирует его в виде освещенного пятна на линейке фотодиодов 8. По сигналам с регистрирующего устройства 5 через шину данных 12 блок управления и считывания сигналов 9 начинает опрашивать линейку фотодиодов 8. Через последовательный выходной порт линейки 8 на вход блока вычисления координат 10 поступает вся информация за один цикл опроса линейки, которая в блоке 10 накапливается и обрабатывается, т.е. вычисляются конкретные координаты точки на поверхности детали, например, путем усреднения, после чего они по шине данных 14 поступают (через буфер обмена данных 19) в регистрирующее устройство 5, которое на основании полученной координаты точки детали 2 производит сравнение указанной координаты с контрольными уставками, хранящимися в ПЗУ 18. Благодаря тому что с выхода датчика 1 по шинам 6 поступают физические координаты точек поверхности детали 2, регистрирующее устройство 5 в реальном времени успевает воспроизводить график отклонения последовательного ряда координат точек измеряемого диаметра от номинального значения каждого из датчиков 1 и регистрирует их в виде графика на экране персонального компьютера или на самописце. По наличию информации об угле поворота детали 2, получаемой с датчика положения детали 3, и сравнивая все полученные координаты с датчиков 1 с данными уставок, хранящихся в ПЗУ 18, регистрирующее устройство 5 производит расчет допусков детали и делает заключение о ее годности.
Заявляемая система технологического контроля реализована в установке контроля коленвалов. В качестве линейки фотодиодов использована линейка ILX511 фирмы "SONI" с шагом 14 мкм. В качестве блока управления и считывания сигналов линейки и блока вычисления координат использован контроллер фирмы AVR "ATMEGA 103", позволяющий производить до 300 отсчетов в секунду и определять координаты точки с точностью 20 мкм. В качестве регистрирующего устройства использовался персональный компьютер "Pentium-11".
Таким образом, заявляемая система позволяет с высокой точностью и надежностью осуществлять автоматизированный контроль параметров деталей вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫПРАВОЧНО-ПОДБИВОЧНО-РИХТОВОЧНАЯ МАШИНА ДЛЯ ВЫПРАВКИ И КОНТРОЛЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ И ОПТИКО-ЭЛЕКТРОННАЯ СИСТЕМА ВЫПРАВОЧНО-ПОДБИВОЧНО-РИХТОВОЧНОЙ МАШИНЫ | 2010 |
|
RU2443826C2 |
| ОПТИКО-ЭЛЕКТРОННАЯ СИСТЕМА ДЛЯ КОНТРОЛЯ ПРОСТРАНСТВЕННОГО ПОЛОЖЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2009 |
|
RU2424932C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ СЕЧЕНИЯ ТЕЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2551264C2 |
| Устройство для центрирования линз | 1978 |
|
SU934218A1 |
| СИСТЕМА ДИАГНОСТИЧЕСКОГО КОНТРОЛЯ СОСТОЯНИЯ ПОВЕРХНОСТЕЙ КАТАНИЯ КОЛЕС КОЛЕСНОЙ ПАРЫ И СПОСОБ ДИАГНОСТИЧЕСКОГО КОНТРОЛЯ СОСТОЯНИЯ ПОВЕРХНОСТЕЙ КАТАНИЯ КОЛЕСНОЙ ПАРЫ С ЕЕ ПОМОЩЬЮ | 2023 |
|
RU2811175C1 |
| ИЗМЕРИТЕЛЬ РАСХОДА ДВУХФАЗНОГО ПОТОКА СЫПУЧИХ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ, ПЕРЕМЕЩАЕМЫХ ВОЗДУХОМ ПО МЕТАЛЛИЧЕСКОМУ ТРУБОПРОВОДУ | 2010 |
|
RU2435141C1 |
| Фотоэлектрическое автоколлимационное устройство | 1990 |
|
SU1737264A1 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2178140C1 |
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ ДЕТАЛЕЙ ПОДВИЖНОГО СОСТАВА НА ХОДУ ПОЕЗДА И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2292284C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЗАПЫЛЕННОСТИ ГАЗОВОЙ СРЕДЫ | 2007 |
|
RU2334215C1 |
Система технологического контроля параметров деталей вращения содержит излучатель, приемное устройство, включающее объектив и фотоприемник, а также устройство регистрации. Также в состав системы введен датчик положения контролируемой детали, а сама система выполнена в виде разнесенных в пространстве вокруг контролируемой детали измерительных датчиков, каждый из которых включает лазерный излучатель, приемный объектив, в фокусе которого расположен фотоприемник, выполненный в виде линейки фотодиодов, а также блок вычисления координат, при этом устройство регистрации выполнено в виде микропроцессорного устройства. Технический результат - расширение функциональных возможностей системы контроля при одновременном повышении точности. 3 ил.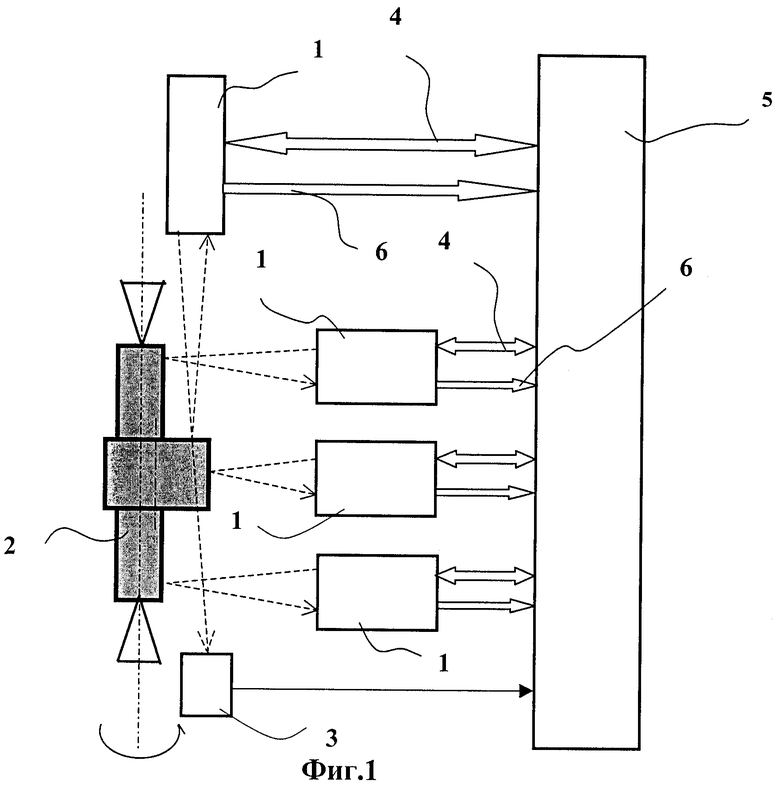
Система технологического контроля параметров деталей вращения, содержащая излучатель, приемное устройство, включающее объектив и фотоприемник, а также устройство регистрации, отличающаяся тем, что в состав системы введен датчик положения контролируемой детали, а сама система выполнена в виде разнесенных в пространстве вокруг контролируемой детали измерительных датчиков, каждый из которых включает лазерный излучатель, приемный объектив, в фокусе которого расположен фотоприемник, выполненный в виде линейки фотодиодов, вход которой соединен с блоком управления и считывания сигналов линейки фотодиодов, а также блок вычисления координат, вход которого соединен с выходом линейки фотодиодов, при этом устройство регистрации выполнено в виде микропроцессорного устройства, которое через свой буфер обмена данных соединено шиной двустороннего обмена с блоком управления и считывания сигналов линейки, и подключено через шину данных к выходу блока вычисления координат, при этом блок управления и считывания сигналов линейки, и блок вычисления координат соединены между собой двусторонней шиной данных, а выход датчика положения контролируемой детали подключен к буферу обмена данных микропроцессорного устройства.
| Бесконтактный контроль размеров в станкостроении/ Под ред | |||
| Харизоменова И.В | |||
| - М.: Машиностроение, 1975 | |||
| Устройство для определения координат движущегося объекта | 1981 |
|
SU1037062A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2105265C1 |
| Огнетушитель | 0 |
|
SU91A1 |

