Изобретение относится к способам восстановления изношенных деталей и может быть использовано в сельском хозяйстве, строительстве и машиностроении.
Известен способ восстановления деталей, включающий изготовление новой рабочей части в виде элемента, сборку и сварку элемента с изношенной деталью (а. с. СССР 1301605, В 23 K 9/04, 23 D 6/00 от 16.05.85, опубл. БИ 13 от 07.04.87). Недостатком данного способа является невозможность восстановления лап культиватора, так как способ предназначен для восстановления дисковых органов сельскохозяйственных машин. Кроме того, восстанавливаемая часть изготавливается из однородных материалов без учета степени износа. Известен способ восстановления деталей с помощью элемента из разнородных материалов, где участки, подверженные меньшему износу, изготавливают из углеродистой или малолегированной стали, а участки, подверженные большему износу, изготавливают из износостойкого материала (а.с. СССР 1463417, В 23 Р 6/00, В 23 K 9/04 от 11.02.97, опубл. БИ 9 от 07.03.89 - прототип). Недостатком данного способа является невозможность применения его при восстановлении лап культиваторов.
Задачей изобретения является создание способа, позволяющего восстанавливать лапы культиватора. Поставленная задача осуществляется способом восстановления лапы культиватора, включающим подготовку изношенной части, изготовления элемента из разнородных сталей, наружная конфигурация которого соответствует конфигурации рабочей части лапы, а конфигурация внутренней - конфигурации подготовленной изношенной части и соединение изношенной части с элементом, по изобретению элемент выполняют из двух полос высокоуглеродистой стали с износостойкими вкладышами в носовой части лапы и концевых частях крыльев из высоколегированной инструментальной стали, например, Х6ВФ, при этом на вкладышах закрепляют вставки из малоуглеродистой стали для скрепления вкладышей с полосой, причем полосы соединяют с вкладышами через вставки, например, сваркой плавлением, а полученный элемент скрепляют с изношенной частью, например, дуговой сваркой. Анализ предложенного решения с прототипом позволил выявить признаки, отличающие предложенное решение от прототипа, что соответствует критерию "новизна".
Сравнительный анализ предложенного решения с известными не выявил решений, признаки которых совпадают с признаками предложенного решения, что соответствует критерию "изобретательский уровень".
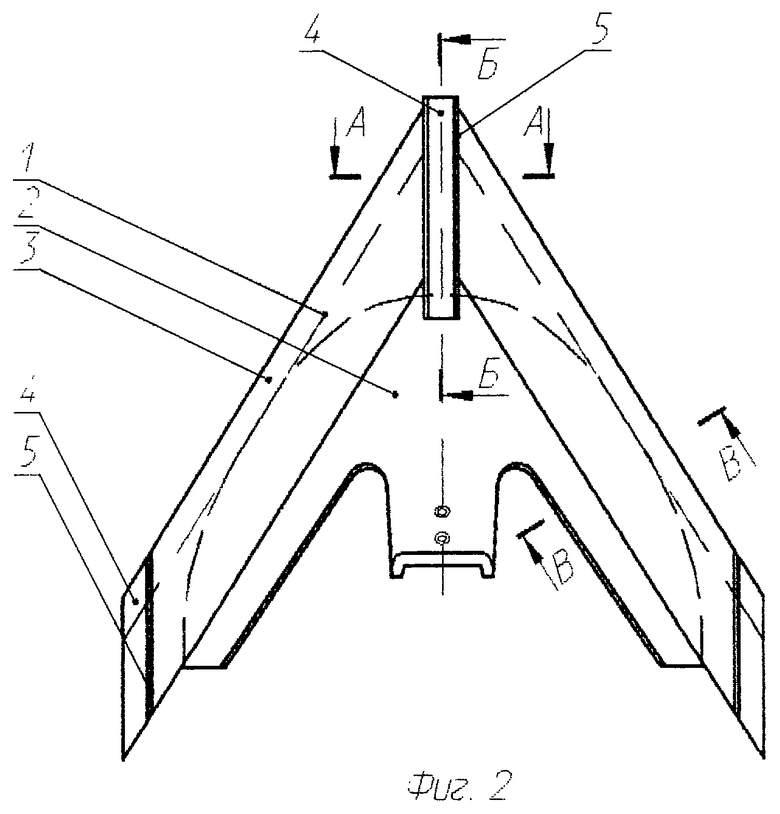
Предложенный способ поясняется чертежами, где на фиг.1 изображена изношенная часть лапы, на фиг.2 - восстановленная лапа.
Способ осуществляется следующим образом. Изготавливается элемент 1 (фиг. 2), состоящий из двух полос 3 высокоуглеродистой стали и вкладышей 4 в носовой части и концевых частях крыльев из высоколегированной инструментальной стали (например, Х6ВФ), при этом на вкладышах 4 закрепляют с помощью сварки взрывом вставки 5 из малоуглеродистой стали для скрепления вкладышей 4 с полосой 3. Скрепление вкладышей 4 с полосой 3 через вставки 5 осуществляют сваркой плавлением либо контактной сваркой, а полученный элемент 1 скрепляют с изношенной частью 2 дуговой сваркой либо крепят на болтах (винтах).
Вкладыши изготавливают из высоколегированной инструментальной стали с целью уменьшения износа лапы культиватора, так как максимально лапа изнашивается в носовой и концевых частях крыльев.
Пример осуществления способа.
Готовится изношенная часть лапы 2 путем удаления деформаций (правка), удаления утонченной части изношенной лапы и придания изношенной части конфигурации, соответствующей конфигурации элемента 1. Готовится элемент для восстановления лапы, который состоит из двух полос 3 (6х60х380 мм) из стали 65Г, выполненных в виде параллелограмма с острым утлом 33o и трех вкладышей 4 из высоколегированной инструментальной стали Х6ВФ. Вкладыши 4 для носовой части лапы выполняются из трехслойного материала (Ст3 + Х6ВФ + Ст3), а вкладыши 4 для концевых частей крыльев - из двухслойного материала (Ст3 + Х6ВФ), полученного сваркой взрывом. При этом толщина составляет соответственно (3+15+3 и 3+15 мм). При этом Ст3 является вставкой для прикрепления вкладышей 4 к полосе 3 сваркой плавлением либо контактной сваркой.
Размеры носового вкладыша: длина 150 мм, ширина (равная толщине трехслойного листа) 21 мм, толщина 10 мм. Длина концевых вкладышей 70 мм, ширина 18 мм, толщина 10 мм.
Термическая обработка их осуществляется после окончательной механической обработки (фрезерование режущего лезвия) по режиму: температура нагрева 1000-1020oС, охлаждение - масло, отпуск при температуре 500oС.
Твердость по Роквеллу составляет 52-55 единиц. Термическая обработка полосы 4 из стали 65Г осуществляется ТВЧ, причем ширина зоны нагрева составляет 20-25 мм. Температура нагрева составляет 840-850oС, охлаждают в масле, отпускают при температуре 300oС.
Твердость по Роквеллу составляет 45-50 ед. Сборка и сварка элемента 1 с изношенной частью лапы 2 осуществляется с использованием зажимных приспособлений. Перед сваркой изношенная часть лалы 2 из стали 65Г подогревается до температуры 300oС, вкладыши - до температуры 400oС.
Сварка выполняется полуавтоматом в среде углекислого газа проволокой 08Г2С ⊘ 1,2 мм. После сварки осуществляется медленное охлаждение сваренных лап в теплосборнике.
Таким образом, предложенное решение позволяет производить восстановление лап культиваторов с увеличением износостойкости режущей кромки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2484937C2 |
| РЕЖУЩИЙ РАБОЧИЙ ОРГАН ДЛЯ ОБРАБОТКИ ПОЧВЫ | 1995 |
|
RU2086080C1 |
| Способ восстановления стрельчатых культиваторных лап | 2023 |
|
RU2814342C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП КУЛЬТИВАТОРОВ РАЗЛИЧНОГО НАЗНАЧЕНИЯ | 2013 |
|
RU2527558C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАПЫ КУЛЬТИВАТОРА | 2003 |
|
RU2255452C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛАПЫ КУЛЬТИВАТОРА | 2002 |
|
RU2259267C2 |
| Способ восстановления стрельчатой культиваторной лапы | 2023 |
|
RU2815383C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2003 |
|
RU2241586C1 |
| Способ получения износостойких и упругих структур рабочих органов почвообрабатывающих машин | 2019 |
|
RU2743682C2 |
| ЛАПА КУЛЬТИВАТОРА | 2011 |
|
RU2452155C1 |
Изобретение относится к способам восстановления изношенных деталей и может быть использовано в сельском хозяйстве, строительстве и машиностроении. Способ включает подготовку изношенной части, изготовление элемента из разнородных сталей, наружная конфигурация которого соответствует конфигурации рабочей части лапы, а конфигурация внутренней - конфигурации подготовленной изношенной части, и соединение изношенной части с элементом. Элемент выполняют из двух полос высокоуглеродистой стали с износостойкими вкладышами в носовой части лапы и концевых частях крыльев из высоколегированной инструментальной стали, например, Х6ВФ. При этом на вкладышах закрепляют вставки из малоуглеродистой стали для скрепления вкладышей с полосой, причем полосы соединяют с вкладышами через вставки, например, сваркой плавлением, а полученный элемент скрепляют с изношенной частью, например, дуговой сваркой. Изобретение позволит производить восстановление лап культиваторов с увеличением износостойкости режущей кромки. 2 ил.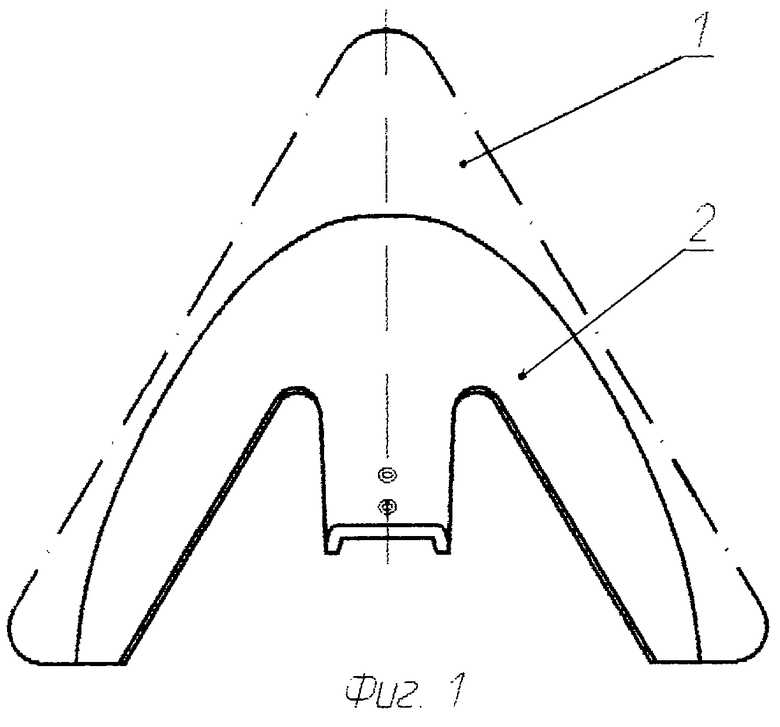
Способ восстановления лапы культиватора, включающий подготовку изношенной части, изготовление элемента из разнородных сталей, наружная конфигурация которого соответствует конфигурации рабочей части лапы, а конфигурация внутренней - конфигурации подготовленной изношенной части, и соединение изношенной части с элементом, отличающийся тем, что элемент выполняют из двух полос высокоуглеродистой стали с износостойкими вкладышами в носовой части лапы и концевых частях крыльев из высоколегированной инструментальной стали, например Х6ВФ, при этом на вкладышах закрепляют вставки из малоуглеродистой стали для скрепления вкладышей с полосой, причем полосы соединяют с вкладышами через вставки, например, сваркой плавлением, а полученный элемент скрепляют с изношенной частью, например, дуговой сваркой.
| Износостойкий элемент | 1987 |
|
SU1463417A1 |
| Способ восстановления лемеха культиватора-плоскореза | 1986 |
|
SU1410871A1 |
| Способ восстановления деталей | 1985 |
|
SU1301605A1 |
| БЛОК НИТИ НАКАЛА ДЛЯ МОДЕРНИЗИРОВАННОЙ СВЕТОДИОДНОЙ ТРУБКИ | 2016 |
|
RU2704605C2 |

