Изобретение относится к области сельскохозяйственного и лесного машиностроения и ремонта машин, в частности к восстановлению и упрочнению лап культиваторов различного функционального назначения.
Известен способ восстановления культиваторных лап со стрельчатым профилем и одновременным их упрочнением, состоящий в формировании запаса металла в области носка по всей длине лезвия путем наплавки электродом с малоуглеродистым стержнем, имеющего такой объем, который позволяет проводить восстановление нормированного профиля лапы путем проведения горячего деформирования и последующего упрочнения термической обработкой [1].
К недостаткам, изложенного выше способа следует отнести: ограниченная область применения - только лапы культиваторов, обладающие достаточно длинной лезвийной частью и сравнительно большим объемом (в случае короткого лезвия и незначительного объема изделия происходит значительный прогрев всей детали, ведущий как к потере механических свойств материала, так и нарушению размеров, установленных техническими условиями); сложность технологического процесса, заключающаяся в проведении не менее четырех операций, требующих специального оборудования и достаточно высокой квалификации исполнителей. Кроме того, часто необходимо наплавлять большое количество метала, что также не способствует повышению качественных показателей лапы по износостойкости после проведения восстановительных операций.
Наиболее близким к заявляемому способу является способ, заключающийся в креплении к восстанавливаемой лапе предварительно изготовленной угловой пластины из среднеуглеродистой стали (пластина копирует рабочую область лап), упрочнение ее с тыльной стороны электролизным борированием с предварительным выполнением крепежных отверстий продолговатой формы для регулирования вылета данного элемента, а на восстанавливаемой лапе выполняют резьбовые отверстия для крепления угловой пластины посредствам винтов[2].
Недостатками данного способа являются: высокая сложность реализации процесса восстановления (механическая обработка с учетом координации отверстий на пластинах и оставшейся части лапы, проведение электролиза на отдельном участке пластины); ограниченность применения изношенных лап в качестве основы для проведения восстановительных операций, связанная с необходимостью иметь достаточное количество витков резьбы крепежных отверстий, лимитирующееся остаточной толщиной детали; из-за невысокой толщины упрочняющего покрытия невозможность существенного увеличения ресурса восстановленной детали ввиду наличия «жесткого» абразивного воздействия почвенной среды, приводящего к быстрому истиранию покрытия.
Технической задачей представляемого изобретения является увеличение долговечности и износостойкости лапы; возобновление утраченных ею служебных свойств, отвечающих агротехническим требованиям на проведение операций по обработке почвы; повышение ремонтопригодности; простота восстановления, создание условий для неоднократного использования изношенной детали.
Поставленная задача в способе упрочняющего восстановления стрельчатых лап культиваторов различного назначения достигается путем приваривания компенсирующей пластины (компенсатора), копирующей изношенную часть по форме и по геометрическим размерам (как правило, это режущелезвийная часть детали) к рабочей поверхности не изношенной части детали, которая выполняет роль остова. Компенсирующие пластины изготавливают из рессорно-пружинной стали, например 65Г. Следует использовать стали, соответствующие по своему составу материалу, используемому при изготовлении лап культиваторов, а размер компенсаторов в сечении, параллельном движению лапы, должен превышать износ детали на 8-10 мм для проведения приваривания. Превышение толщины пластин в сравнении с толщиной остова не допускается. Они подвергаются сквозной закалке с последующим отпуском по всему объему в отличие от прототипа, где упрочнение производится электролизным борированием и только поверхности лезвийной области. Упрочняющая термообработка состоит в закалке и последующем отпуске, обеспечивающем твердость не менее 50 HRC. Наряду с достижение высокой твердости подобная термообработка способствует росту упругих свойств и сопротивлению ударным нагрузкам.
Сквозное упрочнение всего объема изделия увеличит стойкость к абразивному изнашиванию лапы в сравнении с заводской и создаст условия равноизнашиваемости, что позволяет сохранить заточку лезвия (если таковая имеется) в течение всего периода эксплуатации вплоть до наступления предельного состояния. Нужно сказать, что лапы серийного производства подвергаются поверхностной закалке токами высокой частоты на твердость 38-50 HRC [3]. Поверхностное упрочнение подобного рода приводит к росту износостойкости, однако после истирания твердого слоя (его глубина 1,3-2,4 мм) происходит резкий рост интенсивности изнашивания детали, что отсутствует в предлагаемом изобретении. Пластина приваривается сверху к частично изношенной области утратившей работоспособное состояние лапы, но пригодной выполнять функцию крепежа к стойке культиватора и способной к проведению восстановления сварочными методами, т.е. данная часть используется как остов. Приваривание осуществляется с тыльной стороны сплошным швом на всю длину крыльев и со стороны рабочей поверхности короткими швами (6-8 мм) для каждого крыла. В процессе эксплуатации происходит истирание режущелезвийной области вместе со швом, расположенным на тыльной стороне, что обеспечивает беспрепятственное удаление приваренной пластины и приваривание новой без каких-либо технологических сложностей, создавая тем самым условия для повышения степени ремонтопригодности и максимально упрощает восстановление. Крепление пластины сверху остова создает условия образования «мертвой зоны» непосредственно у крепежной части (участок детали, заполняемый почвой), снижая интенсивность ее изнашивания и способствуя сохранению размеров по толщине, что обеспечивает условия к неоднократному его использованию. Заявленный способ осуществляется за счет следующего:
- изготовление компенсирующей пластины из рессорно-пружинной стали, соответствующей составу стали лапы, копирующей форму изношенной части с увеличением размера на 8-10 мм в сечении, параллельном ее перемещению;
- термообработка пластины сквозной закалкой и отпуском по всему объему на твердость 50 HRC (температура термообработки определяется маркой стали);
- приваривание компенсирующей пластины к пригодной для восстановления области детали сверху ее рабочей поверхности с соблюдением нормированных размеров лапы, которое производится: с нижней стороны сплошным швом вдоль лезвия на обе стороны по всей длине; со стороны рабочей поверхности короткими участками в двух местах для каждого крыла (посередине крыльев).
Предлагаемый способ позволяет увеличить долговечность детали за счет неоднократного восстановления и использования термоупрочненной компенсирующей пластины с увеличенной износостойкостью.
Возобновление служебных свойств лапы, соответствующих агротехническим условиям, производится путем соблюдения нормированных размеров и формы восстановленной детали. Повышение ремонтопригодности и упрощение технологического процесса восстановления обеспечивается рациональным подходом к использованию условий эксплуатации, приводящих к истиранию пластины и сварочного шва, наваренного с тыльной стороны, и с сохранением целостности остова, а наличие коротких швов на рабочей поверхности способствует удалению остатков пластины после истирания без технологических трудностей. Сохранение цельности изношенной детали (остова) позволяет проводить ее неоднократное восстановление.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявленный способ отличается от известного тем, что компенсирующая пластина изготавливается из рессорно-пружинистой стали примерно того же состава, что и сама деталь с закалкой на всю глубину и по всему объему на твердость не менее 50 HRC, которая приваривается сверху к не до конца неизношенной, но пригодной для восстановления части лапы, служащей остовом, путем наложения швов с тыльной стороны на всю длину лезвия, а на рабочей поверхности короткими участками 6-8 мм в двух местах. Наличие высокой твердости металла пластины создает условия для повышения износостойкости и наряду с неоднократной периодической заменой пластины обеспечит увеличение долговечности, а специфика приваривания способствует повышению ремонтопригодности и простоте восстановления, соблюдение же при восстановлении нормативных размеров позволит возобновить служебные свойства лапы в соответствии с агротехническими требованиями.
Таким образом, заявляемый способ соответствует критерию изобретения «новизна».
Известные технические решения подразумевают: "восстановление лапы путем горячего пластического деформирования за счет ранее сформированного наплавкой металла и последующего упрочнения термическим методом, а также путем крепления угловой пластины, предварительно упрочненной электролизным борированием тыльной стороны, резьбовым соединением, что отсутствует в предлагаемом способе. Кроме того, приваривание заранее термообработанной на всю глубину и по всему объему пластины на твердость не мене 50 HRC производится с тыльной стороны сплошным швом, а со стороны рабочей поверхности короткими швами в двух местах позволяет сделать вывод о его соответствии критерию «существенные отличия»
На фиг.1 показано: а - изношенная лапа; б - восстановленная лапа - вид стороны рабочей поверхности; в - восстановленная лапа - вид с тыльной стороны.
Осуществление данного способа демонстрируется на примере культиваторной лапы высевающего органа посевного комплекса «Морис» (фиг 1). На рабочую поверхность приваривается компенсирующая пластина, копирующая изношенную область с ее перекрытием на 8-10 мм. Приваривание производится: со стороны рабочей поверхности двумя короткими швами 6-8 мм; с тыльной стороны сплошным швом. В качестве электродного материала использовался электрод для сварки углеродистых сталей диаметром 3 мм. Сила сварочного тока Г=120-130А. В качестве компенсирующей вставки использовался металл рессор, утративших упругие свойства, но имеющих твердость около 50HRC.
Источники информации
1. Патент на изобретение RU №2443523. Опубликовано: 27.02.2012 Бюл.№6.
2. Патент на изобретение RU №2325258. Опубликовано 27.05.2008.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ПЛУЖНОГО ЛЕМЕХА | 2013 |
|
RU2544214C2 |
| Способ восстановления стрельчатых культиваторных лап | 2023 |
|
RU2814342C1 |
| Способ восстановления стрельчатой культиваторной лапы | 2023 |
|
RU2815383C1 |
| ШТАМПОСВАРНОЙ ПЛУЖНЫЙ ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2015 |
|
RU2601211C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ОТВАЛА КОРПУСА ПЛУГА | 2013 |
|
RU2533957C1 |
| ПЛУЖНЫЙ ОТВАЛ ПОВЫШЕННОЙ ДОЛГОВЕЧНОСТИ И РЕМОНТОПРИГОДНОСТИ | 2011 |
|
RU2471324C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2484937C2 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ ОСТОВА И РЕСУРСА СОСТАВНЫХ ЛЕМЕХОВ ПЛУЖНЫХ КОРПУСОВ | 2018 |
|
RU2695857C1 |
| ЛЕМЕХ ПЛУГА | 2012 |
|
RU2494588C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП ПРОПАШНЫХ КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2443523C2 |
Изобретение относится к области сельскохозяйственного и лесного машиностроения и ремонта машин, в частности к восстановлению и упрочнению лап культиваторов различного назначения. Восстановление производится путем приваривания компенсирующей пластины, копирующей изношенную часть лапы, к части лапы, пригодной для восстановления. Компенсирующая пластина имеет размер изношенной части лапы, увеличенной на 8-10 мм по направлению движения лапы, и изготавливается из рессорно-пружинной стали, термоупрочненной по всему объему на твердость не менее 50HRC. Приваривание осуществляется с тыльной стороны швами на всю длину крыльев, а со стороны рабочей поверхности - швами длиной 6-8 мм в средней части каждого крыла. Использование способа позволяет увеличить долговечность и износостойкость изделия, обеспечивает высокую ремонтопригодность, создает условия для неоднократного восстановления при простоте реализации и соблюдения агротехнических требований. 1 ил.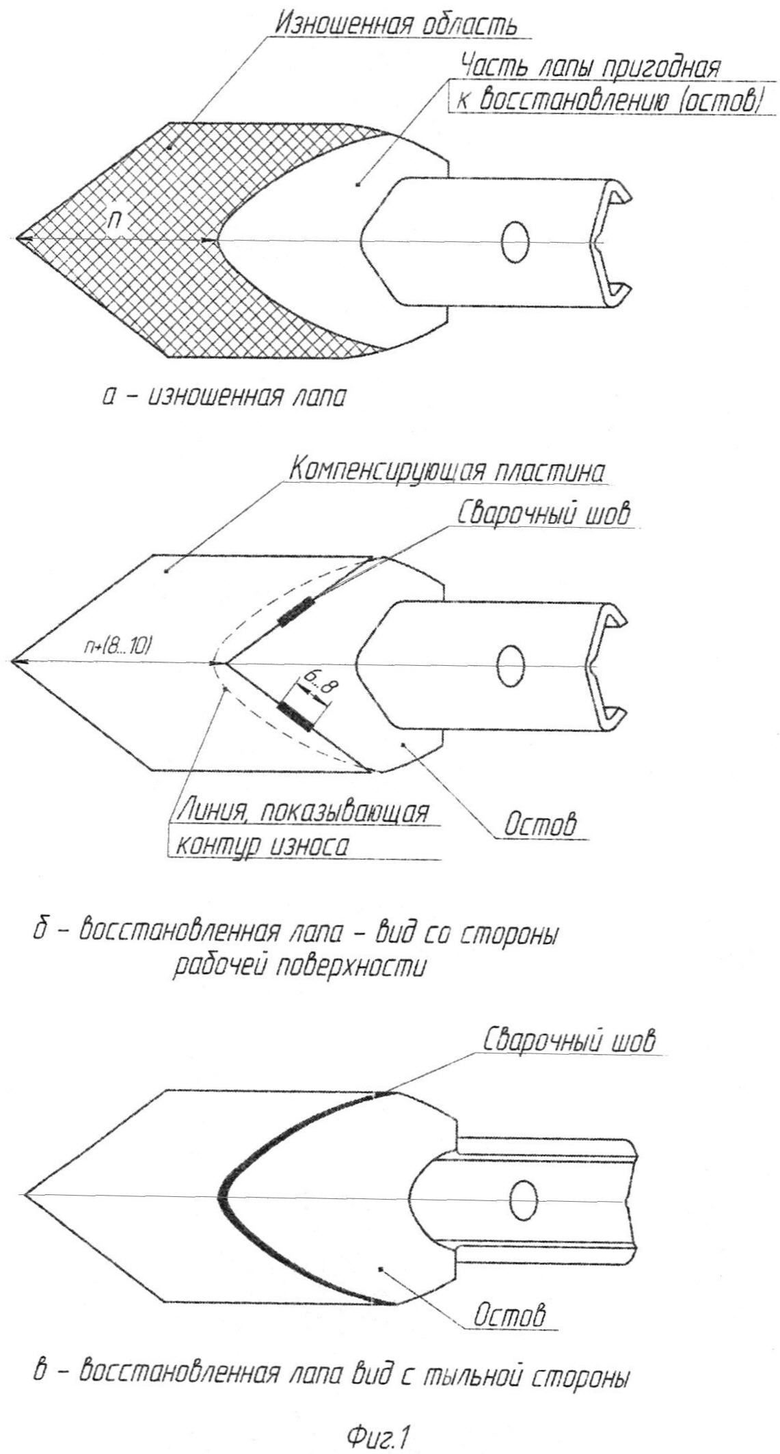
Способ упрочняющего восстановления стрельчатых лап культиваторов, включающий присоединение термоупрочненной компенсирующей пластины к части лапы, пригодной для восстановления, отличающийся тем, что компенсирующую пластину выполняют идентичной по форме изношенной части лапы и с размером изношенной части, увеличенным на 8-10 мм по направлению движения лапы, при этом компенсирующую пластину изготавливают из рессорно-пружинистой стали, термоупрочненной по всему объему на твердость не менее 50HRC, а присоединение пластины осуществляют привариванием с тыльной стороны лапы сплошным швом на всю длину крыльев лапы и с рабочей стороны лапы - швами длиной 6-8 мм в средней части каждого крыла лапы.

