Данное изобретение относится к струйной термопечати, в частности к полимерному струйному жиклеру для прямого формирования изображения. Более конкретно, данное изобретение относится к устройству и способу получения точных полимерных жиклеров, содержащих эпоксид, полиимид или другой отрицательного действия фоторезистивный материал, с использованием методов прямого формирования изображения.
Термографические струйные печатающие устройства обычно имеют печатающую головку, смонтированную на каретке, которая перемещается взад и вперед по ширине бумаги, или другое средство подачи в печатающем устройстве. Печатающая головка включает систему жиклеров (также называемых соплами), которые обращены к поверхности бумаги. Заполненные краской (или другой жидкостью) каналы питают жиклеры краской из резервуара-питателя краски. Приложенная индивидуально к элементам направленного рассеяния энергии (таким как резисторы) энергия нагревает краску в жиклерах, заставляя краску образовывать пузырек и выталкивая в результате краску из жиклера к бумаге. Специалисты отметят, что существуют другие способы передачи энергии к краске или жидкости, которые подпадают под сущность, объем и принцип настоящего изобретения. Поскольку краска вытесняется, пузырек лопается, и больше краски заполняет каналы из резервуара, обеспечивая повторение выпуска краски.
Существующие конструкции струйных печатающих головок имеют сложности в изготовлении, проблемы со сроками эксплуатации и с точностью направления краски на бумагу. Получаемые в настоящее время печатающие головки имеют подающую краску прорезь в подложке, барьерный переход (барьерный переход подает по каналам краску к резистору и определяет объем камеры подогрева; материалом барьерного перехода является толстый фоточувствительный материал, который наслаивается на подложку, облучается, проявляется и отверждается) и жиклерную плату (жиклерная плата является путем выхода из камеры подогрева, которая определяется барьерным переходом; жиклерная плата обычно получается электролитическим формированием из никеля (Ni) и затем покрывается золотом (Аu), палладием (Pd) или другими благородными металлами для коррозийной стойкости; толщина жиклерной платы и диаметр жиклерного отверстия регулируется так, чтобы обеспечить повторное выдавливание капли при подогреве). В процессе изготовления совмещение жиклерной платы с подложкой материалом барьерного перехода требует особой точности и специальных адгезивов для присоединения. Если жиклерная плата является искривленной или если адгезив неправильно соединяет жиклерную плату с барьерным переходом, получается плохое регулирование траектории капли краски, и производительность или срок эксплуатации печатающей головки снижается. Если совмещение печатающей головки является неправильным или жиклерная плата является помятой (неравномерной в своей плоскостности), краска будет разбрызгиваться в сторону от ее соответствующей траектории, и качество отпечатка снижается. Поскольку жиклерная плата является отдельной частью в печатающих головках традиционной конструкции, толщина, необходимая для предотвращения искривления или коробления в процессе изготовления, требует, чтобы высота (по отношению к толщине жиклерной платы) жиклерного отверстия была выше, чем необходимо для термической эффективности. Обычно отдельная жиклерная плата присоединяется к отдельной матрице печатающей головки на полупроводниковой пластине, которая содержит много печатающих головок. Желательно иметь способ, который позволяет размещать жиклерные платы все сразу по всей полупроводниковой пластине с увеличением производительности, а также обеспечивает точность размещения жиклеров.
Краска в камере подогрева заполняет канал жиклера до наружных краев жиклерной платы. Таким образом, другим недостатком, связанным с этой увеличенной высотой краски в канале жиклера, является то, что требуется больше энергии для выталкивания краски. К тому же высокое качество фотопечати требует более высокого разрешения, а следовательно, меньших капель краски. Поэтому требуется более тонкая жиклерная плата, какая только может быть изготовлена. Кроме того, поскольку количество выталкиваемой краски в каждой капле становится меньше, в печатающей головке требуется больше жиклеров для создания данного образца за единственное прохождение печатающей головки поверх носителя печати с фиксированной скоростью печатания. Для предотвращения перегрева печатающей головки благодаря увеличенному числу жиклеров необходимо уменьшить количество энергии, используемое на жиклер.
Известен способ создания струйной печатающей головки, содержащей полупроводниковую подложку, имеющую множество подающих жидкость прорезей, проходящих через полупроводниковую подложку и соединенных с множеством подающих жидкость каналов на обратной стороне подложки (патент US 5686224).
Из этого же патента известна также печатающая головка для эжекции жидкости, содержащая подложку и маску многоплотностного уровня.
Однако эксплуатационный срок такой печатающей головки был недостаточным. Печатающая головка была частью сменного пишущего элемента, который заменялся после прохождения подачи краски.
Технической задачей изобретения является создание способа получения печатной головки и печатная головка, имеющие низкую стоимость и длительную многолетнюю эксплуатацию печатающей головки.
Поставленная задача достигается за счет того, что способ создания струйной печатающей головки, содержащей полупроводниковую подложку, имеющую множество подающих жидкость прорезей, проходящих через полупроводниковую подложку и соединенных с множеством подающих жидкость каналов на оборотной стороне подложки, включает стадии
нанесения пакета тонкопленочных слоев на поверхность полупроводниковой подложки,
нанесения единственного слоя медленносшивающегося полимера на пакет тонкопленочных слоев,
облучения медленносшивающегося полимера малой дозой электромагнитной энергии, достаточной для недодержки и сшивки медленносшивающегося полимера до желаемой глубины, для переноса изображения жиклера и облучения большой дозой электромагнитной энергии, достаточной для передержки и сшивки медленносшивающегося полимера, за исключением места, где находится камера жидкостной полости, для переноса изображения жидкостной полости, и включает проявление тех частей единственного слоя медленносшивающегося полимера, где перенесенное изображение жиклера располагается с определением местоположения соответствующего жиклерного отверстия, а перенесенное изображение жидкостной полости располагается с определением местоположения соответствующего отверстия жидкостной полости.
Причем стадия нанесения медленносшивающегося полимера может дополнительно включать стадию выбора медленносшивающегося полимера из группы, состоящей из различных слоев фотокопирующего полимера и оптических красителей, смесей фотокопирующего полимера и оптических красителей, и фотокопирующего полимера.
Стадия нанесения медленносшивающегося полимера может дополнительно включать стадию выбора медленносшивающегося полимера из группы, состоящей из различных слоев фотокопирующего эпоксида и оптических красителей, смесей фотокопирующего эпоксида и оптических красителей, и фотокопирующего эпоксида.
Стадия нанесения слоя медленносшивающегося полимера может также дополнительно включать стадию нанесения наносимого слоя медленносшивающегося полимера толщиной 8-34 мкм.
Стадия переноса изображения жиклера и изображения жидкостной полости может включать дополнительно облучение медленносшивающегося полимера электромагнитной энергией через маску многоплотностного уровня, либо
облучение медленносшивающегося полимера высокой дозой электромагнитной энергии с использованием шаблона и
облучение медленносшивающегося полимера низкой дозой электромагнитной энергии с использованием шаблона.
Поставленная задача также достигается за счет того, что струйная печатающая головка для эжекции жидкости, содержащая полупроводниковую подложку, изготовлена вышеописанным способом и содержит
пакет тонкопленочных слоев, присоединенный к поверхности полупроводниковой подложки, причем пакет тонкопленочных слоев дополнительно содержит рассеивающий энергию элемент и определяет подающую жидкость прорезь,
единственный слой медленносшивающегося полимера, имеющий выполненный в нем жиклер, причем медленносшивающийся полимер нанесен на пакет тонкопленочных слоев, жиклер расположен сверху рассеивающего энергию элемента, а единственный слой медленносшивающегося полимера имеет выполненную в нем жидкостную полость, при этом жидкостная полость расположена сверху подающей жидкость прорези, и
подающий жидкость канал, расположенный на оборотной стороне полупроводниковой подложки и выходящий в подающую жидкость прорезь.
Поставленная задача достигается также за счет того, что маска многоплотностного уровня служит для осуществления вышеописанного способа и содержит
проницаемую кварцевую подложку,
выполненный по шаблону слой полупроницаемого диэлектрического материала, нанесенный на проницаемую кварцевую подложку, и
выполненный по шаблону слой непроницаемого материала, нанесенный на выполненный по шаблону слой полупроницаемого диэлектрического материала.
Причем выполненный по шаблону слой полупроницаемого диэлектрического материала может быть полупроницаемым в оптическом интервале длин волн 365-436 нм.
Кроме того, выполненным по шаблону слоем полупроницаемого диэлектрического материала может быть FeO2.
Сущность изобретения поясняется чертежами, где:
На фиг. 1А представлен вид сверху отдельного жиклера предпочтительного варианта.
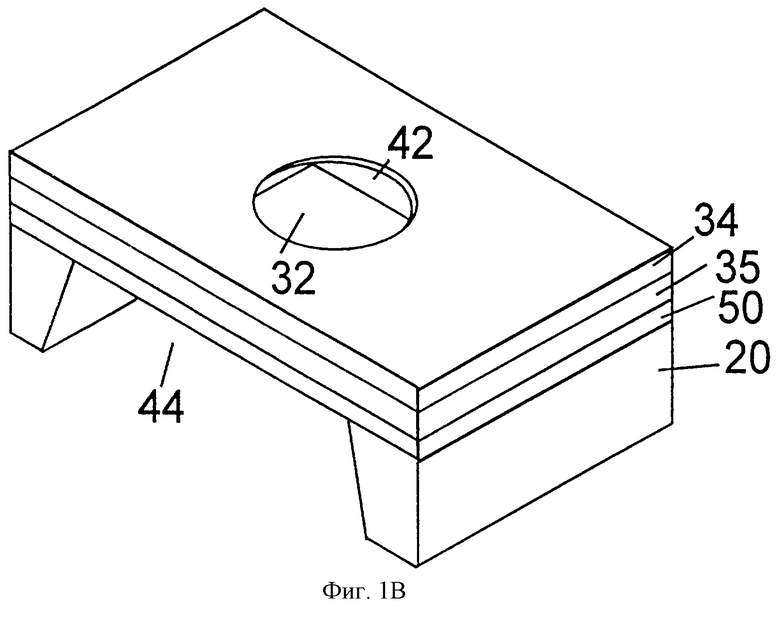
На фиг. 1В представлено в изометрии поперечное сечение жиклера, показывающее основную конструкцию.
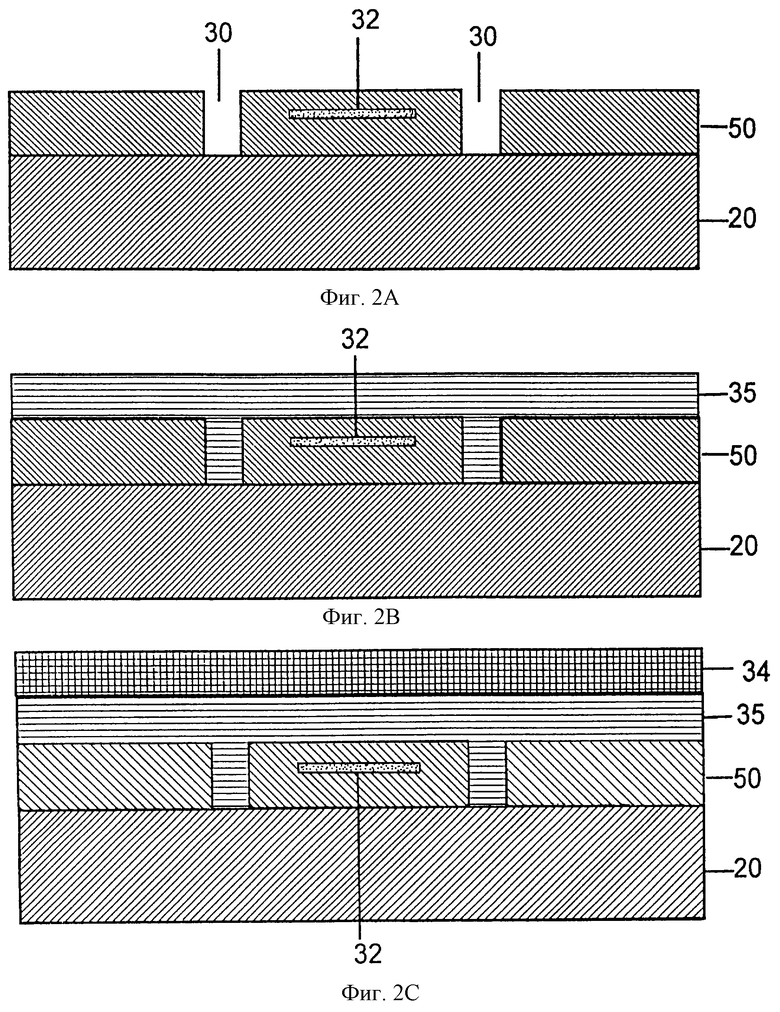
На фиг.2А÷2Н показаны стадии предпочтительного варианта способа создания жиклера на месте. Представлен вид по стрелке А-А жиклера с фиг.1А.
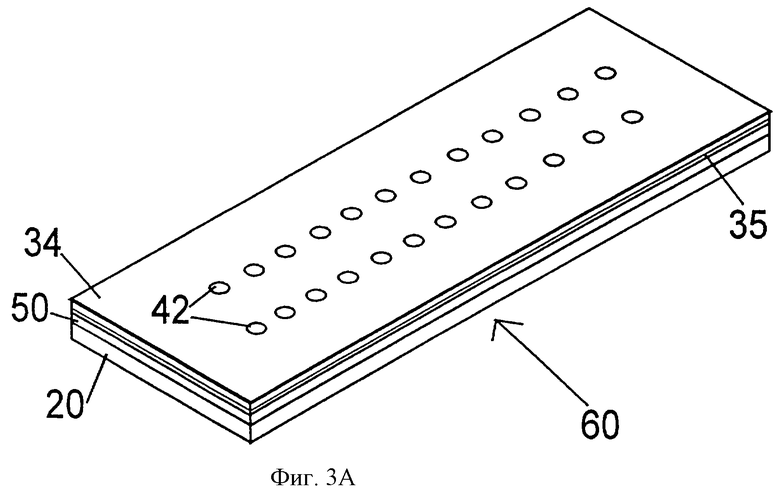
На фиг. 3А представлен вид сверху печатающей головки, имеющей множество жиклеров.
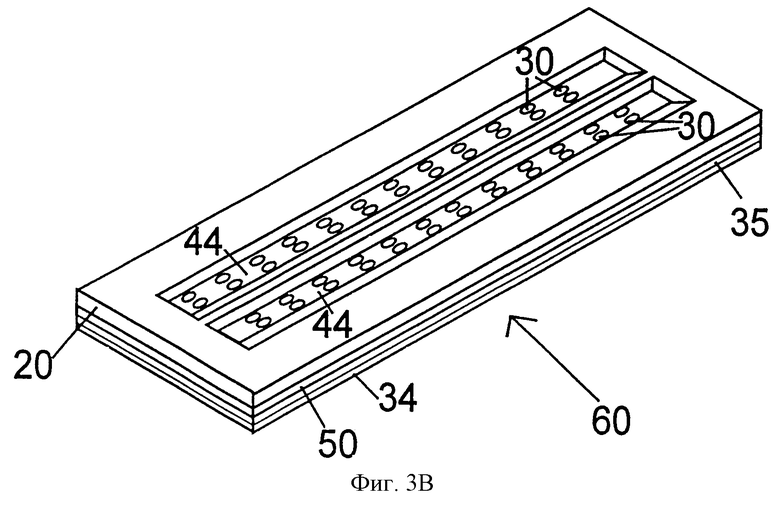
На фиг. 3В представлен вид снизу печатающей головки, показанной на фиг. 3А.
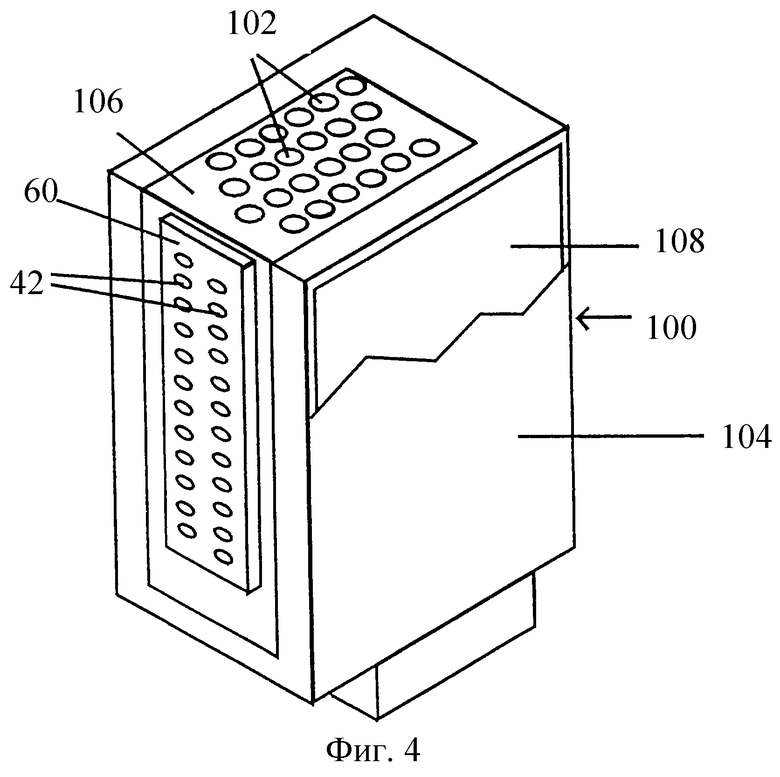
На фиг.4 показан печатающий картридж, который использует печатающую головку, которая может быть использована в настоящем изобретении.
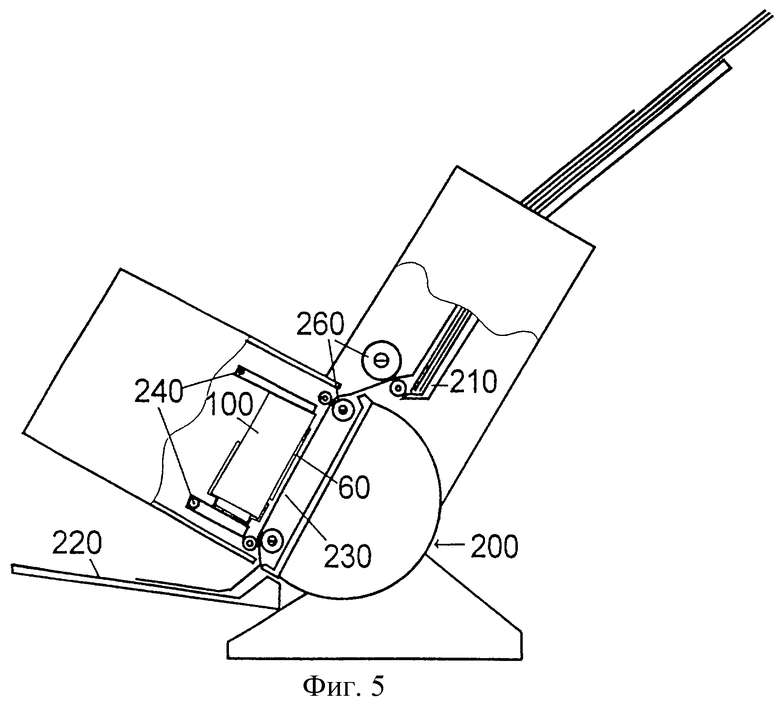
На фиг.5 показан печатающий механизм, использующий печатающий картридж, который имеет печатающую головку, которая может быть использована в настоящем изобретении.
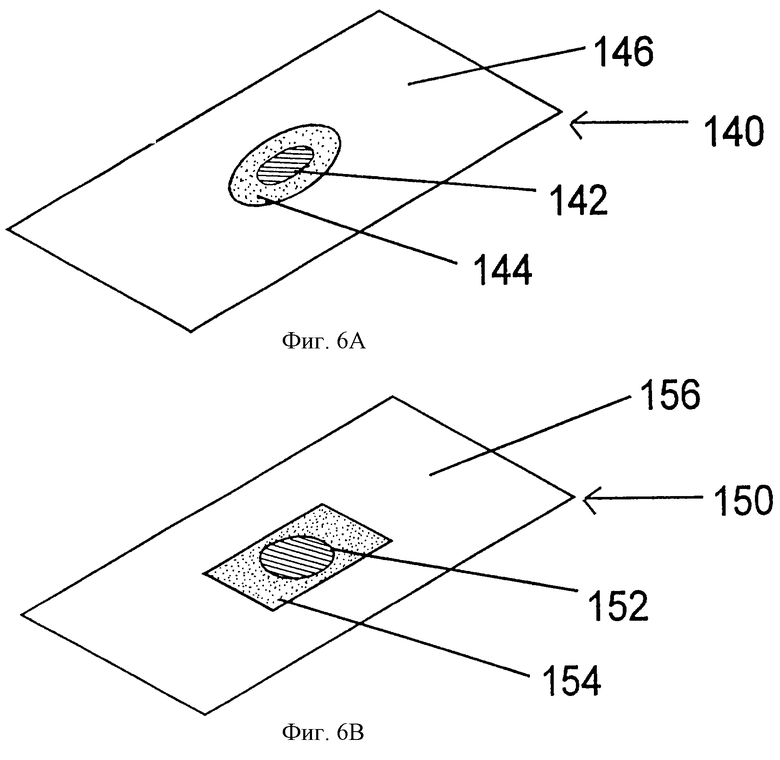
На фиг. 6А показан шаблон маски, используемый для создания альтернативного варианта изобретения.
На фиг. 6В представлен шаблон маски, который может быть использован в предпочтительном варианте изобретения.
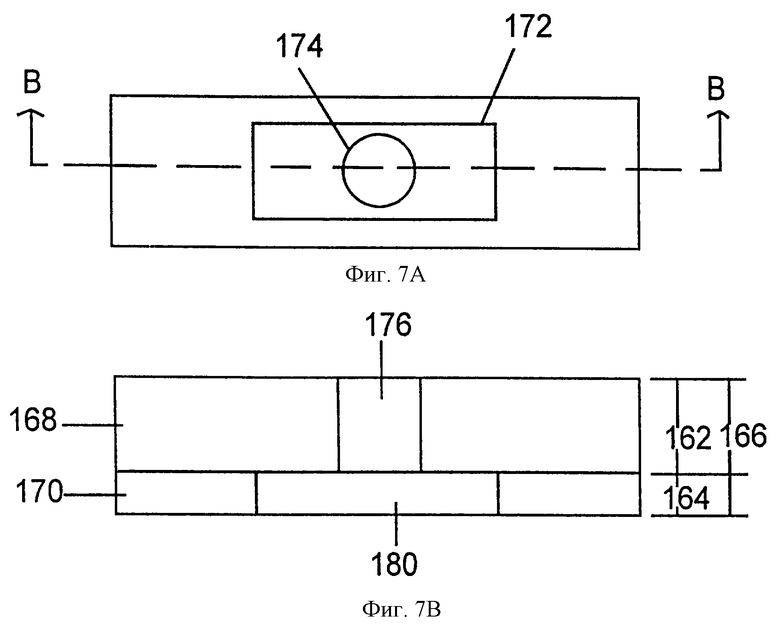
На фиг.7А представлен вид сверху предпочтительного варианта изобретения.
На фиг.7В представлен вид сбоку предпочтительного варианта изобретения, показывающий соответствующие размеры, используемые для определения входящего жиклера.
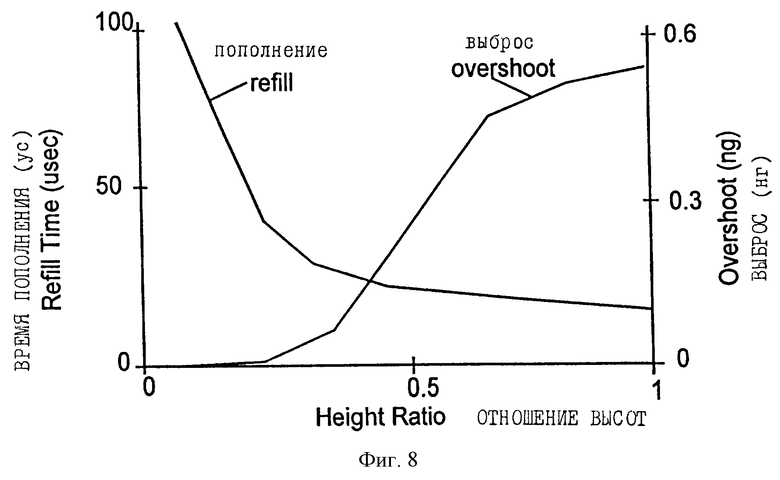
На фиг. 8 приведен график, представляющий конструкторские согласования времени пополнения и выброса на основании соотношения высот входящего жиклера предпочтительного варианта.
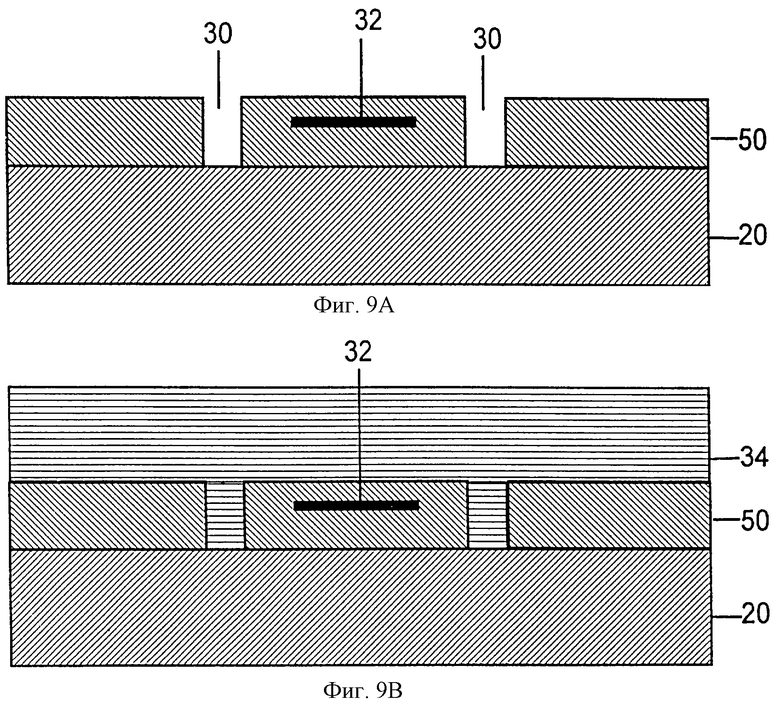
На фиг.9A÷9G показаны стадии способа создания однослойного варианта жиклера на месте.
На фиг.10A÷10E показаны результаты способа создания маски многоплотностного уровня, используемой в предпочтительном варианте изобретения.
Изобретение относится к новому способу получения полимерного жиклера, который создает сэндвич из многих материалов фотокопирующих слоев поверх подложки и который не требует никелевой жиклерной платы или материала барьерного перехода. Каждый фотокопирующий слой имеет различную степень сшивки для данной интенсивности энергии. Кроме того, изобретение охватывает топологию конструкции, использующую фотокопирующие слои, которая дает входящий (направленный внутрь) жиклер с профилем в виде шляпы-цилиндра. Цилиндрообразный жиклер может быть получен при варьировании технологических параметров для оптимизации характеристик выталкивания капель. Эта топология цилиндрообразной конструкции обладает несколькими преимуществами над конструкцией с прямыми стенками или линейной конической конфигурацией. Камера цилиндрообразного входящего жиклера, которая выпускает капли жидкости, легко определяется камерой жидкостной полости и камерой жиклера. Площадь и форма каждой камеры, как представляется при смотрении в жиклер, определяется путем использования шаблонной маски или набора масок. Маски позволяют регулировать входной диаметр, выходной диаметр и объем камеры подогрева по отношению к толщине или высоте жиклерного слоя. Высота камеры жиклера и высота камеры жидкостной полости регулируются независимо для обеспечения оптимальной стабильности процесса и широких возможностей конструирования. Путем регулирования формы, площади и высоты камер жиклера и жидкостной полости конструктор может регулировать размер капли, форму капли и уменьшать эффект обратного проскока (та часть пузырька, который выдавливает краску, которая расширяется в направлении, противоположном направлению выталкивания капли) и в некоторой степени скорость пополнения (время, требующееся для заполнения краской структуры цилиндрообразного жиклера). К тому же эта цилиндрообразная топология позволяет подающим жидкость прорезям, которые направляют жидкость в жиклер, располагаться на расстоянии от рассеивающего энергию элемента, используемого для выталкивания жидкости, снижением возможности пузырьку попасть в подающий жидкость путь, создать в результате закупорку.
Полимерный жиклер для прямого формирования изображения обычно содержит два или более слоев отрицательного действия фоторезистивных материалов с немного отличающимися степенями разрешения. Степени разрешения основаны на различных материалах каждого слоя, имеющих различные молекулярные массы, физическую композицию или оптическую плотность. В способе, приводимом в качестве примера, который использует два слоя, на подложку наносится "медленный" фоторезист, который требует для сшивки электромагнитную энергию с интенсивностью 500 мДж/см2. В струйной печатающей головке эта подложка состоит из проводникового материала и имеет пакет тонкопленочных слоев, нанесенный на ее поверхность. "Быстрый" фоторезист, который требует для сшивки электромагнитную энергию с интенсивностью до 100 мДж/см2, наносится на слой медленного фоторезиста. После отверждения фоторезистивные слои подложки облучаются через маску при очень высокой интенсивности не менее 500 мДж/см2 для определения камеры жидкостной полости. Интенсивность является достаточной высокой для сшивки как верхнего, так и нижнего слоев. Фоторезистивные слои подложки затем облучаются через другую маску электромагнитной энергией низкой интенсивности 100 мДж/см2 для определения камеры жиклера. Важно, чтобы интенсивность второго облучения была достаточно низкой так, чтобы нижний жиклерный слой медленного фоторезиста, который находится под жиклерным отверстием, не сшивался.
Полимерный материал является хорошо известным в области интегральных схем благодаря его способности сглаживать поверхность тонкопленочных микрорельефов. Эмпирические данные показывают, что отклонения топографии жиклерной платы могут выдерживаться глубиной 1 мкм. Эта характеристика является важной для обеспечения непрерывной траектории капли.
Кроме того, существует много различных полимеров, имеющих отрицательного действия фоторезистивные свойства. Примерами полимерных материалов являются полиимид, эпоксид, полибензоксазолы, бензоциклобутен и зольгели. Специалистам понятно, что существуют другие отрицательного действия фоторезистивные полимерные материалы, которые подпадают под сущность и объем изобретения. Путем введения оптического красителя (такого как Оранжевый 3, около 2 маc.%) в прозрачный полимерный материал медленный фоторезист может быть получен из быстрого фоторезиста, который не имеет красителя или имеет небольшое количество красителя. В другом варианте слой полимерного материала покрывается тонких слоем красителя. Альтернативные способности создания медленных фоторезистов содержат смешение полимеров с различными молекулярными массами, с различными характеристиками длин волн поглощения, с различными скоростями проявления и с использованием пигментов. Специалистам понятно, что существуют другие способы замедления фоточувствительности полимеров, которые подпадают под сущность и объем изобретения.
На фиг. 1А представлен вид сверху отдельного жиклера (также называемого соплом или отверстием), использующего предпочтительный вариант настоящего изобретения. Верхний жиклерный слой 34 состоит из быстроотверждающегося полимера, такого как фотокопирующая эпоксидная смола (такая как SU8, разработанная фирмой АйБиЭм) или фотокопирующий полимер (такой как OCG, общеизвестный в технике). Верхний жиклерный слой 34 используется для определения формы и высоты жиклерного отверстия 42. Погруженными в жиклерный слой являются подающие жидкость прорези 30 и жидкостная полость 43. Жидкость, такая как краска, течет в жидкостную полость 43 через подающие жидкость прорези 30 и нагревается рассеивающим энергию элементом 32, образуя пузырек пара жидкости, который принудительно выталкивает оставшуюся жидкость из жиклера 42. Вид по А-А показывает направление рассмотрения поперечных сечений на последующих фигурах.
На фиг.1В представлен в изометрии поперечный разрез отдельного жиклера, показанного на фиг.1А, полностью цельной головки для нанесения струйной термопечати. Нижний жиклерный слой 35 наносится поверх пакета тонкопленочных слоев 50, который перерабатывается отдельными слоями и вводится на поверхность полупроводящей подложки 20. Взятый в качестве примера жиклер 42 имеет диаметр 16 мкм, жидкостную полость 43 длиной 42 мкм и шириной 20 мкм, верхний жиклерный слой 34 толщиной 6 мкм и нижний жиклерный слой толщиной 6 мкм. Полупроводящая подложка 20 протравливается после нанесения пакета тонкопленочных слоев 50 с обеспечением подающего жидкость канала 44, который подает жидкость к жидкостьподающим прорезям 30 (не показано). Подающие жидкость прорези 30 определяются в пакете тонкопленочных слоев 50.
На фиг. 2А÷2Н показаны различные стадии способа, используемого для создания альтернативных вариантов изобретения.
На фиг.2А показана полупроводниковая подложка 20 после обработки с введением пакета тонкопленочных слоев 50, который включает элемент рассеяния энергии 32. Пакет тонкопленочных слоев 30 обрабатывается так, что подающие жидкость прорези 30 идут через всю его толщину.
На фиг.2В показана полупроводниковая подложка 20 после того, как нижний жиклерный слой 35, состоящий из медленносшивающегося полимера, наносится сверху пакета тонкопленочных слоев 50. Медленносшивающийся полимер наносится с использованием традиционного оборудования для нанесения покрытия центрифугированием, такого как изготовленное фирмой Карл Сасс KG. Способ нанесения покрытия центрифугированием, связанный с соответствующим оборудованием, обеспечивает формование плоской поверхности, так как медленносшивающийся полимер 35 заполняет подающие жидкость прорези 30 и поверхность пакета тонкопленочных слоев 50. Взятый в качестве примера способ нанесения покрытия центрифугированием заключается в напылении слоя резиста на полупроводниковую пластину с помощью центрифугирующего оборудования при 70 об/мин с ускорением 100 об/мин/с и временем напыления 20 с. Пластина затем прекращает вращаться с замедлением 100 об/мин/с и отдыхает 10 с. Затем пластина центрифугируется в течение 30 с при 1060 об/мин с ускорением 300 об/мин/с с напылением резиста поверх всей пластины. Альтернативные способы нанесения полимера включают нанесение покрытия на валках поливом, экструзией, распылением и окунанием. Понятно, что существуют другие способы нанесения полимерных слоев на подложку, которые подпадают под сущность и объем изобретения. Медленносшивающийся полимер получается смешением оптического красителя (такого как Оранжевый 3, около 2 маc.%) либо с фотокопирующим полиимидным, либо с фотокопирующим эпоксидным прозрачным полимерным материалом. При введении красителя для сшивки материала требуется большее количество электромагнитной энергии, чем для материала, не смешанного с красителем.
На фиг. 2С показан результат нанесения верхнего жиклерного слоя 34, состоящего из быстросшивающегося полимера, на нижний жиклерный слой 35.
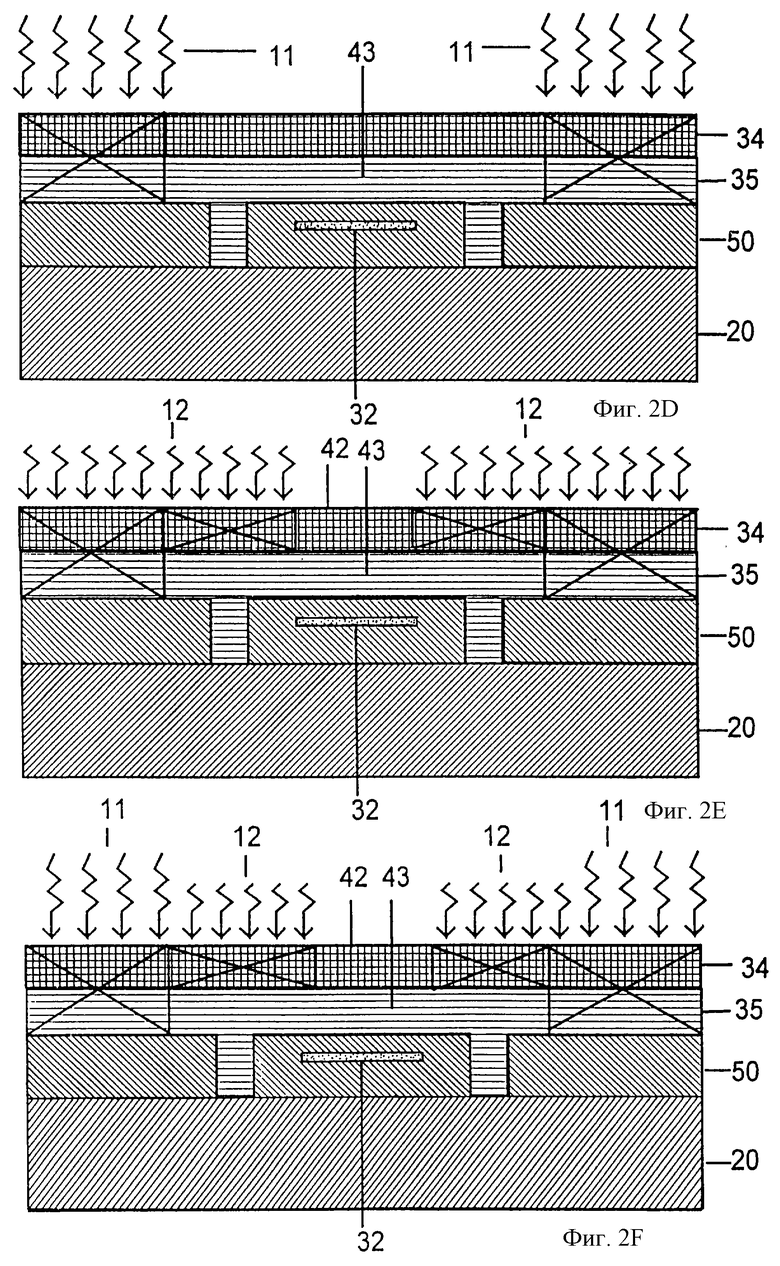
На фиг.2D показана сильная интенсивность электромагнитного излучения 11, приложенного к верхнему жиклерному слою 34 и нижнему жиклерному слою 35. Энергия, сообщаемая электромагнитным излучением, должна быть достаточной для сшивки как верхнего жиклерного слоя 34, так и нижнего жиклерного слоя 35 в зонах облучения (показано на фиг.2D, 2Е и 2F в виде зон, перечеркнутых Х-образно). В варианте, взятом в качестве примера, эта стадия осуществляется с использованием установки Микролайн SVG при 300 мДж с фокусным отклонением +9 мкм. Эта стадия определяет форму и площадь жидкостной полости 43 в жиклере.
На фиг. 2Е показана следующая стадия способа, на которой более низкая интенсивность электромагнитной энергии 12 прикладывается к верхнему жиклерному слою 34 и нижнему жиклерному слою 35. Суммарная энергия, расходуемая на этой стадии (либо при ограничении интенсивности, либо при ограничении времени облучения, либо при комбинация того и другого), является достаточной только для сшивки быстросшивающегося полимера в верхнем жиклерном слое 34. В варианте, взятом в качестве примера, эта стадия осуществляется с использованием установки Микролайн SVG при 60,3 мДж с фокусным смещением +3 мкм. Эта стадия определяет форму и площадь жиклерного отверстия 42.
На фиг. 2F показан способ облучения предпочтительного варианта. Вместо использования двух масок (одна - для определения жидкостной полости, как на фиг.2D, и одна - для определения жиклерного отверстия 42, как на фиг.2Е) используется только одна маска. Данный подход уменьшает возможные ошибки совмещения при использовании двух отдельных масок. Данная маска состоит из трех участков различной плотности на жиклерное отверстие (смотри фиг.6А и фиг.6В), образующих маску многоплотностного уровня. Один участок является по существу проницаемым для электромагнитной энергии. Второй участок является частично непроницаемым для электромагнитной энергии. Третий участок является полностью непроницаемым для электромагнитной энергии.
Первый участок позволяет сильной интенсивности электромагнитной энергии 11 проходить через маску с полной сшивкой и определяет жиклерные слои, где нефотокопирующий материал должен быть удален. Как верхний жиклерный слой 34, так и нижний жиклерный слой 35 сшиваются с предотвращением удаления в процессе проявления. Второй участок предназначается для обеспечения прохождения только низкой интенсивности электромагнитной энергии 12 с сшивкой верхнего жиклерного слоя 34, тогда как материал под вторым участком в нижнем жиклерном слое 35 остается несшитым. Третий участок (полностью непроницаемый) используется для определения формы и площади жиклерного отверстия 42. Поскольку электромагнитная энергия не может пройти через этот третий участок, сшивающийся полимер под непроницаемым третьим участком маски не подвергается облучению и, таким образом, удаляется позже при проявлении.
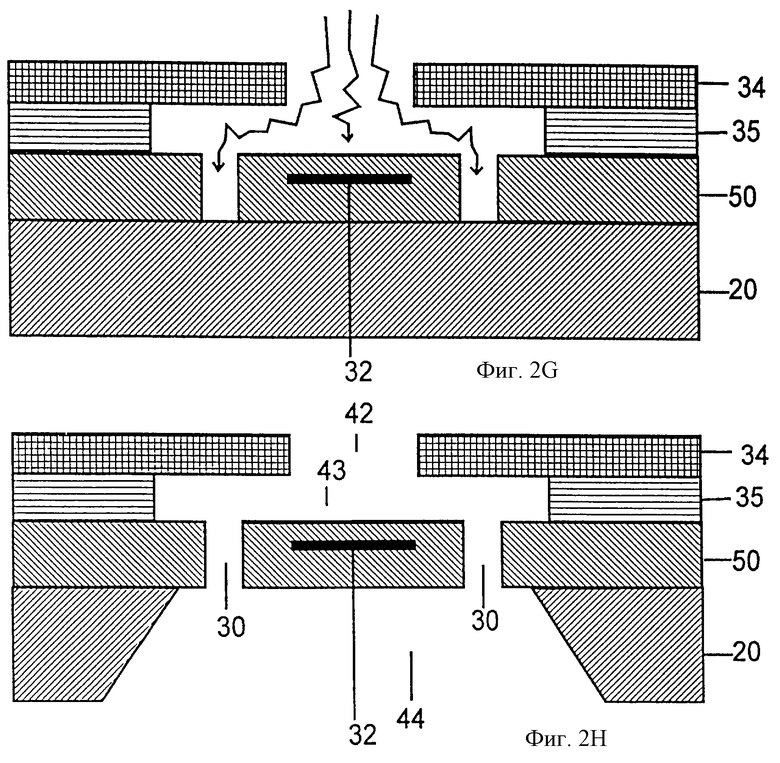
На фиг.2G показана стадия проявления способа, где материал в верхнем жиклерном слое 34 и нижнем жиклерном слое 35, включая материал в жидкостьподающих прорезях 30, удаляется. Во взятом в качестве примера способе используется установка для проявления Солитек 7110 с 70 сек проявления в NMП (N-метилпирролидон) при 1000 об/мин, 8 сек смешения в ИФК (изофталевая кислота) и ММП при 1000 об/мин, 10 сек промывки ИФК при 1000 об/мин и 60 сек вращения при 2000 об/мин.
На фиг. 2Н показан результат после того, как осуществляется травление тетраметиламмонийгидроксидом (ТМАГ) тыльной стороны (см. U. Schnakenburg, W. Benecke and P. Lange, TMANW Etchants for Silicon Micromachining, Tech. Dig. 6th Int. Conf. Solid State Sensors and Actuators (Tranducers 91), San Francisco, CA, USA, June 24-28, 1991, p. 815-818) с созданием подающего жидкость канала 44, который выходит в подающие жидкость прорези 30 с обеспечением входа жидкости в камеру жидкостной полости 43 и в конечном счете выталкивания жидкости из жиклерного отверстия 42.
На фиг. 3А представлен пример печатающей головки 60, которая содержит множество жиклерных отверстий 42, созданных в верхнем жиклерном слое 34 и нижнем жиклерном слое 35. Жиклерные слои наносятся на пакет тонкопленочных слоев 50, который нанесен на полупроводниковую подложку 20.
На фиг.3В показана противоположная сторона печатающей головки 60 с показом подающих жидкость каналов 44 и подающих жидкость прорезей 30.
На фиг.4 представлен пример варианта печатающего картриджа 100, который использует печатающую головку 60. Такой печатающий картридж может быть подобен картриджу НР51626А, поставляемому фирмой Хьюлетт-Паккард Ко. Печатающая головка 60 связана на гибкой печатной плате 106, которая спаривает контрольные сигналы от электрических контактов 102 с печатающей головкой 60. Жидкость содержится в резервуаре для жидкости 104, который имеет подающий жидкость узел, из которого, например, видна трубка 108 и напорная трубка (не показано). Жидкость хранится в трубке 108 и подается к печатающей головке 60 через напорную трубку.
На фиг.5 показан пример струйного регистрирующего устройства 200, подобного устройству Хьюлетт-Паккард Дескджет 340 (С2655А), использующего печатающий картридж 100 с фиг.4. Носитель 230 (такой как бумага) берется из кассеты 210 и подается вдоль длины через печатающий картридж 100 с помощью подающего механизма 260. Печатающий картридж 100 перемещается по ширине носителя 230 на узле каретки 240. Подающий механизм 260 и узел каретки 240 вместе образуют узел перемещения для транспортировки носителя 230. Когда информация записывается на носителе, он выталкивается на выходной лоток 220.
На фиг.6А показана отдельная маска многоплотностного уровня 140; она используется для формования жиклерного отверстия 42 в альтернативном варианте настоящего изобретения. Непроницаемый участок 142 используется для определения формы и площади жиклерного отверстия 42. Частично непроницаемый участок 144 используется для определения формы и площади жидкостной полости. Проницаемый участок 146 является по существу проницаемым для электромагнитной энергии, и этот участок маски определяет те участки верхнего жиклерного слоя 34 и нижнего жиклерного слоя 35, которые сшиваются и не удаляются при проявлении. Форма непроницаемого участка 142 совпадает с геометрической формой частично непроницаемого участка 144 для того, чтобы оптимизировать процесс проявления.
На фиг. 6В показан предпочтительный вариант отдельной маски многоплотностного уровня 150, в которой геометрическая форма непроницаемого участка 152 отличается от геометрической формы частично непроницаемого участка 154. Эта технология обеспечивается благодаря способу прямого формирования изображения, который обеспечивает отдельное определение формы жидкостной полости и формы жиклерного отверстия. Эта технология обеспечивает оптимальную конструкцию жидкостной полости, чтобы обеспечивать быстрые скорости повторного заполнения, степень обратного отскока и максимальную плотность множества жиклеров на печатающей головке. Когда капля жидкости выпускается из жиклера, капля имеет главную форму тела и следующий сзади хвост, которые вместе образуют объем капли. Способ прямого формирования изображения обеспечивает оптимальную конструкцию жиклерного отверстия 42 с обеспечением соответствующего объема выпущенной жидкости, конфигурации хвоста выпущенной жидкости и формы жидкости, когда она находится в жиклере, что обеспечивает минимизацию разрушения жидкости на траектории полета к носителю. Проницаемый участок 156 является по существу проницаемым по отношению к электромагнитной энергии, и этот участок маски определяет такие участки верхнего жиклерного слоя 34 и нижнего жиклерного слоя 35, которые сшиваются и не удаляются при проявлении. В данном варианте взятая в качестве примера маска имеет проницаемость для проницаемого участка 156 по существу 100%, проницаемость частично непроницаемого участка 154 - по существу 20% и проницаемость непроницаемого участка 152 - по существу 0%.
Способность иметь различные формы позволяет размещать подающие жидкость прорези 30 вдали от рассеивающего энергию элемента 32 для снижения возможности проглатывания обратного отскока пузырька, препятствуя таким образом выходу воздуха через жиклер.
Кроме того, благодаря способности регулировать толщины как нижнего жиклерного слоя 35, так и верхнего жиклерного слоя 34 со способностью регулировать отдельные формы жидкостной полости и жиклерного отверстия может быть получена основная конструкция жиклера.
На фиг. 7А представлен вид сверху предпочтительной конструкции жиклера. Жиклерное отверстие 174 является круглой формы, а жидкостная полость 172 является прямоугольной формы. На фиг.7В представлен вид сбоку жиклера, как показано по стрелке ВВ на фиг.7А. Верхний жиклерный слой 168 имеет верхнюю высоту жиклера 162, которая вместе с площадью жиклерного отверстия 174 определяет объем жиклерной камеры 176. Нижний жиклерный слой 170 имеет нижнюю высоту жиклера 164, которая вместе с площадью жидкостной полости 172 определяет объем камеры жидкостной полости 180. Общая высота жиклера 166 является суммой верхней высоты жиклера 162 и нижней высоты жиклера 164. Отношение нижней высоты жиклера 164 к верхней высоте жиклера 162 определяет критический параметр, отношение высот, где:
ОТНОШЕНИЕ ВЫСОТ = НИЖНЯЯ ВЫСОТА ЖИКЛЕРА / ВЕРХНЯЯ ВЫСОТА ВЫСОТ ЖИКЛЕРА
Это отношение высот регулирует как объем выброса выталкиваемой капли относительно длины ее хвостовой части, так и время пополнения, время, требующееся для повторного заполнения жиклера жидкостью для выталкивания жидкости.
На фиг.8 представлен график, который показывает зависимость времени пополнения от отношения высот и объема выброса от отношения высот для взятого в качестве примера жиклера диаметром 16 мкм с длиной жидкостной полости 42 мкм и шириной жидкостной полости 20 мкм. Использование этого графика позволяет конструктору печатающей головки выбрать толщину слоя для желаемой формы выталкиваемой капли.
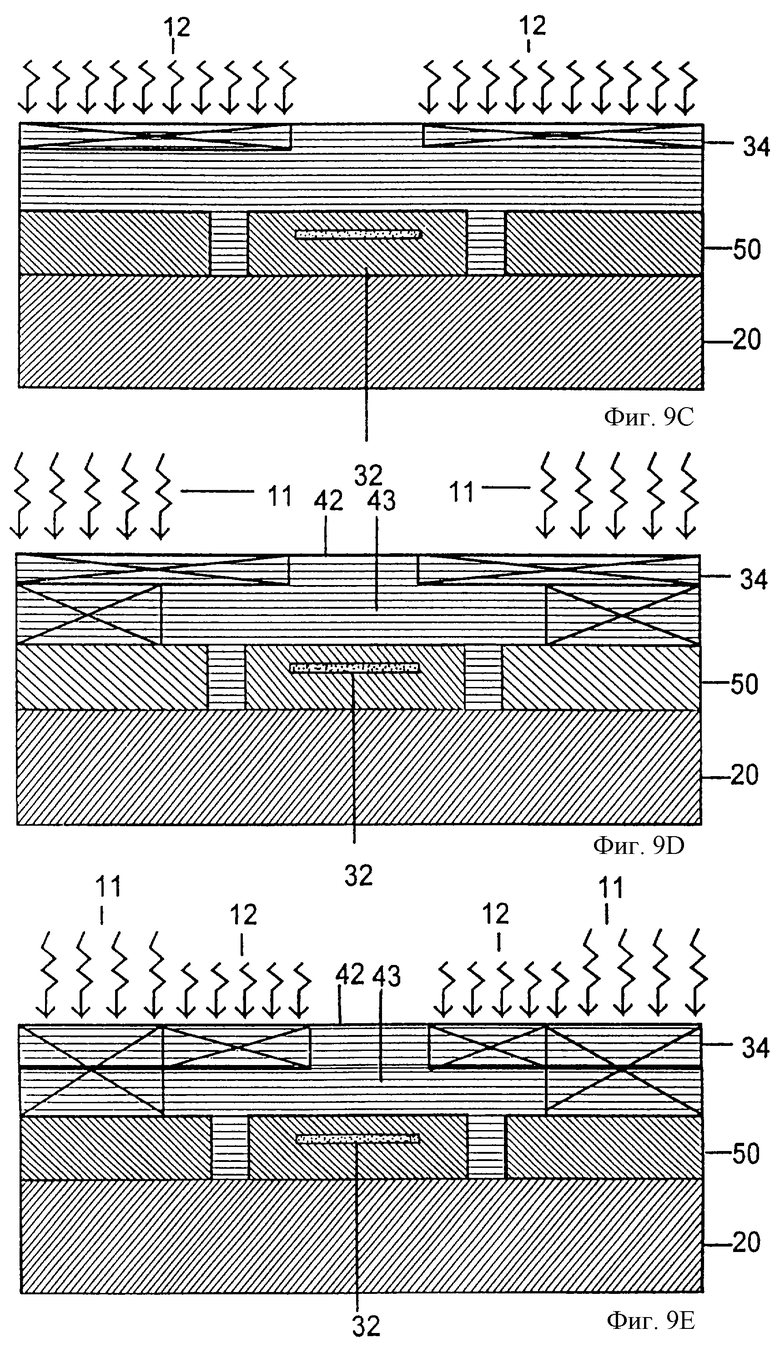
На фиг. 9А÷9Е показаны стадии альтернативного варианта изобретения, который использует единственный слой медленносшивающегося полимера и применяет недодержку и передержку медленносшивающегося полимера под действием электромагнитной энергии в качестве способа формования отдельных слоев.
На фиг. 9А представлена обработанная полупроводниковая подложка 20, которая имеет пакет тонкопленочных слоев 50, нанесенный на нее, который содержит рассеивающий энергию элемент 32 и подающие жидкость прорези 30.
На фиг. 9В показано нанесение слоя медленносшивающегося материала 34 на пакет тонкопленочных слоев 50 и заполнение жидкостьподающих прорезей 30.
На фиг.9С показано облучение слоя медленносшивающегося полимера 34 малой дозой электромагнитной энергии 12 для определения жиклерного отверстия. Доза облучения является достаточной для недодержки и сшивки медленносшивающегося полимера до желаемой глубины. Взятое в качестве примера облучение составляет 60,3 мДж.
На фиг. 9D показано облучение слоя медленносшивающегося полимера 34 большой дозой, достаточной для передержки и сшивки слоя медленносшивающегося полимера 34, за исключением места, где находится камера жидкостной полости. Взятое в качестве примера облучение составляет 300 мДж.
На фиг. 9Е показана альтернативная стадия способа по отношению к показанным на фиг. 9С и фиг.9D, использующая единственную маску, имеющую многоплотностные уровни, позволяющие использовать различные дозы электромагнитной энергии для облучения слоя медленносшивающегося полимера 34. Этот способ обеспечивает точное совмещение жиклерного отверстия 42 и камеры жидкостной полости 43 при одновременном снижении числа стадий способа.
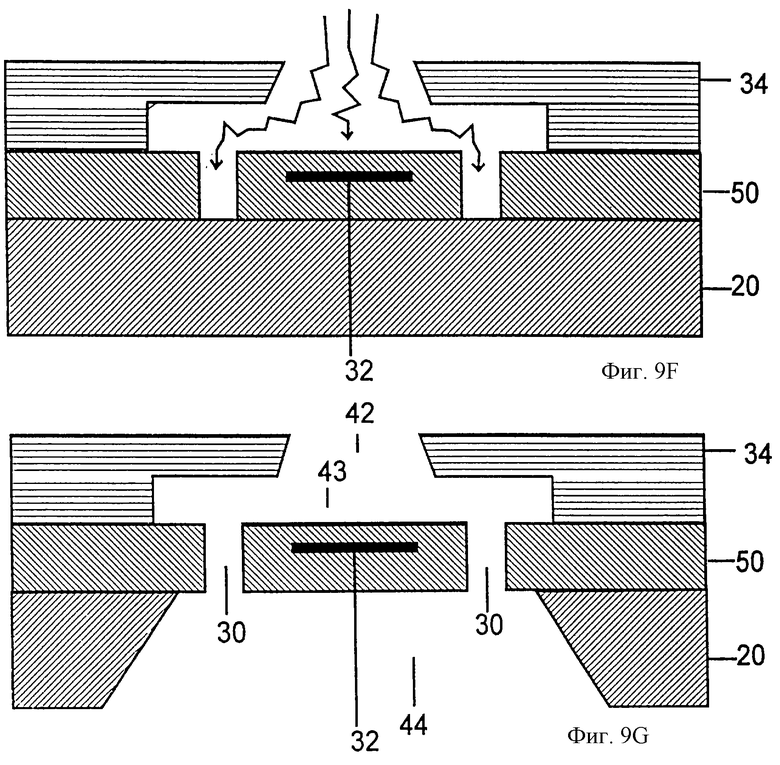
На фиг.9F показано проявление, где несшитый материал удаляется из камеры жидкостной полости и жиклерной камеры. Жиклерная камера имеет небольшую конусность на входе благодаря меньшей сшивке материала в глубину слоя медленносшивающегося полимера 34, поскольку краситель и другие материалы смешивались в ослаблениях электромагнитной энергии, когда она проникает.
На фиг.9G показан конечный результат после травления ТМАГ тыльной стороны с созданием жидкостьподающего канала, который выходит в жидкостьподающие прорези 30.
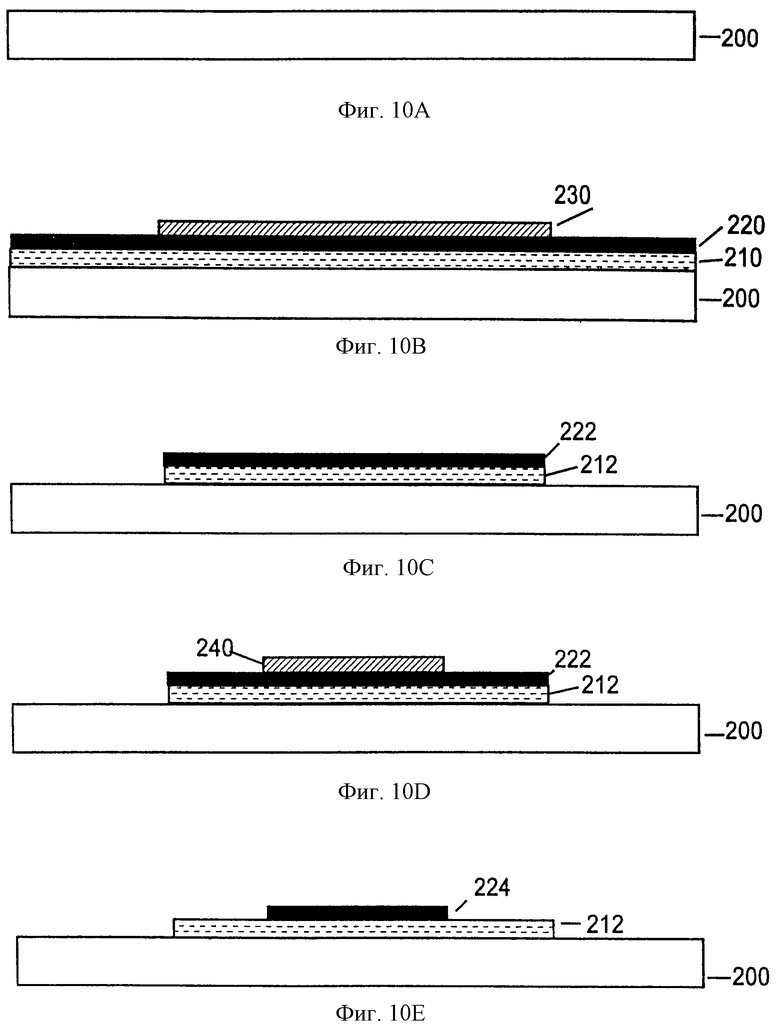
На фиг. 10А÷10Е показаны результаты стадий способа, использованных для получения маски многоплотностного уровня в способах изготовления отдельных масок для получения окон в жиклерном слое.
На фиг.10А показана кварцевая подложка 200, которая является проницаемой для электромагнитной энергии, используемой для облучения фотокопирующего полимера, используемого для создания жиклерных слоев. Кварцевая подложка 200 должна быть соответствующего оптического качества.
На фиг.10В показана кварцевая подложка 200 с слоем полупроницаемого диэлектрического материала 210, нанесенного на нее. Таким взятым в качестве примера материалом является оксид железа (FeO2). На слой полупроницаемого диэлектрического материала 210 наносится слой непроницаемого материала 220, например таким материалом является хром. Как FeO2, так и хром могут быть нанесены с использованием традиционного электронно-лучевого напылителя. Слой отрицательного действия фоторезиста наносится на слой непрозрачного материала 220, облучается электромагнитной энергией и проявляется, оставляя фоторезистные участки 230, которые определяют форму и размер камеры жидкостной полости.
На фиг.10С показан результат после традиционного травления кварцевой подложки 200. Когда непроницаемый материал 220 состоит из хрома, тогда взятым в качестве примера способом травления является травление хрома в стандартной KTI-ванне. Кварцевая подложка 200 затем подвергается другому традиционному способу травления для удаления полупроницаемого диэлектрического материала 210 с образованием полупроницаемого слоя 212. Когда в качестве полупроницаемого диэлектрического материала 210 используется FeО2, взятым в качестве примера способом является плазменное травление с использованием плазмы SF6 или CF4. Остающийся фоторезист 230 затем зачищается.
На фиг.10D другой слой фоторезиста затем наносится на кварцевую подложку 200, облучается для определения формы и площади жиклерного отверстия, затем проявляется для создания жиклерного шаблона 240.
На фиг.10Е показан результат после того, как кварцевая подложка 200 протравливается для удаления непроницаемого слоя 222, где жиклерный шаблон 240 не размещается, создавая в результате шаблон жиклерного отверстия 224 непроницаемого слоя. В том случае, когда непроницаемым материалом является хром, взятым в качестве примера способом травления является мокрое химическое травление, так что полупроницаемый диэлектрический слой 212 не подвергается воздействию в способе травления.
Способ прямого формирования изображения с полимерным жиклером является простым, недорогостоящим, использующим существующее оборудование и совместимым с существующей термоструйной технологией. Он обеспечивает гибкость конструирования и жесткий контроль размеров жиклера путем обеспечения независимого регулирования геометрических размеров жиклерного отверстия и жидкостной полости. Конструкция маски многоплотностного уровня дает возможность использования одного облучения для обеспечения собственного совмещения жиклера и жидкостной полости с улучшением производительности и плотности.
Несмотря на то, что показаны различные формы входящих жиклеров, возможны другие входящие формы с использованием вышеуказанных способов, которые подпадают под сущность и объем изобретения.
Изобретение касается более жесткого направленного регулирования струи жидкости и меньшего объема капли для более тонкого разрешения, требующегося для резонирующей четкой фотопечати. Кроме того, изобретение упрощает изготовление печатающей головки, что снижает стоимость продукции, делает возможным высокие скорости объемного пробега и увеличивает качество, надежность и совместимость печатающих головок. Предпочтительный вариант и альтернативные ему варианты осуществления изобретения показывают, что могут быть созданы отдельные формы жиклера, относящиеся к дополнительным областям применения, или с созданием преимущества различных свойств жидкости, выталкиваемой из печатающей головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАЗОВАНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ ТЕРМОГРАФИЧЕСКОЙ СТРУЙНОЙ ПЕЧАТИ, ПЕЧАТАЮЩАЯ ГОЛОВКА ДЛЯ ТЕРМОГРАФИЧЕСКОЙ СТРУЙНОЙ ПЕЧАТИ И ПОЛУПРОВОДНИКОВАЯ ПЛАСТИНА | 2016 |
|
RU2714619C1 |
| УЗКАЯ СТРУЙНАЯ ПЕЧАТАЮЩАЯ ГОЛОВКА | 2001 |
|
RU2270760C2 |
| ТЕРМОСТРУЙНАЯ ПЕЧАТАЮЩАЯ ГОЛОВКА | 1991 |
|
RU2051042C1 |
| КОМПАКТНАЯ ВЫСОКОЭФФЕКТИВНАЯ СТРУЙНАЯ ПЕЧАТАЮЩАЯ ГОЛОВКА ВЫСОКОЙ ПЛОТНОСТИ | 2001 |
|
RU2276639C2 |
| ЭНЕРГЕТИЧЕСКИ СБАЛАНСИРОВАННАЯ КОНСТРУКЦИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ | 2001 |
|
RU2268149C2 |
| УЗКАЯ МНОГОЦВЕТНАЯ СТРУЙНАЯ ПЕЧАТАЮЩАЯ ГОЛОВКА | 2001 |
|
RU2264919C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ФОРМ ДЛЯ ОФСЕТНОЙ ПЕЧАТИ | 2008 |
|
RU2371317C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕКТРОПРОВОДЯЩИХ ИЛИ ПОЛУПРОВОДНИКОВЫХ ТРЕХМЕРНЫХ СТРУКТУР И СПОСОБЫ УНИЧТОЖЕНИЯ ЭТИХ СТРУКТУР | 1999 |
|
RU2183882C2 |
| ТЕРМОСТРУЙНАЯ ПЕЧАТАЮЩАЯ ГОЛОВКА | 1991 |
|
RU2051043C1 |
| ПЕЧАТАЮЩАЯ ГОЛОВКА ДЛЯ ТЕРМОГРАФИЧЕСКОЙ СТРУЙНОЙ ПЕЧАТИ И СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ ТЕРМОГРАФИЧЕСКОЙ СТРУЙНОЙ ПЕЧАТИ | 2017 |
|
RU2746306C2 |
Настоящее решение относится к струйной термопечати. Более конкретно, относится к способу и устройству получения точных полимерных жиклеров, содержащих эпоксид, полиимид или другой отрицательного действия фоторезистивный материал, с использованием методов прямого формирования изображения. Способ создания струйной печатающей головки включает стадии нанесения пакета тонкопленочных слоев на поверхность полупроводниковой подложки, нанесения единственного слоя медленно сшивающегося полимера на пакет тонкопленочных слоев, облучения медленно сшивающегося полимера малой дозой электромагнитной энергии, достаточной для недодержки и сшивки медленно сшивающегося полимера до желаемой глубины, для переноса изображения жиклера и облучения большой дозой электромагнитной энергии, достаточной для передержки и сшивки медленно сшивающегося полимера, за исключением места, где находится камера жидкостной полости, для переноса изображения жидкостной полости, и включает проявление тех частей единственного слоя медленно сшивающегося полимера, где перенесенное изображение жиклера располагается с определением местоположения соответствующего жиклерного отверстия, а перенесенное изображение жидкостной полости располагается с определением местоположения соответствующего отверстия жидкостной полости. Данные признаки позволяют снизить стоимость печатной головки и стоимость ее изготовления и увеличить длительность ее эксплуатации. 3 с. и 7 з.п. ф-лы, 10 ил.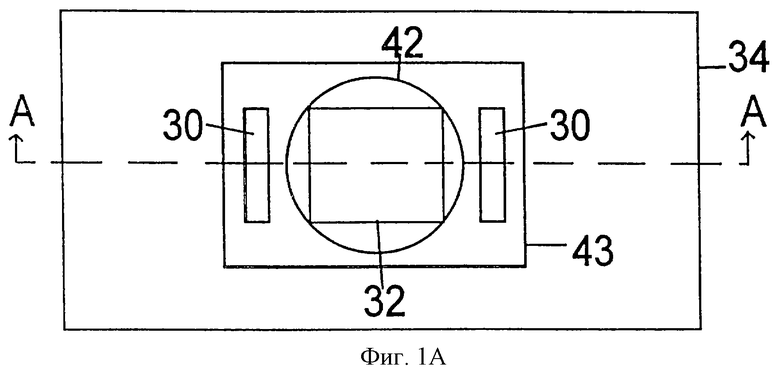
| US 5686224 А, 11.11.1997 | |||
| КОВШ ЭКСКАВАТОРА | 0 |
|
SU244214A1 |
| Раскладчик листового материала | 1971 |
|
SU491560A1 |
| Струйная печатающая головка и способ ее изготовления | 1989 |
|
SU1635896A3 |
| Термоструйная печатающая головка | 1988 |
|
SU1648797A1 |

