делие 6 через подающий ролик 2 последовательно огибает промежуточный ролик 5 и подается на приемный барабан 3, после чего на его поверхности фиксируется перемычка 4, и на нагреватель 1 одновременно с включением привода вращения роликов 2,3 и 5 подается высокочастотное напряжение. Кинематическая связь роликов 2, 3 и 5 обеспечивает им различную угловую скорость вращения с учетом компенсации тепловых и структурных изменений объема изделия 6 в процессе нагрева и закалки и согласованное осевое перемещение ролика 3 с определенным шагом. Часть издеопия 6, размещенная в про1
Изобретение относится к металлургии и может быть использовано для термообработки профильных изделий из проволоки малого сечения, а также в процессе навивки и закалки тан- генциальных расщирителей маслосъем- ных поршневых колец тракторных и автомобильных двигателей повьшенной мощности.
Цель изобретения - улучшение качества изделия в процессе обработки.
На чертеже изображен общий вид предлагаемого устройства для непрерывно-последовательной закалки про- фильных изделий из проволоки малого сечения.
Устройство содержит нагреватель подающий 2 и приемньсй 3 ролики, электрически связанные между собой пере- мычкой 4, и промежуточный ролик 5, огибаемые изделием 6, при этом ролики 2, 3 и 5 снабжены расположенными по их периферийной поверхности каналами 7, ширина которого вьшолнена с посадочньт размером изделия 6. В каналах 7 расположены фиксирующие элементы 8 с определенньм. шагом. Приемный ролик 3 выполнен в виде полого барабана с полостями, соединенными между собой для перемещения охлаждающей среды, и кинематически связан с подающим 2 и промежуточным 5 роликами с возможностью осевого пецессе движения его между подающим 2 и приемным 3 роликами, образует замкнутый виток с помощью перемычки 4, который непрерывно последовательно нагревается до закалочной температуры активными ветвями индуктора 1. Нагретая часть изделия непрерывно фиксируется на промежуточном 3 и приемном роликах 5 с помощью элементов 8, при этом барабан 3 интенсивно охлаждается со скоростью, обеспечивающей протекание в фиксируемом на нем изделии мартенситного превращения. Отпуск изделия 6 в фиксируемом на ролике 3 состоянии производится вместе с этим роликом. 2 3.п. ф-лы, 1 ил.
ремещения. Промежуточный ролик 5 выполнен из диэлектрического материала и снабжен сквозными каналами 9, в которых размещены основания фиксирующих элементов 8. Нагреватель 1 выполнен в виде индуктора, огибающего нижнюю часть промежуточного ролика 5 и зону нагрева от подающего ролика 2 до приемного ролика 3. Фиксирующие элементы 8 закреплены по периметру промежуточного 5 и приемного 3 роликов с шагом, величина которого равна 1,04-1,09 шага подающего ролика -2.
Устройство работает следующим образом.
Изделие 6 через подающий ролик 2 последовательно огибает промежуточный ролик 5 и подается на приемный барабан 3, после чего на его поверхности фиксируется перемычка 4, и на нагреватель I одновременно с включением привода вращения роликов 2,. 3 и 5 подается высокочастотное напряжение. Кинематическая связь роликов 2, 3 и 5 обеспечивает им различную угловую скорость вращения с учетом компенсации тепловых и структурных изменений объема изделия 6 в процессе нагрева и закгшки и согласованное осевое перемещение ролика 3 с определенным шагом. Часть изделия 6, размещенная в процессе движения его
между подающим 2 и приемным 3 роликами, образует замкнутый виток с помощью перемычки 4, который непрерывно-последовательно нагревается до закалочной температуры активными ветвями индуктора 1. Нагретая часть изделия непрерывно фиксируется на промежуточном 5 и приемном 3 роликах с помощью элементов 8, при этом барабан 3 интенсивно охлаждается со ско- ростью, обеспечивающей протекание в фиксируемом на нем изделии мартен- ситного превращения. Отпуск изделия 6 в зафиксируемом на ролике 3 состоянии производится совместно с этим ророликом.
Использование предлагаемого устройства для непрерывно-последователь- ной закалки профильных изделий из проволоки малого сечения обеспечива- ет уменьшение коробления изделия в процессе закалки в 5-10 раз и повышение долговечности оснастки до
5 раз.
Формула изобретения
1. Устройство для непрерывно-последовательной закалки профильных изделий из проволоки малого сечения
Редактор И.Сегляник
Составитель А.Херсонский
Техред И.Попович Корректор 0.Луговая
Заказ 7023/24Тираж 552Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
содержащее нагреватель, подающий И приемный ролики, электрически связанные между собой, и промежуточный ролик, отличающееся тем, что, с целью улучшения качества изделия в процессе обработки, все ролики выполнены с фиксирующими элементами, при этом промежуточный ролик выполнен из диэлектрического материала со сквозными каналами, в которых расположены основания фиксирующих элементов, приемный ролик - в виде полого барабана, кинематически связанного с подающим и промежуточным роликами с возможностью осевого перемещения.
2.Устройство по п. 1, отличающееся тем, что, с целью равномерности нагрева изделия, нагреватель выполнен в виде индуктора, огибающего нижнюю часть промежуточного ролика и зону нагрева от подающего ролика до барабана.
3.Устройство по пп. 1 и 2, отличающееся тем, что фиксирующие элементы закреплены по периметру промежуточного приемного роликов с шагом, величина которого равна 1,04-1,09 шага подающего ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОУПРОЧНЕННОЙ СТАЛИ С НАНОРАЗМЕРНОЙ СТРУКТУРОЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2704426C1 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИИ ПРОВОЛОКИ ИЗ СТАЛИ, ЛИНИЯ И СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ПРОВОЛОКИ ИЗ СТАЛИ | 2013 |
|
RU2549798C2 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИНДУКЦИОННОГО НАГРЕВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2221877C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2000 |
|
RU2160791C1 |
| Устройство для пайки и термообработки резцов для буровых долот | 1975 |
|
SU616096A1 |
| Установка для обработки изделий и устройство для закалки | 1983 |
|
SU1209722A1 |
| Способ обработки деталей | 1978 |
|
SU825657A1 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| АГРЕГАТ ДЛЯ НАВИВКИ ПРУЖИН | 1993 |
|
RU2057611C1 |
Изобретение относится к области металлургии Р может быть использовано для термообработки профильных изделий из проволоки малого, сечения, а также в процессе навивки и закалки тангенциальных расширителей малосъемных поршневых колец тракторных и автомобиггьных двигателей повышенной мощности. Цель изобретения - улучшение качества изделия 3 процессе обработки. Дпя этого 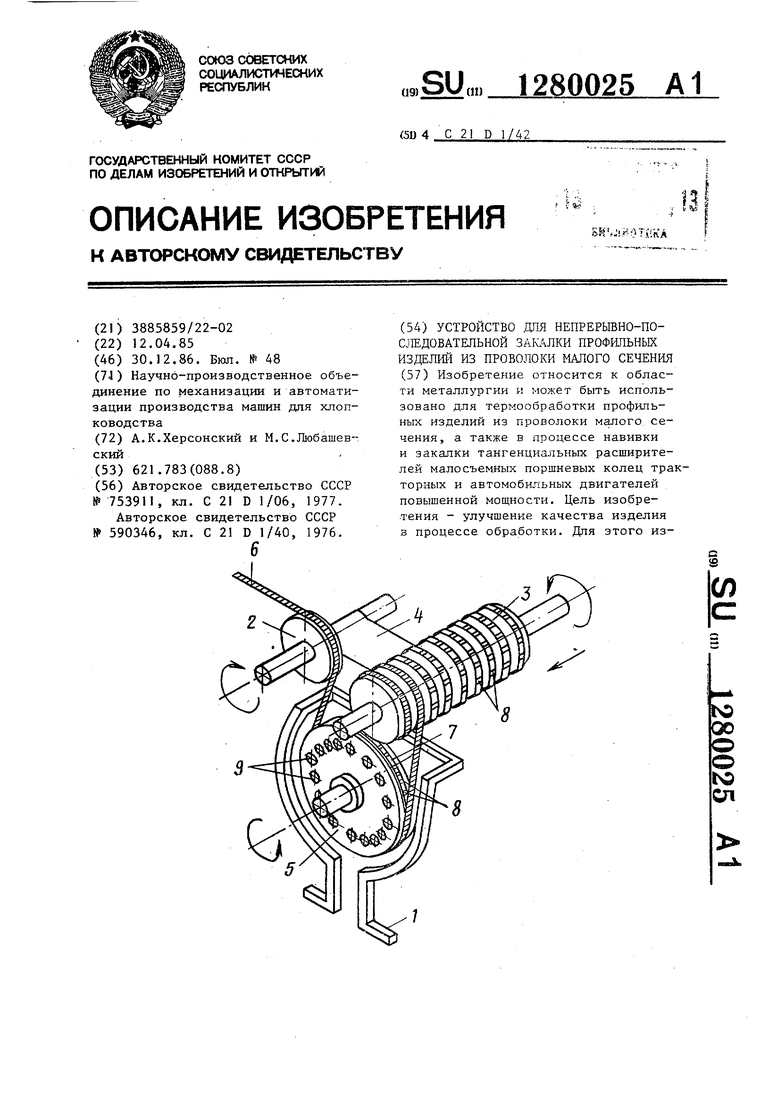
| Установка для нагрева изделий | 1977 |
|
SU753911A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для электроконтактного нагрева проволоки | 1976 |
|
SU590346A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
