Изобретение относится к технике ремонта трубопроводного транспорта, преимущественно магистральных газопроводов высокого давления.
При длительной эксплуатации газопроводов на их линейных участках в результате процессов коррозии, механических и химических воздействий появляются многочисленные дефекты (раковины, каверны, трещины, свищи, вмятины, расслоение металла трубы, гофр и т.д.). В ряде случаев дефекты являются недопустимыми для безопасной эксплуатации трубопровода.
Широко известен способ ремонта линейных участков газопровода путем установки на аварийном участке трубы технологической катушки (см., например, Правила производства капитального ремонта линейной части магистральных газопроводов. ВСН 2-112-79. - М.: ВНИИСТ, 1973, стр.34-35). Способ сводится к следующему. Аварийный участок трубопровода локализуют и из него откачивают газ. После этого часть трубы, содержащую дефект, вырезают и на ее место вваривают технологическую катушку. Способ является радикальным, по существу повторяющим монтаж трубопровода. Вместе с тем он имеет существенные недостатки, связанные с трудоемкостью, неизбежностью больших финансовых затрат, обусловленных необходимостью стравливания газа и вынужденным простоем трубопровода.
В настоящее время большое распространение получил муфтовый ремонт дефектных трубопроводов. Обычно при установке ремонтной муфты решаются две основные задачи - компенсация окружных и осевых напряжений. Окружные напряжения компенсируются за счет установки вокруг ремонтируемого трубопровода прочной оболочки, заполняемой самотвердеющей массой. В этом случае давление от ремонтируемой трубы передается через слой застывшей массы на наружную оболочку. Степень снижения окружных напряжений зависит от давления запрессовки самотвердеющей массы. При давлении, соизмеримом с давлением внутри трубопровода, практически вся нагрузка будет передаваться на наружную оболочку, то есть достигается основная задача муфтового ремонта. Осевые нагрузки компенсируются за счет жесткого сварного соединения муфты с трубопроводом. Однако в этом случае заполнение подмуфтового пространства под большим давлением нежелательно, так как это вызывает повышенные напряжения в сварном шве. Таким образом, для выполнения качественного муфтового ремонта давление наполнителя в подмуфтовом пространстве должно быть высоким (соизмеримым с давлением внутри трубопровода), но при этом в сварном шве возникают нежелательные радиальные напряжения, снижающие ресурс его работы и надежность всего ремонта.
Известен способ ремонта линейных участков трубопроводов путем установки ремонтной муфты, заполненной клеевой композицией (см., UK Patent Application, GB, 2210134A). Способ может быть использован без снижения давления в трубопроводе. Ремонтная конструкция состоит из двух полумуфт. В процессе работы полумуфты механически соединяются друг с другом, образуя замкнутую оболочку вокруг ремонтируемого участка трубопровода. Далее оболочка центрируется с помощью технологических элементов (болтов), установленных в отверстиях корпуса. После этого пространство между трубопроводом и муфтой герметизируется с обоих концов с помощью самотвердеющего состава (цемента, эпоксидной шпатлевки и т.д.). В изолированный промежуток через специальные штуцеры накачивается эпоксидный состав, который обеспечивает высокую жесткость конструкции.
Данный способ ремонта практически всех типов несквозных дефектов получил широкое применение на линейных участках трубопроводов, работающих под большим давлением. Отремонтированные таким образом участки трубопровода имеют, как правило, более высокую прочность, чем прилегающие неповрежденные участки трубы. Несмотря на большое распространение, способ имеет существенные недостатки, связанные с невозможностью введения эпоксидного наполнителя под высоким давлением. В дальнейшем, из-за изменения геометрических размеров трубопровода ввиду перепадов давления перекачиваемого продукта и температурных деформаций, эпоксидный слой может расслаиваться, что может привести к снижению жесткости и герметичности конструкции. Кроме того, относительно низкое давление заполнения эпоксидным составом пространства под муфтой, с учетом его усадки в процессе затвердевания, допускает появление пустот. Максимальное давление заполнения пространства под муфтой ограничено прочностью изолирующих прокладок на торцах. Установка муфты позволяет снизить радиальные нагрузки на дефектный участок, однако не компенсирует осевые нагрузки, что имеет большое значение при дефектах в виде гофров, появившихся в результате механического продольного сжатия трубопровода или при обширных коррозионных повреждениях по окружности трубы.
Известен способ ремонта трубопровода, находящегося под давлением, путем установки на нем технологических элементов (см. авт. св. СССР 1058182). Способ позволяет осуществить ремонт дефектного участка трубопровода путем установки на нем частей разрезной муфты с дальнейшим свариванием частей между собой. Торцы муфты с заданной величиной проплавления привариваются кольцевыми швами к стенкам трубы. Для предотвращения потери устойчивости трубы из-за ее перегрева на определенном расстоянии от торцов муфты устанавливаются кольца, которые свариваются вместе с муфтой и трубопроводом. Способ позволяет провести ремонт дефектного участка трубопровода, компенсируя при этом как окружные, так и осевые напряжения, однако не позволяет отремонтировать трубу, имеющую гофр, а также дефектные сварные швы. Кроме того, способ имеет ограниченное применение для ремонта протяженных участков из-за сложности изготовления ремонтной муфты, точно повторяющей профиль ремонтируемого участка трубопровода.
Известен способ ремонта трубопровода, находящегося под давлением, путем установки на нем технологических элементов (см. авт. св. СССР 1680473). Способ позволяет осуществить ремонт дефектного участка трубопровода путем установки на нем частей разрезной муфты с дальнейшим свариванием частей между собой. В отличие от предыдущего аналога, в данном способе муфта заменена несколькими муфтами, свариваемыми друг с другом и стенкой трубопровода кольцевыми швами. Способ позволяет отремонтировать линейный участок трубопровода произвольной длины, однако неприменим для ремонта гофров и дефектных швов. Кроме того, способ может быть неприменим для ремонта трубопровода с сильным коррозионным поражением из-за опасности прожога стенки трубопровода.
Известен способ ремонта трубопровода, деформированного изгибом (см. патент России 2134373). Для ремонта протяженного участка трубопровода используется муфта, состоящая из нескольких частей. С двух сторон дефектного участка устанавливают технологические кольца, которые приваривают к трубопроводу угловыми швами. К кольцам приваривают переходные конусы, а к конусам - последовательно части муфты до формирования замкнутой оболочки вокруг ремонтируемой трубы. Подмуфтовое пространство заполняют антикоррозионным или упрочняющим составом. Способ позволяет отремонтировать протяженный участок трубопровода, повторяя муфтой его профиль, однако обладает недостатками. Кольца приваривают непосредственно к трубопроводу угловыми швами, что является опасным при работах на действующем трубопроводе из-за опасности потери устойчивости трубы из-за ее перегрева. Кроме того, угловые сварные соединения характеризуются высокой концентрацией напряжений, что приводит к снижению их ресурса при эксплуатации. Состыковка частей муфты осуществляют на весу, в результате чего тяжело обеспечить требуемое качество сварных соединений. Наличие конусных переходов позволяет снизить нагрузку на сварное соединение, однако создает большое подмуфтовое пространство, что определяет повышенный расход упрочняющего состава.
Известен способ ремонта дефектных участков трубопровода (см. патент Украины 75859), являющийся прототипом заявляемого изобретения. Способ заключается в следующем.
Сначала изготавливают части колец и разрезной муфты. В центральных секторах противоположных частей муфты герметично крепят штуцеры с кранами. Кольца на трубопроводе устанавливают попарно, по два с двух сторон ремонтируемого участка. При этом парные кольца устанавливают на небольшом расстоянии друг от друга. Ширина колец и расстояние между парными кольцами не критичны и должны выбираться для конкретных условий проведения ремонта. При установке на трубопровод части колец плотно прижимают к поверхности трубы с помощью центратора или других механизмов аналогичного назначения и скрепляют между собой, например склеивают, сваривают или паяют. Близко расположенные торцы колец прикрепляют к поверхности трубопровода, например, с помощью сварки. После этого на кольца устанавливают части муфты, которые прижимают к поверхности колец и скрепляют между собой в продольном направлении, например припаивают, сваривают или скручивают болтами. При этом муфту устанавливают таким образом, чтобы ее торцы располагались над крайними кольцами. Торцы муфты прикрепляют к поверхности соответствующих крайних колец. После этого подмуфтовое пространство через предварительно установленные краны заполняют самовулканизирующимся герметиком.
Способ, выбранный в качестве прототипа, позволяет осуществить ремонт участков трубопроводов, имеющих практически все виды несквозных дефектов, однако его применение на газопроводах высокого давления не может гарантировать высокое качество и надежность ремонтной конструкции при наличии в трубопроводе трещиноподобных дефектов. Это вызвано необходимостью создания в процессе ремонта высокого давления запрессовки герметика в подмуфтовое пространство, соизмеримого с давлением внутри трубопровода. При этом соединения торцов муфты, технологических колец и трубопровода подвергаются расклиниванию герметиком. В этом случае в соединениях (в общем случае сварных) действуют радиальные напряжения, снижающие их ресурс.
В основу изобретения положена задача повышения качества ремонта дефектного участка трубопровода и надежности ремонтной конструкции за счет применения многосекционной муфты с разделением подмуфтового пространства на зоны с помощью дополнительных колец. При этом зоны поэтапно заполняются самотвердеющей массой, от крайних зон к центральным, с поэтапным повышением давления запрессовки. Это позволит максимально снизить окружные напряжения в пределах дефектного участка с одновременным снижением радиальных нагрузок на сварное соединение.
Задача, положенная в основу изобретения, решается за счет того, что в способе ремонта протяженного линейного участка действующего трубопровода, который заключается в установке с двух сторон дефектного участка двух пар технологических колец, смежные торцы которых приваривают к трубопроводу в зазор между ними с частичным проплавлением стенки трубы, после чего на кольца устанавливают части разрезной ремонтной муфты, сваривают их между собой, после чего внешние торцы частей ремонтной муфты приваривают к поверхности внешних технологических колец, а подмуфтовое пространство заполняют под давлением самотвердеющей массой, в соответствии с изобретением перед монтажом частей ремонтной муфты на ремонтируемом трубопроводе между парами технологических колец, устанавливаемых с двух сторон дефектного участка, монтируют еще минимум два дополнительных технологических кольца, обеспечивая плотное прилегание их внутренних поверхностей к поверхности трубопровода, после чего на кольца устанавливают части ремонтной муфты таким образом, чтобы внутренние поперечные торцы частей муфты располагались на дополнительных технологических кольцах, а внешние - на внешних кольцах, далее смежные внутренние торцы частей ремонтной муфты сваривают между собой и поверхностью соответствующих дополнительных колец, а внешние торцы - с поверхностью внешних колец, после чего крайние участки подмуфтового пространства, образованные соответствующей парами технологических колец и ближайшими к ним дополнительными кольцами, заполняют, через предварительно установленные краны, самотвердеющей массой, которую подают под давлением, ограниченным прочностью установки дополнительных колец и заданной нагрузкой на сварное соединение колец с муфтой и трубопроводом, а после затвердения самотвердеющей массы аналогичным веществом, подаваемым через предварительно установленные краны под давлением, соизмеримым с давлением внутри ремонтируемого трубопровода, заполняют центральные части подмуфтового пространства.
Суть изобретения заключается в следующем. С двух сторон участка устанавливают пары технологических колец. Каждое кольцо изготавливают из двух половин, которые прижимают к трубопроводу и скрепляют между собой с помощью сварки. Кольца каждой пары устанавливают с зазором между ними. После этого смежные торцы каждой пары приваривают к трубопроводу в зазор между ними. Далее, между парами колец на трубопроводе устанавливают, по меньшей мере, два дополнительных технологических кольца, обеспечивая плотное прилегание их внутренних поверхностей к поверхности трубопровода. При этом могут приниматься дополнительные меры уплотнения поверхностей. Например, зачеканивают медную проволоку в щель между трубопроводом и дополнительным кольцом со стороны краев муфты или ее герметизируют термостойкой шпаклевкой. Очередность установки парных и дополнительных колец не критична и определяется технологическими особенностями организации ремонта. После этого на кольца устанавливают части разрезной ремонтной муфты, состоящей из нескольких полуоболочек. Части муфты устанавливают таким образом, чтобы ее внешние торцы находились на внешних технологических кольцах, а внутренние - на дополнительных технологических кольцах. После этого части муфты скрепляют между собой продольными швами, а торцы муфты приваривают к поверхности соответствующих колец. После окончания огневых работ ремонтная конструкция будет представлять собой многосекционную герметичную оболочку, установленную на дефектном участке трубопровода. Подмуфтовое пространство будет разделено на отдельные участки (зоны), не связанные между собой. После этого через краны, заранее установленные в верхних и нижних частях муфты каждого участка, самотвердеющей массой заполняют крайние зоны подмуфтового пространства, образованные каждой парой колец и ближайшими к ним дополнительными кольцами. Массу запрессовывают через нижние краны с помощью шприца или насоса до ее появления на верхних кранах. После этого верхние краны закрывают (или к ним присоединяют манометры), а давление самотвердеющей массы поднимают до расчетного значения, определяемого прочностью установки дополнительных колец и заданной нагрузкой на сварное соединение колец с муфтой и трубопроводом.
После затвердения массы в крайних зонах подмуфтового пространства аналогичную массу закачивают в центральные зоны подмуфтового пространства, доведя ее давление до значения, сопоставимого с давлением внутри ремонтируемого трубопровода. По мере увеличения давления запрессовки ремонтируемая труба будет разгружаться, уменьшая свой диаметр, что приведет к перетеканию массы под дополнительными кольцами в крайние зоны, уже заполненные затвердевшей массой. При этом затвердевшая масса, за счет своей адгезии, начинает играть роль уплотнителя, препятствующего передаче давления на сварное соединение и предотвращающего его расклинивание.
На чертеже схематически показан участок трубопровода, отремонтированный предлагаемым способом, и график распределения давления в подмуфтовом пространстве, где 1 - трубопровод; 2 - крайние пары технологических колец; 3 - дополнительные кольца; 4 - муфты; 5 - краны; 6 - манометры; 8 - самотвердеющая масса, Рм - давление самотвердеющей массы в подмуфтовом пространстве, lm - расстояние вдоль трубопровода.
Использование предлагаемого способа позволяет качественно отремонтировать трубопровод, максимально разгрузив трубу в пределах дефектного участка. При этом за счет плавного снижения давления в подмуфтовом пространстве к краям муфты минимизируются радиальные напряжения в сварных соединениях, что повышает надежность всей ремонтной конструкции и качество ремонта.
Наиболее эффективно предлагаемый способ может быть использован для ремонта протяженных линейных участков магистральных газопроводов высокого давления с дефектом трещиноподобного типа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ПРОТЯЖЕННЫХ УЧАСТКОВ ДЕЙСТВУЮЩИХ ТРУБОПРОВОДОВ | 2007 |
|
RU2352856C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА, НАХОДЯЩЕГОСЯ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2352854C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2008 |
|
RU2451233C2 |
| СПОСОБ ПОВЫШЕНИЯ КАТЕГОРИИ ПРОТЯЖЕННОГО ЛИНЕЙНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2007 |
|
RU2373452C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2006 |
|
RU2314453C1 |
| СПОСОБ УСИЛЕНИЯ ТРУБОПРОВОДА С ПОМОЩЬЮ ПАЯНО-СВАРНОЙ МУФТЫ | 2014 |
|
RU2563945C1 |
| СПОСОБ МУФТОВОГО РЕМОНТА ТРУБОПРОВОДА (ТЕХНОЛОГИЯ ПРЕДПРИЯТИЯ КиАТОН) (ВАРИАНТЫ) | 2010 |
|
RU2449204C2 |
| СПОСОБ ЗАПОЛНЕНИЯ ВЕЩЕСТВОМ ПОДМУФТОВОГО ПРОСТРАНСТВА (ТЕХНОЛОГИЯ ПРЕДПРИЯТИЯ КиАТОН) | 2010 |
|
RU2430292C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА РАБОТ ПРИ МУФТОВОМ РЕМОНТЕ ТРУБОПРОВОДОВ | 2010 |
|
RU2430293C1 |
Изобретение относится к трубопроводному транспорту и используется при ремонте магистральных газопроводов высокого давления. С двух сторон дефектного участка устанавливают пары технологических колец. Смежные торцы колец каждой пары сваривают с телом трубы. Между парами колец монтируют не менее двух пар дополнительных колец, чтобы образовалось не менее трех секций в подмуфтовом пространстве. На кольца устанавливают части ремонтной муфты, которые сваривают продольными швами. Внешние торцы муфты приваривают к поверхности внешних колец, внутренние торцы частей муфты приваривают к поверхности дополнительных колец. Самотвердеющей массой заполняют крайние зоны подмуфтового пространства и после затвердения массы заполняют центральные части подмуфтового пространства под давлением, соизмеримым с давлением внутри трубопровода. Повышает надежность трубопровода. 2 з.п. ф-лы, 1 ил.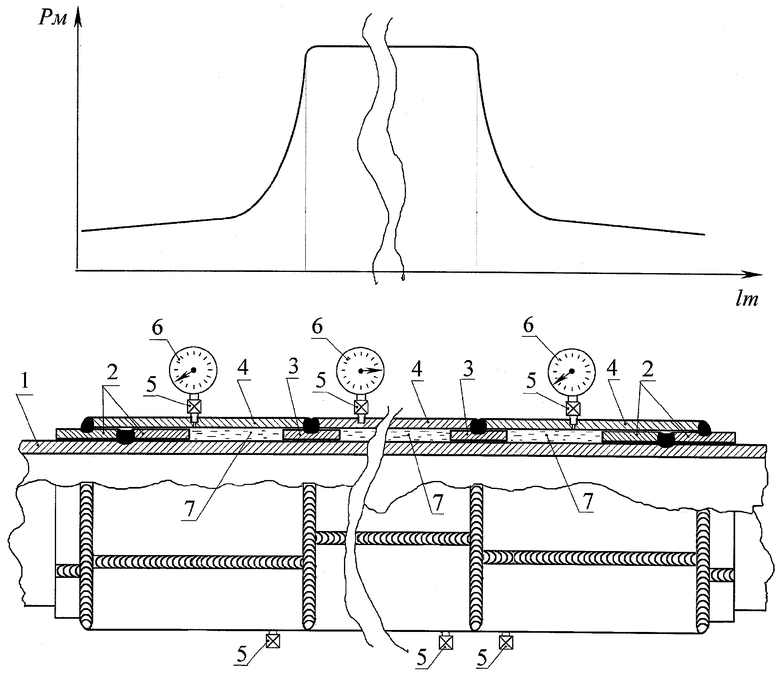
1. Способ ремонта протяженного линейного участка действующего трубопровода, заключающийся в установке с двух сторон дефектного участка двух пар технологических колец, смежные торцы которых приваривают к трубопроводу в зазор между ними с частичным проплавлением стенки трубы, после чего на кольца устанавливают части разрезной ремонтной муфты, сваривают их между собой, после чего внешние торцы частей ремонтной муфты приваривают к поверхности внешних технологических колец, а подмуфтовое пространство заполняют под давлением самотвердеющей массой, отличающийся тем, что перед монтажом частей ремонтной муфты, на ремонтируемом трубопроводе между парами технологических колец, устанавливаемых с двух сторон дефектного участка, монтируют еще минимум два дополнительных технологических кольца, обеспечивая плотное прилегание их внутренних поверхностей к поверхности трубопровода, после чего на кольца устанавливают части ремонтной муфты таким образом, чтобы внутренние поперечные торцы частей муфты располагались на дополнительных технологических кольцах, а внешние - на внешних кольцах, далее смежные внутренние торцы частей ремонтной муфты сваривают между собой и поверхностью соответствующих дополнительных колец, а внешние торцы - с поверхностью внешних колец, после чего крайние участки подмуфтового пространства, образованные соответствующими парами технологических колец и ближайшими к ним дополнительными кольцами, заполняют через предварительно установленные краны самотвердеющей массой, которую подают под давлением, ограниченным прочностью установки дополнительных колец и заданной нагрузкой на сварное соединение колец с муфтой и трубопроводом, а после затвердения массы аналогичным веществом, подаваемым через предварительно установленные краны под давлением, соизмеримым с давлением внутри ремонтируемого трубопровода, заполняют центральные части подмуфтового пространства.
2. Способ по п.1, отличающийся тем, что после установки дополнительных колец в щели между кольцами и трубой со стороны краев муфты зачеканивают медный провод.
3. Способ по п.1, отличающийся тем, что после установки дополнительных колец щели между кольцами и трубой со стороны краев муфты герметизируют термостойкой шпаклевкой.
| Способ производства огнеупоров | 1948 |
|
SU75859A1 |
| Способ ремонта трубопровода | 1989 |
|
SU1680473A1 |
| Способ приварки технологических элементов к трубопроводу | 1981 |
|
SU1058182A1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА, ДЕФОРМИРОВАННОГО ИЗГИБОМ | 1997 |
|
RU2134373C1 |
| СПОСОБ УСТАНОВКИ МУФТЫ НА ДЕФЕКТНЫЙ УЧАСТОК ТРУБОПРОВОДА | 2001 |
|
RU2222746C2 |
| ХОЛОДНОЭМИССИОННЫЙ КАТОД И ПЛОСКИЙ ДИСПЛЕЙ | 2000 |
|
RU2210134C2 |

