Изобретение относится к способам склеивания деталей из металла, стекла и пластмасс и может быть использовано в лазерной, волноводной технике, а также для склеивания деталей общего назначения.
Целью изобретения является повышение надежности клеевого соединения при контакте с полярными жидкостями в условиях термоциклирования.
В качестве материала клеевого слоя используется сополимер трифторхлорэтилена (70-75 мас. ) и винилиденфторида (25-30 мас.), т.е. стандартный выпускаемый промышленностью фторопласт 32 или фторлон 32.
Указанный материал работает в предлагаемом способе как клей-расплав. Когезионная прочность его близка к адгезионной, поэтому толщина клеевого слоя, а следовательно, и давление склеивания некритичны и не регламентируются.
Для интенсификации высушивания его ведут в форвакууме (102-10-1 мм рт. ст. ). С целью улучшения прочности и качества соединения указанные операции нанесения и сушки клеевого слоя повторяют 1-3 раза.
Плавность подъема температуры при сушке как необходимое условие связана с тем, чтобы обеспечить равномерность выделения растворителя из пленки полимера. Последнее, в свою очередь, обеспечивает минимальную пористость пленки и равномерность ее по толщине.
Температурно-временной режим окончательной термообработки связан с необходимостью обеспечить плавный подъем и снижение температуры, при котором не происходит самопроизвольного отcлоения пленки полимера от поверхности деталей до начала расплавления указанной пленки. Скорость подъема температуры такая же, как и при сушке (5-7оС/мин).
П р и м е р 1. Торцы секций волновода прямоугольного сечения из латуни обезжиривают изопропиловым спиртом. После этого на них наносят кистью 17,5% -ный раствор сополимера винилиденфторида с трифторхлорэтиленом (фторлон Ф-32) в смешанном растворителе (ацетон:амилацетат:толуол в соотношении 1:2:1). Помещают детали в вакуумный термостат, устанавливают давление 10-2 мм рт.ст. и плавно поднимают температуру до 120оС. Сушат детали в течение 20 мин. Нанесение и высушивание раствора полимера на поверхности торцов повторяют еще 2 раза. После этого склеиваемые секции устанавливают в оправке вертикально так, чтобы торцы с нанесенным клеевым слоем совпали, и помещают их в термостат. Плавно поднимают температуру до 300оС и выдерживают ее в течение 40 мин. После этого отключают питание термостата и охлаждают его инерционно до комнатной температуры. Прочность клеевого соединения превышает 30 МПа и не изменяется после многократного термоциклирования от минус 196 до плюс 250оС, а также испытаний на вибростенде при частоте 2000 Гц.
П р и м е р 2. Торцы и окошки цилиндрической стеклянной кюветы для фотометрических измерений в проточной жидкости обезжиривают бензином "Галоша". На торцы и прилегающую к ним кольцевую зону окошек наносят 5%-ный раствор фторлона Ф-32. Детали сушат при 110оС и остаточном давлении 6 ˙ 10-2 мм рт. ст. в течение 30 мин. Операцию нанесения сушки полимера повторяют еще 3 раза. Затем детали соединяют в оправке так, чтобы клеевые слои на торцах и окошках совпали, и помещают в термостат. Нагревают до 280оС и выдерживают в течение 50 мин, после чего охлаждают инерционно. Кювета сохраняет работоспособность после 500 ч выдержки при 85оС с непрерывной прокачкой через нее диметилдиизоамилоксисилана. Параметры ячейки не изменяются после виброиспытаний.
П р и м е р 3. Металлический корпус головки твердотельного исследовательского лазера, выполненный из стали 1Х18Н9Т, имеет кварцевое окошко для регистрации интенсивности и спектра накачки. Корпус и окошко обезжиривают изопропиловым спиртом и наносят по периметру выреза в корпусе и на прилегающую к нему зону кварцевого окошка 30%-ный раствор Ф-32. Сушат детали в течение 40 мин при 130оС и остаточном давлении 10-1 мм рт.ст. Нанесение и сушку полимера повторяют еще раз, затем помещают собранную головку в термостат окошком вверх, поднимают температуру до 320оС и выдерживают 30 мин, после чего охлаждают. Полученное клеевое соединение обеспечивает непрерывную работу головки лазера в течение 10 ч при частотном режиме накачки, давлении охлаждающей жидкости (пропиленгликолькарбонат) 2-2,5 атм, перепаде температур от (-60) до (85)оС, средней мощности накачки 1000 Вт и последующем контакте с охлаждающей жидкостью в течение 500 ч при 85оС. Указанные параметры сохраняются после виброиспытаний.
П р и м е р 4. Фторопластовый подшипник скольжения насосной части системы охлаждения головки твердотельного лазера и посадочное гнездо из стали 1Х18Н9Т обезжиривают изопропиловым спиртом. Внешнюю поверхность подшипника обрабатывают тлеющим разрядом. После этого на взаимно соединяемые поверхности подшипника и гнезда наносят клеевой слой из Ф-32. Нанесение и сушку раствора полимера ведут аналогично примеру 3. Затем подшипник устанавливают в гнездо, центрируют и подвергают термообработке аналогично примеру 3. Полученное клеевое соединение обеспечивает непрерывную работу охлаждающей системы в течение 25 ч при скорости вращения вала насоса 4000 об/мин и перепаде температуры прокачиваемой охлаждающей жидкости (диметилдиизоамилоксисилан) от (-60) до (85)оС. Параметры системы не изменяются после 500 ч выдержки с жидкостью при 85оС и виброиспытаний.
П р и м е р 5. Секции волновода, аналогичного примеру 1, склеены при следующих значениях заявленных параметров процесса: концентрация раствора полимера 4% время сушки 18 мин, температура сушки и остаточное давление соответственно 132оС и 1,2 ˙ 10-1 мм рт.ст. (наносят 4 слоя), время и температура окончательной термообработки 278оС и 51 мин. Прочность соединения 2,5 МПа, после двух термоциклов прочность падает до 0,1 МПа, наблюдаются отдельные отслоения клеевого слоя. После виброиспытаний исходная прочность падает до 0,5 МПа.
П р и м е р 6. Головка исследовательского лазера, аналогичного примеру 3. Значения параметров процесса склейки: концентрация раствора полимера 31% время сушки 42 мин, температура и остаточное давление сушки 108оС и 8 ˙ 10-3 мм рт. ст. (нанесено 2 слоя). Время и температура термообработки 29 мин и 322оС. Головка теряет герметичность после 30 мин работы при средней мощности накачки 600 Вт и давлении охлаждающей жидкости около 2 атм. Подтекание охлаждающей жидкости в условиях ускоренных испытаний начинается через 13 ч, виброиспытания приводят к разгерметизации головки.
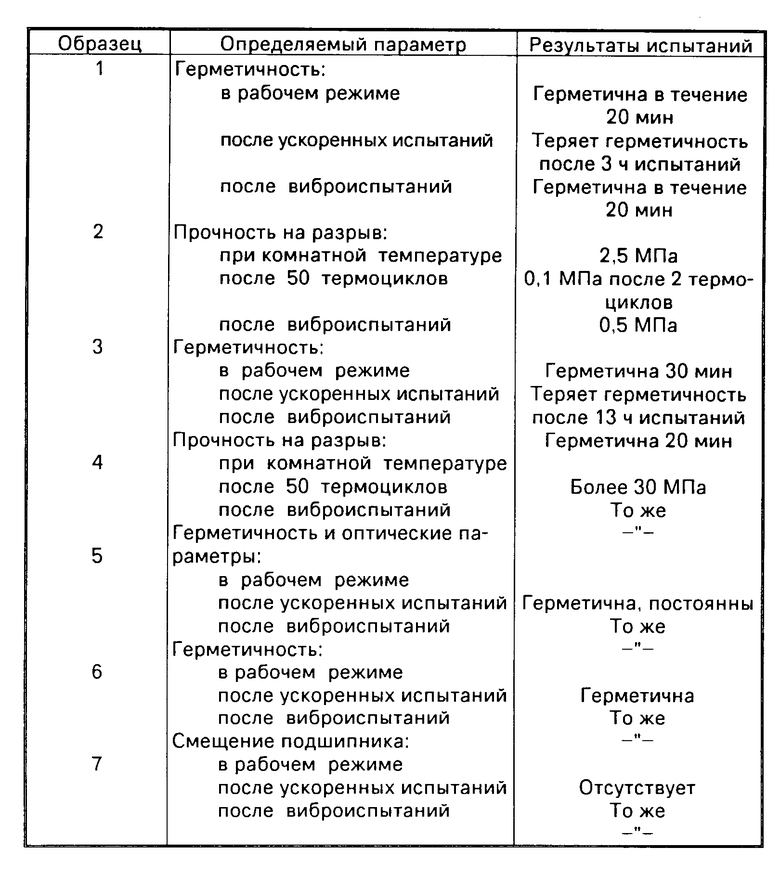
Образцы волноводы (соединение металл металл) контролируют на разрывную прочность клеевого соединения до и после термоциклирования от (-196) до (250)оС, а также виброиспытаний при частоте 2000 Гц.
Образцы проточные фотометрические кюветы (соединение стекло стекло) испытывают на сохранение работоспособности, т.е. сохранение герметичности, оптических параметров до и после 500 ч выдержки при 85оС и непрерывной прокачке через нее диметилдиизоамилоксисилана. Указанные параметры определяют также и после виброиспытаний.
Образцы головки твердотельных лазеров (соединение металл стекло) испытывают на сохранение работоспособности при непрерывной прокачке в течение 500 ч при 85оС, пропиленгликолькарбоната под давлением 2-2,5 атм, а также в рабочем режиме, т.е. при перепаде температур от (-60) до (85)оС и средней мощности накачки в частотном режиме 20 Гц 1000 Вт.
Образцы подшипники скольжения насосной части системы охлаждения твердотельных лазеров (соединение металл пластмасса) испытывают на азимутальный сдвиг в посадочном гнезде при вращающем усилии 30 МПа после непрерывной 25 ч работы в режиме охлаждения головки (прокачка диметилдиизоамилоксисилана, перепад температур (-60) (85оС), а также ускоренных испытаний на выдержку и виброиспытаний.
Испытания прочности на разрыв проводят на разрывной машине Р-05. Термоциклирование проводят в специально сконструированной малоинерционной обогреваемой термостатированной камере, для охлаждения использовался жидкий азот. Виброиспытания проводят на стенде УВЭ. Измерения оптических параметров кювет проводят на установке, включающей источник света, модулятор и приемоусилительное устройство. Герметичность кювет и сохранность их геометрических параметров определяют визуально. 500-часовую выдержку при 85оС проводят в камере, обогреваемой путем прокачки теплоносителя с использованием ультратермостата 15 (ГДР). Испытания головки исследовательского твердотельного лазера проводят на специальном стенде. Испытания композиции для нанесения клеевого слоя на жизнеспособность проводят путем периодического измерения вязкости через каждые 5 дней при помощи воронки ВЗ-4.
Испытывают следующие образцы:
Образец 1. Головка твердотельного лазера, аналогичная примеру 3 описания. Склеивание окошка с корпусом произведено согласно прототипу.
Образец 2. Секции волновода, аналогичные примеру 5 описания.
Образец 3. Головка лазера, аналогичная примеру 6 описания.
Образец 4. Секции волновода, аналогичные примеру 1 описания.
Образец 5. Фотометрическая кювета, аналогичная примеру 2 описания.
Образец 6. Лазерная головка, аналогичная примеру 3 описания.
Образец 7. Подшипник скольжения из фторопласта в посадочном гнезде из стали 1Х18Н9Т, аналогичный примеру 4 описания.
Результаты испытаний приведены в таблице.
Вязкость образцов 5% 17,6% и 30% растворов Ф-32, хранившихся в стеклянной таре с полиэтиленовыми пробками, не изменяется в течение срока испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОНОБЛОЧНЫЙ ДИФФУЗНЫЙ ОТРАЖАТЕЛЬ | 1990 |
|
SU1757416A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДИЭЛЕКТРИКОВ И ПОЛУПРОВОДНИКОВ | 1991 |
|
RU2050205C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФТОРОПЛАСТОВОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 1995 |
|
RU2070444C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАЗЕРНОГО ТВЕРДОТЕЛЬНОГО ЭЛЕМЕНТА (ВАРИАНТЫ) | 2006 |
|
RU2321928C1 |
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ИЗ СТЕКЛОПЛАСТИКА ВНАХЛЕСТ | 2012 |
|
RU2481370C1 |
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ИЗ СТЕКЛОПЛАСТИКА ВНАХЛЕСТ | 2013 |
|
RU2522000C1 |
| Клеевая композиция | 1980 |
|
SU958460A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ БЛОКА ОХЛАЖДЕНИЯ АКТИВНОГО ЭЛЕМЕНТА В ТВЕРДОТЕЛЬНОМ ЛАЗЕРЕ | 2017 |
|
RU2655045C1 |
| СПОСОБ КЛЕЕНОСБОРНОГО СОЕДИНЕНИЯ КЕРАМИКИ И МЕТАЛЛА | 1996 |
|
RU2127236C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ | 2000 |
|
RU2161171C1 |
Изобретение относится к способам склеивания деталей из металла, стекла и пластмасс и может быть использовано в лазерной, волноводной технике, а также для склеивания деталей общего назначения. Изобретение позволяет повысить надежность клеевого соединения в условиях термоциклирования при контакте с полярными жидкостями за счет использования в качестве клея 5 30%-ного раствора сополимера винилиденфторида с трифторхлорэтиленом при соотношении мономерных звеньев (25 30) (70 75), высушивание ведут при 110 - 130°С, а термообработку проводят при 280 320°С в течение 30 50 мин. 1 табл.
СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ, включающий нанесение на их поверхность клеевого слоя из раствора низкомолекулярного полимера в органическом растворителе, высушивание его, соединение склеиваемых поверхностей деталей и термообработку при контактном давлении, отличающийся тем, что, с целью повышения надежности клеевого соединения при контакте с полярными жидкостями в условиях термоциклирования, в качестве клея используют 5 30%-ный раствор сополимера винилиденфторида с трифторхлорэтиленом при массовом соотношении мономерных звеньев (25 30) (70 75) соответственно, высушивание ведут при 110 130oС, а термообработку проводят при 280 320oС в течение 30 50 мин.
| Справочник по клеям | |||
| Под ред | |||
| Г.В.Мовсисяна, Л.: Химия, 1980, с.74-75. |
