Изобретение относится к способу непрерывной упаковки изделия.
В нижеследующем описании сделаны специальные ссылки просто для примера на упаковку сигарет, и более конкретно, на упаковку группы сигарет в лист фольги, обычно имеющий отрываемую верхнюю часть, по меньшей, мере участок края которого образован предварительно сформированной линией отрыва.
Известны машины для упаковки сигарет, в которых имеется действующее в шаговом режиме или непрерывно упаковочное колесо, несущее ряд периферийно расположенных гнезд, каждое из которых предназначено для приема соответствующей группы сигарет (обычно содержащей двадцать сигарет, уложенных в три слоя), которую подают в соответствующее гнездо на упаковочном колесе из соответствующего гнезда на передающем колесе.
Перед передачей группы сигарет из гнезда одного колеса в гнездо другого колеса подают лист фольги между этими колесами вдоль траектории передачи группы сигарет от одного колеса к другому так, что когда осуществляют передачу, лист вводят в соответствующее гнездо на упаковочном колесе и одновременно сгибают его U-образно вокруг группы сигарет.
В патенте США 5392586 описано устройство для непрерывной упаковки, действующее в соответствии с упомянутым выше известным способом, являющееся достаточно сложным по конструкции и поэтому достаточно дорогостоящим в изготовлении. Это значит, что непрерывное движение колес и постоянно изменяемые положения гнезд друг относительно друга и относительно листа упаковочного материала приводят к сложным механическим решениям, при которых гнезда должны быть обращены друг к другу и при которых необходимо осуществлять синхронное введение листа упаковочного материала между гнездами.
Более того, несмотря на то, действует ли машина в непрерывном режиме или в шаговом, описанный выше способ обладает недостатком, заключающимся в том, что он не обеспечивает эффективного складывания фольги с точки зрения постоянно повышающейся скорости действия современных упаковочных машин (которые сегодня могут выпускать более десяти пачек в секунду), на которых время, отводимое на складывание одного листа, сокращается до нескольких сотых секунды, и на которых лист подвергают столь высоким напряжениям, что в результате происходит преждевременный частичный или полный отрыв отрываемой части.
В английской заявке на патент 2138382 описана машина для непрерывной упаковки сигарет, содержащая транспортер, несущий множество гнезд, каждое из которых предназначено для приема и перемещения требуемого листа упаковочного материала и соответствующей группы сигарет. Транспортером перемещают каждое гнездо через первую загрузочную станцию, в которой в гнездо подают требуемый лист упаковочного материала, и через вторую загрузочную станцию, в которой в этот лист подают соответствующий продукт. Каждый лист упаковочного материала подают в соответствующее гнездо соответствующим складывающим шпинделем, который проводят около выпуска узел линии для подачи упаковочного материала так, чтобы шпиндель захватил и сложил лист упаковочного материала по крайней мере частично U-образно. Складывающий шпиндель затем перемещают через первую загрузочную станцию, где он должен быть введен в соответствующее гнездо для размещения листа, которому придана в существенной степени U-образная форма, внутри соответствующего гнезда.
В известной упаковочной машине, описанной выше, очень сложно выполнять точное введение складывающего шпинделя в соответствующее гнездо для подачи в гнездо соответствующего листа упаковочного материала, и обычно при этом происходит деформация наружных поверхностей шпинделя под воздействием внутренних поверхностей гнезда, и эта деформация может вызывать натяжение листа упаковочного материала, который зажимают между шпинделем и гнездом, в результате чего происходит преждевременный частичный или полный отрыв отрываемой части.
Технической задачей настоящего изобретения является создание способа и устройства непрерывной упаковки продукта в лист упаковочного материала, позволяющих исключить упомянутые выше недостатки, простых по сути и недорогих в исполнении.
Данная техническая задача решается за счет того, что в способе непрерывной упаковки изделия, при котором подают лист упаковочного материала к выходу питающей установки для подачи упаковочного материала, соединяют упомянутый лист со складывающим шпинделем, относительно которого упомянутый лист складывают по меньшей мере частично с приданием U-образной формы, подают упомянутый складывающий шпиндель вместе с упомянутым листом к первой загрузочной позиции, вводят на этой первой позиции упомянутый складывающий шпиндель в гнездо на упаковочном транспортере для подачи листа, сложенного по существу U-образно в упомянутом гнезде, причем упомянутое гнездо образовано нижней стенкой и двумя боковыми стенками, перемещают гнездо и лист через вторую загрузочную позицию для приема упомянутого изделия, перемещают гнездо вместе с листом и изделием через по меньшей мере одну складывающую позицию для складывания упомянутого листа вокруг изделия, согласно изобретению упомянутое гнездо переводят в первое открытое положение, при котором каждая из упомянутых боковых стенок образует с упомянутой нижней стенкой тупой угол для приема упомянутого листа и упомянутого изделия, и во второе закрытое положение, при котором каждая из упомянутых боковых стенок образует с упомянутой нижней стенкой по существу прямой угол, чтобы удерживать вместе упомянутый лист и упомянутое изделие во время складывания листа вокруг изделия.
Предпочтительно складывающий шпиндель вводят в гнездо, понуждая шпиндель войти по существу во взаимодействие с гнездом.
Предпочтительно упомянутый лист плотно укладывают в гнездо складывающим шпинделем, выполненным таким образом, что он в обратном виде воспроизводит форму по меньшей мере части упомянутого гнезда, когда упомянутое гнездо находится в упомянутом первом открытом положении.
Предпочтительно двумя последовательными этапами лист укладывают U-образно, причем первый этап заключается в складывании листа L-образно относительно шпинделя при перемещении шпинделя от упомянутого выхода к упомянутой первой загрузочной позиции, а второй этап заключается в введении шпинделя в упомянутое гнездо.
Предпочтительно лист складывают вокруг упомянутого шпинделя путем обвода листа по существу вокруг шпинделя.
Предпочтительно шпиндель и упомянутое гнездо удерживают обращенными друг к другу по мере ввода шпинделя в гнездо.
Предпочтительно шпиндель размещен на поворотной опоре, вращаемой непрерывно относительно фиксированной оси.
Предпочтительно шпиндель удерживают обращенным к упомянутому гнезду, сообщая дополнительно шпинделю первое движение относительно упомянутой опоры и одновременно сообщая дополнительно гнезду второе движение относительно упомянутого упаковочного транспортера.
Предпочтительно первое движение и второе движение представляют собой повороты относительно соответствующих осей, перемещаемых вместе с упомянутой опорой и упомянутым упаковочным транспортером соответственно.
Предпочтительно шпиндель имеет по существу трапецеидальную форму и образован первой и второй наклонными боковыми поверхностями, расположенными соответственно спереди и сзади по отношению к направлению движения шпинделя за упомянутым выходом, и промежуточной третьей поверхностью, причем упомянутый лист сгибают относительно упомянутого шпинделя путем прикрепления сначала к упомянутой первой боковой поверхности и затем к упомянутой промежуточной третьей поверхности.
Технические задачи также решаются за счет того, что в устройстве для непрерывной упаковки изделия, содержащем питающую установку для подачи упаковочного материала, имеющую выход, по меньшей мере одно гнездо, образованное нижней стенкой и двумя боковыми стенками, предназначенное для приема и транспортировки упомянутого листа упаковочного материала и соответствующего изделия, упаковочный транспортер, несущий упомянутое гнездо и имеющий первую загрузочную позицию для листа упаковочного материала, вторую загрузочную позицию для упомянутого изделия, расположенную ниже по потоку от упомянутой первой загрузочной позиции в направлении перемещения упомянутого гнезда, и по меньшей мере одну складывающую позицию для складывания упомянутого листа вокруг изделия, по меньшей мере один складывающий шпиндель и первое конвейерное средство для перемещения складывающего шпинделя через упомянутый выпуск для захвата и складывания упомянутого листа упаковочного материала по меньшей мере частично U-образно вокруг складывающего шпинделя и затем через упомянутую первую загрузочную позицию для введения упомянутого складывающего шпинделя в упомянутое гнездо для подачи листа, сложенного по существу U-образно, в упомянутое гнездо, согласно изобретению две упомянутые боковые стенки соединены шарнирно с упомянутой нижней стенкой; устройство дополнительно содержит приводные средства для перевода упомянутого гнезда в первое открытое положение, при котором каждая из упомянутых боковых стенок образует с упомянутой нижней стенкой тупой угол для приема упомянутого листа и упомянутого изделия, и во второе закрытое положение, при котором каждая боковая стенка образует с упомянутой нижней стенкой по существу прямой угол, чтобы удерживать вместе упомянутый лист и упомянутое изделие во время складывания листа вокруг изделия.
Предпочтительно складывающий шпиндель выполнен таким образом, что он в обратном виде воспроизводит форму по меньшей мере части упомянутого гнезда, когда упомянутое гнездо находится в упомянутом первом открытом положении для плотного введения упомянутого листа в упомянутое гнездо.
Предпочтительно шпиндель имеет по существу трапецеидальную форму и образован первой и второй наклонными боковыми поверхностями, расположенными соответственно спереди и сзади по отношению к направлению движения шпинделя за упомянутым выходом, и промежуточной третьей поверхностью.
Предпочтительно складывающий шпиндель содержит зажим, предназначенный для удерживания упомянутого листа упаковочного материала на упомянутой первой боковой поверхности.
Предпочтительно по меньшей мере упомянутая первая боковая поверхность и упомянутая промежутчная третья поверхность содержат пневматические захватывающие средства.
Предпочтительно упаковочный транспортер вращается относительно фиксированной первой оси, упомянутые конвейерные средства содержат приводимую в движение опору, вращаемую относительно второй оси, параллельной первой оси.
Предпочтительно первые шарнирные соединительные средства размещены между упомянутым складывающим шпинделем и упомянутой опорой, чтобы направлять складывающий шпиндель тогда, когда его поворачивают относительно третьей оси, параллельной упомянутой второй оси.
Предпочтительно первые шарнирные соединительные средства содержат первое плечо и первый шарнир, соосный с упомянутой третьей осью, и соединяют упомянутое первое плечо с упомянутой опорой, причем первые управляющие средства выполнены с возможностью управления угловым положением первого плеча относительно третьей оси.
Предпочтительно упаковочный транспортер содержит по меньшей мере одну головку, в которой размещено упомянутое гнездо, вторые шарнирные соединительные средства, выполненные с возможностью соединения упомянутой головки с упомянутым упаковочным транспортером.
Предпочтительно вторые шарнирные соединительные средства содержат второе плечо и второй шарнир, имеющий четвертую ось, параллельную упомянутой первой оси, и соединяющий упомянутое второе плечо с упомянутым упаковочным транспортером, вторые управляющие средства, выполненные с возможностью контролирования углового положения второго плеча относительно четвертой оси.
Предпочтительно складывающий шпиндель имеет внешнюю поверхность, образованную наружным слоем из деформируемого материала.
Дополнительные особенности, которые могут быть использованы по выбору для успешного выполнения изобретения, изложены в зависимых пунктах формулы изобретения.
Конкретно дополнительные особенности, изложенные в пунктах 3 и 12 формулы изобретения, позволяют очень хорошо выполнять складывание каждого листа в U-образную форму в соответствующем гнезде. Кроме того, дополнительная особенность, изложенная в п.6, позволяет в существенной степени снизить остаточную деформацию наружной поверхности шпинделя под действием внутренней поверхности гнезда.
Неограничивающий вариант исполнения настоящего изобретения будет далее описан в качестве примера со ссылками на прилагаемые иллюстрации, на которых изображено:
фиг. 1 - схематический вид спереди (с удаленными отдельными частями для ясности чертежа) предпочтительного варианта исполнения машины, выполненной в соответствии с настоящим изобретением;
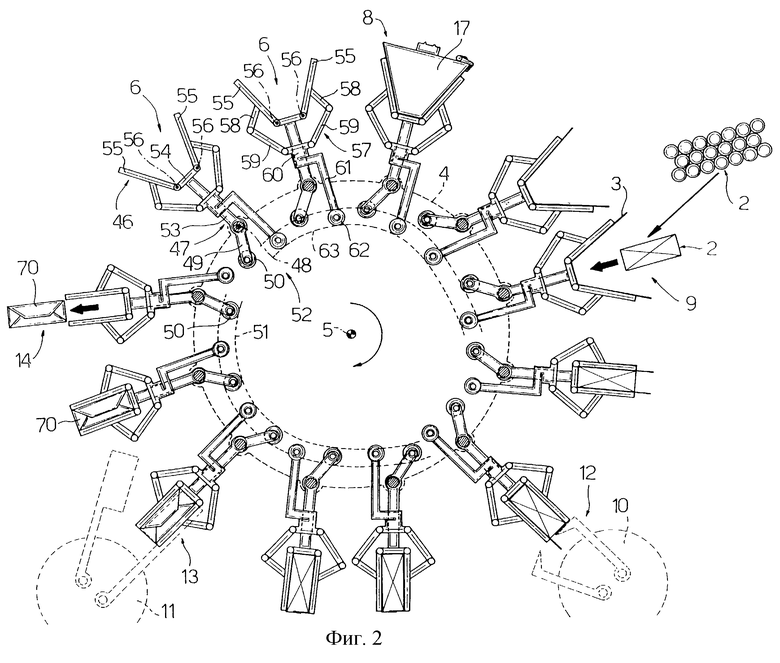
фиг. 2 - схематический вид спереди в большем масштабе первого узла машины, представленной на фиг.1;
фиг. 3 - схематический вид спереди в большем масштабе второго узла машинфы, представленной на фиг.1;
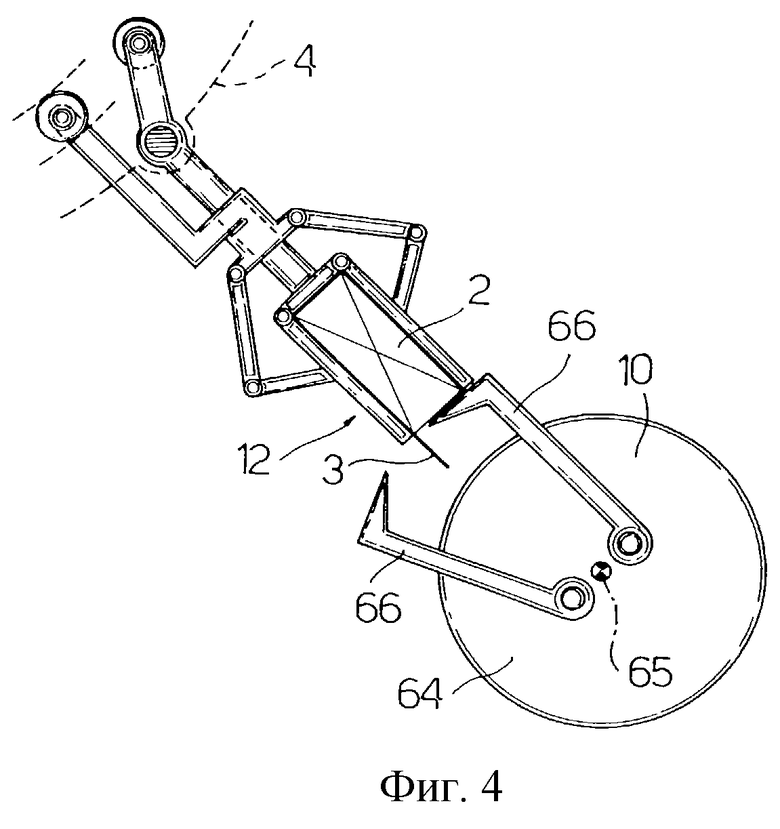
фиг.4 - схематический вид спереди в большем масштабе третьего узла машины, представленной на фиг.1;
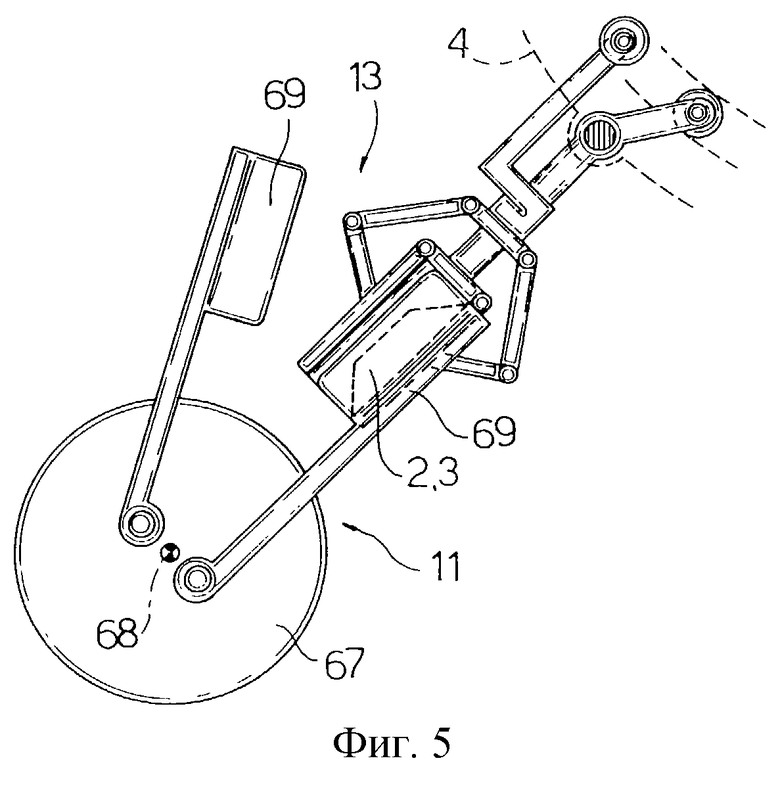
фиг.5 - схематический вид спереди в большем масштабе четвертого узла машины, представленной на фиг.1.
Поз. 1 на фиг.1 обозначено в целом автоматическое упаковочное изделие для изготовления пачек сигарет (не показаны), на котором группу 2 сигарет сначала упаковывают в лист 3 упаковочного материала - фольги, а затем вставляют в пустой лист (не показан), который складывают вокруг группы 2 для формирования пачки сигарет (не показано).
Упаковочное устройство 1 содержит упаковочное колесо 4, которому сообщают непрерывное вращательное движение (по часовой стрелке на фиг.1) относительно центральной оси 5, перпендикулярной к плоскости листа, на котором изображена фиг.1 и который содержит ряд расположенных на периферии гнезд 6, равномерно распределенных относительно оси 5. Каждое гнездо 6 предназначено для приема и транспортировки сначала соответствующего листа 3 упаковочного материала, сложенного по существу U-образно, а затем также и соответствующей группы 2 сигарет, которую упаковывают в лист 3 упаковочного материала.
Упаковочное устройство 1 также содержит подающее устройство 7 для последовательной подачи листов 3 упаковочного материала в соответствующие гнезда 6 на упаковочном колесе 4 у загрузочной позиции 8; известную загрузочную позицию 9, где группы 2 сигарет подают последовательно в соответствующие гнезда 6 на упаковочном колесе 4; два известных складывающих устройства 10 и 11 для складывания листа 3 упаковочного материала относительно группы 2 сигарет на соответствующих станциях для складывания 12 и 13 и разгрузочную позицию 14, где группы 2 сигарет, упакованные в соответствующие листы 3 упаковочного материала, изымают последовательно из соответствующих гнезд 6 на упаковочном колесе 4 и подают на последующее известное упаковочное устройство (не показано).
Подающее устройство 7 содержит передающее колесо 15, которому сообщают непрерывное вращательное движение (против часовой стрелки на фиг.1) относительно второй оси 16, параллельной оси 5, и имеет ряд периферийных складывающих шпинделей 17, равномерно распределенных относительно оси 16. Каждый складывающий шпиндель 17 предназначен для захвата соответствующего листа 3 упаковочного материала у известной питающей установки 18 на выходе установки 18, определенной как питающая позиция 19, и для подачи листа 3 упаковочного материала в соответствующее гнездо 6 у загрузочной позиции 8.
Подающее устройство 7 также содержит складывающий элемент Р, расположенный вдоль траектории складывающего шпинделя 17 между питающей позицией 19 и загрузочной позицией 8.
Питающая установка 18 содержит известную раскатную позицию 20, где ленту 21 фольги сматывают с рулона 22, удерживаемого на оси 23; известную позицию 24 для тиснения, включающую два давильных ролика 25; два питающих вала 26 для подачи ленты 21 в питающую установку 18; известную резальную позицию 27, включающую два режущих вала 28.
Складывающие шпиндели 17, как это более четко представлено на фиг.3, соединены с передающим колесом 15 посредством соответствующих коромысел 29, каждое из которых шарнирно сопряжено с передающим колесом 15 с возможностью покачивания относительно передающего колеса 15 вокруг оси 30, параллельной оси 16. Каждое коромысло 29 содержит первое плечо 31, направленное к оси 16, оснащенное на свободном конце роликом 32 толкателя, сопряженным с фиксированным кулачком 33, составляющим совместно с роликом 32 управляющее устройство 34 для контролирования углового положения коромысла 29 относительно соответствующей оси 30; и второе плечо 35, направленное наружу от передающего колеса 15 и снабженное на свободном конце соответствующим складывающим шпинделем 17.
Каждый складывающий шпиндель 17 имеет в существенной степени трапециевидную форму и определяется большой нижней поверхностью 36, параллельной оси 16, малой верхней поверхностью 37, параллельной поверхности 36 и расположенной дальше от оси 16, чем поверхность 36, двумя наклонными боковыми поверхностями 38 и 39, расположенными соответственно спереди и сзади по отношению к направлению перемещения складывающего шпинделя 17, которые образуют с верхней поверхностью 37 два ребра 40, параллельные оси 16. Каждый складывающий шпиндель 17 закреплен на соответствующем плече 35 около нижней поверхности 36 и содержит известное пневматическое отсасывающее устройство 41, которое включает определенное количество отсасывающих сопел, выведенных на поверхности 37 и 38 для удерживания соответствующего листа 3 упаковочного материала.
Каждый складывающий шпиндель 17 содержит внутренний корпус 43 из недеформируемого материала, обычно металла, покрытый на поверхностях 37, 38 и 39 тонким наружным слоем 44 деформируемого материала, обычно из резины или губки. В альтернативном варианте исполнения (не показан) складывающие шпиндели 17 не содержат наружных слоев 44 деформируемого материала.
Каждый складывающий шпиндель 17 также содержит захват 45, шарнирно прикрепленный к нижней поверхности 36 и предназначенный для удерживания соответствующего листа 3 упаковочного материала на боковой поверхности 38.
Каждое гнездо 6, как показано более отчетливо на фиг.2, размещено на соответствующей опоре 46, соединенной с упаковочным колесом 4 посредством соответствующего коромысла 47, шарнирно сопряженного с упаковочным колесом 4 с возможностью поворота относительно упаковочного колеса 4 вокруг оси 48, параллельной оси 5. Каждое коромысло 47 содержит первое плечо 49, направленное к оси 5 и оснащенное на свободном конце роликом 50 толкателя, сопряженным с фиксированным кулачком 51, составляющим совместно с роликом 50 управляющее устройство 52 для контролирования углового положения коромысла 47 относительно соответствующей оси 48; второе плечо 53, направленное во внешнюю сторону от передающего колеса 4 и снабженное на свободном конце соответствующей опорой 46.
Каждое гнездо 6 в соответствующей опоре 46 образовано нижней стенкой 54, сопряженной с соответствующим плечом 53, двумя боковыми стенками 55, шарнирно сопряженными с противоположных сторон стенки 54 с возможностью поворота относительно оси 56, параллельной оси 5, от открытого положения до закрытого положения. В открытом положении две боковые стенки 55 каждого гнезда 6 образуют тупой угол с нижней стенкой 54, а гнездо 6 в сечении образует равнобедренную трапецию, воспроизводящую в обратном виде форму складывающего шпинделя 17. В закрытом положении две боковые стенки 55 каждого гнезда 6 образуют по существу прямые углы с нижней стенкой 54, и гнездо 6 имеет по существу прямоугольное сечение с размерами, которые по существу аналогичны размерам группы 2 сигарет.
Угловое положение боковых стенок 55 относительно соответствующих осей 56 контролируют с помощью управляющего устройства 57, содержащего два первых рычага 58, один конец каждого из которых сопряжен с соответствующей боковой стенкой 55, а второй конец шарнирно сопряжен с одним концом второго рычага 59. Другой конец каждого рычага 56 шарнирно сопряжен с трубчатым корпусом 60, который размещен с возможностью скольжения относительно соответствующего рычага 53 и содержит ответвление 61, к свободному концу которого шарнирно присоединен ролик 62 толкателя, сопряженный с фиксированным кулачком 63 с целью управления перемещением при скольжении корпуса 60 вдоль соответствующего рычага 53.
Внутренние поверхности стенок 54 и 55 содержат определенное количество сопловых отверстий (не показаны), соединенных с известным устройством для отсоса воздуха (не показано), которое несет упаковочное колесо 4.
Складывающий механизм 10, как показано более четко на фиг.4, содержит цилиндр 64, вращаемый относительно фиксированной оси 65, параллельной оси 5, и пару складывающих элементов 66, шарнирно сопряженных с цилиндром 64, которым сообщают качательное движение с помощью известного управляющего кулачкового механизма (не показан) для того, чтобы складывать лист 3 упаковочного материала в продольном направлении относительно группы 2 сигарет.
Складывающий механизм 11, как показано более четко на фиг.5, содержит цилиндр 67, вращаемый относительно фиксированной оси 68, параллельной оси 5, и две пары складывающих элементов 69 (только одна пара показана на фиг.5), шарнирно сопряженных с цилиндром 67, которым сообщают качательное движение с помощью известного управляющего кулачкового механизма (не показан), чтобы складывать оба края (только один показан на фиг.5) листа 3 упаковочного материала относительно соответствующей группы 2 сигарет.
Далее будет описан порядок действия упаковочного устройства 1 со ссылками на один складывающий шпиндель 17 и одно соответствующее гнездо 6, и в положении, при котором складывающий шпиндель 17 вводят в питающую позицию 19 передающим колесом 15, вращаемым относительно оси 16.
Перед подачей от питающей установки 18 к складывающему шпинделю 17 лист 3 упаковочного материала подвергают тиснению известным способом с помощью давильных роликов 25 и обрабатывают первой парой лезвий (не показаны) на режущих роликах 28, которые образуют на листе 3 упомянутую подготовительную линию отрыва (не показана).
Как показано более четко на фиг.3, когда складывающий шпиндель 17 вводят в зону питающей позиции 19, боковая поверхность 38 шпинделя 17 контактирует с листом 3 упаковочного материала, который удерживают на боковой поверхности 38 путем отсоса воздуха, производимого отсасывающим устройством 41, которое включают перед тем, как складывающий шпиндель 17 вводят в зону питающей позиции 19. В то же самое время зажим 45 также вводят в действие для того, чтобы удерживать лист 3 упаковочного материала на боковой поверхности 38. Отсасывающее устройство 41 и зажим 45 выполняют практически те же самые функции, заключающиеся в удерживании листа 3 упаковочного материала на боковой поверхности 38. В альтернативных вариантах исполнения (не показаны) обходятся без зажима 45 или отсасывающего устройства 41.
Лист 3 упаковочного материала, пока еще составляющий одно целое с лентой 21, вытягивают из питающей установки 18 складывающим шпинделем 17, поворачиваемым непрерывно относительно оси 16, оборачивают его относительно складывающего шпинделя 17 и изгибают преимущественно L-образно относительно ребра 40, образованного поверхностями 37 и 38, и, таким образом, также укладывают на поверхность 37, после чего заднюю часть листа 3 упаковочного материала выпускают сзади и располагают преимущественно параллельно промежуточной части листа 3, контактирующей с поверхностью 37.
Когда лист 3 упаковочного материала оказывается вытянутым преимущественно на полную его длину, его отделяют известным способом от остальной части ленты фольги 21 с помощью второй пары ножей (не показаны) на отрезных роликах 28 и передают с помощью складывающего шпинделя 17 к загрузочной позиции 8. Между питающей станцией 19 и загрузочной позицией 8 в сопряжении с листом упаковочного материала вводят складывающий элемент Р, который способствует удерживанию листа упаковочного материала на переднем ребре 40 и верхней поверхности 37.
На протяжении всего пути между разгрузочной станцией 14 и загрузочной позицией 9, т.е. во всей загрузочной позиции 8, управляющим устройством 57 удерживают гнездо 6 в упомянутом открытом положении.
При приближении к загрузочной позиции 8 складывающий шпиндель 17 и соответствующее гнездо 6 поворачивают с помощью соответствующих управляющих механизмов 34 и 52 относительно осей 30 и 48 с опережением передающего колеса 15 относительно упаковочного колеса 4, соответственно; эти опережающие повороты продолжают до тех пор, пока складывающий шпиндель 17 не будет в существенной степени обращен к гнезду 6, и начинают вводить в/и постепенно сопрягать с гнездом 6 в существенной степени так же, как при сопряжении зубчатых колес. В это время для удерживания складывающего шпинделя 17 и гнезда 6 в положении, при котором они обращены друг к другу, и при полном проникновении складывающего шпинделя 17 в гнездо 6 управляющими механизмами 34 и 52 начинают замедлять движение складывающего шпинделя 17 относительно передающего колеса 15 и гнезда 6 по отношению к упаковочному колесу 4.
При введении в гнездо 6 складывающего шпинделя 17 он сгибает заднюю часть листа 3 относительно заднего ребра 40 и сгибает лист 3 U-образно вдоль боковых стенок 55 гнезда 6. Конкретно сгибающий шпиндель 17 и гнездо 6 действуют как пуансон и матрица соответственно, чтобы эффективно складывать лист 3 упаковочного материала, не подвергая лист 3 чрезмерным механическим напряжениям, которые могли бы приводить к частичному или полному отрыву упомянутой отрываемой части (не показана) листа 3. Важную, хотя и не необходимую, роль в снижении механических напряжений, создаваемых в листе 3, играет наружный слой 14 деформируемого материала складывающего шпинделя 17.
Когда верхнюю поверхность 37 складывающего шпинделя 17 по существу вводят в контакт с нижней стенкой 54 гнезда 6, сопла 42 для отсоса воздуха в складывающем шпинделе 17 отключают и включают отсос воздуха через сопла (не показаны) в гнезде 6, чтобы освободить лист 3 упаковочного материала с внутренней стороны и притянуть его пневматически к гнезду 6. Как только лист 3 загружен, складывающий шпиндель 17 выводят из сопряжения с гнездом 6, которое перемещают с помощью упаковочного колеса 4, вращаемого непрерывно, от загрузочной позиции 8 к загрузочной позиции 9, где в гнездо 6 вводят группу 2 сигарет с известного подающего транспортера (не показан).
Как только группу 2 сигарет загрузили, управляющим механизмом 57 гнездо 6 переводят в упомянутое закрытое положение, чтобы удерживать как сформированную группу 2 сигарет, так и лист 3, сложенный U-образно относительно группы 2. Гнездо 6 затем перемещают через позиции складывания 12 и 13, где известным способом с помощью складывающих механизмов 10 и 11, предусмотренных для соответствующего продольного складывания и складывания краев листа 3 вокруг группы 2 сигарет, сформируют вокруг группы 2 сигарет пачку 70. Наконец, гнездо 6 перемещают через разгрузочную станцию 14, где предмет, определяемый группой 2 сигарет и пачкой 70, перемещают известным способом к известной конечной упаковочной установке (не показана).
Описанные выше операции повторяют циклически.
В альтернативном варианте исполнения (не показано) лист 3 упаковочного материала после его вывода из питающей установки 18 оборачивают относительно складывающего шпинделя 17 и сгибают в существенной степени U-образно на боковых поверхностях 38, 39 и верхней поверхности 37 складывающего шпинделя 17.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВОЧНАЯ МАШИНА ДЛЯ СИГАРЕТ | 1999 |
|
RU2228887C2 |
| СПОСОБ ОБЕРТЫВАНИЯ И УЗЕЛ СГИБАНИЯ ЛИСТА ОБЕРТЫВАЮЩЕГО МАТЕРИАЛА ВОКРУГ ГРУППЫ СИГАРЕТ | 2010 |
|
RU2528205C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПЕРЕНОСА ГРУППЫ СИГАРЕТ МЕЖДУ КОНВЕЙЕРАМИ | 1999 |
|
RU2228886C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЯ ИЗ БЛОКА СИГАРЕТ | 1999 |
|
RU2226486C2 |
| СИГАРЕТОУПАКОВОЧНАЯ МАШИНА ДЛЯ ПРОИЗВОДСТВА ЖЕСТКИХ ПАЧЕК С ШАРНИРНОЙ КРЫШКОЙ | 2009 |
|
RU2477701C2 |
| УПАКОВОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПАЧЕК СИГАРЕТ | 1999 |
|
RU2230690C2 |
| СПОСОБ ПЕРЕДАЧИ ИЗДЕЛИЙ | 1999 |
|
RU2226487C2 |
| СПОСОБ УПАКОВКИ ПРОДУКТА В ЛИСТ ТЕРМОУСАДОЧНОГО УПАКОВОЧНОГО МАТЕРИАЛА И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2258645C2 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ПАЧЕК В БЛОКИ | 1992 |
|
RU2084380C1 |
| ЖЕСТКАЯ ВЫДВИГАЕМАЯ ПАЧКА ТАБАЧНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2669157C2 |


Изобретение относится к способу непрерывной упаковки изделий, например группы сигарет в лист фольги. Способ непрерывной упаковки изделия включает подачу листа упаковочного материала от выхода линии для подачи упаковочного материала в гнездо упаковочного транспортера. На транспортере лист упаковочного материала складывают U-образно перед подачей в гнездо. Затем гнездо и лист перемещают через загрузочную позицию для приема изделия. Изобретение позволяет повысить надежность работы устройства. 2 с. и 19 з.п. ф-лы, 5 ил.
| US 4559757 A, 24.12.1985 | |||
| US 5822948 A, 20.10.1998 | |||
| US 5392586 A, 28.02.1995. |

