Изобретение относится к способу непрерывного переноса группы сигарет между конвейерами.
В частности, настоящее изобретение относится к способу непрерывного переноса группы сигарет из гнезда на непрерывном подающем конвейере в соответствующее гнездо на непрерывном оберточном конвейере или колесе.
Здесь и далее под термином "группа сигарет" подразумевается ряд сигарет, расположенных в несколько слоев без наружного листа оберточного материала, то есть ряд сигарет, для удержания которых вместе требуется наружная удерживающая обертка.
В известных устройствах для переноса группы сигарет из гнезда на непрерывном питающем конвейере в соответствующее гнездо на непрерывном оберточном колесе, как, например, описано в патенте Великобритании № 1203259, питающий конвейер обычно выполняется как цепной или ленточный конвейер, гнезда которого транспортируются по пути, имеющему один участок, далее называемый "участком переноса", который представляет собой часть кругового пути, вдоль которого перемещаются гнезда на оберточном колесе. На участке переноса гнезда на питающем конвейере перемещаются во времени и поддерживаются коаксиальными с соответствующими гнездами на оберточном колесе для осевого переноса группы сигарет между двумя соответствующими коаксиальными гнездами.
Осевой перенос имеет некоторые недостатки из-за того, что группа сигарет подвергается довольно сильному механическому напряжению (особенно в современных упаковочных машинах, способных выдавать свыше десяти пачек в секунду), которое может приводить к деформации сигарет или просыпанию табака.
Осевой перенос также требует, чтобы питающий конвейер и оберточное колесо располагались рядом, то есть в двух различных плоскостях, в результате чего увеличивается общая глубина переносного устройства и усложняется управление и техническое обслуживание.
Наконец, необходимость в общей части пути, определяемой упомянутым участком переноса, между оберточным колесом и питающим конвейером приводит к необходимости использования очень жесткой конструкции конвейеров и требует чрезвычайно длинной и поэтому громоздкой дорогой цепи или ленты, как ясно показано в устройстве, описанном в патенте Великобритании № 1203259. Может использоваться более короткая цепь или лента, но только при условии, что она должна проходить по намного более крутому изогнутому пути, таким образом, подвергая цепь или ленту сильному механическому напряжению.
В Европейском патенте № 548978 описано устройство для непрерывного переноса группы сигарет между соответствующими гнездами двух оберточных колес. В заданной зоне переноса гнезда на двух колесах поддерживаются противолежащими и параллельными друг другу и фиксированному направлению, в частности направлению, перпендикулярному соответствующим осям вращения колес, путем перемещения, в частности непрерывного качания гнезд относительно соответствующих колес.
Технической задачей настоящего изобретения является разработка способа и устройства для непрерывного переноса группы сигарет, лишенного вышеупомянутых недостатков, и который, в частности, является простым и дешевым для реализации.
Данная техническая задача решается за счет того, что в способе непрерывного переноса группы сигарет между конвейерами, включающем операцию транспортировки, на которой транспортируют упомянутую группу сигарет посредством первого конвейера, непрерывно движущегося в первом направлении вдоль первого пути, включающего начальный прямой участок загрузки и конечный участок переноса, и операцию переноса, на которой переносят упомянутую группу сигарет при ее перемещении вдоль участка переноса с упомянутого первого конвейера на второй конвейер, непрерывно движущийся во втором направлении вдоль второго пути, согласно изобретению упомянутый первый путь и упомянутый второй путь выполнены копланарными и отстоят друг от друга, и упомянутое первое направление не параллельно второму направлению при переносе группы сигарет, причем упомянутую операцию переноса выполняют путем размещения группы сигарет, по меньшей мере, во время ее транспортировки вдоль участка переноса, внутри подвижного гнезда, которое транспортируют посредством упомянутого первого конвейера, по меньшей мере, вдоль участка переноса, перемещения подвижного гнезда с размещенной в нем группой сигарет относительно первого конвейера и участка переноса и при перемещении подвижного гнезда вдоль участка переноса между первым положением вдоль упомянутого первого пути, в котором группа сигарет, размещенная в подвижном гнезде, имеет первую ориентацию относительно упомянутого первого направления, и вторым положением вдоль упомянутого второго пути, в котором группа сигарет, размещенная в подвижном гнезде, имеет вторую ориентацию относительно упомянутого второго направления, составляющую по существу 90° относительно первой ориентации, осуществления поворота упомянутой группы сигарет относительно первого и второго путей посредством перемещения подвижного гнезда для предоставления группе возможности перемещения вдоль упомянутого прямого участка загрузки и упомянутого второго пути с упомянутыми двумя соответствующими различными ориентациями.
Предпочтительно первый конвейер и упомянутый второй конвейер содержат первое гнездо и второе гнездо соответственно для упомянутой группы сигарет, причем подвижное гнездо является упомянутым первым гнездом, которое транспортируют вдоль упомянутого участка загрузки по существу в неподвижном положении относительно упомянутого первого конвейера и перемещают вдоль упомянутого участка переноса относительно первого конвейера для переноса группы сигарет ко второму гнезду.
Предпочтительно первый конвейер и упомянутый второй конвейер содержат первое гнездо и второе гнездо соответственно для каждой группы сигарет, причем упомянутое подвижное гнездо является третьим гнездом, которое транспортируют вдоль упомянутого участка переноса для вхождения во взаимодействие с группой сигарет, размещенной внутри первого гнезда, и перемещают относительно первого гнезда для удаления группы сигарет из первого гнезда и переноса группы сигарет ко второму гнезду.
Предпочтительно второй конвейер является оберточным конвейером, причем упомянутое второе гнездо вмещает лист оберточного материала, сложенного по существу U-образно, и упомянутый лист оберточного материала подают в упомянутое второе гнездо до переноса упомянутой группы сигарет во второе гнездо.
Предпочтительно второе гнездо образуется торцевой стенкой и двумя боковыми стенками, подвижными между открытым первым положением и закрытым вторым положением, причем упомянутые две боковые стенки поддерживают в упомянутом первом положении при переносе упомянутой группы сигарет и перемещают в упомянутое второе положение для удержания вместе упомянутого листа оберточного материала и упомянутой группы сигарет.
Предпочтительно третье гнездо подают вдоль участка переноса со скоростью, практически равной скорости перемещения первого гнезда.
Предпочтительно группа сигарет взаимодействует с подвижным гнездом на ее продольных концах, взаимодействует с первым гнездом на ее центральной части и взаимодействует со вторым гнездом на ее центральной части и продольных концах.
Техническая задача также решается за счет того, что в устройстве для непрерывного переноса группы сигарет между конвейерами, содержащем первый конвейер для непрерывной подачи группы сигарет в первом направлении вдоль первого пути, включающего начальный прямой участок загрузки и конечный участок переноса, второй конвейер для непрерывной подачи группы сигарет во втором направлении вдоль второго пути, и средство переноса, действующее вдоль упомянутого участка переноса для переноса упомянутой группы сигарет от первого конвейера ко второму конвейеру, согласно изобретению первый путь и второй путь выполнены копланарными и отстоят друг от друга, и упомянутое первое направление не параллельно упомянутому второму направлению при переносе группы сигарет, средство переноса содержит подвижное гнездо для размещения группы сигарет и транспортируется первым конвейером, по меньшей мере, вдоль упомянутого участка переноса, и приводное средство для перемещения упомянутого подвижного гнезда относительно первого конвейера и при транспортировке подвижного гнезда вдоль участка переноса между первым положением вдоль упомянутого первого пути, в котором группа сигарет, размещенная в подвижном гнезде, имеет первую ориентацию относительно упомянутого первого направления, и вторым положением вдоль упомянутого второго пути, в котором группа сигарет, размещенная в подвижном гнезде, имеет вторую ориентацию относительно упомянутого второго направления, составляющую по существу 90° к упомянутой первой ориентации, для осуществления поворота упомянутой группы сигарет относительно первого и второго путей для обеспечения группе сигарет возможности перемещения вдоль упомянутого прямого участка загрузки и упомянутого второго пути с упомянутыми двумя соответствующими различными ориентациями.
Предпочтительно первый конвейер и второй конвейер содержат соответственно первое гнездо и второе гнездо для группы сигарет, причем подвижное гнездо образовано упомянутым первым гнездом.
Предпочтительно первый конвейер и второй конвейер содержат соответственно первое гнездо и второе гнездо для группы сигарет, причем первый конвейер дополнительно содержит третье гнездо, образующее подвижное гнездо.
Предпочтительно первый конвейер является выходным конвейером устройства для формирования группы сигарет и второй конвейер является оберточным колесом.
Предпочтительно второе гнездо прикреплено ко второму конвейеру с возможностью поворота вокруг первой оси, перемещаемой со вторым конвейером, причем упомянутый второй конвейер содержит первое устройство управления для управления угловым положением упомянутого второго гнезда вокруг упомянутой первой оси.
Предпочтительно боковые стенки являются подвижными друг относительно друга между открытым первым положением и закрытым вторым положением и имеется второе устройство управления для поддержания упомянутых двух боковых стенок в упомянутом первом положении при переносе упомянутой группы сигарет и для перемещения упомянутых двух боковых стенок во второе положение для удержания группы сигарет внутри второго гнезда.
Предпочтительно подвижное гнездо прикреплено к первому конвейеру для поворота вокруг второй оси, причем упомянутое приводное средство управляет угловым положением подвижного гнезда вокруг второй оси.
Предпочтительно первое гнездо является неподвижным относительно первого конвейера.
Предпочтительно третье гнездо образовано двумя противолежащими трубчатыми гнездами, которые входят во взаимодействие с соответствующими продольными торцами упомянутой группы сигарет и установлены для поворота вокруг упомянутой второй оси.
Предпочтительно трубчатые гнезда установлены с возможностью скольжения в третьем направлении, параллельном второй оси, между открытым положением и закрытым положением, причем приводное средство управляет положением упомянутых трубчатых гнезд в третьем направлении и между открытым положением и закрытым положением.
Предпочтительно трубчатое гнездо образовано соответствующим захватывающим устройством, содержащим два L-образных фиксатора, подвижных друг относительно друга между положением захвата, в котором фиксаторы практически соединяются друг с другом для образования соответствующего трубчатого гнезда, и освобождающим положением, в котором фиксаторы расходятся на заданное расстояние, при этом средство переноса содержит третье устройство управления для управления положением между упомянутыми освобождающим и захватывающим положениями каждого из упомянутых фиксаторов относительно соответствующего другого фиксатора.
Далее будет описан в качестве примера ряд не вносящих ограничений вариантов выполнения настоящего изобретения со ссылкой на прилагаемые чертежи, на которых
фиг. 1 - схематичный вид спереди первого предпочтительного варианта выполнения устройства согласно настоящему изобретению;
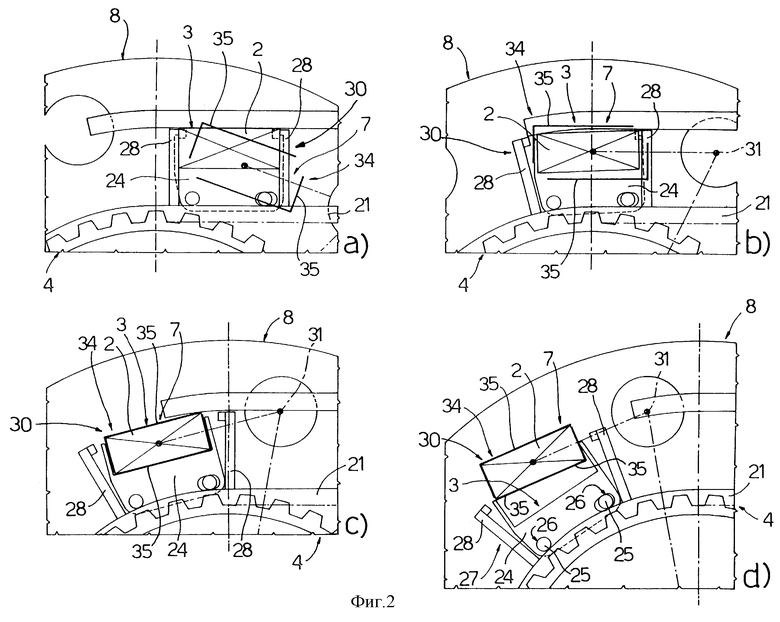
фиг. 2 - схематичный вид спереди первой детали устройства, представленного на фиг. 1, в различных рабочих положениях;
фиг. 3 - схематичный вид спереди в увеличенном масштабе второй детали устройства, представленного на фиг. 1, в различных рабочих положениях;
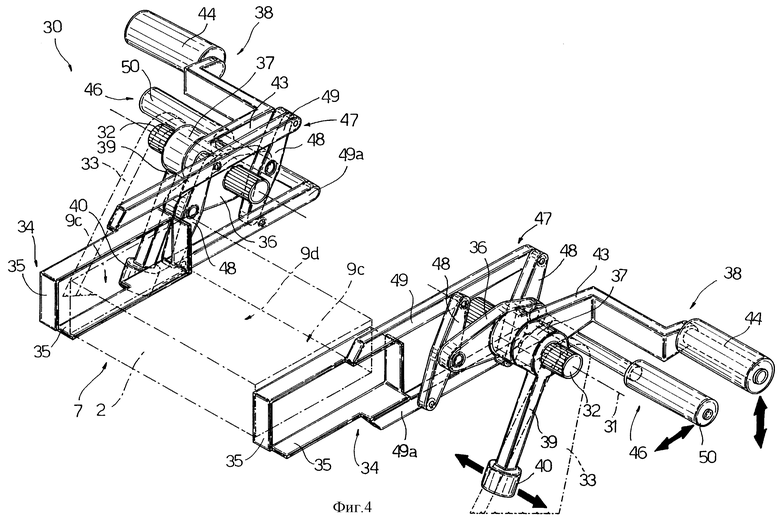
фиг. 4 - перспективный вид в увеличенном масштабе третьей детали устройства, представленного на фиг. 1;
фиг. 5 - схематичный вид спереди в увеличенном масштабе детали, представленной на фиг. 1, в различных рабочих положениях;
фиг. 6 - схематичный вид спереди второго варианта выполнения устройства согласно настоящему изобретению.
На фиг. 1 позицией 1 обозначено в целом устройство переноса, образующее часть автоматической упаковочной машины непрерывного действия для производства пачек сигарет (не показаны). На устройстве 1 формируется группа 2 сигарет (известным, не показанным способом) внутри соответствующего гнезда 3, непрерывно перемещаемого в направлении D1 вдоль пути Р1 посредством бесконечного формирующего конвейера 4, и затем переносится к соответствующему гнезду 5, подаваемому непрерывно и в направлении D2 вдоль пути Р2 посредством бесконечного оберточного конвейера, образованного оберточным колесом 6.
Путь Р1 является копланарным с путем Р2 и включает начальный участок Р3 загрузки в пункте S1 и конечный участок Р4 переноса в пункте S2 переноса, где группу 2 сигарет переносят посредством гнезда 7, поддерживаемого транспортирующим шкивом 8 конвейера 4. Гнездо 7 является подвижным гнездом для размещения группы 2 сигарет из гнезда 3 на формирующем конвейере 4 и подачи группы 2 сигарет к соответствующему гнезду 5 на оберточном колесе 6.
На пункте S2 переноса шкив 8 перемещает каждое гнездо 7 вдоль пути, практически совпадающем с участком Р4 переноса пути Р1.
Группа 2 сигарет удерживается внутри практически параллелепипедального пространства, образованного двумя параллельными большими боковыми поверхностями 9а и двумя параллельными малыми поверхностями 9b, перпендикулярными поверхностям 9а. Как ясно показано на фиг. 4, упомянутое пространство также содержит два противолежащих продольных торца 9с и центральную часть 9d, расположенную между двумя продольными торцами 9с.
Вдоль участка Р3 загрузки пути Р1 группу 2 сигарет транспортируют посредством формирующего конвейера 4 с первой ориентацией относительно направления D1, и при этом малые боковые поверхности 9b являются практически перпендикулярными направлению DI, и вдоль пути Р2 группу 2 сигарет транспортируют посредством оберточного колеса 6 со второй ориентацией относительно направления D2, и при этом большие боковые поверхности 9а практически перпендикулярны направлению D2. При переносе с конвейера 4 на колесо 6 группа 2 сигарет явно поворачивается на 90° вокруг своей продольной оси (не показана), параллельной сигаретам, образующим группу 2 сигарет.
Перед перемещением через пункт S2 переноса каждое гнездо 5 проходит через пункт S1 подачи (не показан), где в гнездо 5 размещают лист 10 оберточного материала из фольги, который согнут U-образно внутри гнезда 5 и в который обертывают соответствующую группу 2 сигарет после переноса к соответствующему гнезду 5.
Оберточное колесо 6 содержит цилиндр 11, приводимый в непрерывное вращение (по часовой стрелке на фиг. 1) вокруг центральной оси 12, перпендикулярной плоскости фиг. 1, и ряд периферийных головок 13 (показана только одна из них), равноудаленных друг от друга вокруг оси 12. Каждая головка 13 образует соответствующее гнездо 5 для первоначального приема и транспортировки соответствующего листа 10 оберточного материала, изогнутого по существу U-образно, и для последующего приема и транспортировки соответствующей группы 2 сигарет, которые заворачиваются в лист 10 оберточного материала при перемещении группы сигарет вдоль пути Р2.
Каждая головка 13 шарнирно прикреплена к цилиндру 11 и поворачивается вокруг оси 14, параллельной оси 12, известного кулачкового устройства управления 15 (схематично показанного на фиг. 1); и гнездо 5 каждой головки 13 образовано торцевой стенкой 16, прикрепленной к головке 13, и двумя боковыми стенками 17, которые шарнирно прикреплены к противоположным концам стенки 16 и поворачиваются посредством устройства управления 19 вокруг соответствующих осей 18, параллельных оси 12, между открытым и закрытым положениями.
Как показано на фиг. 1, устройство управления 19 содержит салазки 19а, поддерживающие торцевую стенку 16, которые движутся вдоль головки 13 в направлении, перпендикулярном торцевой стенке 16, посредством известного кулачкового устройства (не показано), и две тяги 19b, каждая из которых расположена между головкой 13 и промежуточной точкой вдоль соответствующей боковой стенки 17, так что каждое осевое движение салазок 19а относительно головки 13 вызывает поворот боковых стенок 17 вокруг соответствующих осей 18.
В открытом положении две боковые стенки 17 каждого гнезда 5 образуют тупой угол с торцевой стенкой 16 и гнездо 5 имеет поперечное сечение в виде равнобедренной трапеции. В закрытом положении две боковые стенки 17 каждого гнезда 5 образуют практически прямой угол с торцевой стенкой 16 и гнездо 5 имеет прямоугольное сечение практически такого же размера, как группа 2 сигарет с тем, чтобы полностью входить во взаимодействие с группой 2 сигарет, то есть как в центральной части 9d, так и в продольных торцах 9с.
На внутренних поверхностях стенок 16 и 17 имеется ряд отверстий (не показаны), сообщающихся с известным всасывающим устройством (не показано), установленным на оберточном колесе 6.
Каждая головка 13 также содержит известное оборачивающее устройство или рычаг 20, шарнирно прикрепленный к головке 13 и поворачивающийся вокруг оси 14 посредством известного кулачкового устройства (не показано) для продольного заворачивания выступающей части листа 10 оберточного материала, сложенного U-образно вокруг соответствующей группы 2 сигарет и помещенного внутрь гнезда 5.
Формирующий конвейер 4 состоит из известной бесконечной зубчатой ленты 21 (показана частично на фиг. 1), подаваемой вдоль пути Р1 (показан частично на фиг. 1) шкивом 8, который содержит зубчатый центральный ролик 22, непрерывно вращающийся (против часовой стрелки на фиг. 1) вокруг центральной оси 23, параллельной оси 12.
Пункт S1 загрузки схематично показан на фиг. 1 и в первом варианте выполнения размещен по существу в месте, в котором группу 2 сигарет подают к соответствующему гнезду 3 известным не показанным формирующим устройством. В другом варианте выполнения конвейер 4 является формирующим конвейером, служащим для формирования групп 2 сигарет, и пункт S1 загрузки расположен по существу вдоль участка конвейера 4, на котором группу 2 сигарет формируют слой за слоем внутри соответствующего гнезда 3 известным формирующим устройством воронкообразного типа (не показано), как, например, описано в патенте США № 5070991.
Участок Р4 переноса пути Р1 расположен в пункте S2 переноса и на шкиве 8 и проходит по существу вдоль начального участка искривленной части пути Р1, проходящей вокруг оси 23.
Конвейер 4 также содержит ряд головок 24 (показана только одна из них), поддерживаемых лентой 21 и равноудаленных друг от друга на ней. Как показано более ясно на фиг. 2, каждая головка 24 образует соответствующее гнездо 3, имеющее продольный размер (перпендикулярный плоскости фиг. 2), меньший чем у группы 2 сигарет, и имеющее прямоугольное поперечное сечение практически того же самого поперечного размера, как у группы 2 сигарет с тем, чтобы входить во взаимодействие с группой 2 сигарет центральной частью 9d, в то же время оставляя практически свободными соответствующие продольные торцы 9с.
Каждая головка 24 по существу жестко присоединена к ленте 21 посредством двух штифтов 25, которые взаимодействуют с соответствующими гнездами 26 на головке 24 для обеспечения возможности незначительного поворота головки 24 относительно ленты 21 для подгонки к искривленным участкам пути P1.
Каждая головка 24 имеет удерживающее устройство 27, содержащее две губки 28, выполненные за одно целое с лентой 21, которые поворачиваются между положением захвата (как, например, показано на фиг. 2а) на прямых участках ленты 21 и освобождающим положением (как, например, показано на фиг. 2с) на искривленных участках (показан только один) ленты 21.
В дополнение к ролику 22 шкив 8 содержит два фланца 29 (показан только один из них), коаксиальных с осью 23 и поддерживающих между собой ряд периферийных головок 30 (на фиг. 1 показана только одна), равноудаленных друг от друга по оси 23 и установленных для поворота вокруг соответствующих осей 31, параллельных оси 23.
Как более ясно показано на фиг. 4 и 5, каждая головка 30 имеет палец 32, коаксиальный с осью 31, противоположные концы которого прикреплены к двум выступающим частям 33 соответствующих фланцев 29; каждая головка 30 содержит два захватывающих устройства 34, которые вместе образуют соответствующее гнездо 7; и каждое захватывающее устройство 34 содержит два сравнительно тонких L-образных фиксатора 35, расположенных в той же самой плоскости, перпендикулярной оси 31, и подвижных друг относительно друга в той же самой плоскости между освобождающим положением (фиг. 5а) и положением захвата (фиг. 5b), в котором фиксаторы 35 образуют трубчатое гнездо 35а, имеющее ось, параллельную оси 31, и прямоугольное поперечное сечение примерно того же размера, но не более чем размер поперечного сечения группы 2 сигарет. Каждое захватывающее устройство 34 прикреплено к соответствующему качающемуся рычагу 36, шарнирно поворачивающемуся вокруг оси 31 посредством центральной втулки 37, прикрепленной к соответствующему пальцу 32 с возможностью поворота и осевого скольжения.
Угловое и осевое положение каждой втулки 37 управляется приводным и управляющим устройством 38, которое содержит рычаг 39, выступающий по радиусу от втулки 37 и на свободном конце которого установлен упорный ролик 40, который вращается вокруг соответствующей оси, перпендикулярной оси 31, и входит во взаимодействие с направляющим устройством (колеса) 41, сформированным в неподвижном кулачке 42, расположенным между фланцами 29 и формирующей частью устройства 38. Направляющее устройство 41 проходит вокруг оси 23 для управления осевым положением втулки 37 вдоль соответствующего пальца 32 вместе с изменениями в угловом положении соответствующего гнезда 7 вокруг оси 23.
Приводное и управляющее устройство 38 также содержит для каждой втулки 37 рычаг 43, выступающий по радиусу из втулки, и упорный ролик 44, прикрепленный к свободному концу рычага 43 для вращения вокруг соответствующей оси, параллельной оси 31, вдоль соответствующего направляющего устройства 45, сформированного на кулачке 42 и проходящего вокруг оси 23 для управления угловым положением втулки 37 вокруг оси 31 соответствующего пальца 32 вместе с изменениями в угловом положении соответствующего гнезда 7 вокруг оси 23.
Каждое захватывающее устройство 34 также имеет приводное устройство 46, содержащее шарнирный параллелограмм 47, который, в свою очередь, содержит две параллельные тяги 48, шарнирно прикрепленные к качающемуся рычагу 36, и две параллельные тяги 49, на одном конце каждой из которых установлен соответствующий L-образный фиксатор 35 захватывающего устройства 34. Противоположный конец одной из двух тяг 49, обозначенной позицией 49а, снабжен упорным роликом 50 для вращения вокруг соответствующей оси, параллельной оси 31 с перемещением вдоль соответствующего направляющего устройства 51, образованного на кулачке 42 и проходящего вокруг оси 23 для управления осевым положением тяги 49а относительно соответствующего пальца 32 вместе с изменениями в угловом положении соответствующего гнезда вокруг оси 23.
Направляющее устройство 41 кулачка 42 формируется таким образом, что при вращении шкива 8 вокруг оси 23 два качающихся рычага 36 каждого гнезда 7 перемещаются вдоль оси 31 соответствующего пальца 32 между открытым положением захватывающего устройства 34, в котором два трубчатых гнезда 35а разводятся на расстояние, превышающее длину соответствующей группы 2 сигарет, и закрытым положением соответствующего захватывающего устройства 34, в котором два трубчатых гнезда 35а образуют соответствующее гнездо 7 и захватывают и удерживают соответствующую группу 2 сигарет путем взаимодействия с торцами 9с группы 2 сигарет.
Направляющее устройство 45 кулачка 42 формируется таким образом, что при повороте шкива 8 вокруг оси 23 два качающихся рычага 36 гнезда 7 поворачиваются вокруг оси 31 соответствующего пальца 32 между положением загрузки, в котором гнездо 7 совпадает с соответствующим гнездом 3, для удаления группы 2 сигарет из гнезда 3, и разгрузочным положением, в котором гнездо 7 совпадает с соответствующим гнездом 5 для переноса группы 2 в гнездо.
Направляющее устройство 51 кулачка 42 формируется таким образом, что при вращении шкива 8 вокруг оси 23 тяга 49а перемещается относительно соответствующего пальца 32 для деформирования шарнирного параллелограмма 47 и перемещения фиксаторов 35 между упомянутыми положением захвата и освобождающим положениям.
Далее будет описана работа устройства со ссылкой на одну группу 2 сигарет после того, как группа 2 сигарет поступает на пункт S1.
Лента 21 движется непрерывно для подачи гнезда 3 и соответствующей группы 2 сигарет вдоль пути Р1 сначала вдоль участка Р3 загрузки и затем вдоль участка Р4 переноса на пункте S2 переноса.
Как более ясно видно на фиг.2, при перемещении гнезда 3 конвейером 4 вдоль участка Р4 переноса захватывающие устройства 34 соответствующего гнезда 7 устанавливаются устройством управления 38 и 46 в упомянутые открытое и освобождающее положения (фиг. 2а). Затем управляющее устройство 38 поворачивает гнездо 7 вокруг соответствующей оси 31 для принятия положения, практически совпадающего с гнездом 3 (фиг. 2b), и сохранения этого положения в течение заданного промежутка времени, и при этом управляющие устройства 38 и 46 устанавливают захватывающие устройства 34 гнезда 7 в упомянутые закрытое и захватывающее положения для захватывания группы 2 сигарет. В то же самое время из-за изгиба участка Р4 переноса удерживающее устройство 27 гнезда 3 перемещается в упомянутое освобождающее положение для того, чтобы оставить группу 2 сигарет под контролем гнезда 7 (фиг. 2с).
В этой точке гнездо 7 поворачивается вокруг соответствующей оси 31 для извлечения группы 2 сигарет из гнезда 3 (фиг. 2а) и перемещения группы к соответствующему гнезду 5, которое при непрерывном вращении оберточного колеса 6 перемещается через пункт S2 переноса (фиг. 1) с боковыми стенками 17, находящимися в упомянутом открытом положении, и со сложенным U-образно листом 10 оберточного материала, размещенным и удерживаемым внутри посредством упомянутого всасывающего устройства (не показано).
Как более ясно видно на фиг. 3, вблизи пункта S2 переноса гнездо 7 и соответствующее гнездо 5 поворачиваются вокруг соответствующих осей 31 и 14 посредством соответствующих устройств управления 38 и 15 для принятия и сохранения в течение заданного промежутка времени по существу взаимно совпадающего положения (фиг. 3а), в котором управляющее устройство 19 перемещает боковые стенки 17 гнезда 5 в упомянутое закрытое положение для захвата группы 2 сигарет и в то же самое время окончательного U-образного складывания листа 10 оберточного материала вокруг группы 2 сигарет (фиг. 3b).
В положении, показанном на фиг. 3b, гнездо 5 с листом 10 оберточного материала, находящимся внутри него, входит во взаимодействие как с группой 2, так и фиксаторами 35 захватывающих устройств 34 гнезда 7, что становится возможным за счет малой толщины фиксаторов 35.
Как только осуществляется захват группы 2 сигарет гнездом 5, управляющее устройство 38 перемещает захватывающие устройства 34 гнезда 7 в упомянутое открытое положение, так что фиксаторы 35, находящиеся еще в упомянутом захватывающем положении, удаляются в продольном направлении относительно группы 2 для ее освобождения.
В этой точке гнезда 5 и 7 выдвигаются из упомянутого взаимно совпадающего положения и устройство управления 38 возвращает гнездо 7 в исходное положение. В то же самое время приводится в действие складывающее устройство 20 гнезда 5 для продольного оборачивания листа 10 оберточного материала вокруг группы 2, и оберточное колесо непрерывно вращается для подачи гнезда 7 через последовательные известные пункты оборачивания (не показаны).
В дополнительном не показанном варианте выполнения гнезда 7 несет сам формирующий конвейер 4, и для каждого гнезда 3 предназначено соответствующее гнездо 7, прикрепленное к конвейеру 4 и примыкающее к гнезду 3.
В еще одном варианте выполнения, показанном на фиг. 6, гнезда 3 на формирующем конвейере 4 являются такими, как описано в Европейской заявке на патент № 812765, и каждое из них входит во взаимодействие с продольными торцами соответствующей группы 2 сигарет, при этом гнезда 3 поддерживаются соответствующими вилками 52, прикрепленными к ленте 21, с тем, чтобы поворачиваться вокруг соответствующих осей 31, параллельных оси 23 шкива, и по участку Р4 переноса известное кулачковое устройство управления (не показано) поворачивает каждое гнездо 3 вокруг соответствующей оси 31 для переноса соответствующей группы 2 сигарет к соответствующему гнезду 5 точно таким же образом, как описано для гнезд 7.



Изобретение относится к способу переноса группы сигарет из гнезда на непрерывном подающем конвейере в соответствующее гнездо на непрерывном оберточном конвейере или колесе. Группу сигарет формируют в первом гнезде на формирующем группу первом конвейере и подают посредством первого конвейера к станции переноса. На станции переноса продольные торцы группы сигарет зацепляются подвижным гнездом, которое перемещают относительно первого гнезда для переноса группы сигарет из первого гнезда к второму гнезду на оберточном конвейере. Изобретение позволяет создать простой и дешевый способ непрерывного переноса группы сигарет. 2 с. и 16 з.п. ф-лы, 6 ил.

| ЕР 0548978 A1, 30.06.1993 | |||
| Устройство для образования коль-цевой веерной струи жидкости | 1973 |
|
SU509293A1 |
| СУХАЯ СМЕСЬ ДЛЯ ПРИГОТОВЛЕНИЯ ШТУКАТУРКИ ПО ГАЗОБЕТОНУ | 2000 |
|
RU2191166C2 |

