Изобретение относится к способу передачи изделий.
Настоящее изобретение может с успехом применяться, в частности, в упаковочной промышленности для непрерывной передачи имеющих форму параллелепипеда пачек с одного вращающегося конвейерного устройства, например, конвейерного колеса, к другому.
Настоящее изобретение будет ниже описано исключительно на примере работы промышленной упаковочной установки и, в частности, на примере упаковочных автоматов непрерывного действия для сигарет.
При промышленной упаковке изделий используют устройства для непрерывной передачи параллелепипедных пачек от одного конвейерного колеса к другому. Известные устройства этого типа, описанные в патенте США №4511027, патенте Великобритании №1316933 и патенте Германии №4012114, используют характерные гнезда для пачек на первом и втором конвейерных колесах и приводные устройства для перемещения гнезд на, по крайней мере, одном из колес по существу в радиальном направлении таким образом, чтобы траектория движения каждого гнезда на первом колесе и траектория движения соответствующего гнезда на втором колесе были параллельны друг другу в пределах данного расстояния в данной зоне передачи пачек.
Упомянутое радиальное перемещение гнезд, особенно в моменты захвата ими соответствующих пачек, ведет к изменениям момента инерции соответствующего колеса и, следовательно, к вибрации, которая может стать неприемлемо сильной в случае вращения колеса с высокой скоростью. Кроме того, указанное радиальное перемещение гнезд обычно осуществляется с использованием радиальных направляющих и сложных дорогих радиальных приводных устройств, которые также способствуют в значительной мере динамической разбалансировке соответствующих колес.
В качестве попыток устранения упомянутых недостатков были предложены передающие устройства, например, описанные в патенте США №4823536 или в Европейском патенте №509293.
В указанном Европейском патенте раскрыт способ передачи изделий из первого гнезда на первом колесе в соответствующее второе гнездо на втором колесе, при котором вращают первое и второе колеса в противоположных направлениях и, соответственно, вокруг первой оси и второй оси, параллельных друг другу, поддерживают первое и второе гнезда выровненными друг с другом в течение заданного времени выравнивания и в заданном направлении совпадения путем поворота, по меньшей мере, одного из гнезд относительно соответствующего колеса вокруг соответствующей оси, перемещающейся вместе с соответствующим колесом и зафиксированной относительно него, и передают соответствующее изделие из одного гнезда к другому гнезду за отрезок времени, находящийся в пределах указанного времени выравнивания гнезд.
Для поддержания двух гнезд, между которыми передавалась соответствующая пачка, параллельными указанному направлению в течение передачи пачки, оба гнезда должны обязательно располагаться на одинаковом расстоянии вокруг соответствующих осей колес, и должно быть установлено точное соотношение между угловыми скоростями обоих колес.
Другими словами, хотя упомянутые известные передающие устройства и являются высокоэффективными, динамически они довольно жесткие.
Техническим результатом настоящего изобретения является создание способа передачи изделий из одного гнезда на первом колесе в соответствующее второе гнездо на втором колесе, свободного от вышеуказанных недостатков.
Этот технический результат достигают тем, что в способе передачи изделий из первого гнезда на первом колесе в соответствующее второе гнездо на втором колесе, при котором вращают первое и второе колеса в противоположных направлениях и, соответственно, вокруг первой оси и второй оси, параллельных друг другу, поддерживают первое и второе гнезда выровненными друг с другом в течение заданного времени выравнивания и в заданном направлении совпадения путем поворота, по меньшей мере, одного из гнезд относительно соответствующего колеса вокруг соответствующей оси, перемещающейся вместе с соответствующим колесом и зафиксированной относительно него, и передают соответствующее изделие из одного гнезда к другому гнезду за отрезок времени, находящийся в пределах указанного времени выравнивания гнезд, согласно изобретению направление выравнивания гнезд изменяют относительно направления, перпендикулярного первой и второй осям.
Целесообразно гнезда поддерживать выровненными друг с другом в течение заданного времени выравнивания путем поворота каждого из гнезд относительно соответствующего колеса вокруг соответствующей оси, перемещающейся вместе с соответствующим колесом и зафиксированной относительно него.
Предпочтительно, чтобы поворот гнезд сопровождался их относительным сближением и последующим разъединением с, по меньшей мере, их частичным взаимопроникновением друг в друга.
Желательно передачу изделий осуществлять в позиции максимального взаимопроникновения гнезд.
Можно, чтобы в позиции максимального взаимопроникновения первое гнездо и второе гнездо заходили друг в друга, по существу, целиком.
Целесообразно, чтобы в позиции максимального взаимопроникновения гнезд направление выравнивания гнезд было параллельно направлению, перпендикулярному первой и второй осям.
Предпочтительно, чтобы поворот каждого гнезда достигался путем поворота гнезда вокруг соответствующей оси, перемещающейся вместе с соответствующим колесом и параллельной первой и второй осям.
Желательно, чтобы поворот каждого гнезда включал, по меньшей мере, поворот каждого гнезда в направлении, противоположном направлению вращения соответствующего колеса.
Целесообразно использовать гнезда, образованные в соответствующих периферийных опорных элементах, расположенных вокруг соответствующих периферии первого и второго колес.
Предпочтительно, чтобы каждое первое гнездо удерживало соответствующее изделие путем контактирования с его центральной частью, а каждое второе гнездо удерживало соответствующее изделие путем контактирования с его продольными торцами.
Желательно, чтобы каждое колесо вращалось, по существу, непрерывно вокруг соответствующей оси.
Вышеописанный способ может быть применен для пачек, например пачек сигарет.
Настоящее изобретение будет описано ниже на примере не ограничивающего его воплощения со ссылкой на приложенные чертежи, на которых изображено следующее:
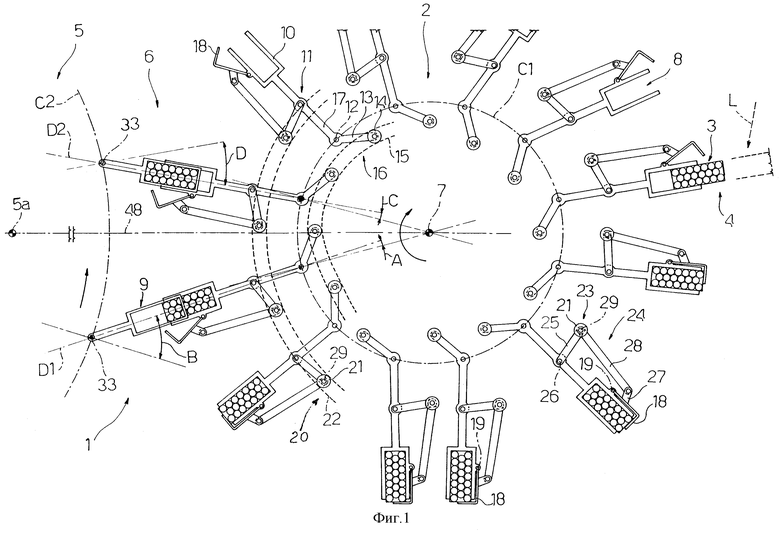
фиг.1 изображает схематичный частичный вид спереди с некоторыми опущенными для ясности элементами предпочтительного варианта воплощения автомата, в котором применяется способ в соответствии с настоящим изобретением;
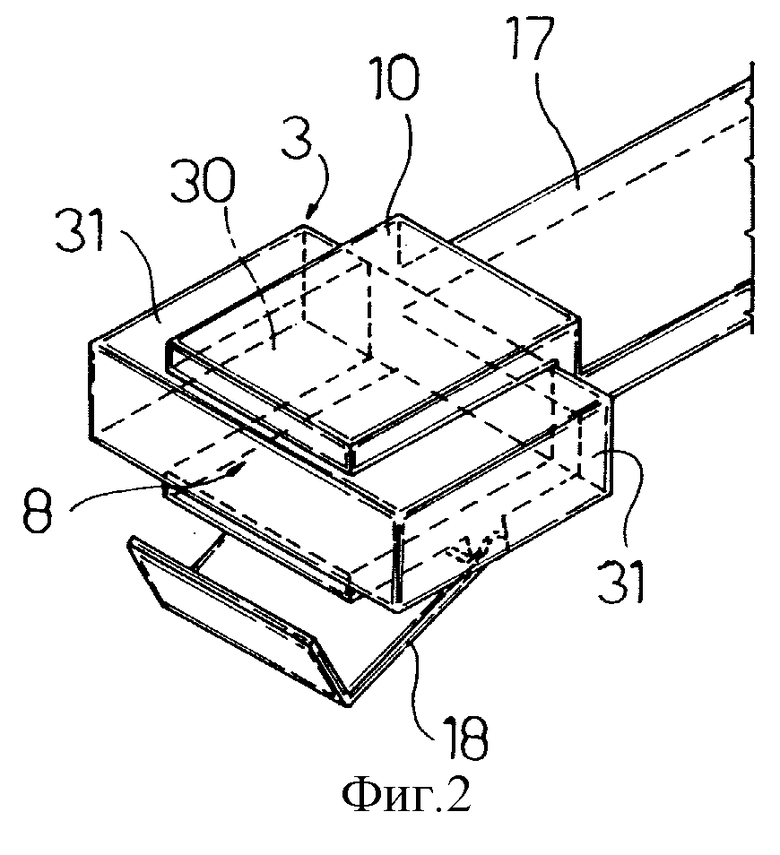
фиг.2 - схематичный перспективный вид в увеличенном масштабе изделия в гнезде автомата, показанного на фиг.1;
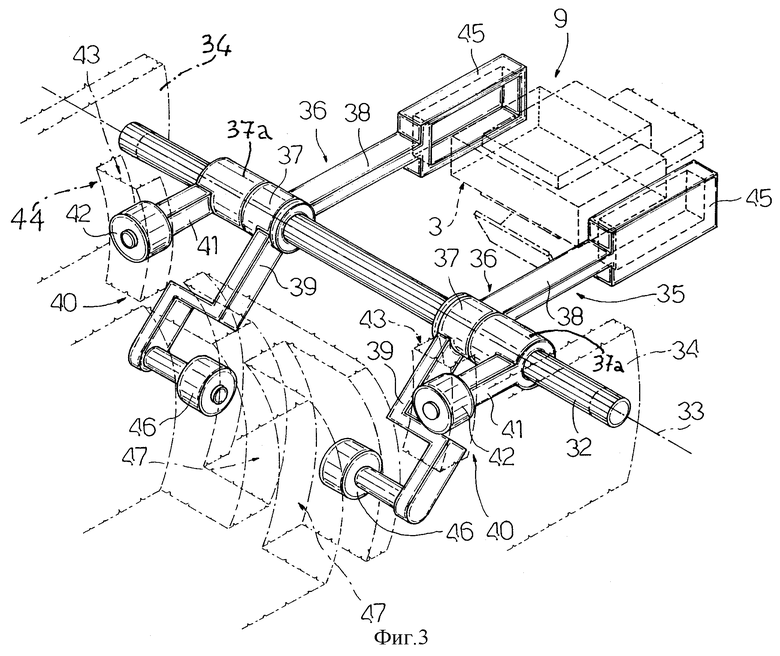
фиг.3 - схематичный перспективный вид в увеличенном масштабе узла гнезда автомата, показанного на фиг.1.
На фиг.1 показан упаковочный автомат 1 непрерывного действия, который содержит передающее колесо 2 для передачи параллелепипедных изделий 3 (в иллюстрируемом примере - это наборы сигарет в пачках из фольги) из упаковочной линии L, взаимодействующей с передающим колесом 2 в загрузочной позиции 4, на упаковочное колесо 5, взаимодействующее с колесом 2 в разгрузочной позиции 6.
Передающее колесо 2 непрерывно вращается по часовой стрелке (фиг.1) вокруг соответствующей оси 7, перпендикулярной плоскости листа, на котором изображена фиг.1, и содержит ряд равноудаленных, расположенных по периферии, по кругу гнезд 8, каждое из которых предназначено для приема соответствующего изделия 3. Упаковочное колесо 5, расположенное смежно и в одной плоскости с передающим колесом 2, непрерывно вращается против часовой стрелки (фиг.1) вокруг соответствующей оси 5а, параллельной оси 7, и содержит ряд равноудаленных, расположенных по периферии, по кругу гнезд 9, каждое из которых предназначено для приема соответствующего изделия 3 из соответствующего гнезда 8 передающего колеса 2.
Колесо 2 несет ряд С-образных опорных элементов 10, каждый из которых образует соответствующее гнездо 8. Опорные элементы 10 расположены вокруг оси 7 и соединены с колесом 2 через соответствующие коромысла 11, каждое из которых шарнирно соединено с передающим колесом 2 с возможностью поворота относительно него вокруг оси 12, параллельной оси 7, причем оси 12 коромысел 11 равноудалены друг от друга на колесе, располагаясь по кругу С1, ось которого совпадает с осью 7.
Каждое коромысло 11 содержит первое плечо 13, сориентированное в направлении оси 7 и расположенное на свободном конце с кулачковым роликом 14, контактирующим с фиксированным кулачком 15, образующим с роликом 14 управляющее устройство 16 для управления угловым положением коромысла 11 относительно соответствующей оси 12, и второе плечо 17, сориентированное наружу от колеса 2 и расположенное на свободном конце с соответствующим опорным элементом 10.
Каждый опорный элемент 10 содержит L-образную заслонку 18, которая одним концом шарнирно подвешена к элементу 10 с возможностью поворота вокруг оси 19, параллельной оси 7, с помощью управляющего устройства 20, содержащего кулачковый ролик 21, контактирующий с фиксированным кулачком 22 и воздействующим на заслонку 18 через кривошипный механизм 23, составляющий часть управляющего устройства 20. Кривошипный механизм 23 образован шарнирно сочлененным параллелограммом 24, который содержит первый кривошип 25, шарнирно связанный с соответствующим плечом 17 коромысла 11 с возможностью вращения вокруг оси 26, параллельной оси 7, второй кривошип 27, являющийся частью заслонки 18 и шарнирно связанный с соответствующим опорным элементом 10 с возможностью поворота вместе с заслонкой 18 вокруг оси 19, и соединительное звено 28, связывающее кривошипы 25 и 27. Кулачковый ролик 21 крепится на пальце, соединяющем кривошип 25 и звено 28, с возможностью вращения вокруг оси 29, параллельной оси 7.
Как более четко показано на фиг.2, каждое изделие 3 имеет, по существу, форму параллелепипеда и содержит центральную часть 30 и два противоположных продольных торца 31. Каждое гнездо 8 выполнено так, чтобы контактировать с центральной частью 30, а заслонка 18 может поворачиваться управляющим устройством 20 между открытой позицией (фиг.2), в которой изделие 3 может быть вставлено в соответствующее гнездо 8 или удалено из него в радиальном направлении относительно передающего колеса, и закрытой позицией.
Как показано на фиг.3, каждое гнездо 9 связано с соответствующим пальцем 32, ось 33 которого параллельна оси 5а упаковочного колеса 5, и который опирается противоположными концами на две концевые платы 34, составляющие часть колеса 5 и расположенные перпендикулярно его оси. Каждое гнездо образовано соответствующим захватывающим приспособлением 35, служащим для зацепления продольных торцов 31 соответствующего изделия 3 и содержащим два коромысла 36, каждое из которых установлено с возможностью поворота вокруг оси 33 и содержит центральную втулку 37, установленную с возможностью поворота и продольного скольжения на пальце 32, и два плеча 38 и 39, радиально выступающих из втулки 37. Оси 33 поворота соответствующих коромысел 36 расположены относительно колеса 5 по кругу С2, ось которого соосна с осью 5а колеса 5.
Угловые и осевые положения каждой втулки 37 управляются соответствующим приводным и управляющим устройством 40, которое содержит втулку 37а, установленную с возможностью поворота и продольного скольжения на пальце 32, и контактирующую с втулкой 37. Радиально из втулки 37а выступает плечо 41, на свободном конце которого установлен с возможностью вращения вокруг соответствующей оси, перпендикулярной оси 33, кулачковый ролик 42, находящийся в зацеплении с колеей 43 фиксированного кулачка 44, расположенного между платами 34, и составляющего часть устройства 40. Устройство 40 включает также известные эластичные элементы (на чертеже не показаны) для поддержания контакта между каждой втулкой 37 и соответствующей втулкой 37а. Колея 43 проходит вокруг оси 5а колеса 5 и служит для управления осевым положением втулки 37 вдоль пальца 32, связанным с изменениями углового положения гнезда 9 относительно оси 5а колеса 5. Каждое плечо 38 коромысла 36 на свободном конце выполнено с полукоробом 45, расположенным напротив полукороба 45, размещенного на конце плеча 38 другого коромысла 36, при этом оба полукороба 45 образуют соответствующее гнездо 9, и каждый полукороб 45 служит для принятия соответствующего продольного торца 31 соответствующего изделия 3.
Приводное и управляющее устройство 40 каждой втулки 37, кроме втулки 37а, плеча 41, ролика 42 и колеи 43 кулачка 44 содержит также кулачковый ролик 36, установленный на свободном конце плеча 39 коромысла 36 и расположенный с возможностью вращения вокруг соответствующей оси, параллельной оси 33, внутри соответствующей колеи 47. Выполненная на кулачке 44 колея 47 проходит вокруг оси 5а колеса 5 и служит для управления угловым положением втулки 37 относительно оси 33 пальца 32, взаимосвязанного с изменениями углового положения гнезда 9 относительно оси 5а.
Колея 43 кулачка 44 выполнена так, что, когда упаковочное колесо 5 вращается вокруг оси 5а, оба коромысла 36 каждого гнезда 9 движутся вдоль оси 33 соответствующего пальца 32 между позицией открытия соответствующего захватывающего устройства 35, в которой оба полукороба 45 расположены друг от друга на расстоянии, большем длины соответствующего изделия 3, и позицией закрытия соответствующего захватывающего устройства 35, в которой оба полукороба 45 образуют соответствующее гнездо 9 и обеспечивают захват и удерживание соответствующего изделия 3.
Колея 47 кулачка 44 выполнена так, что, когда упаковочное колесо 5 вращается вокруг оси 5а, оба коромысла 36 каждого гнезда 9 поворачиваются вокруг оси 33 соответствующего пальца 32 между упомянутой открытой позицией (фиг.3), в которой соответствующее захватывающее приспособление 35, вращаясь вместе с колесом 5 по кругу и, проходя через разгрузочную позицию 6, принимает соответствующее изделие 3 от передающего колеса 2, и упомянутой закрытой позицией (на чертеже не показана), в которой соответствующее захватывающее приспособление 35 удерживает соответствующее изделие 3, принятое им от колеса 2.
Ниже будет описана работа автомата 1 со ссылкой на взаимодействие двух соответствующих гнезд 8 и 9 и в момент, когда передающее колесо 2, вращаясь вокруг оси 7, доставляет гнездо 8 в загрузочную позицию 4.
Перед подходом передающего колеса 2 к загрузочной позиции 4 заслонка 18 гнезда 8 открывается управляющим устройством 20, позволяя гнезду 8 принимать известным способом в загрузочной позиции 4 соответствующее изделие из упаковочной линии L. Сразу после загрузки изделия 3 в гнездо 8 управляющее устройство 20 закрывает заслонку 18, чем обеспечивается удерживание изделия 3 в гнезде 8 с противодействием центробежной силе, развиваемой при вращении колеса 2.
По мере вращения передающего колеса 2 гнездо 8 доставляется из загрузочной позиции 4 в разгрузочную позицию 6, в которую одновременно вращением упаковочного колеса 5 подается также соответствующее гнездо 9.
В разгрузочной позиции 6 гнезда 8 и 9 удерживаются совпадающими друг с другом в течение заданного отрезка времени, называемого здесь временем совпадения, и в заданном направлении два последовательных временных положения которого обозначены на фигуре 1 D1 и D2. В течение времени совпадения гнезд направление D изменяется относительно промежуточного направления 48 перпендикулярного оси 7 колеса 2 и оси 5а колеса 5, а изделие 3 передается из гнезда 8 в гнездо 9.
Поскольку колеса 2 и 5 вращаются непрерывно, гнезда 8 и 9 удерживаются совпадающими друг с другом благодаря непрерывному перемещению каждого гнезда относительно соответствующего опорного колеса (соответственно колеса 2 и 5). Точнее говоря, в течение времени совпадения гнезд гнездо 8 непрерывно поворачивается относительно передающего колеса 2 вокруг соответствующей оси 12, а гнездо непрерывно поворачивается относительно упаковочного колеса 5 вокруг соответствующей оси 33.
В предпочтительном варианте воплощения, показанном на фигуре 1, когда гнезда 8 и 9 находятся рядом с разгрузочной позицией 6, управляющее устройство 16 поворачивает гнездо 8 вокруг соответствующей оси 12 в направлении, противоположном направлению вращения колеса 2, а управляющее устройство 40 поворачивает гнездо 9 вокруг соответствующей оси 33 в том же направлении, в каком вращается колесо 5. В результате указанных поворотов гнезда 8 и 9, достигнув разгрузочной позиции 6, выравниваются друг с другом в направлении D1, которое наклонено относительно направления 48, образуя с радиальной линией, проходящей через центр колеса 2 и соответствующую ось 12 угол запаздывания А, а с радиальной линией, проходящей через центр колеса 5 и соответствующую ось 33, - угол опережения В.
После выравнивания гнезда 8 и 9 удерживаются в этом положении по одной линии за счет поворота вокруг соответствующих осей 12 и 33 таким образом, что при достижении выхода из разгрузочной позиции 6 они будут выровнены по линии в направлении D2, которое наклонено относительно направления 48, образуя с радиальной линией, проходящей через центр колеса 2 и соответствующую ось 12, угол С запаздывания, а с радиальной линией, проходящей через центр колеса 5 и соответствующую ось 33, - угол D запаздывания.
По мере удерживания гнезд 8 и 9 в выровненном положении направление D будет все меньше и меньше наклоняться относительно направления 48, пока окончательно не совпадет с ним, после чего направление D начнет наклоняться в противоположном направлении относительно направления 48.
Вращение соответствующего колеса 2, 5 вокруг соответствующей оси 7, 5а в сочетании с поворотом гнезда 8, 9 вокруг соответствующей оси 12, 33 приведет к перемещению гнезда 8, 9, по существу, в направлении D относительно гнезда 9, 8, соответственно, таким образом, что гнезда 8 и 9 сначала будут сближаться друг с другом до минимального расстояния, при котором они практически целиком войдут друг в друга, достигнув позиции, когда направление D совпадает с направлением 48, а затем они начнут расходиться до полного разъединения.
Передача изделия 3 из гнезда 8 в гнездо 9 будет осуществляться при минимальном расстоянии между ними, когда они, по существу, полностью войдут друг в друга. Как показано на фигуре 3, изделие 3 никогда не остается без опоры в течение указанной передачи. Напротив, поскольку гнездо 8 будет контактировать с центральной частью 30, а гнездо 9 – с продольными торцами изделия 3, оно будет удерживаться на этапе передачи одновременно обоими гнездами 8 и 9.
Перед началом упомянутого вхождения друг в друга гнезд, полукороба 45 гнезда 9 будут находиться в открытом положении, позволяя ввести изделие 3 в гнездо 9, а в течение упомянутого вхождения гнезд друг в друга заслонка 18 гнезда 8 будет находиться в открытом положении, позволяя освободить изделие 3. В положении полного взаимопроникновения гнезд 8 и 9, т.е. при минимальном расстоянии между ними, полукороба 45 будут перемещены в закрытое положение для захвата изделия 3, и, по мере расхождения гнезд, после достижения минимального расстояния между ними, гнездо 8 будет постепенно отсоединяться от изделия 3 до завершения передачи последнего.
В соответствии с альтернативным вариантом воплощения (на чертеже не показан) только одно из двух гнезд будет подвижным относительно соответствующего колеса в то время, как другое гнездо будет установлено в фиксированном угловом положении относительно соответствующего колеса.
В соответствии с другими вариантами воплощения (на чертеже не показаны), гнезда на обоих колесах могут быть выполнены иначе, например, так, как описано в патенте США №4823536.
Изобретение относится к способу передачи изделий, в частности пачек сигарет. Способ предусматривает передачу изделий из одного гнезда на первом колесе в соответствующее другое гнездо на втором колесе. Оба колеса вращаются в противоположных направлениях вокруг соответствующих параллельных друг другу первой и второй осей. Причем в процессе передачи изделий оба гнезда поддерживают выровненными друг с другом в течение заданного времени и в заданном направлении, которое в течение времени передачи изменяется за счет поворота относительно направления, перпендикулярного первой и второй осям. Изобретение позволяет осуществить передачу изделий с помощью менее сложных и дорогих устройств, обеспечивающих радиальное перемещение гнезд, которые к тому же позволяют уменьшить вибрации, возникающие вследствие указанного радиального перемещения гнезд. 11 з.п. ф-лы, 3 ил.
| Устройство для образования коль-цевой веерной струи жидкости | 1973 |
|
SU509293A1 |
| US 4823536 А, 25.04.1989 | |||
| DE 4012114 А, 17.10.1991 | |||
| DE 4314142, 28.07.1994 | |||
| СУХАЯ СМЕСЬ ДЛЯ ПРИГОТОВЛЕНИЯ ШТУКАТУРКИ ПО ГАЗОБЕТОНУ | 2000 |
|
RU2191166C2 |

