Изобретение относится к электролитическим способам нанесения покрытий с использованием подвижного электролита и химических реакций, проходящих на поверхности обрабатываемых изделий, и может быть широко использовано в машиностроении, приборостроении, авиационной и судостроительной промышленности.
Известные способы нанесения электрохимических покрытий предусматривают погружение обрабатываемого объекта или его частей в электролит /"Гальванические покрытия в машиностроении", Справочник под ред. проф. М.А. Шлугера. М., Машиностроение, 1985 г./, патент Франции 1591448, C 25 D 5/08, опубл. 1970 г. , патент США 4367123, C 25 D 5/08, опубл. 01/04/83 г., а.с. СССР 582894, B 22 D 15/00, опубл. 05.12.77 г.
В этих источниках габариты и площади обрабатываемого изделия определяет необходимость использования соответствующих размеров ванн с электролитом и мощностей источников тока. Обработка крупногабаритных изделий указанными способами во многих случаях оказывается крайне затруднительна из-за отсутствия штатного оборудования и/или сложности транспортировки изделия на место обработки.
Наиболее близким по технической сущности и взятым в качестве прототипа является "Способ анодирования металлов и их сплавов", включающий создание напряжения 100-1000 В, поддержание плотности тока в пределах 5-250 А/дм2, ведение процесса в импульсном режиме в 0,5-5% растворе алюмината натрия с добавлением в него 3-20 (вес.%) мелкодисперсного порошка карбида, нитрида или окисла металлов или металлоидов, не растворимых в растворе алюмината натрия /Авторское свидетельство СССР 926084, C 25 D 11/02, опубл. 07.05.82 г. /.
Недостатком известного способа является низкая скорость формирования покрытия и высокая его пористость.
Задачей изобретения является создание электролитического способа нанесения анодных покрытий, обеспечивающего получение покрытий с большей скоростью их формирования и более высокой сплошностью.
Поставленная задача достигается за счет того, что в способе, включающем обработку поверхности изделия в струе электролита, содержащего мелкодисперсный порошок карбида, нитрида, окисла металла или металлоида, не растворимых в электролите, путем создания разности потенциала 100-1000 В между участком обрабатываемой поверхности изделия, являющимся анодом, и вторым электродом противоположного знака с инициированием микроискровых и микроплазменных разрядов, согласно изобретению, в струю электролита дополнительно вводят мелкодисперсный порошок титана, и/или углерода, и/или гидрида титана, и/или предельных углеводородных соединений ряда СnН2n+2, где 1≤n≤9 в качестве добавки с экзотермическим эффектом окисления, с дисперсностью смеси порошков 1-5 мкм, но не более половины толщины слоя наносимого покрытия, при этом порошки вводят в струю электролита одновременно при равном их соотношении, а сумма обоих порошков в электролите составляет 3-20 вес.%. Покрытие наносят путем принудительной подачи на участок обрабатываемой поверхности струи электролита, в которой располагают второй электрод противоположного знака.
Введение элементов и/или их химических соединений типа углерода, титана, гидрида титана и углеводородных соединений с экзотермическим эффектом окисления и создание на поверхности обрабатываемого изделия разности потенциалов с инициированием микроискровых и микроплазменных разрядов на участке обрабатываемой поверхности изделия, являющимся анодом, и вторым электродом, находящимся непосредственно в струе электролита, способствует увеличению температуры металла обрабатываемой поверхности в зоне микроискровых и микроплазменных разрядов, что, в свою очередь, ведет к увеличению скорости диффузии материала покрытия в металл подложки и повышению сплошности формируемого покрытия за счет более глубокого его оплавления.
Введение добавок с экзотермическим эффектом и добавок порошка карбида, нитрида или окисла металлов или металлоидов в электролит в суммарном количестве 3-20% от веса электролита при равном их соотношении способствует получению качественного покрытия на поверхности обрабатываемого изделия, т.к. при суммарном содержании частиц более низком, чем 3%, и увеличении добавок порошка карбида, нитрида, окислов металла или металлоидов снижается эффективность действия экзотермических добавок из-за дополнительного поглощения ими тепла, при содержании более чем 20% может увеличиваться сопротивление электролита и уменьшаться выход по току.
Пример конкретного выполнения способа:
предлагаемый способ нанесения анодных покрытий струей электролита опробован на примере электролитической обработки
Образцы из технического титана промышленной поставки марки ВТ-1 размером (20 х 20 х 5)мм обрабатывались в струе электролита (25% Na3PO4•12H2O), содержащем порошок смеси мелкодисперсных соединений TiН2 с высоким экзотермическим эффектом окисления и добавку Сr2О3, обеспечивающая получение покрытия с коррозионными свойствами. Общее количество добавок составляло 15 вес. %, при равном их соотношении. Скорость движения электролита на срезе сопла составляла 0,3 м/с, а температура - 35oС. По трубопроводу в виде гибкого шланга принудительно нагнетался электролит, содержащий ранее упомянутые добавки. Электролит из шланга поступал в сопло, формирующее струю, и затем через сетчатый электрод - на обрабатываемый участок поверхности детали. Одновременно создавали напряжение в 320 В между участком обрабатываемой поверхности, являющимся анодом, и вторым электродом, расположенным в струе электролита, и за счет регулирования зазора между электродами создавали множественные микроискровые и микроплазменные разряды на обрабатываемой поверхности под электролитом, при этом участок обрабатываемой поверхности служил анодом.
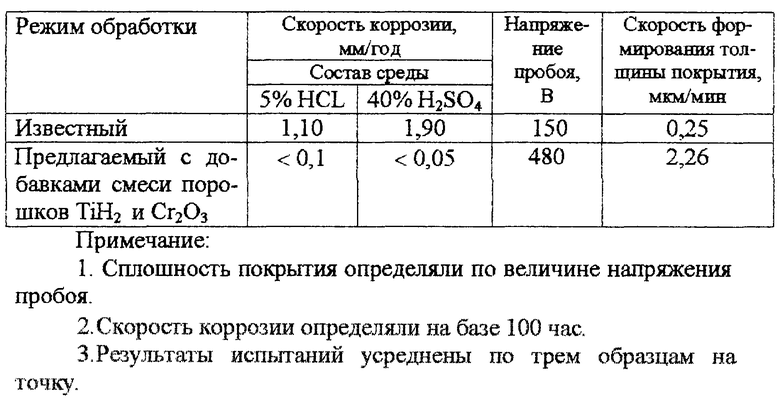
Оценка коррозионных свойств в обычном электролите и в электролите, содержащем мелкодисперсные добавки порошка элементов с высоким экзотермическим эффектом (TiH2) и порошка окисла металла (Сr2О3), проводилась по результатам гравиметрических измерений после выдержки в различных водных растворах агрессивных минеральных кислот.
Оценка толщины слоя покрытия в единицу времени производилась с использованием ультразвукового толщиномера, а сплошность определялась путем измерения величины напряжения пробоя.
Результаты измерений представлены в таблице.
Как видно из таблицы, сплошность покрытия и скорость его нанесения по предлагаемому способу превосходит указанные характеристики, полученные известным способом.
Ожидаемый технико-экономический эффект от применения предлагаемого способа выразится в увеличении производительности способа за счет увеличения скорости формирования покрытий и ресурса изделий за счет увеличения защитных свойств покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИТИЧЕСКИЙ СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 2011 |
|
RU2476629C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ТИТАН И ЕГО СПЛАВЫ МЕТОДОМ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ В ВОДНЫХ РАСТВОРАХ ПРИ ПОВЫШЕННЫХ ДАВЛЕНИЯХ | 2011 |
|
RU2476627C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВЕНТИЛЬНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫ | 1993 |
|
RU2077612C1 |
| ЭЛЕКТРОЛИТ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1991 |
|
RU2038428C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МЕТАЛЛОКЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И ИХ СПЛАВАХ | 2013 |
|
RU2543659C1 |
| СПОСОБ МИКРОПЛАЗМЕННОЙ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЭЛЕКТРОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1999 |
|
RU2149929C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА АЛЮМИНИЙ И ЕГО СПЛАВАХ | 1993 |
|
RU2068037C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ, ИМЕЮЩИХ НИЗКИЙ ТОК УТЕЧКИ | 2009 |
|
RU2543486C2 |
| ЭЛЕКТРОЛИТИЧЕСКИЙ СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ И ЭЛЕКТРОИЗОЛЯЦИОННЫХ ПОКРЫТИЙ | 2008 |
|
RU2367727C1 |
| СПОСОБ МИКРОДУГОВОГО ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПЛЕНОК НА ПОВЕРХНОСТИ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1991 |
|
RU2061107C1 |
Изобретение относится к способу нанесения электролитических покрытий с помощью подвижного электролита и химических реакций, проходящих на поверхности обрабатываемых изделий, и может быть использовано в машиностроении, приборостроении, авиационной и судостроительной промышленности. Способ включает обработку поверхности изделия в струе электролита, создание от внешнего источника тока разности потенциалов 100-1000 В между участком обрабатываемой поверхности изделия, являющимся анодом, и вторым электродом противоположного знака с инициированием микроискровых и микроплазменных разрядов, введение в электролит 3-20 вес.% мелкодисперсного порошка карбида, нитрида, окисла металлов или металлоидов, не растворимых в электролите, при этом в струю электролита дополнительно вводят мелкодисперсный порошок титана, и/или углерода, и/или гидрида титана и/или углеводородных соединений в качестве добавки с экзотермическим эффектом окисления, с дисперсностью смеси порошков 1-5 мкм, но не более половины толщины слоя наносимого покрытия, при этом порошки вводят в струю электролита одновременно при равном их соотношении, а сумма обоих порошков в электролите составляет 3-20 вес.%. Технический результат: повышение скорости формирования анодных покрытий и увеличение их сплошности. 3 з.п.ф-лы, 1 табл.
| RU 926084, 07.05.1982 | |||
| ЭЛЕКТРОЛИТ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1991 |
|
RU2038428C1 |
| СПОСОБ АНОДИРОВАНИЯ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1999 |
|
RU2163272C1 |
| JP 56087693, 16.07.1981. | |||

