Изобретение относится к электрохимическому формированию оксидных износостойких покрытий на черных и цветных металлах (например, железо, медь, цинк, свинец, вольфрам, алюминий, различные стали) (Ст. 3, Сталь 10, Сталь 20, Сталь 45, Сталь 40Х, ХВГ, 30ХГСА, 4Х13) и других для восстановления и упрочнения изношенных деталей при ремонте машин, и может быть использовано в машиностроении, в нефте- и газодобывающей, нефтехимической и химической отраслях промышленности.
Известен способ нанесения покрытий на металлы и сплавы в режиме микродугового оксидирования в щелочном электролите при наложении положительных и отрицательных импульсов напряжения с частотой 50 Гц, а величины катодного и анодного токов поддерживают в интервалах 0,5-24 А/дм2 и 0,6-25 А/дм2, соответственно при соотношении амплитудных значений катодного и анодного токов в пределах 0,5-0,95 [1].
Полученные покрытия имеют неравномерность по толщине слоя на образцах цилиндрической формы. Способ их получения требует больших энергозатрат и обеспечивает невысокую производительность при относительно сложной технологии их получения.
Наиболее близок к предлагаемому способу по технической сущности и достигаемому результату является способ анодирования металлов и их сплавов в растворе алюмината натрия при напряжении 100 - 1000 В, процесс ведут при плотности тока 5-250 А/дм3 в импульсном режиме при длительности импульсов 0,001-0,1 с и паузе между ними 0,02-0,1 с в 0,5-5%-ном растворе алюмината натрия, в раствор алюмината натрия добавляют 3-200 г/л мелкодисперсного порошка карбида, нитрида или окисла металлов или металлоидов, не растворимых в растворе алюмината натрия [2].
Однако данный способ не позволяет получить покрытие с равномерной толщиной по сечению диаметра детали, что приводит к увеличению припуска на последующую механическую обработку. Нанесение покрытия в ванне значительно усложняет технологический процесс восстановления габаритных деталей, особенно длинномерных валов, для которых необходимо производить изоляцию необрабатываемых поверхностей.
Задачей изобретения является получение покрытия с равномерной толщиной, снижение энергозатрат, упрощение технологии и увеличение производительности процесса при восстановлении деталей машин.
Поставленная цель достигается тем, что в известном способе анодирования металлов и их сплавов, заключающемся в том, что анодирование проводят в растворе алюмината натрия при напряжении 100 - 1000 В, согласно изобретению раствор алюмината натрия подают струей через щелевое сопло, расположенное на расстоянии 5. ..10 мм от поверхности посадочного места с возможностью перемещения плоской струи раствора вокруг цилиндрической поверхности посадочного места со скоростью 0,5...1,0 м/мин.
При расположении сопла на расстоянии менее 5 мм может произойти короткое замыкание между поверхностью детали и корпусом сопла. На расстоянии более 10 мм наблюдается прекращение разрядов микродуги.
При скорости струи раствора менее 0,5 м/мин формируются неравномерные слои, вызывающие остаточные напряжения между основой металла и покрытием. При скорости более 1,0 м/мин наблюдается прекращение разрядов микродуги.
Сущность изобретения представлена на чертежах, где:
на фиг. 1 изображена схема нанесения локального покрытия на наружную цилиндрическую поверхность посадочного места восстанавливаемого вала;
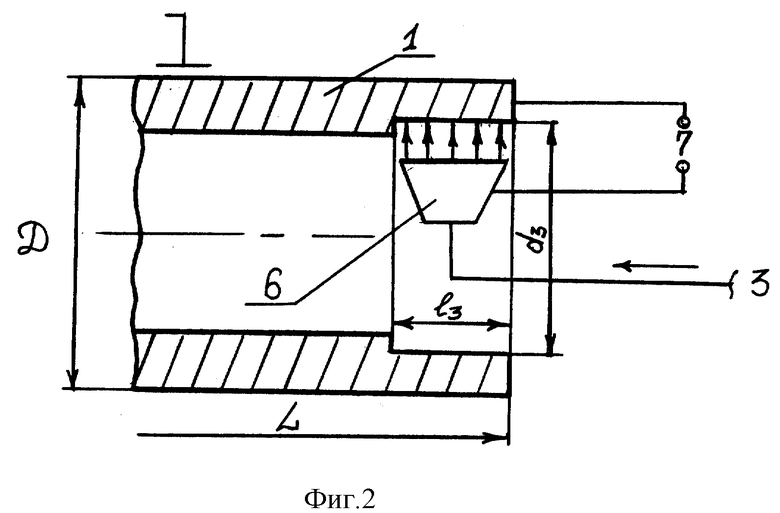
на фиг. 2 изображена схема нанесения локального покрытия на внутреннюю цилиндрическую поверхность посадочного места восстанавливаемой втулки.
На представленных схемах (фиг. 1 и 2) изображены: восстанавливаемая деталь 1, емкость для сбора раствора 2, насос 3, трубопровод 4, кран 5, щелевое сопло-электрод 6, блок питания и управления анодирования 7. l1, l2 и l3 - соответственно длина цилиндрической локальной части восстанавливаемых посадочных мест вала и втулки; L - длина всей детали; D - диаметр невосстанавливаемой части детали; n - число оборотов восстанавливаемой детали в минуту.
Способ осуществляется следующим образом.
Восстанавливаемую деталь 1 с диаметром посадочного места d1 = d2 = 50 мм и длиной l1 = l2, = 45 мм при общей длине L = 600 мм и D = 65 мм устанавливают в центра и поводковый патрон устройства вращения. Задают вращение восстанавливаемой детали 1 со скоростью 0,5...1,0 м/мин относительно щелевой струи (что соответствует оборотам восстанавливаемой детали d1 = d2 = 50 мм - n = 3,1...6,4 мин-1). Затем на восстанавливаемую поверхность детали 1 через щелевое сопло 6 подают 0,5-5%-ный раствор алюмината натрия посредством насоса 3 и крана 5. Управление процессом анодирования восстанавливаемой поверхности вала или втулки в растворе алюмината натрия при напряжении 100 - 1000 В, при плотности тока 5 - 250 А/дм2 в импульсном режиме при длительности импульсов 0,001 - 0,1 с и паузе между ними 0,02 - 0,1 с осуществляют посредством блока импульсного источника питания и управления 7 мощностью 10 кВт. Расстояние между восстанавливаемой поверхностью детали 1 и щелевым соплом-электродом 6 выдерживают в интервале 5 - 10 мм.
Пример 1.
Ступенчатый вал марки сталь 20, длиной L = 600 мм и диаметром D = 65 мм с диаметром посадочных мест d1 = d2 = 50 мм и длиной l1 = l2, = 45 мм устанавливают в центра и поводковый патрон устройства вращения. Задают вращение восстанавливаемой детали со скоростью 0,5 м/мин относительно щелевой струи (что соответствует оборотам восстанавливаемой детали d1 = d2 = 50 мм - n = 3,1 мин-1). Затем на восстанавливаемую поверхность детали 1 через щелевое сопло-электрод 6, выполненное из нержавеющей стали, подают 0,5 - 5%-ный раствор алюмината натрия посредством насоса 3 и крана 5. Управление процессом анодирования восстанавливаемой поверхности вала или втулки, протекающим в растворе алюмината натрия при напряжении 100 - 1000 В, при плотности тока 150 А/дм2 в импульсном режиме при длительности импульсов 0,001-0,1 с и паузе между ними 0,02-0,1 с, осуществляют посредством блока импульсного источника питания и управления 7 мощностью 10 кВт. Расстояние между восстанавливаемой поверхностью детали 1 и щелевым соплом-электродом 6 выдерживают в интервале 5 мм.
Пример 2.
Процесс анодирования выполняют так же, как и в примере 1, но расстояние между восстанавливаемой поверхностью детали 1 и щелевым соплом-электродом 6 выдерживают в интервале 10 мм, скорость вращения восстанавливаемой детали относительно щелевой струи 1,0 м/мин (что соответствует оборотам восстанавливаемой детали d1 = d2 = 50 мм - n = 6,4 мин-1), при этом поддерживают плотность тока 200 А/дм2.
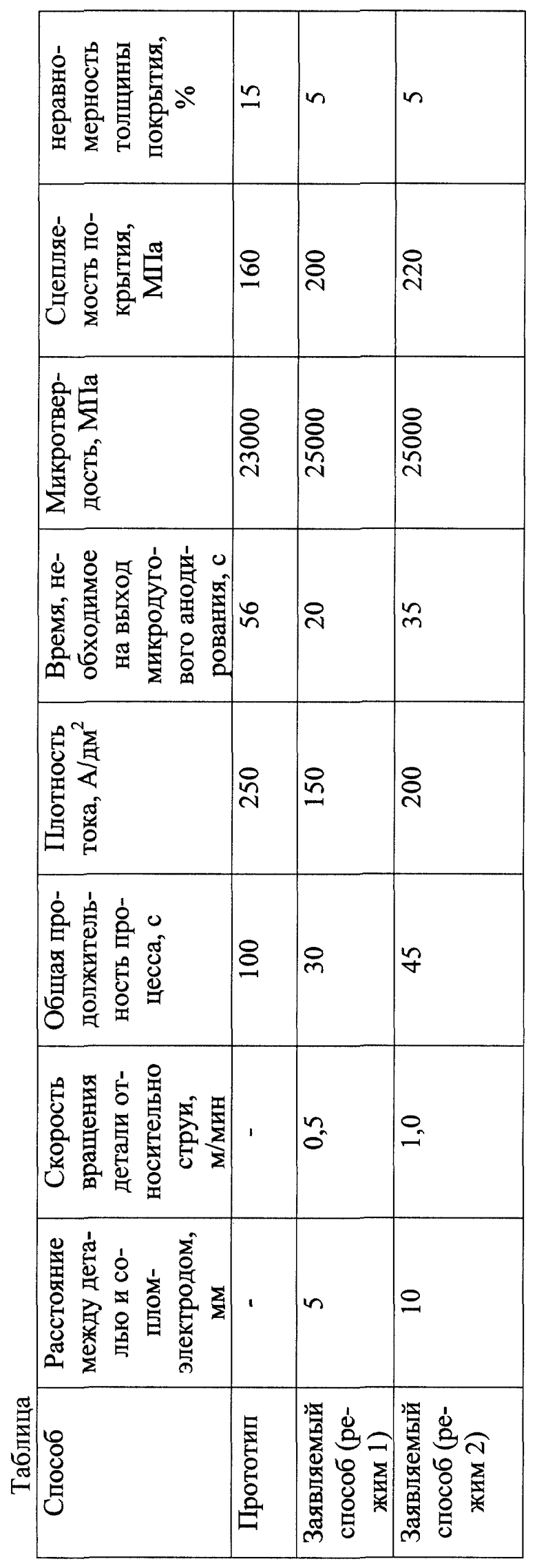
После окончания локального анодирования восстановленной поверхности посадочных мест вала и втулки получают необходимую толщину покрытия (см. таблицу).
Результаты проведенных опытов отражены в таблице, из которой видно, что наиболее оптимальными режимами процесса локального анодирования с точки зрения получения необходимых толщин покрытий и улучшения их механических свойств являются режим 1, где щелевое сопло расположено на расстоянии 5 мм от поверхности посадочного места с возможностью перемещения плоской струи раствора вокруг цилиндрической поверхности посадочного места со скоростью 0,5 м/мин, и режим 2, где щелевое сопло расположено на расстоянии 10 мм от поверхности посадочного места с возможностью перемещения плоской струи раствора вокруг цилиндрической поверхности посадочного места со скоростью 1,0 м/мин.
Предлагаемый способ позволяет снизить энергозатраты процесса и упростить технологию за счет уменьшения плотности тока и сокращения продолжительности процесса. Локальная обработка поверхности на вышеуказанных режимах позволяет в три раза повысить равномерность покрытия, что видно из таблицы.
Источники информации, принятые во внимание
1. А.с. 1200591, С 25 D 11/02,опубл.в Б.И. N13, 1989.
2. А.с. 926084, C 25 D 11/02, опубл. в Б.И. N17, 1982 - прототип.
Изобретение относится к электрохимическому формированию оксидных износостойких покрытий на черных и цветных металлах для восстановления и упрочнения изношенных деталей при ремонте машин и может быть использовано в машиностроении, в нефте- и газодобывающей, нефтехимической и химической отраслях промышленности. Способ анодирования металлов и их сплавов заключается в том, что анодирование проводят в растворе алюмината натрия при напряжении 100 - 1000 В, причем раствор алюмината натрия подают струей через щелевое сопло, расположенное на расстоянии 5-10 мм от поверхности посадочного места с возможностью перемещения плоской струи раствора вокруг цилиндрической поверхности посадочного места со скоростью 0,5-1,0 м/мин. Предлагаемый способ позволяет снизить энергозатраты процесса и упростить технологию за счет уменьшения плотности тока и сокращения продолжительности процесса. Локальная обработка поверхности на указанных режимах позволяет в три раза повысить равномерность покрытия. 1 табл., 2 ил.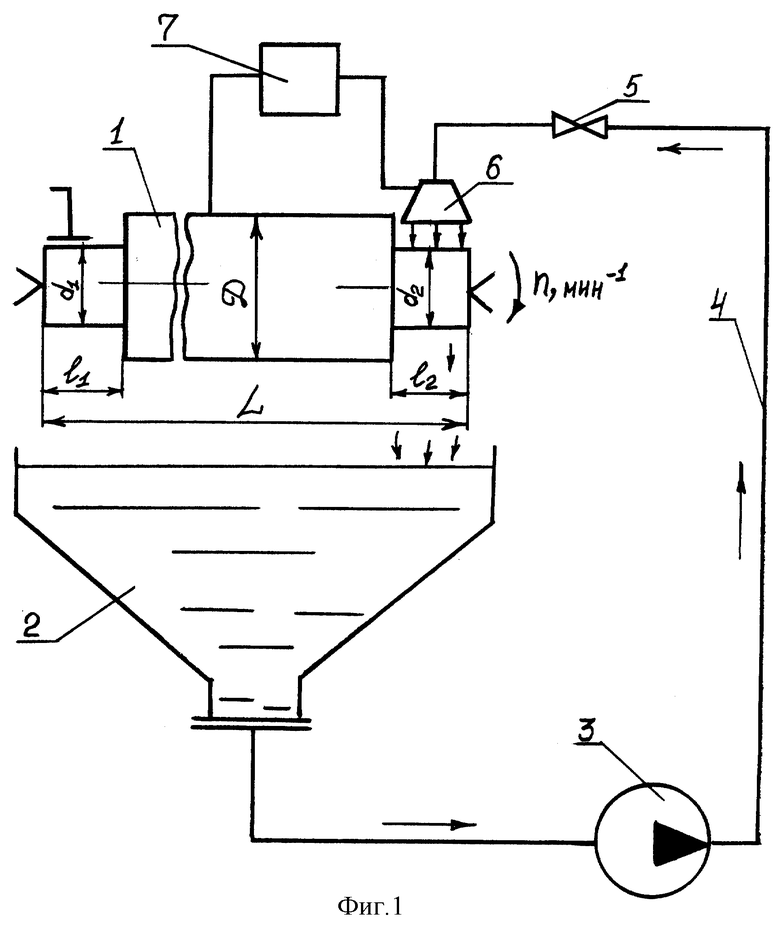
Способ анодирования металлов и их сплавов, заключающийся в том, что анодирование проводят в растворе алюмината натрия при напряжении 100 - 1000 В, отличающийся тем, что раствор алюмината натрия подают струей через щелевое сопло, расположенное на расстоянии 5 - 10 мм от поверхности посадочного места с возможностью перемещения плоской струи раствора вокруг цилиндрической поверхности посадочного места со скоростью 0,5 - 1,0 м/мин.
| SU 926084, 07.05.1982 | |||
| Способ нанесения покрытий на металлы и сплавы | 1982 |
|
SU1200591A1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ КОЛОДЦЕВ КОРПУСА ШЕСТЕРЕННОГО НАСОСА | 1999 |
|
RU2147324C1 |
| СПОСОБ ПРОИЗВОДСТВА АРОМАТИЗИРОВАННОГО СВЕТЛОГО ПИВА | 2009 |
|
RU2398818C1 |
