Изобретение относится к способам резки хрупких неметаллических материалов, в частности к способам лазерной резки анизотропных материалов, к которым относятся различные монокристаллы, например сапфир и кварц, а также различные полупроводниковые материалы.
Известен способ резки хрупких неметаллических материалов, включающий нанесение надреза на поверхности материала по линии реза, нагрев линии реза лазерным пучком при относительном перемещении материала и пучка и локальное охлаждение зоны нагрева с помощью хладагента (патент РФ № 2024441, МКИ 5 С 03 В 33/02, опубл. 15.12.94). Сущность данного способа резки заключается в следующем. При нагреве поверхности материала лазерным излучением с длиной волны, для которой материал является непрозрачным, энергия лазерного излучения выделяется в виде тепловой энергии в тонком поверхностном слое. Возникающие в зоне нагрева напряжения сжатия не приводят к разрушению материала. При подаче хладагента вслед за лазерным пучком происходит резкое локальное охлаждение поверхности материала, обуславливающее возникновение напряжений растяжения, которые приводят к образованию в материале надреза в виде трещины, распространяющейся в глубь материала на некоторую глубину или на всю глубину материала. Этот способ резки получил широкое распространение для резки таких материалов, как любой тип стекла и керамики. Поскольку стекло или керамика являются изотропными материалами, то при их резке в различных направлениях не возникает проблем, так как возникающие напряжения имеют одинаковый характер и величину в любом направлении резки.
Однако этот способ не позволяет осуществлять высококачественную резку монокристаллических материалов, у которых сильно выражена анизотропия теплофизических и механических свойств в зависимости от направления ориентации кристаллографической решетки.
В основу настоящего изобретения положена задача повышения качества резки хрупких неметаллических анизотропных материалов за счет возможности осуществления резки в различных направлениях относительно кристаллографической ориентации как в случае прямолинейной резки в различных направлениях, так и при резке по любому криволинейному контуру.
Задача решается за счет того, что способ резки хрупких неметаллических материалов, включающий нанесение надреза по линии реза, нагрев линии реза лазерным пучком при относительном перемещении материала и пучка и локальное охлаждение зоны нагрева с помощью хладагента, характеризуется тем, что в зависимости от направления резки анизотропного материала относительно кристаллографической ориентации материала определяют значение коэффициента линейного термического расширения, а интенсивность нагрева в каждом направлении резки выбирают пропорционально коэффициенту линейного термического расширения за счет изменения скорости относительного перемещения лазерного пучка и материала и/или изменения мощности или плотности мощности лазерного излучения.
При этом соотношение скорости относительного перемещения лазерного пучка и материала и мощности лазерного излучения в зависимости от изменения значения коэффициента линейного термического расширения материала выбирают из условия:
P·υ-1=k·λ-1,
где Р - мощность лазерного излучения, Вт;
υ - скорость относительного перемещения лазерного пучка и материала, мм/с;
λ - коэффициент линейного термического расширения материала, °С-1;
k - коэффициент пропорциональности, Дж/мм·°С.
Сущность изобретения поясняется чертежами, на которых представлены:
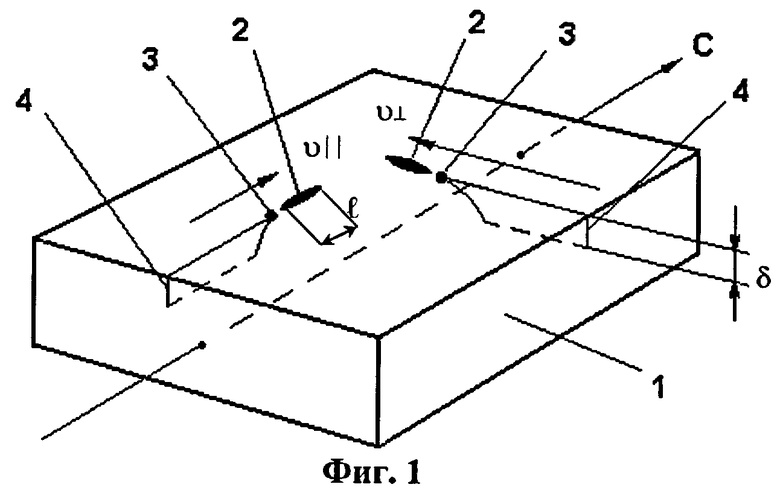
фиг.1 - схема образования надреза с помощью лазерного пучка и хладагента в анизотропном материале при разных направлениях резки;
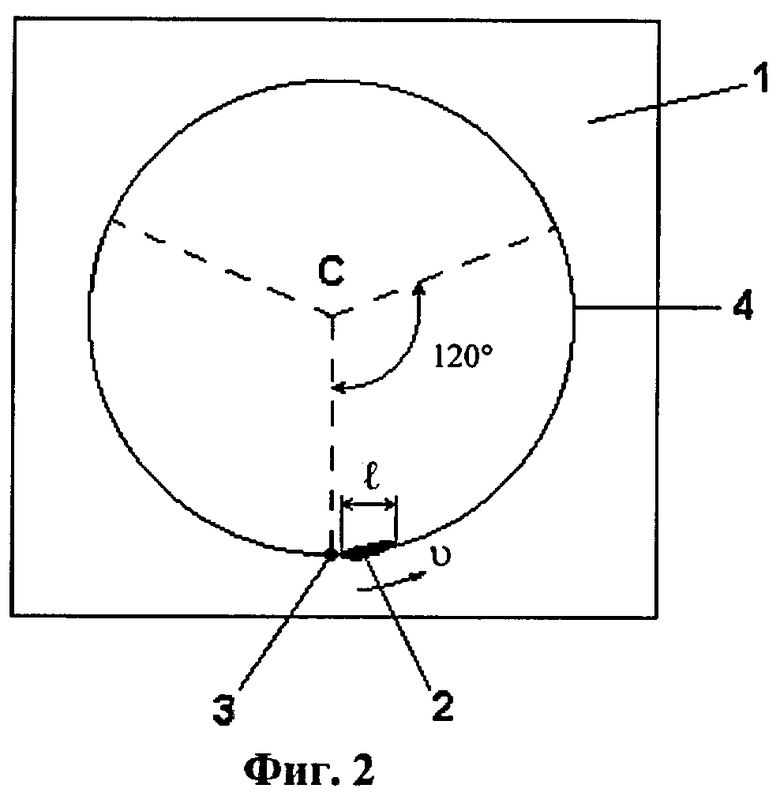
фиг.2 - схема резки диска из кварцевой пластины с осью симметрии третьего порядка;
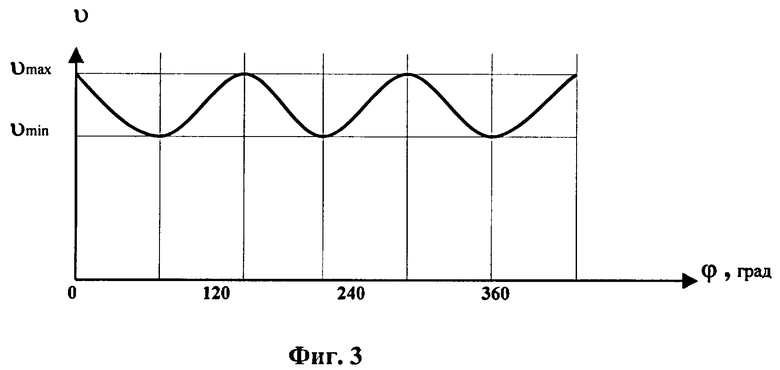
фиг.3 - график изменения скорости резки при вырезке диска из кварцевой пластины.
Способ резки хрупких неметаллических материалов заключается в следующем.
При нагреве поверхности анизотропного материала 1 с помощью лазерного пучка 2 при их относительном перемещении со скоростью υ|| в направлении, параллельном оси С, и при последующем охлаждении линии нагрева с помощью хладагента 3 в объеме материала под действием возникающих напряжений растяжения образуется микротрещина 4 глубиной δ (фиг.1).
Как известно, величина термических напряжений, возникающих при нагреве в твердом хрупком материале, определяется равенством:
σ=λ·E·ΔT/(1-υ),
где Е - модуль Юнга, ГПа;
λ - коэффициент термического расширения, °С-1;
υ - коэффициент Пуассона;
ΔТ - градиент температур, °С.
В свою очередь, величина градиента температур пропорциональна количеству энергии лазерного излучения, поглощенного материалом, т.е.
ΔT~Q=P·l/υ,
где Q - количество энергии лазерного излучения, Дж;
Р - мощность лазерного излучения, Вт;
l - длина лазерного пучка, мм;
υ - скорость относительного перемещения, мм/с.
Основным параметром материала, влияющим на режимы термораскалывания, является коэффициент линейного термического расширения. Известно также, что этот параметр существенно изменяется в анизотропных материалах в зависимости от кристаллографической ориентации. Поэтому для соотношения скорости относительного перемещения лазерного пучка и материала и мощности лазерного излучения в зависимости от изменения значения коэффициента линейного термического расширения анизотропного материала при различных направлениях резки справедливо следующее условие:
P·υ-1=k·λ-1,
где k - коэффициент пропорциональности, зависящий от размеров лазерного пучка и свойств материала.
Как уже упоминалось выше, коэффициент линейного термического расширения у многих анизотропных материалов существенно изменяется в зависимости от кристаллографической ориентации. Например, коэффициент линейного термического расширения монокристаллического кварца в направлении, параллельном оси С, равен λ||=(90-100)·10-7°С-1, а в направлении, перпендикулярном оси С, равен λ⊥=(148-180)·10-7°С-1. (Столь различные значения коэффициентов линейного термического расширения приведены в различных источниках. Например, значения λ||=90·10-7°С-1 и λ⊥=148·10-7°С-1 приведены в источнике Глюкман Л.И. Пьезоэлектрические кварцевые резонаторы.// М.: Радио и связь, 1981, а значения λ||=100·10-7°С-1 и λ⊥=180·10-7°С-1 приведены в Лейтвейн Ф., Зоммер-Кулачевски Ш. Кристаллография.//М.: Высшая школа, 1968). С учетом такого существенного отличия этого параметра в зависимости от ориентации кристалла при резке в различных направлениях необходимо осуществлять дифференцированный нагрев, обеспечивающий создание контролируемых разрушающих термических напряжений в каждом направлении ориентации. Это может быть обеспечено либо увеличением в 1,6-1,8 раза скорости резки υ⊥ в направлении, перпендикулярном оси С, по сравнению со скоростью резки υ|| в направлении, параллельном оси С, либо соответствующим уменьшением мощности или плотности мощности лазерного излучения. В частности, экспериментально было установлено, что скорость резки кварцевой пластины толщиной 0,6 мм в направлении, перпендикулярном оси С, составляет υ⊥=700 мм/с, а в направлении, параллельном оси С, составляет υ||=400-440 мм/с при постоянной мощности лазерного излучения Р=50 Вт.
Более сложно осуществлять учет влияния анизотропии материала на режимы термораскалывания при резке по криволинейному контуру, например при резке дисков. Например, у кварца ось С является осью симметрии третьего порядка, это означает, что свойства кристалла повторяются при повороте на 120° (фиг.2). Поэтому при резке дисков скорость резки или мощность лазерного излучения необходимо изменять непрерывно через каждые 120° в течение всего цикла резки (фиг.3).
Ниже приведены конкретные примеры резки в соответствии с изобретением.
Пример 1. В качестве материала для резки использовались пластины из монокристаллического кварца толщиной 0,6 мм. В качестве средства перемещения пластины был использован двухкоординатный стол с ходом 250·250 мм, обеспечивающий скорость перемещения до 700 мм/с. Для резки был использован СО2-лазер с длиной волны излучения 10,6 мкм и мощностью 50 Вт. Лазерное излучение фокусировалось с помощью сферическо-цилиндрической оптики в пучок эллиптического сечения размерами 7·0,4 мм, вытянутый в направлении резки. Скорость резки кварцевой пластины толщиной 0,6 мм в направлении, перпендикулярном оси С, составила 700 мм/с, а в направлении, параллельном оси С, составила 440 мм/с. При этом значение коэффициента пропорциональности k для пучка длиной 7 мм для монокристаллического кварца составило 10,7·10-7 Дж/мм·°С.
Пример 2. Производили резку пластины из кварца толщиной 0,9 мм на диски диаметром 100 мм. Резку осуществляли с переменной скоростью, которая плавно изменялась от 250 до 150 мм/с при повороте пластины на каждые 120°, как это показано на фиг. 2 и 3.
Пример 3. Производили резку пластины из сапфира толщиной 0,43 мм с базовой ориентацией 0001. Для резки был использован СO2-лазер мощностью 75 Ватт. Излучение лазера фокусировалось с помощью сферическо-цилиндрической оптики в эллиптический пучок длиной 4 мм, вытянутый в направлении перемещения подложки. Коэффициент линейного термического расширения сапфира в направлении, параллельном оси С, равен λ||=66·10-7°С-1, а в направлении, перпендикулярном оси С, равен λ⊥=50·10-7°С-1. Резка в направлении, перпендикулярном оси С, составила 500 мм/с, а в направлении, параллельном оси С, скорость резки была увеличена пропорционально увеличению коэффициента термического расширения в 1,32 раза и составила 660 мм/с. Значение коэффициента пропорциональности k для пучка длиной 4 мм для сапфира равно 7,5·10-7 Дж/мм·°С.
Настоящее изобретение может быть использовано в различных областях техники для высокоточной и высокопроизводительной резки широкого класса анизотропных материалов как на всю толщину разрезаемого материала, так и на любую задаваемую глубину. При этом данное изобретение можно использовать при прямолинейной резке, а также при резке по любому криволинейному контуру, в частности при резке дисков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ КРИСТАЛЛИЧЕСКОГО КВАРЦА ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2011 |
|
RU2478083C2 |
| СПОСОБ РАЗДЕЛЕНИЯ КРИСТАЛЛИЧЕСКОГО КРЕМНИЯ ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2011 |
|
RU2497643C2 |
| Способ лазерной резки слитков неметаллических материалов на пластины | 2024 |
|
RU2839321C1 |
| Способ лазерной резки слитков неметаллических материалов на пластины | 2024 |
|
RU2829300C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2012 |
|
RU2494051C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206526C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2238918C2 |
| СПОСОБ ПРИТУПЛЕНИЯ ОСТРЫХ КРОМОК ИЗДЕЛИЙ (ВАРИАНТЫ) | 2000 |
|
RU2163226C1 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2024441C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206525C2 |
Изобретение относится к способам резки хрупких неметаллических материалов, в частности к способам лазерной резки анизотропных материалов, к которым относятся различные монокристаллы, например сапфир и кварц, а также различные полупроводниковые материалы. Техническая задача изобретения - повышение качества резки хрупких неметаллических анизотропных материалов за счет возможности осуществления резки в различных направлениях относительно кристаллографической ориентации как в случае прямолинейной резки в различных направлениях, так и при резке по любому криволинейному контуру. Способ резки хрупких неметаллических материалов включает нанесение надреза по линии реза, нагрев линии реза лазерным пучком при относительном перемещении материала и пучка и локальное охлаждение зоны нагрева с помощью хладагента. В зависимости от направления резки анизотропного материала относительно кристаллографической ориентации материала определяют значение коэффициента линейного термического расширения, а интенсивность нагрева в каждом направлении резки выбирают пропорционально коэффициенту линейного термического расширения за счет изменения скорости относительного перемещения лазерного пучка и материала и/или изменения мощности или плотности мощности лазерного излучения. При этом соотношение скорости относительного перемещения лазерного пучка и материала и мощности лазерного излучения в зависимости от изменения значения коэффициента линейного термического расширения материала выбирают из условия: P·υ-1=k·λ-1, где Р - мощность лазерного излучения, Вт; υ - скорость относительного перемещения лазерного пучка и материала, мм/с; λ - коэффициент линейного термического расширения материала, °С-1; k - коэффициент пропорциональности, Дж/мм·°С. 1 з.п. ф-лы, 3 ил.
P·υ-1=k·λ-1,
где Р - мощность лазерного излучения, Вт;
υ - скорость относительного перемещения лазерного пучка и материала, мм/с;
λ - коэффициент линейного термического расширения материала, °С-1;
k - коэффициент пропорциональности, Дж/мм·°С.
| Способ резки монокристаллическихпОлупРОВОдНиКОВыХ СлиТКОВ | 1978 |
|
SU823147A1 |

