Изобретение относится к способам резки хрупких неметаллических материалов, таких как любой тип стекла, включая кварцевое стекло, различные монокристаллы, например сапфир и кварц, все типы керамики, а также такие полупроводниковые материалы, как кремний, арсенид галлия и другие.
Настоящее изобретение может быть использовано в различных областях техники для высокоточной и высокопроизводительной резки широкого класса материалов как на всю толщину разрезаемого материала, так и на любую задаваемую глубину. При этом возможно в процессе резки по одной линии реза осуществить чередование сквозных резов с несквозными резами на заданную глубину. Представляется высокоэффективным использование данного изобретения для сквозной резки стекла толщиной от 0,1 до 20 мм, в том числе в процессе выработки стекла. Кроме того, обеспечивается резка с пересекающимися линиями реза без ухудшения качества резки в точках пересечения. Также обеспечивается резка как однослойных материалов, так и склеенных пакетов, что чрезвычайно важно при резке таких изделий, как плоские дисплейные экраны (FPD), в том числе жидкокристаллические экраны (LCD). Еще одной особенностью настоящего изобретения является возможность сквозной резки как под прямым углом к поверхности материала, так и с наклоном к поверхности разрезаемого материала. Последний прием очень важен при резке дисков или других изделий с замкнутым контуром.
Известен способ резки хрупких неметаллических материалов, включающий предварительное нанесение царапины с помощью алмазного инструмента по линии реза, нагрев линии реза лазерньм пучком при относительном перемещении материала и пучка и локальное охлаждение зоны нагрева с помощью хладагента (PCT/GB93/00699). Данный способ позволяет осуществлять не только надрез, но и сквозную резку стекла либо других хрупких неметаллических материалов за счет применения повторного нагрева линии реза с помощью лазерного пучка или другого теплового источника. Однако прием повторного термического нагрева с целью докалывания материала относительно линии надреза имеет существенные ограничения в своих возможностях.
Недостатком указанного способа резки является низкая производительность процесса резки. Дело в том, что из-за низкой теплопроводности стекла углубление надреза может происходить только при низкой скорости перемещения, которая обеспечила бы прогрев материала на большую глубину. Более того, при высокой скорости относительного перемещения лазерного пучка и стекла после локального охлаждения линии нагрева в стекле образуется очень неглубокая микротрещина, углубление которой за счет повторного нагрева невозможно. Поэтому такой способ резки не может найти широкого практического применения из-за низкой скорости резки.
Известен способ резки неметаллических материалов, включающий нагрев линии реза лазерным пучком при относительном перемещении материала и пучка, локальное охлаждение зоны нагрева с помощью хладагента и последующий нагрев поверхности материала вдоль линии реза двумя параллельными лазерными пучками (см. Патент США №6259058, МПК 7 В 24 К 26/067, публ. 10. 07. 2001). Как и в предыдущем способе резки, повторный нагрев может обеспечить углубление надреза до сквозной трещины в материале. Однако этому способу присущи те же недостатки, что и в ранее описанном способе резки.
Наиболее близким по технической сущности к предлагаемому изобретению является способ резки хрупких неметаллических материалов, реализуемый в установке для лазерной обработки хрупких материалов, включающий нагрев одной из поверхностей листа разрезаемого материала лазерным пучком, обеспечивающий образование разделяющей трещины, а также дополнительное механическое воздействие на противоположную поверхность листа (см. Патент РФ №2139779, МКИ В 23 К 26/00, публ. 20. 10. 99).
Однако, как в случае применения постоянного механического воздействия на противоположную поверхность материала, так и в сочетании с постукиванием подвижным шариком по поверхности противоположной стороны листа по траектории перемещения лазерного пучка эти приемы позволяют лишь сократить запаздывание сквозной трещины относительно положения лазерного пучка на поверхности материала, но не позволяет повысить скорость резки. Дело в том, что скорость сквозного лазерного термораскалывания определяется в основном теплопроводностью материала, которая весьма низка у стекла и других хрупких неметаллических материалов, для которых предназначен описанный способ резки. Поэтому такой способ резки не нашел широкого практического применения из-за чрезвычайно низкой производительности. Кроме того, качество и точность резки в данном способе резки является очень низкой.
В основу настоящего изобретения положена задача повышения производительности и качества резки хрупких неметаллических материалов за счет возможности осуществления сквозной и несквозной резки как в одном, так и в разных технологических циклах при равной скорости резки, обеспечения возможности осуществления пересекающихся резов, а также за счет возможности резки двухслойных пакетов материалов.
Поставленная задача решается тем, что в способе резки хрупких неметаллических материалов, включающем нагрев поверхности материала по линии реза с помощью лазерного пучка и дополнительное воздействие на поверхность материала, отличительным является то, что в зоне нагрева лазерным пучком осуществляют несквозной надрез материала по линии реза, а дополнительное воздействие на поверхность материала осуществляют в зоне нанесения надреза по крайней мере одним источником упругих волн, в качестве которого используют импульсное лазерное излучение, для которого материал непрозрачен, при этом амплитуду и частоту упругих волн выбирают из условия углубления надреза на заданную глубину или сквозной резки.
При резке некоторых материалов целесообразно после нагрева поверхности материала по линии реза лазерным пучком дополнительно охлаждать зону нагрева с помощью хладагента, при этом упругие волны воздействуют в зоне воздействия хладагента.
В ряде случаев воздействие упругой волны по линии надреза осуществляют после завершения процесса нанесения надреза. Это означает, что углубление надреза или сквозная резка могут осуществляться одновременно с нанесением надреза в одном технологическом цикле, но могут осуществляться и в двух независимых циклах.
В ряде случаев целесообразно осуществлять воздействие упругих волн только в заданных зонах материала по линии реза. Это позволяет в процессе резки по одной линии реза осуществлять чередование сквозных резов с несквозными резами на заданную глубину.
В случае необходимости получения наклонного реза следует соблюдать условие, чтобы линия воздействия источника упругих волн и линия надреза, то есть линия воздействия лазерного пучка и/или хладагента, были смещены относительно плоскости, перпендикулярной поверхности материала.
В ряде случаев одновременно воздействуют двумя упругими волнами со стороны нанесения надреза вслед за лазерным пучком и/или хладагентом по обе стороны относительно линии надреза. Например, такой прием целесообразно использовать в тех случаях, когда воздействие упругой волны с противоположной поверхности материала затруднено или не представляется возможным.
Иногда одновременно формируют упругую волну в объеме материала в зоне надреза, воздействуя упругой волной на противоположную поверхность материала в зоне, расположенной между зон воздействия двух других упругих волн, направленных со стороны воздействия лазерного пучка.
Сущность изобретения поясняется чертежами, на которых представлены:
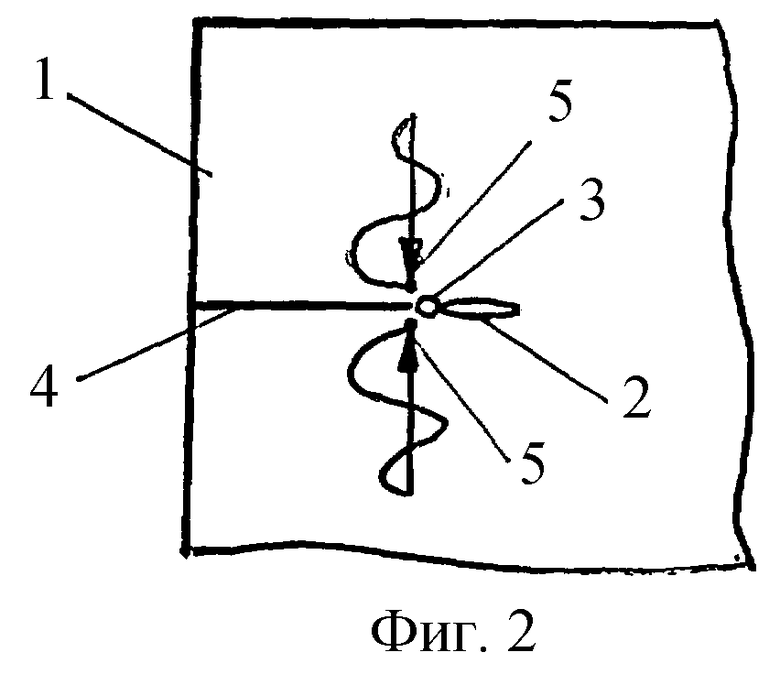
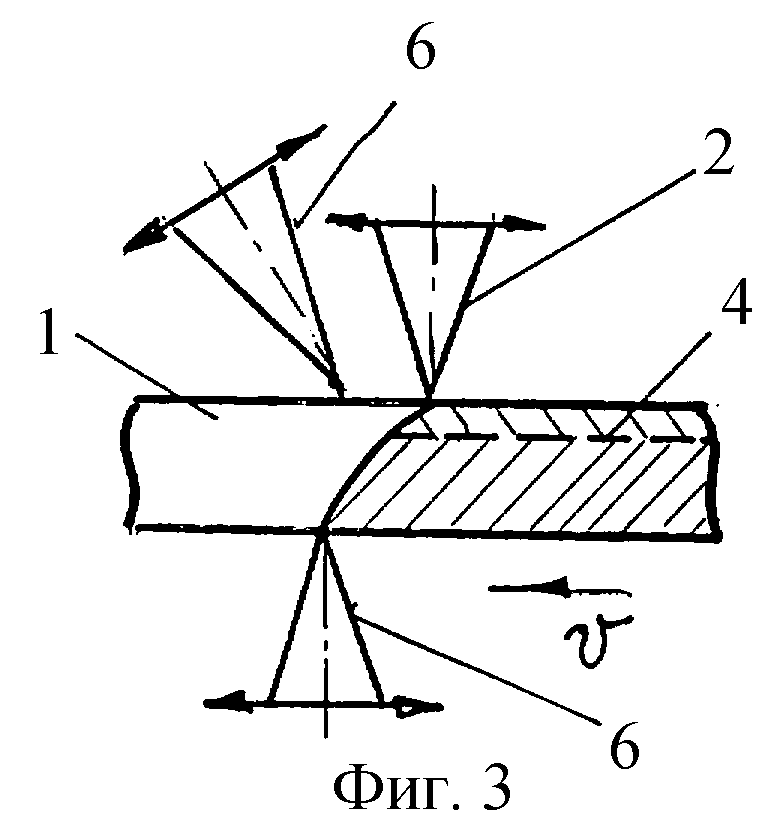
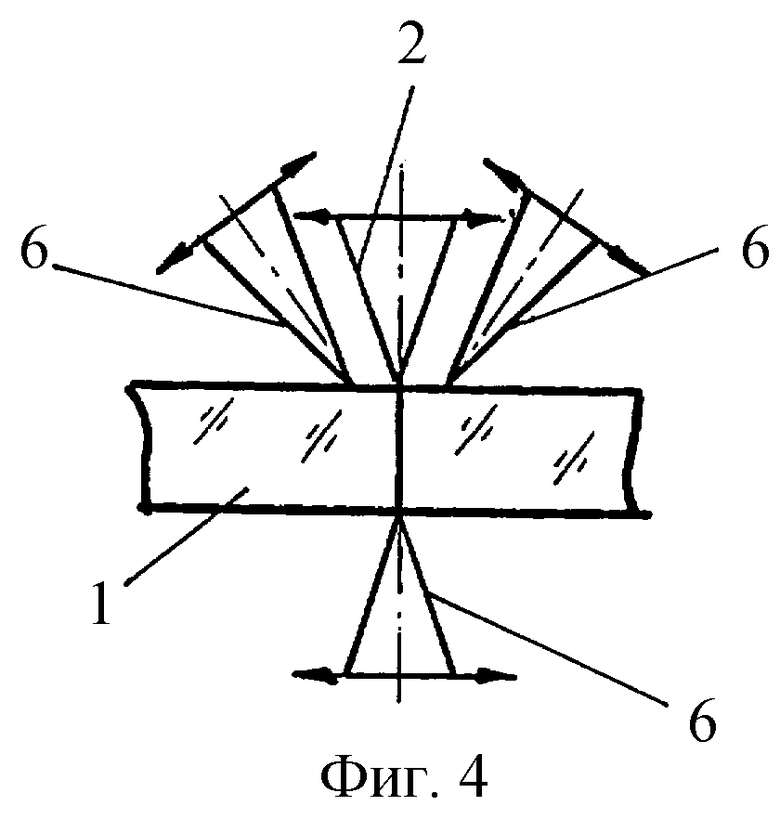
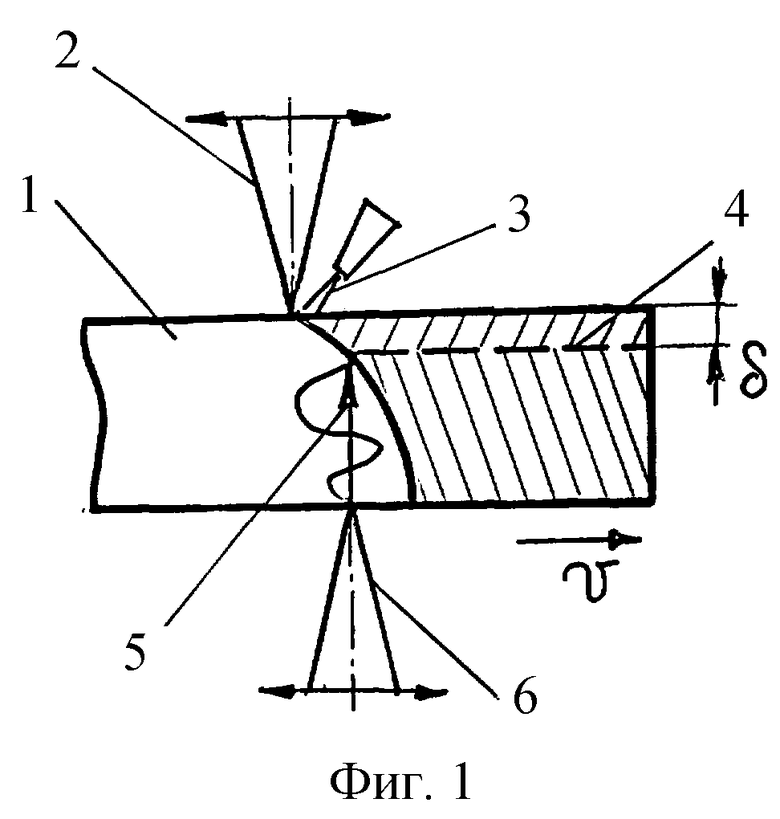
на фиг.1 - схема осуществления сквозного углубления надреза с помощью упругой волны, формируемой импульсным лазерным излучением; на фиг.2 - схема воздействия двумя упругими волнами со стороны нанесения надреза; на фиг.3 - схема сквозной резки с применением трех упругих волн, вид сбоку; на фиг.4 - схема сквозной резки с применением трех упругих волн, вид спереди (сечение).
Способ резки хрупких неметаллических материалов за счет осуществления надреза с помощью лазерного излучения и воздействия в зоне надреза упругих волн заключается в следующем.
При нагреве поверхности движущейся со скоростью ν пластины хрупкого неметаллического материала 1 с помощью лазерного пучка 2 и при последующем охлаждении зоны нагрева с помощью хладагента 3 на поверхности материала образуется надрез 4 глубиной δ (фиг.1). При этом надрез может быть выполнен как за счет лазерного скрайбирования, при котором вдоль линии реза с поверхности удаляется часть материала, так и за счет термических напряжений, образующих несквозной надрез (микротрещину) в материале без удаления материала, как без применения хладагента, так и с применением хладагента, как показано на фиг.1.
Основным отличием предлагаемого изобретения является концентрация упругой волны 5 при воздействии импульсного лазерного излучения 6 на поверхность материала 1 в зоне образования надреза 4, в частности в зоне воздействия лазерного пучка 2 и хладагента 3. Упругая волна возникает в твердом материале при воздействии короткого импульса лазерного излучения, для которого материал непрозрачен, например для стекла и большинства других хрупких диэлектрических материалов - это излучение СО2-лазера с длиной волны 10,6 мкм. Вся энергия импульса лазерного излучения выделяется в виде тепловой энергии в тонком поверхностном слое. Резкое расширение материала в зоне нагрева приводит к образованию в объеме материала упругой волны 5. Следует сразу подчеркнуть, что при этом практически отсутствует какое-либо заметное механическое воздействие на поверхность материала. При этом в зависимости от параметров упругой волны, которые задаются частотой и энергией импульсов лазерного излучения, связанных с основными параметрами нанесения надреза: скоростью и глубиной надреза δ, можно легко осуществить углубление надреза 4 на любую заданную глубину. Изменяя параметры процесса легко получить сквозной рез в материале.
Очень серьезным преимуществом предлагаемого изобретения является возможность воздействия упругой волны только в заданных зонах линии надреза, что позволяет в одном цикле резки чередовать несквозной надрез и сквозной рез. Во-первых, этот прием позволяет осуществлять сквозные пересекающиеся резы без ухудшения качества резки в местах пересечений и без применения дополнительных насечек в местах пересечений. Во-вторых, это позволяет обеспечивать высокую точность и качество резки, так как до полного завершения резки всей пластины на отдельные элементы она сохраняет свои первоначальные габариты и целостность.
Еще одним достоинством предлагаемого способа резки хрупких неметаллических материалов является возможность осуществления сквозного реза под некоторым углом по отношению к плоскости, перпендикулярной поверхности материала. Это может быть обеспечено за счет того, что линия воздействия источника 6 упругих волн 5 и линия воздействия лазерного пучка 2 смещены относительно плоскости, перпендикулярной поверхности материала. В результате такого смещения линия сквозного реза будет иметь наклон к направлению, перпендикулярному поверхности материала. Такой способ резки дает очень хорошие результаты при резке дисков или других изделий с замкнутым контуром резки, так как позволяет достаточно легко извлекать вырезанную деталь из общей заготовки. При этом этот уклон может быть настолько мал, что практически не влияет на точность резки.
В ряде случаев воздействие упругой волны на противоположную поверхность материала затруднено или не представляется возможным. В таких случаях одновременно воздействуют двумя упругими волнами 5 на поверхность материала со стороны надреза, то есть со стороны воздействия лазерного пучка 2 и хладагента 3 вслед за лазерным пучком 2 и хладагентом 4 по обе стороны от линии надреза 4 (фиг.2). Дополнительное воздействие двух упругих волн по обе стороны от линии надреза создают дополнительные растягивающие объемные напряжения, которые приводят к углублению надреза или к сквозному резу.
Предлагаемый способ резки хрупких неметаллических материалов может быть использован для резки не только однослойных материалов, но и склеенных пластин. На фиг.2 показана схема резки пластины 1, которая склеена с другой пластиной посредством клеевого соединения. В этом случае две упругие волны 5 воздействуют на поверхность материала 1 со стороны нанесения надреза и углубляют надрез на заданную глубину или до сквозного реза.
В ряде случаев эффективной представляется комбинация воздействия упругих волн одновременно с двух сторон разрезаемого материала 1 (фиг.3, 4). Этот случай наиболее эффективен для сквозной резки толстых листовых материалов.
Диапазон частот упругих волн, которые могут обеспечить углубление надреза, может быть чрезвычайно широким: от нескольких Гц до высокочастотных колебаний. В качестве источников упругой волны могут быть использованы самые различные варианты. При этом источник упругой волны может быть расположен как со стороны надреза, так и с противоположной поверхности, в зависимости от типа используемого источника упругой волны и конструктивных особенностей используемого оборудования.
Ниже приведены конкретные примеры выполнения предлагаемого способа. В качестве материала для резки использовались пластины из стекла толщиной 0,7 мм. Для проведения тестов по резке использовалась установка, содержащая один многомодовый СO2-лазер мощностью до 100 Вт, предназначенный для осуществления надреза на поверхности материала, и второй импульсный СО2-лазер мощностью до 85 Вт с регулируемой частотой излучения до 40 МГц для формирования упругой волны в материале. Стекло перемещалось с помощью двухкоординатного стола с ходом 670×720 мм, обеспечивающего скорость перемещения до 750 мм/с. Излучение первого лазера фокусировалось на поверхность материала с помощью сферическо-цилиндрической оптики из селенида цинка, обеспечивающей формирование эллиптического пучка длиной 45 мм. При перемещении стекла со скоростью 350 мм/с под воздействием лазерного пучка и хладагента осуществлялся надрез в стекле глубиной 0,12 мм. Излучение импульсного лазера формировалось с помощью оптической системы в два пучка диаметром 1 мм, расположенных по обе стороны надреза на расстоянии 1,5 мм друг от друга. Воздействие упругой волны в зоне образования надреза с частотой 50 кГц обеспечивало углубление надреза до сквозного реза. При этом резка и докалывание осуществлялись одновременно со скоростью 350 мм/с.
При этом, поскольку резка осуществляется насквозь и, следовательно, отпадает необходимость в проведении дополнительного разламывания заготовки на вырезанные элементы, то качество и точность полученных деталей значительно возрастают.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206525C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206526C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2206528C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2237622C2 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2024441C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206527C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2007 |
|
RU2333163C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ МАТЕРИАЛОВ | 2015 |
|
RU2617482C1 |
| Способ резки хрупких неметаллических материалов | 2018 |
|
RU2688656C1 |
| СПОСОБ РЕЗКИ ПЛАСТИН ИЗ ХРУПКИХ МАТЕРИАЛОВ | 2009 |
|
RU2404931C1 |
Изобретение относится к способам резки хрупких неметаллических материалов, таких как любой тип стекла, включая кварцевое стекло, различные монокристаллы, например сапфир и кварц, все типы керамики, а также такие полупроводниковые материалы, как кремний, арсенид галлия и другие. Техническая задача - повышение производительности и качества резки хрупких неметаллических материалов за счет возможности осуществления сквозной и несквозной резки как в одном, так и в разных технологических циклах при равной скорости резки, обеспечения возможности осуществления пересекающихся резов, а также за счет возможности резки двухслойных пакетов материалов. Способ резки хрупких неметаллических материалов включает нагрев поверхности материала по линии реза с помощью лазерного пучка и дополнительное воздействие на поверхность материала. В зоне нагрева лазерным пучком осуществляют несквозной надрез материала по линии реза. Дополнительное воздействие на поверхность материала осуществляют в зоне нанесения надреза по крайней мере одним источником упругих волн, в качестве которого используют импульсное лазерное излучение, для которого материал непрозрачен, при этом амплитуду и частоту упругих волн выбирают из условия углубления надреза на заданную глубину или сквозной резки. При резке некоторых материалов целесообразно после нагрева поверхности материала по линии реза лазерным пучком дополнительно охлаждать зону нагрева с помощью хладагента, при этом упругие волны воздействуют в зоне воздействия хладагента. 1 н. и 6 з.п. ф-лы, 4 ил.
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ХРУПКИХ МАТЕРИАЛОВ | 1998 |
|
RU2139779C1 |
| Способ резки стекла А.А.Малышева | 1980 |
|
SU996347A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| US 5237150 A, 05.08.1993. | |||

