Изобретение относится к способам резки анизотропных материалов под действием термоупругих напряжений, в частности к способам лазерного термораскалывания кристаллического кварца.
Изобретение может быть использовано в электронной промышленности, а также в других областях техники и производства, где существует необходимость прецизионной обработки изделий из кристаллических материалов.
Известен способ термораскалывания стекла и других хрупких неметаллических материалов под действием термоупругих напряжений, возникающих в результате лазерного нагрева материала и образования в нем разделяющей трещины [1].
Сущность указанного способа заключается в следующем.
При воздействии на поверхность материала лазерного пучка происходит образование разделяющей трещины, динамика развития которой определяется распределением термоупругих напряжений, сформированных в результате теплового расширения областей материала, подвергшихся локальному лазерному нагреву. При этом разделение материала происходит по всей толщине и характеризуется низкой скоростью термораскалывания.
В рассматриваемом способе увеличение скорости термораскалывания возможно за счет увеличения мощности лазерного излучения. Однако чрезмерное увеличение мощности лазерного излучения приводит к перегреву материала и образованию поперечных трещин вдоль линии обработки, что не позволяет обеспечить высокую точность резки и делает описанный способ практически малопригодным и бесперспективным.
Известен способ разделения хрупких неметаллических материалов под действием термоупругих напряжений, формируемых в результате лазерного нагрева материала вдоль линии реза до температуры, не превышающей температуры релаксации термоупругих напряжений за счет пластических деформаций, и локального охлаждения зоны нагрева при относительном перемещении обрабатываемой поверхности и зон нагрева и охлаждения [2].
Известный способ обеспечивает высокую точность разделения, нулевую ширину реза, повышение механической прочности получаемых изделий, безотходность и низкую энергоемкость по сравнению с другими способами резки.
Сущность указанного способа заключается в следующем.
В месте воздействия лазерного излучения формируются зона значительных по величине сжимающих напряжений, которую окружает зона растягивающих напряжений. При подаче хладагента на обрабатываемую поверхность возникает дополнительная зона растягивающих напряжений, ограниченная зоной сжимающих напряжений, сформированных лазерным пучком. Инициирование разделяющей трещины происходит в поверхностных слоях материала от дефекта микроструктуры или искусственно нанесенного дефекта в зоне растягивающих напряжений, сформированных за счет подачи хладагента. Далее начальная микротрещина начинает свое движение и распространяется до зоны сжимающих напряжений, сформированных лазерным излучением. После этого нестационарный рост трещины прекращается, и ее дальнейшее движение определяется изменением пространственного распределения зон растягивающих и сжимающих напряжений, обусловленным взаимным перемещением обрабатываемого материала, лазерного пучка и хладагента.
Таким образом, при реализации известного способа распределение сжимающих напряжений в объеме материала определяет форму и глубину развития микротрещины, инициализация и развитие которой происходит в зоне растягивающих напряжений, сформированных в области подачи хладагента.
Этот способ обработки получил широкое распространение для резки различных изотропных хрупких неметаллических материалов (таких как различные типы стекол и керамики). Однако этот способ не позволяет осуществлять высококачественную резку монокристаллических материалов, для которых характерна анизотропия теплофизических и механических свойств.
Наиболее близким к заявляемому является способ разделения кристаллического кварца под действием термоупругих напряжений, включающий выбор направления резки относительно кристаллографической ориентации кристаллического кварца, выбор интенсивности нагрева в каждом направлении резки пропорционально коэффициенту линейного термического расширения за счет изменения скорости относительного перемещения лазерного пучка и материала и/или изменения мощности лазерного излучения, нанесение надреза по линии реза, лазерный нагрев линии реза до температуры, не превышающей температуры релаксации термоупругих напряжений, и локальное охлаждение зоны нагрева в результате перемещения по обрабатываемой поверхности зон нагрева и охлаждения [3].
Существенным недостатком данного способа является то, что учет влияния анизотропии термического расширения на технологические параметры обработки в известном способе осуществляют не корректно, что приводит к ошибочному выбору технологических параметров лазерного термораскалывания.
Так, в известном способе рассмотрено два случая лазерного термораскалывания кристаллического кварца - вдоль оси симметрии третьего порядка и перпендикулярно ей, когда линия реза лежит в плоскости, параллельной оси симметрии третьего порядка. При этом в известном способе правильно обращают внимание на то, что в кристаллическом кварце вдоль оси симметрии третьего порядка линейный коэффициент термического расширения α меньше, чем в перпендикулярных к ней направлениях.
Далее в известном способе делают верный вывод о том, что учет существенной анизотропии α приводит к необходимости осуществлять дифференцированный нагрев материала, обеспечивающий создание разрушающих термических напряжений, вдоль линии реза в каждом случае выбора ее направления относительно кристаллографической ориентации образца. При этом ошибочно предлагают при резке перпендикулярно оси симметрии увеличивать скорость в 1,6-1,8 раза по сравнению со скоростью резки в направлении, параллельном оси симметрии (либо соответственно уменьшать мощность лазерного излучения).
Дело в том, что в известном способе не обращают внимание на то, что при лазерном термораскалывании определяющее влияние на формирование лазерно-индуцированной трещины оказывают напряжения, действующие перпендикулярно плоскости разделения, величина которых пропорциональна линейному коэффициенту термического расширения в том же направлении (в направлении, перпендикулярном плоскости разделения).
Еще одним недостатком известного способа является то, что в нем не учитывают влияние анизотропии коэффициента теплопроводности кристаллического кварца на процесс лазерного термораскалывания.
Таким образом, применение известного способа на практике приводит к ошибочному выбору технологических параметров лазерного термораскалывания и не позволяет осуществлять высококачественную резку пластин из кристаллического кварца.
Техническая задача, решаемая заявляемым изобретением, заключается в повышении качества резки пластин из кристаллического кварца за счет правильного определения технологических параметров лазерного термораскалывания в различных направлениях, обусловленного корректным учетом влияния анизотропии теплопроводности и термического расширения.
Технический результат, достигаемый заявляемым изобретением, заключается в обеспечении формирования лазерно-индуцированных трещин с заданными одинаковыми геометрическими характеристиками при термораскалывании в различных кристаллографических направлениях пластин из кристаллического кварца.
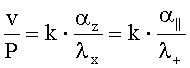
Технический результат достигается тем, что в способе разделения кристаллического кварца под действием термоупругих напряжений, включающем выбор направления резки относительно кристаллографической ориентации кристаллического кварца, выбор интенсивности нагрева в каждом направлении резки пропорционально коэффициенту линейного термического расширения за счет изменения скорости относительного перемещения лазерного пучка и материала и изменения мощности лазерного излучения, нанесение надреза по линии реза, лазерный нагрев линии реза до температуры, не превышающей температуры релаксации термоупругих напряжений, и локальное охлаждение зоны нагрева в результате перемещения по обрабатываемой поверхности зон нагрева и охлаждения, дополнительно определяют значение коэффициента теплопроводности в зависимости от направления резки относительно кристаллографической ориентации кристаллического кварца, интенсивность нагрева выбирают пропорционально коэффициенту линейного термического расширения в направлении, перпендикулярном плоскости разделения, и обратно пропорционально коэффициенту теплопроводности в направлении, перпендикулярном плоскости обработки, при этом соотношение скорости относительного перемещения лазерного пучка и материала и мощности лазерного излучения при лазерном разделении кристаллического кварца вдоль оси симметрии третьего порядка, когда линия реза лежит в плоскости, параллельной оси симметрии третьего порядка, выбирают из условия
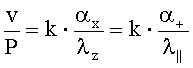
или при лазерном разделении кристаллического кварца перпендикулярно оси симметрии третьего порядка, когда линия реза лежит в плоскости, параллельной оси симметрии третьего порядка, соотношение скорости относительного перемещения лазерного пучка и материала и мощности лазерного излучения выбирают из условия
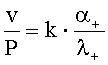
или при лазерном разделении кристаллического кварца перпендикулярно оси симметрии третьего порядка, когда линия реза лежит в плоскости, перпендикулярной оси симметрии третьего порядка, соотношение скорости относительного перемещения лазерного пучка и материала и мощности лазерного излучения выбирают из условия
где
v - скорость относительного перемещения лазерного пучка и материала, м/с;
Р - мощность лазерного излучения, Вт;
k - коэффициент пропорциональности, с-1;
α||, α+ - коэффициенты линейного термического расширения в направлениях оси симметрии третьего порядка и перпендикулярных ей соответственно, K-1;
λ||, λ+ - коэффициенты теплопроводности в направлениях оси симметрии третьего порядка и перпендикулярных ей соответственно, Вт/мК.
Сущность заявляемого способа разделения хрупких неметаллических материалов под действием термоупругих напряжений заключается в следующем.
Как известно, кристаллический кварц обладает сильно выраженной анизотропией тепловых и упругих свойств. Так, коэффициенты линейного термического расширения вдоль оси симметрии третьего порядка и в направлениях, перпендикулярных ей, отличаются в 1,6 раза. Аналогичное отношение коэффициентов теплопроводности равно 1,8. Поэтому при разделении кристаллического кварца методом лазерного термораскалывания необходимо определять технологические параметры резки в заданном направлении (в частности, интенсивность нагрева) с учетом изменения значений коэффициентов линейного термического расширения и теплопроводности, обусловленного анизотропией.
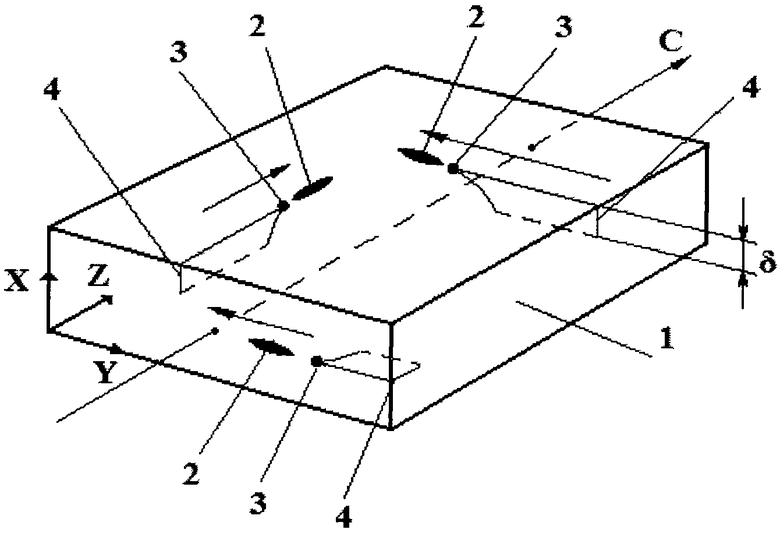
Так как при лазерном термораскалывании определяющее влияние на формирование лазерно-индуцированной трещины играют напряжения, действующие перпендикулярно плоскости разделения, а величина этих напряжений пропорциональна линейному коэффициенту термического расширения в том же направлении, то при формировании трещины в плоскости XZ необходимо рассматривать напряжения σy, при формировании трещины в плоскости XY необходимо рассматривать напряжения σz, при формировании трещины в плоскости ZY необходимо рассматривать напряжения σx (см. фиг.1). На фигуре 1 ось Z параллельна оси симметрии третьего порядка C.
Величина термоупругих напряжений, возникающих при изменении температуры в твердом теле, прямо пропорциональна произведению соответствующего коэффициента линейного термического расширения на величину изменения температуры:
σx=k1αxΔT, σy=k1αyΔT, σz=k1αzΔT,
где
σx, σy, σz - напряжения, действующие в направлении осей X, Y, Z соответственно;
k1 - коэффициент пропорциональности;
αx, αy, αz - коэффициенты линейного термического расширения в направлении осей X, Y, Z;
ΔT в данном случае равно разности между максимальной температурой в зоне лазерного нагрева Tmax и температурой в зоне воздействия хладагента Tmin.
В свою очередь, как известно, Tmax обратно пропорциональна теплопроводности материала. При этом в случае реализации лазерного термораскалывания таких анизотропных материалов, как кристаллический кварц, наиболее существенный вклад в изменение Tmax оказывает величина коэффициента теплопроводности в направлении, перпендикулярном плоскости обработки. Таким образом, при формировании трещины, перпендикулярной плоскости YZ, необходимо учитывать коэффициент теплопроводности λx, при формировании трещины, перпендикулярной плоскости XY, необходимо учитывать коэффициент теплопроводности λz, при формировании трещины, перпендикулярной плоскости XZ, необходимо учитывать коэффициент теплопроводности λy (см. фиг.1).
Также известно, что Tmax обратно пропорциональна скорости относительного перемещения лазерного пучка и материала и прямо пропорциональна мощности лазерного излучения.
Поэтому для соотношения скорости относительного перемещения лазерного пучка и материала и мощности лазерного излучения в зависимости от изменения значений коэффициента линейного термического расширения и коэффициента теплопроводности кристаллического кварца при трех возможных простейших вариантах резки справедливы следующие условия:
1) случай лазерного термораскалывания кристаллического кварца вдоль оси симметрии третьего порядка, при этом линия реза лежит в плоскости, параллельной оси симметрии третьего порядка
2) случай лазерного термораскалывания кристаллического кварца перпендикулярно оси симметрии третьего порядка, при этом линия реза лежит в плоскости, параллельной оси симметрии третьего порядка
3) случай лазерного термораскалывания кристаллического кварца перпендикулярно оси симметрии третьего порядка, при этом линия реза лежит в плоскости, перпендикулярной оси симметрии третьего порядка
где
v - скорость относительного перемещения лазерного пучка и материала, м/с;
Р - мощность лазерного излучения, Вт;
k - коэффициент пропорциональности, с-1;
αx, αy, αz - коэффициенты линейного термического расширения в направлении осей X, Y, Z, K-1;
λx=λy, λz - коэффициенты теплопроводности в направлении осей X, Y и Z, совпадающие в рассматриваемых простейших случаях с соответствующими кристаллографическими осями, Вт/м·К;
α||, α+ - коэффициенты линейного термического расширения в направлениях оси симметрии третьего порядка и перпендикулярных ей соответственно, K-1;
λ||, λ+ - коэффициенты теплопроводности в направлениях оси симметрии третьего порядка и перпендикулярных ей соответственно, Вт/м·К.
Коэффициенты линейного термического расширения кристаллического кварца вдоль оси симметрии третьего порядка и перпендикулярно ей составляет соответственно α||=9·10-6 K-1, α+=14,8·10-6 K-1. Коэффициенты теплопроводности кристаллического кварца вдоль оси симметрии третьего порядка и перпендикулярно ей составляет соответственно λ||=12,3 Вт/м·К, λ+=6,8 Вт/м·К [4].
С учетом существенного отличия вышеуказанных параметров в зависимости от ориентации кристалла кварца при резке в различных направлениях необходимо осуществлять дифференцированный нагрев, обеспечивающий формирование необходимых для создания лазерно-индуцированной трещины термоупругих напряжений в каждом направлении ориентации. Это может быть обеспечено либо за счет увеличения скорости резки вдоль оси симметрии третьего порядка в 1,6-1,8 раза по сравнению с вариантом резки перпендикулярно оси симметрии третьего порядка (как для случая, когда линия реза лежит в плоскости, перпендикулярной оси симметрии третьего порядка, так и для случая, когда линия реза лежит в плоскости, параллельной оси симметрии третьего порядка), либо соответствующим изменением мощности лазерного излучения.
В частности, экспериментально было установлено, что скорость резки кварцевой пластины толщиной 1 мм при постоянной мощности лазерного излучения Р=30 Вт в направлении, параллельной оси симметрии третьего порядка, составляет 85 мм/с, а в направлениях, перпендикулярных оси симметрии третьего порядка, составляет 47 мм/с для варианта резки, когда линия реза лежит в плоскости, перпендикулярной оси симметрии третьего порядка, и 51 мм/с для варианта резки, когда линия реза лежит в плоскости, параллельной оси симметрии третьего порядка.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного осуществлением нового действия и выбранным условием, при котором выполняют действия, характеризующие заявляемый способ, и не является частью уровня техники.
Таким образом, заявляемый способ разделения хрупких неметаллических материалов под действием термоупругих напряжений является новым.
Это позволяет сделать вывод, что заявляемый способ разделения хрупких неметаллических материалов под действием термоупругих напряжений имеет изобретательский уровень.
Заявляемый способ разделения хрупких неметаллических материалов под действием термоупругих напряжений является промышленно применимым, так как в случае его осуществления с помощью технических средств, известных в данной области техники, возможна реализация указанной области назначения.
Сущность изобретения поясняется чертежом, на котором представлена схема образования надреза с помощью лазерного пучка и хладагента в кристаллическом кварце при разных направлениях резки.
Заявляемый способ разделения кристаллического кварца под действием термоупругих напряжений осуществляют следующим образом.
В начале осуществления способа определяют выбор направления резки относительно кристаллографической ориентации образца.
Далее определяют соотношение скорости относительного перемещения лазерного пучка и материала, и мощности лазерного излучения выбирают
из условия
в случае термораскалывания кристаллического кварца вдоль оси симметрии третьего порядка, когда линия реза лежит в плоскости, параллельной оси симметрии третьего порядка;
из условия
в случае термораскалывания кристаллического кварца перпендикулярно оси симметрии третьего порядка, когда линия реза лежит в плоскости, параллельной оси симметрии третьего порядка;
из условия
в случае термораскалывания кристаллического кварца перпендикулярно оси симметрии третьего порядка, когда линия реза лежит в плоскости, перпендикулярной оси симметрии третьего порядка.
Далее наносят предварительный надрез на обрабатываемой поверхности в начале контура обработки. Нагревают пластину из кристаллического кварца 1 с помощью лазерного пучка 2 до температуры, не превышающей температуры релаксации термоупругих напряжений, и локально охлаждают зону нагрева хладагентом 3 в результате перемещения по обрабатываемой поверхности зон нагрева и охлаждения. При этом под действием формируемых термоупругих напряжений образуется трещина 4 глубиной δ (см. чертеж).
Ниже приведены конкретные примеры.
В качестве материала использовались пластины кристаллического кварца толщиной 1 мм. В качестве средства перемещения был использован двухкоординатный стол с ходом перемещения 500×500 мм, обеспечивающий скорость перемещения в диапазоне от 0 до 100 мм/с. Для резки был использован CO2-лазер с длиной волны излучения 10,6 мкм и с регулируемой мощностью от 0 до 80 Вт. Лазерное излучение фокусировалось при помощи сферическо-цилиндрической оптики в пучок эллиптического сечения размерами 6×1 мм, вытянутый в направлении резки. Значение коэффициента k с учетом вышеперечисленных параметров составило 1,3·106 с-1.
Экспериментально было установлено, что при постоянной мощности лазерного излучения Р=30 Вт в направлении, параллельном оси симметрии третьего порядка, скорость резки составляет 85 мм/с, а в направлениях, перпендикулярных оси симметрии третьего порядка, составляет 47 мм/с для варианта резки, когда линия реза лежит в плоскости, перпендикулярной оси симметрии третьего порядка, и 51 мм/с для варианта резки, когда линия реза лежит в плоскости, параллельной оси симметрии третьего порядка.
Значение коэффициента k с учетом вышеперечисленных параметров составило 1,3·103 с-1. Величина, обратная коэффициенту k, определяет время, в течение которого устанавливается стационарный режим термораскалывания в заданном направлении при выбранных скорости резки и мощности излучения.
Для сравнения было осуществлено разделение аналогичных образцов по способу, изложенному в прототипе. В ходе экспериментов было определено, что реализация процесса по способу, изложенному в прототипе, на практике приводит к ошибочному выбору технологических параметров лазерного термораскалывания и не позволяет осуществлять высококачественную резку пластин из кристаллического кварца.
Анализируя результаты проведенных экспериментальных исследований, можно сделать вывод, что предлагаемый способ разделения пластин из кристаллического кварца под действием термоупругих напряжений обеспечивает возможность формирования лазерно-индуцированных трещин с заданными одинаковыми геометрическими характеристиками при термораскалывании в различных кристаллографических направлениях пластин из кристаллического кварца.
Источники информации
1. Мачулка Г.А. Лазерная обработка стекла. М.: Сов. Радио, 1979, с.48-67.
2. Патент РФ №2024441, МПК C03B 33/02, опубл. 1994.
3. Патент РФ №2224648, МПК C03B 33/02, опубл. 2002 - прототип.
4. Справочник по электротехническим материалам / Под ред. Ю.В.Корицкого и др. - Т 3. - Л.: Энергоатомиздат, 1988. - с 581-583.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ КРИСТАЛЛИЧЕСКОГО КРЕМНИЯ ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2011 |
|
RU2497643C2 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2024441C1 |
| Способ резки хрупких неметаллических материалов | 2002 |
|
RU2224648C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2011 |
|
RU2479496C2 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2008 |
|
RU2383500C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2006 |
|
RU2320549C2 |
| Способ лазерной резки слитков неметаллических материалов на пластины | 2024 |
|
RU2839321C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2006 |
|
RU2342333C2 |
| Способ лазерной резки слитков неметаллических материалов на пластины | 2024 |
|
RU2829300C1 |
| ТЕХНОЛОГИЧЕСКИЙ ОБЪЕКТИВ ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 2012 |
|
RU2504809C2 |
Изобретение относится к способам лазерного термораскалывания кристаллического кварца. Техническим результатом изобретения является обеспечение возможности формирования лазерно-индуцированных трещин с заданными одинаковыми геометрическими характеристиками. Способ разделения кристаллического кварца под действием термоупругих напряжений, включающий выбор направления резки относительно кристаллографической ориентации кристаллического кварца, выбор интенсивности нагрева в каждом направлении резки пропорционально коэффициенту линейного термического расширения за счет изменения скорости относительного перемещения лазерного пучка и материала и/или изменения мощности лазерного излучения, нанесение надреза по линии реза, лазерный нагрев линии реза до температуры, не превышающей температуры релаксации термоупругих напряжений, и локальное охлаждение зоны нагрева в результате перемещения по обрабатываемой поверхности зон нагрева и охлаждения. При этом дополнительно определяют значение коэффициента теплопроводности в зависимости от направления резки относительно кристаллографической ориентации кристаллического кварца, интенсивность нагрева выбирают пропорционально коэффициенту линейного термического расширения в направлении, перпендикулярном плоскости разделения, и обратно пропорционально коэффициенту теплопроводности в направлении перпендикулярном плоскости обработки. 1 ил.
Способ разделения кристаллического кварца под действием термоупругих напряжений, включающий выбор направления резки относительно кристаллографической ориентации кристаллического кварца, выбор интенсивности нагрева в каждом направлении резки пропорционально коэффициенту линейного термического расширения за счет изменения скорости относительного перемещения лазерного пучка и материала и/или изменения мощности лазерного излучения, нанесение надреза по линии реза, лазерный нагрев линии реза до температуры, не превышающей температуры релаксации термоупругих напряжений, и локальное охлаждение зоны нагрева в результате перемещения по обрабатываемой поверхности зон нагрева и охлаждения, отличающийся тем, что дополнительно определяют значение коэффициента теплопроводности в зависимости от направления резки относительно кристаллографической ориентации кристаллического кварца, интенсивность нагрева выбирают пропорционально коэффициенту линейного термического расширения в направлении, перпендикулярном плоскости разделения, и обратно пропорционально коэффициенту теплопроводности в направлении, перпендикулярном плоскости обработки, при этом соотношение скорости относительного перемещения лазерного пучка и материала и мощности лазерного излучения при лазерном разделении кристаллического кварца вдоль оси симметрии третьего порядка, когда линия реза лежит в плоскости параллельной оси симметрии третьего порядка, выбирают из условия
 ,
,
или при лазерном разделении кристаллического кварца перпендикулярно оси симметрии третьего порядка, когда линия реза лежит в плоскости параллельной оси симметрии третьего порядка, соотношение скорости относительного перемещения лазерного пучка и материала и мощности лазерного излучения выбирают из условия
 ,
,
или при лазерном разделении кристаллического кварца перпендикулярно оси симметрии третьего порядка, когда линия реза лежит в плоскости перпендикулярной оси симметрии третьего порядка соотношение скорости относительного перемещения лазерного пучка и материала и мощности лазерного излучения выбирают из условия
 ,
,
где v - скорость относительного перемещения лазерного пучка и материала, м/с;
Р - мощность лазерного излучения, Вт;
k - коэффициент пропорциональности, с-1;
α||, α+ - коэффициенты линейного термического расширения в направлениях оси симметрии третьего порядка и перпендикулярных ей соответственно, К-1;
λ||, λ+ - коэффициенты теплопроводности в направлениях оси симметрии третьего порядка и перпендикулярных ей соответственно, Вт/мК.
| Способ резки хрупких неметаллических материалов | 2002 |
|
RU2224648C1 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2024441C1 |
| СПОСОБ РЕЗКИ ПРОЗРАЧНЫХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2226183C2 |
| СПОСОБ РЕЗКИ ПЛАСТИН ИЗ ХРУПКИХ МАТЕРИАЛОВ | 2009 |
|
RU2404931C1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

