ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления упаковочного контейнера, заполненного жидкими продуктами, такими как коровье молоко, сок, алкогольный напиток, минеральная вода, зеленый чай и т.д., и к их упаковочному контейнеру.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
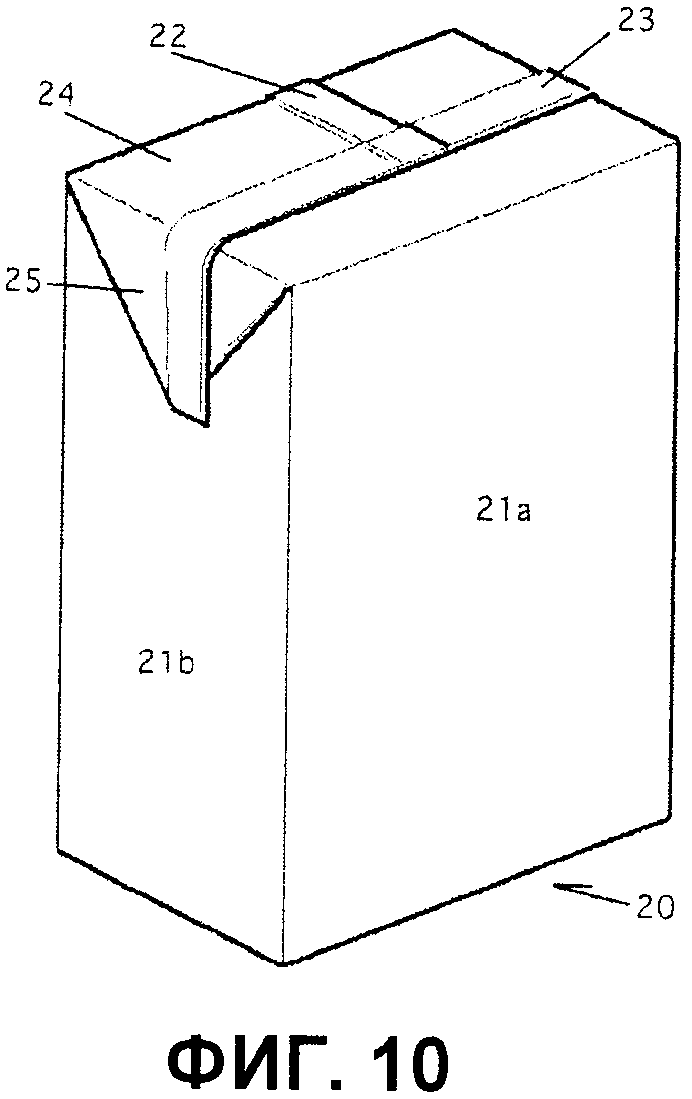
Упаковочный слоистый материал, изготовленный из бумаги, имеющей повышенную гибкость, используется для упаковки жидких пищевых продуктов в течение многих лет. В упаковочном контейнере 20, показанном на Фиг. 10, для коровьего молока, соков, сакэ, крепких спиртных напитков, минеральной воды и других напитков, например, рулонный упаковочный слоистый материал из материала на основе волокон (например, бумаги и т.д.)/слоистого пластика, имеющего линии сгиба, формируется в трубу с помощью сварки в продольном направлении, труба из упаковочного материала заполняется содержимым, сваривается в поперечном направлении и формируется в корпус упаковки в форме подушки (первичная форма контейнера).
Корпус упаковки в форме подушки индивидуально режут на одиночные контейнеры на поперечных участках сварки и сгибают с подъемами и углублениями, проходящими вдоль линий сгиба, и формируют контейнер 20 в форме брикета, имеющий панели 21а и 21b, образующие боковые стенки, продольный сваренный участок 22, поперечный сваренный участок 23 гребней, панель 24, образующую верхнюю стенку, и клапаны 25 (детали, согнутые при формировании верхней стенки и нижней стенки), привариваемые на боковые стенки, как показано на Фиг. 10.
Бумажный упаковочный контейнер с крышеобразным верхом (в виде двускатной крыши) получают, разрезая бумажный упаковочный материал для получения заданной формы, получая листовые заготовки, привариваемые к контейнеру в продольном направлении, после сварки внизу заготовок в машине заполнения, заполняющей коровье молоко, соки или другие напитки через верхнее отверстие и сваривающей верхнюю часть. Рисунки внешнего вида упаковочного контейнера печатают на поверхности упаковочных материалов.
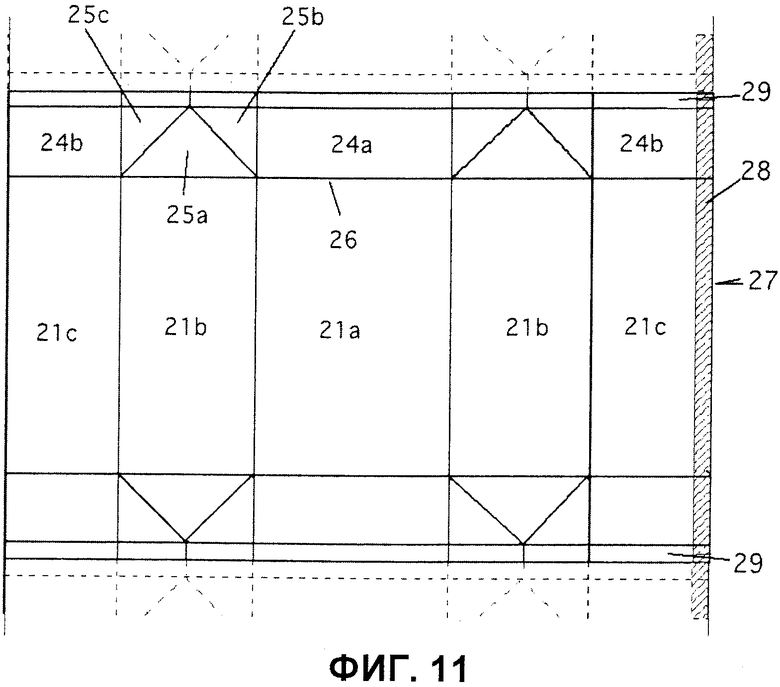
Линии сгиба для одного контейнера постоянно и повторно выполняются на рулонном упаковочном материале. На Фиг. 11 показана часть упаковочного материала для одного упомянутого контейнера. В рулонном упаковочном материале с линиями сгиба упаковочный материал 27 для одного контейнера содержит участок 28 сварки для продольного герметичного соединения, поперечный участок 29 заварки для поперечного герметичного соединения упаковочного материала в виде трубы, боковые панели 21а и 21b для образования стенок контейнера, панели 24а, 24b и 24с для образования верхней панели контейнера, панели 25а, 25b и 25с для образования клапанов 25, которые сгибаются и привариваются на боковых панелях или дне, и линии сгиба 26, образованные на границах между панелями.
Существует контейнер в форме пятигранной призмы, контейнер в форме шестигранной призмы, контейнер с верхом в форме односкатной крыши, контейнер в форме восьмигранной призмы, кроме вышеупомянутых контейнера в форме брикета и контейнера с крышеобразным верхом. (См. патентные документы.)
ДОКУМЕНТЫ ИЗВЕСТНОГО УРОВНЯ ТЕХНИКИ
Патентный документ 1: JP, 11-91792, А
Патентный документ 2: JP, 11-236027, А
Патентный документ 3: JP, 4-53602, U
Патентный документ 4: WO 2002/010020
Патентный документ 5: JP, 7-187181, А
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМА, РЕШАЕМАЯ ИЗОБРЕТЕНИЕМ
Задачей настоящего изобретения является создание способа изготовления упаковочного контейнера новой формы, а также контейнера новой формы для контейнеров, образуемых формированием рулонного упаковочного слоистого материала, имеющего линии сгиба, в трубу для сварки в продольном направлении, сваркой трубы на заданном интервале для одного контейнера для отрезания трубы в поперечном направлении и сгибанием клапанов и гребней полученной упаковки в форме подушки на верхней стенке, боковых стенках и нижней стенке.
Другой задачей данного изобретения является создание в вышеупомянутом контейнере, имеющем форму новой треугольной призмы, контейнера, который легко выливается и легко удерживается потребителями, и способа изготовления контейнера.
Другой задачей данного изобретения является создание для использования жидких продуктов, представленных безалкогольными напитками, такими как соки, и вязкими продуктами, такими как соус, кетчуп и т.д., контейнера, который может увеличивать гибкость конструктивного исполнения выливного отверстия и открывающего устройства, такого как колпачок, соломинка и т.д., и который может увеличивать гибкость конструктивного исполнения и печати внешнего вида контейнера, а также способа изготовления контейнера.
СРЕДСТВО РЕШЕНИЯ ПРОБЛЕМЫ
Упаковочный контейнер настоящего изобретения получают формированием трубы с помощью продольной сварки рулонного упаковочного материала, заполнением жидкими продуктами упаковочного материала в виде трубы, поперечной сваркой упаковочного материала в виде трубы, формированием упаковок в форме подушки, индивидуальным отрезанием упаковок в форме подушки, сгибанием вдоль линий сгиба для формирования верхней стенки, боковых стенок и нижней стенки и прикреплением гребней и клапанов, образованных на вышеупомянутых стенках, для образования конечной формы, причем контейнер отличается тем, что верхняя стенка и нижняя стенка являются, по существу, горизонтальными, когда упаковочный контейнер стоит вертикально, при этом верхняя стенка и нижняя стенка имеют трапецеидальную форму и прямоугольную форму соответственно и сечение в поперечном направлении основного корпуса упаковочного контейнера, образованное в четырех линиях перегиба, которые соединяют четыре угловые точки верхней стенки и четыре угловые точки нижней стенки, имеет трапецеидальную форму, причем горизонтальная верхняя стенка нависает над одной панелью боковых стенок.
В предпочтительном варианте осуществления данного изобретения проем для соломинки, выливной пробки и открывающего устройства выполнен в верхней стенке рядом с нависающей боковой стенкой.
Способ изготовления упаковочного контейнера согласно данному изобретению содержит формирование трубы из рулонного упаковочного материала, имеющего линии сгиба, с помощью продольной сварки, заполнение жидким продуктом упаковочного материала в виде трубы, поперечную сварку упаковочного материала в виде трубы в поперечном направлении для формирования упаковок в форме подушки, индивидуальное отрезание упаковок в форме подушки, сгибание упаковки вдоль линий сгиба для формирования верхней стенки, боковых стенок и нижней стенки и прикрепление полученных гребней и клапанов к вышеупомянутым стенкам для получения конечной формы, причем способ отличается тем, что верхняя стенка и нижняя стенка являются, по существу, горизонтальными, когда упаковочный контейнер стоит вертикально, при этом верхняя стенка и нижняя стенка имеют трапецеидальную форму и прямоугольную форму соответственно и сечение в поперечном направлении основного корпуса упаковочного контейнера, образованное в четырех линиях перегиба, которые соединяют четыре угловые точки верхней стенки и четыре угловые точки нижней стенки, имеет трапецеидальную форму и горизонтальная верхняя стенка нависает над одной панелью боковых стенок.
Согласно способу изготовления данного изобретения при заполнении жидкий продукт заполняет объем, равный постоянному объему в упаковочном контейнере конечной формы, в упаковочном материале, в то время как площадь поперечного сечения упаковочного материала в виде трубы уменьшается после поперечной сварки, постоянный объем сохраняется, и после формирования конечной формы стенка упаковочного контейнера деформируется внутрь и постоянный объем сохраняется.
ЭФФЕКТ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению вышеупомянутой конструкции показаны следующие функциональные улучшения и достигнут предпочтительный эффект.
Благодаря упаковочному контейнеру настоящего изобретения может быть создан контейнер новой формы, получаемый из упаковки в форме подушки.
Благодаря бумажному упаковочному контейнеру данного изобретения потребители могут успешно начинать выливание из нависающей части, нависающей с горизонтальной верхней стенки.
Выливное отверстие сравнительно большого диаметра, открывающее устройство и широкое выпускное устройство (выливное отверстие) могут прикрепляться к нависающей части, и потребитель может легко осуществлять налив.
Благодаря бумажному упаковочному контейнеру настоящего изобретения может быть создано новое конструктивное исполнение контейнера, и контейнер может стать привлекательным для потребителей на полке предприятия розничной торговли.
Поскольку в сечении корпус упаковки является трапецеидальным, потребители могут легко брать и захватывать контейнер, даже если потребитель является ребенком с маленькими руками.
Даже если бумажные упаковочные контейнеры расставлены рядами на низких и глубоких полках предприятия розничной торговли и потребителям трудно до них дотянуться во время похода в магазин, потребитель может взять их, удерживая за боковые стенки.
Для жидких продуктов, представленных безалкогольными напитками, такими как сок, вязких продуктов, таких как соус, кетчуп и т.д., способы открывания и способы наливания отличаются. Согласно вариантам использования выливные отверстия и открывающие устройства, такие как колпачки и соломинки и т.д., могут быть выполнены без ограничений.
Сама форма контейнера является новой, и внешний вид контейнера можно разрабатывать более свободно, и может быть выполнена печать.
Согласно особенности данного способа изготовления при заполнении и поперечной сварке, поскольку площадь поперечного сечения в трубе уменьшается и упаковка деформируется для формирования, новый многоугольный упаковочный контейнер может формироваться эффективно и без повреждений.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг. 1 показан в перспективе схематичный вид первого примера упаковочного контейнера согласно данному изобретению.
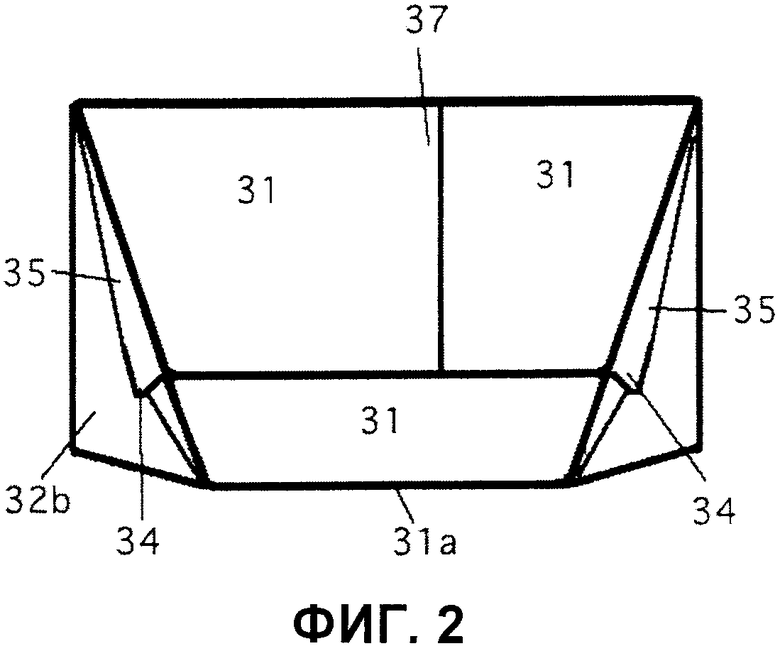
На Фиг. 2 показан вид сверху контейнера первого примера.
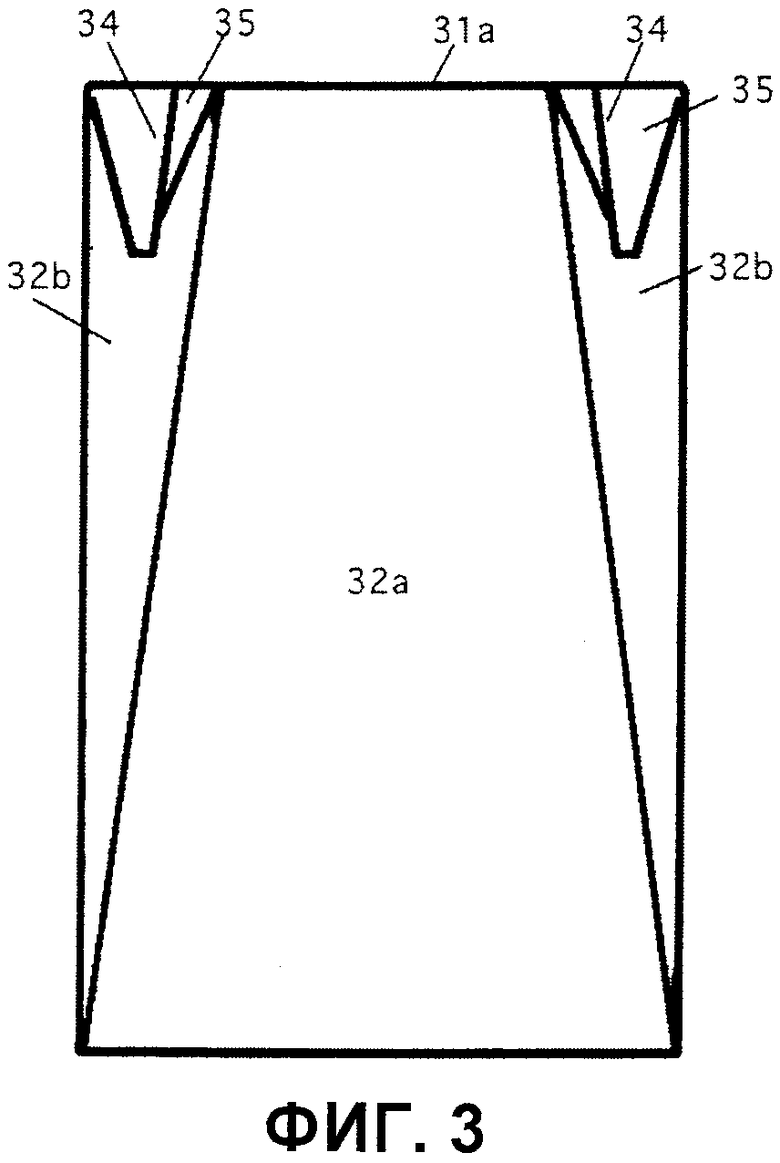
На Фиг. 3 показан вид спереди контейнера первого примера.
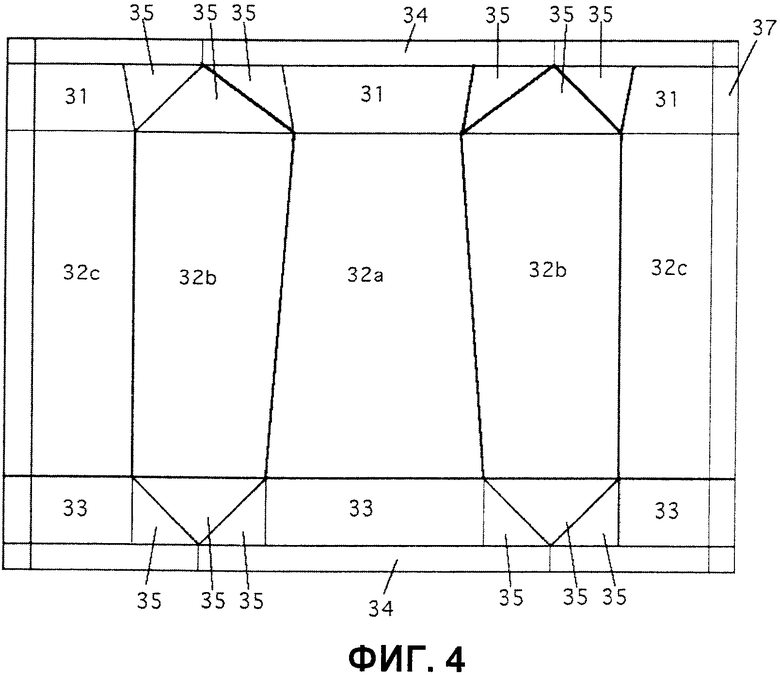
На Фиг. 4 показана развертка одного контейнера первого примера.
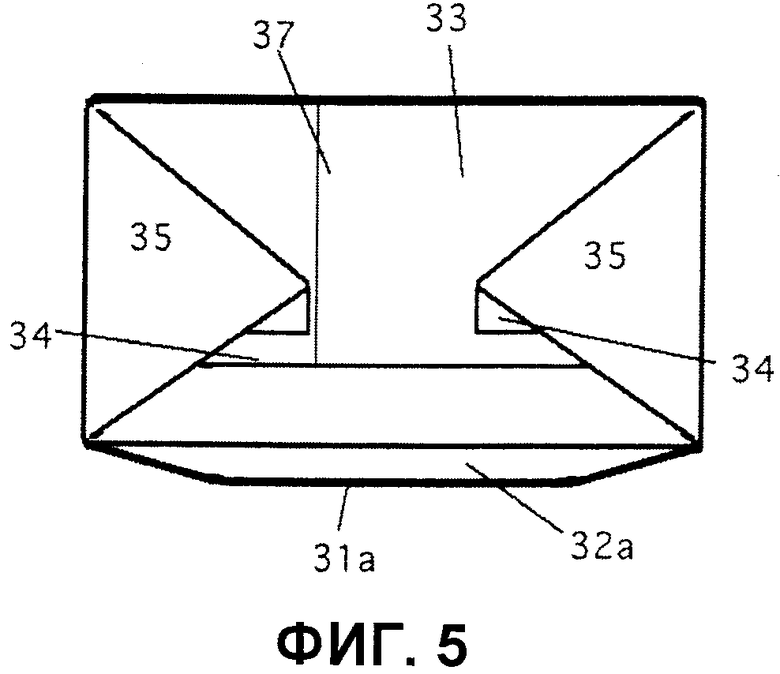
На Фиг. 5 показан вид снизу контейнера первого примера.
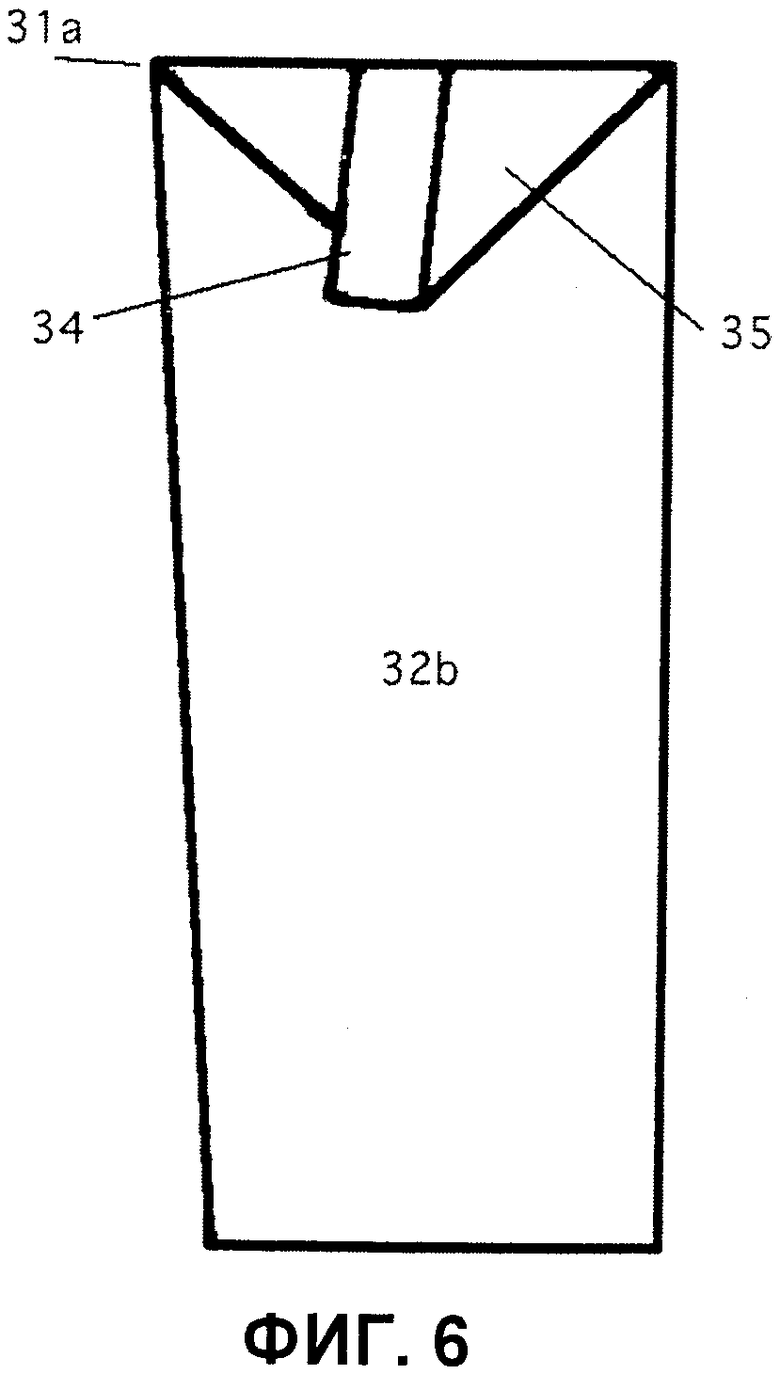
На Фиг. 6 показан вид сбоку контейнера первого примера.
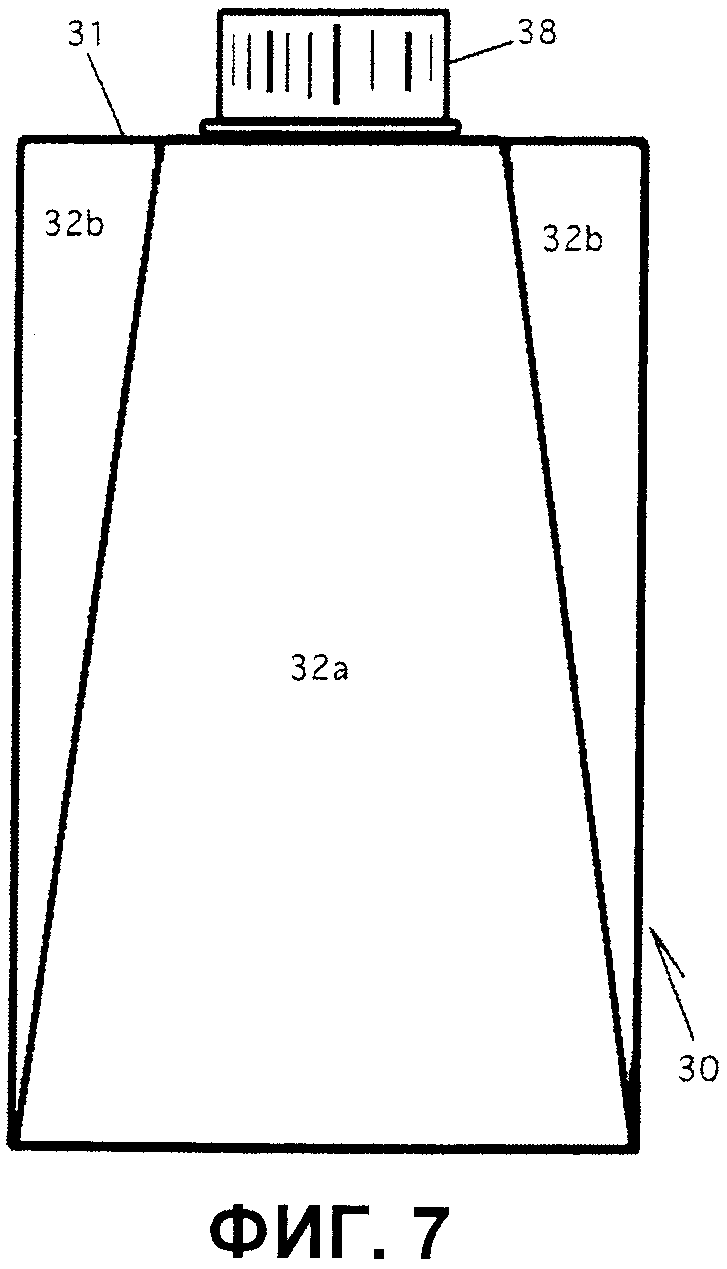
На Фиг. 7 показан вид спереди контейнера второго примера.
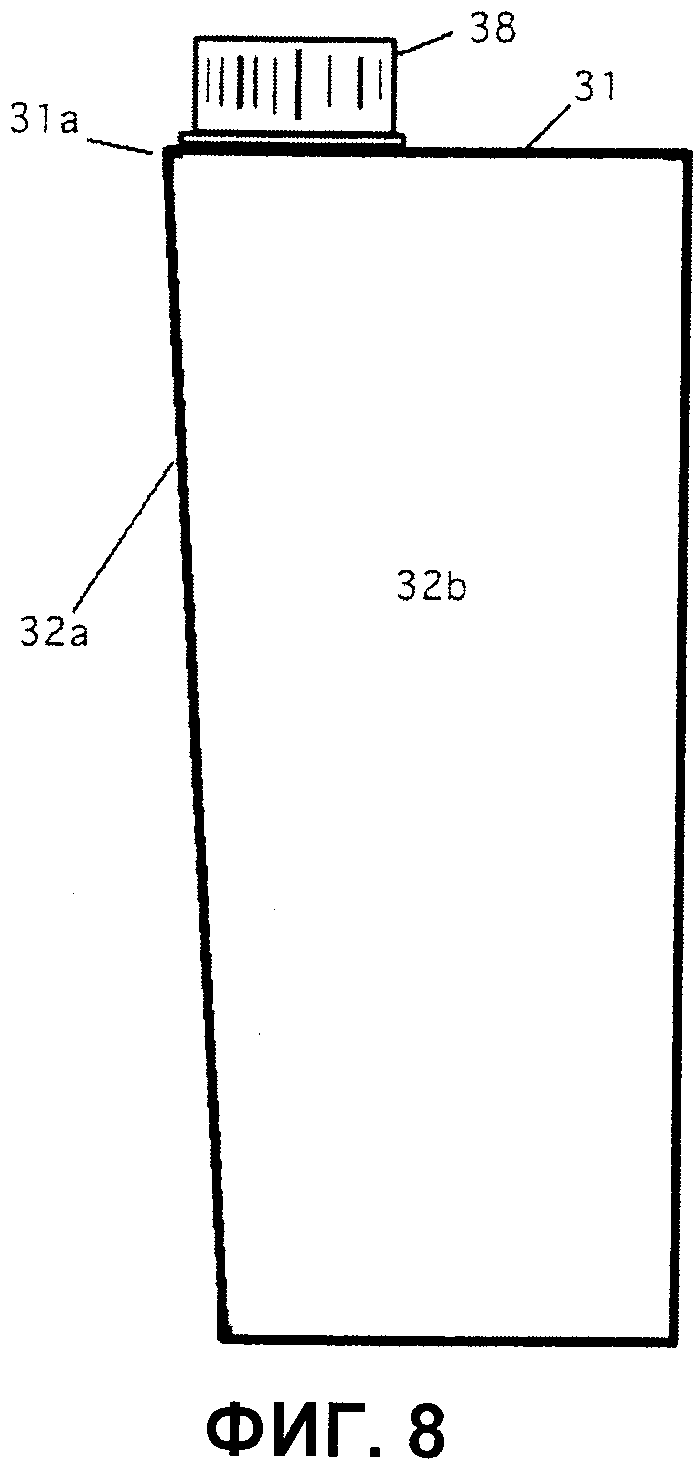
На Фиг. 8 показан вид сбоку и вид спереди контейнера третьего примера.
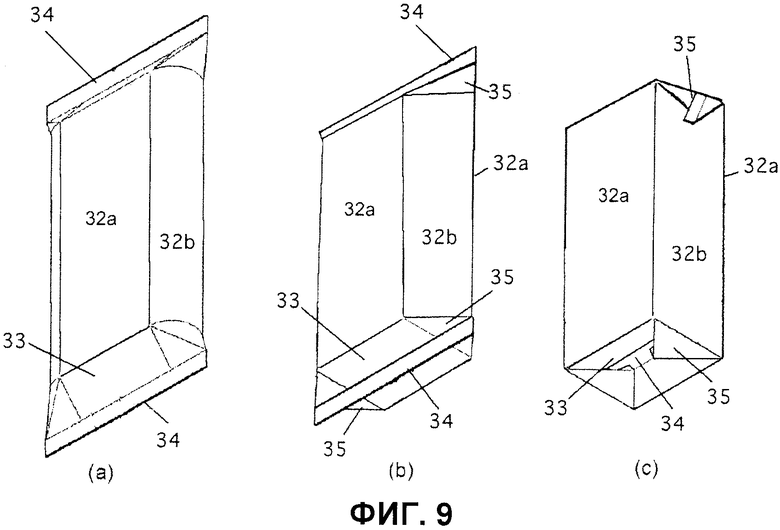
На Фиг. 9 на виде в перспективе показаны этапы преобразования контейнера первого примера из упаковки в форме подушки.
На Фиг. 10 показан в перспективе упаковочный контейнер в виде брикета.
На Фиг. 11 показана развертка упаковочного контейнера в виде брикета.
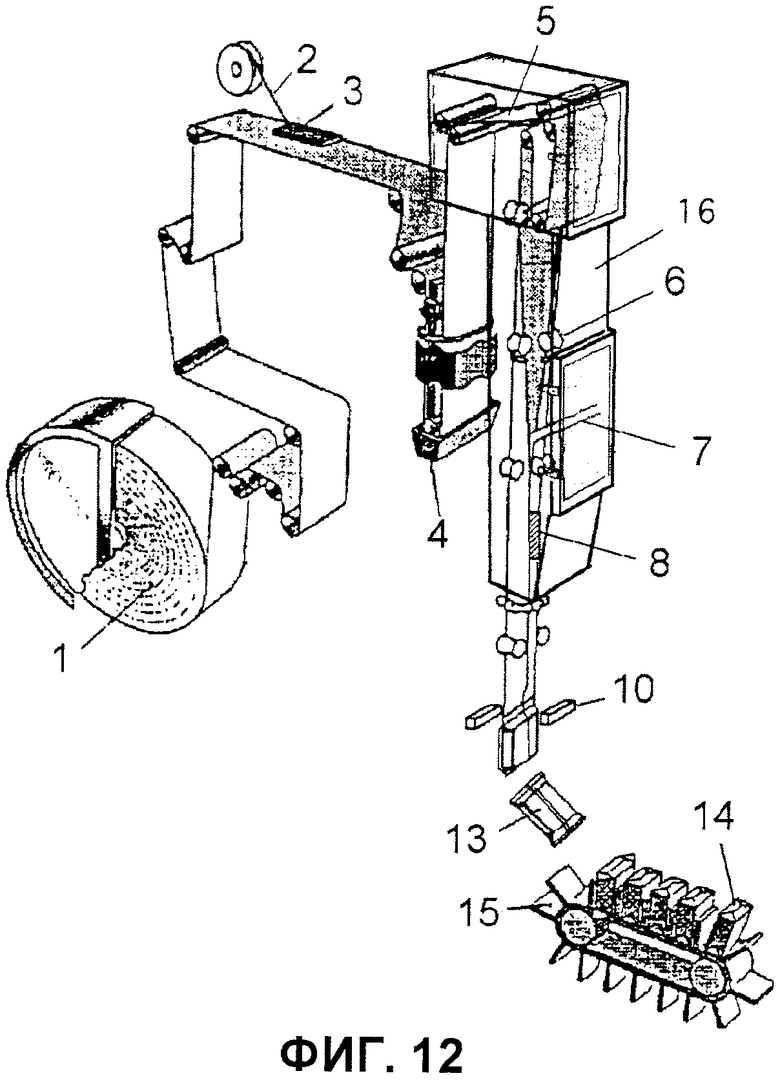
На Фиг. 12 схематично показана машина заполнения упаковок, которую можно использовать в способе изготовления упаковочного контейнера согласно данному изобретению.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1 упаковочный материал
30 упаковочный контейнер
31 верхняя стенка
32 боковая стенка
33 нижняя стенка
34 гребень
35 клапан
ЛУЧШИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Предпочтительные варианты осуществления настоящего изобретения описаны подробно ниже и показаны на прилагаемых чертежах.
Пример машины заполнения упаковок, показанный на Фиг. 12, поясняет данный вариант. В данном примере машины рулонный упаковочный слоистый материал 1, имеющий линии сгиба, подается в машину заполнения упаковок в виде рулона. Упаковочный слоистый материал 1 является гибким ламинатом, в котором имеется бумажная основа и пленки из полиэтиленовой смолы, уложенные слоями с двух сторон бумажной основы, проводящие слои, такие как алюминиевая фольга, выполнены между бумажной основой и пленкой, и печать на внешней поверхности заранее выполнена на соответствующем участке на поверхности упаковочного контейнера.
Подаваемый средством транспортировки упаковочный слоистый материал 1 непрерывно перемещается и используется для заполнения упаковки.
Упаковочный слоистый материал 1 подается на устройство 3 нанесения полоски, и полоска наносится вдоль одной кромки упаковочного слоистого материала 1 устройством нанесения полоски.
Упаковочный слоистый материал 1 подается в стерилизационную ванну 4 и стерилизуется стерилизационной жидкостью, такой как перекись водорода, в стерилизационной ванне 4. Упаковочный слоистый материал 1 подается в стерильную камеру 16 после подачи на воздушный шабер для сушки воздухом. Упаковочный слоистый материал 1 постепенно деформируется формирующими кольцами 6 и формируется в трубу.
Оба участка кромок трубы из упаковочного слоистого материала прессуются и продольно свариваются с указанной полоской устройством 8 продольной сварки. Текучий пищевой продукт, подаваемый по заполняющей трубе 7, заливается в сформированный в трубу упаковочный слоистый материал 1.
Сформированный в трубу упаковочный слоистый материал направляется роликами, и сваривается в поперечном направлении устройством 10 поперечной сварки, и сваренный в поперечном направлении упаковочный слоистый материал отрезается ножом и т.п., и образуется упаковка 13 в форме подушки.
Упаковка 13 в форме подушки формируется устройством 15 сгибания в конечную форму для получения конечной формы, и получается упаковочный контейнер 14 с текучим пищевым продуктом.
Первый пример упаковочного контейнера согласно данному изобретению показан в перспективе в схематичном виде на Фиг. 1, на виде сверху на Фиг. 2, на виде спереди на Фиг. 3, в виде развертки на Фиг. 4, на виде снизу на Фиг. 5 и на виде сбоку на Фиг. 6.
Упаковочный контейнер 30 первого примера является упаковочным контейнером, полученным формированием до конечной формы, который имеет верхнюю стенку 31, боковые стенки 32а, 32b и 32с и нижнюю стенку 33, которые формируются сгибанием вдоль линий сгиба, и в упаковочном контейнере гребни 34 и клапаны 35, образованные в процессе сгибания, прикрепляются к вышеупомянутой боковой стенке 32b.
Как показано на виде спереди на Фиг. 3 и виде сбоку на Фиг. 6, верхняя стенка 31 и нижняя стенка 33 являются, по существу, горизонтальными, когда упаковочный контейнер 30 стоит вертикально. Поскольку нижняя стенка 33 является горизонтальной, упаковочный контейнер может стоять устойчиво.
Как показано в перспективе в схематичном виде на Фиг. 1, на виде сверху на Фиг. 2 и виде снизу на Фиг. 5, верхняя стенка 31 и нижняя стенка 33 имеют трапецеидальную форму и прямоугольную форму соответственно.
Как показано в перспективе в схематичном виде на Фиг. 1, сечение в поперечном направлении основного корпуса упаковочного контейнера, образованного в четырех линиях сгиба, которые соединяют четыре угловые точки верхней стенки 31 и четыре угловые точки нижней стенки 33, является трапецеидальным сечением. Хотя он является простым, его можно считать новым и новаторским внешним видом контейнера.
Как показано в перспективе в схематичном виде на Фиг. 1 и на виде сбоку на Фиг. 6, горизонтальная верхняя стенка 31 имеет нависающую часть (31а) в направлении передней части боковых стенок. Когда потребитель начинает выливать жидкий продукт из контейнера, такая нависающая часть дает возможность потребителю удобно выливать жидкость, не проливая ее.
В варианте осуществления первого примера, хотя вид сзади не показан, упаковочный контейнер имеет продольный сварной шов 37 на стороне задней боковой стенки 32с.
Верхний гребень 34 поперечного участка сварки сгибается к задней стороне (стороне задней стенки), и две согнутые детали 35 (клапаны) сгибаются и прикрепляются к поверхности панели 32b боковой стенки, как показано.
С другой стороны, нижний гребень 34 сгибается к передней стороне (стороне передней стенки) и, как показано на виде снизу на Фиг. 5, две согнутые детали 35 (клапаны) сгибаются и прикрепляются к поверхности панели нижней стенки 33.
В данном варианте осуществления легко открывающийся участок для выливного отверстия или соломинки (не показано) выполняется на верхней стенке 31.
Рулонный упаковочный материал с линиями сгиба образуется непрерывно, и часть рулонного материала для одного контейнера показана на Фиг. 4. Упаковочный материал содержит участки 37 сварки для продольных сварных швов, которые выполняются на кромках в продольном направлении рулонного упаковочного материала, участки 34 и 34 для поперечной сварки, созданные сверху и снизу смежных участков в поперечном направлении упаковочного материала в виде трубы, панели 32а, 32b, 32b, 32с и 32с боковых стенок для образования стенок контейнера, панели 31, 31 и 31 для образования верхней стенки контейнера, панели 33, 33 и 33 для образования нижней стенки контейнера, 12 панелей 35 для образования клапанов (согнутых деталей), которые сгибаются и привариваются на боковых стенках, и линии сгиба, образованные на границах между панелями.
В данном варианте осуществления ширина панели 31 верхней стенки рядом с панелью 32а боковой стенки меньше ширины панели 33 нижней стенки рядом с панелью 32а боковой стенки, так что верхняя стенка 31 может приобретать трапецеидальную форму.
С другой стороны, ширина панели 35, которая образует клапан (согнутую деталь) рядом с верхней стенкой (рядом с панелью 32b боковой стенки), больше ширины панели 35 рядом с нижней стенкой (рядом с панелью 32b боковой стенки).
Панели 35, 35 и 35, которые образуют верхний клапан, являются треугольными соответственно, и объединенные три панели занимают блок, окруженный смежными панелью 32b боковой стенки, панелями 31 и 31 верхней стенки и гребнем (поперечный участок сварки) 34.
Панели 35, 35 и 35, которые образуют нижний клапан, являются треугольными, соответственно, и объединенные три панели занимают блок, окруженный смежными панелью 32b боковой стенки, панелями 33 и 33 нижней стенки и гребнем (поперечный участок сварки) 34.
В предпочтительном варианте осуществления данного изобретения со ссылкой на Фиг. 7 и Фиг. 8 описан и показан второй пример упаковочного контейнера, снабженного выливным отверстием большого диаметра на верхней стенке.
На Фиг. 7 и Фиг. 8 показан пример контейнера с прикрепленным винтовым колпачком 38. Упаковочный контейнер 30 имеет в данном варианте осуществления верхнюю стенку 31, боковые стенки 32а, 32b, 32b и 32с и нижнюю стенку 33, согнутые и сформированные вдоль линий сгиба в клапан 35 и гребень 34, образованные в процессе сгибания, причем верхние клапаны и гребень прикрепляются к верхней стенке 31 и нижние клапаны и гребень прикрепляются к нижней стенке 33. Способ, которым колпачок 38 прикрепляется к верхней стенке 31, показан на Фиг. 7 и Фиг. 8.
Как показано на виде спереди на Фиг. 7 и виде сбоку на Фиг. 8, верхняя стенка 31 и нижняя стенка 33 являются, по существу, горизонтальными, когда упаковочный контейнер 30 стоит вертикально.
Сечение в поперечном направлении основного корпуса упаковочного контейнера, образованное в линиях перегиба, которые соединяют угловые точки верхней стенки 31 и угловые точки нижней стенки 33, является трапецеидальным.
Как показано на виде спереди на Фиг. 7, контейнер прост и имеет новый и новаторский внешний вид.
Как показано на виде сбоку на Фиг. 8, горизонтальная верхняя стенка 31 имеет нависающую часть 31а к одной панели боковых стенок. Нависающая часть 31а обеспечивает потребителям возможность выливать жидкость, не проливая ее.
В варианте осуществления винтовой колпачок 38 большого диаметра прикрепляется к одной кромке верхней стенки 31. С помощью выливного отверстия большого диаметра жидкость проще наливать. Потребителям удобно начинать наливание от нависающей части, образованной нависанием от горизонтальной верхней стенки.
С нависающей частью, имеющей в сечении трапецеидальную форму, потребителю удобно брать и захватывать контейнер, даже если потребителем является ребенок с маленькой рукой.
Даже если бумажные упаковочные контейнеры расставлены рядами на низких и глубоких полках предприятия розничной торговли и потребителям трудно достать их во время похода за покупками, потребители могут брать их, захватывая за обе боковые стенки.
На Фиг. 9 конкретно показаны этапы примера способа формирования упаковки 13 в форме подушки в упаковочный контейнер 30 первого примера. На этапе (а) формирования, показанном на Фиг. 9, как показано на Фиг. 12, получают подготовленную упаковку 13 в форме подушки с заполнением жидкими продуктами упаковочного слоистого материала 1 в виде трубы, поперечной сваркой и резкой и предварительным сгибанием вдоль линий сгиба.
При заполнении на этапе подготовки площадь поперечного сечения упаковочного материала в виде трубы уменьшается. Заполнение жидким продуктом производится в объеме, равном постоянному объему в упаковочном контейнере конечной формы в упаковочном материале. Конкретно, форма сечения трубы включает в себя форму эллипса, форму тыквы, приблизительно ромбовидную деталь и т.п.
Вышеупомянутый постоянный объем сохраняется и осуществляется сварка поперечного уплотнения шва.
На этапе (b) формирования боковые стенки рядом с боковой стенкой 32b вдавливаются внутрь, так что оба конца верхнего и нижнего поперечных участков сварки (гребни) 34 могут выступать стороне боковой стенки 32b.
На этапе (с) формирования верхние и нижние поперечные участки сварки (гребни) 34 сгибаются рядом с передней стенкой 32а, две верхние согнутые детали 35 (клапаны) формируются и прикрепляются к поверхности панели 32b боковой стенки и две нижние согнутые детали 35 (клапаны) формируются и прикрепляются к поверхности нижней стенки 33.
На вышеупомянутых этапах формирования стенки упаковочного контейнера деформируются внутри и поддерживается постоянный объем. Например, поверхность боковых стенок 32с и/или 32а с площадью широких стенок контейнера вдавливается и формируется и поддерживается полость.
Поскольку упаковочный материал обладает гибкостью, упаковочный контейнер можно эффективно формировать без каких-либо повреждений и дефектов.
Настоящее изобретение не ограничено вариантом осуществления, и возможны другие варианты деформации на основе задачи настоящего изобретения, и при этом они не исключаются из объема настоящего изобретения.
Промышленная применимость
Данное изобретение является применимым для изготовления упаковки с заполнением жидким пищевым продуктом.
Устройство относится к упаковочным контейнерам. Верхняя стенка и нижняя стенка контейнера имеют трапецеидальную и прямоугольную форму соответственно; сечение в поперечном направлении основного корпуса упаковочного контейнера, образованное четырьмя линиями перегиба, которые соединяют четыре угловые точки верхней стенки и четыре угловые точки нижней стенки, является трапецеидальным и горизонтальная верхняя стенка нависает над передней боковой стенкой. Благодаря получаемой форме контейнера обеспечивается удобство при эксплуатации, при этом также снижается возможность проливания содержимого контейнера. 2 н. и 1 з.п. ф-лы, 12 ил.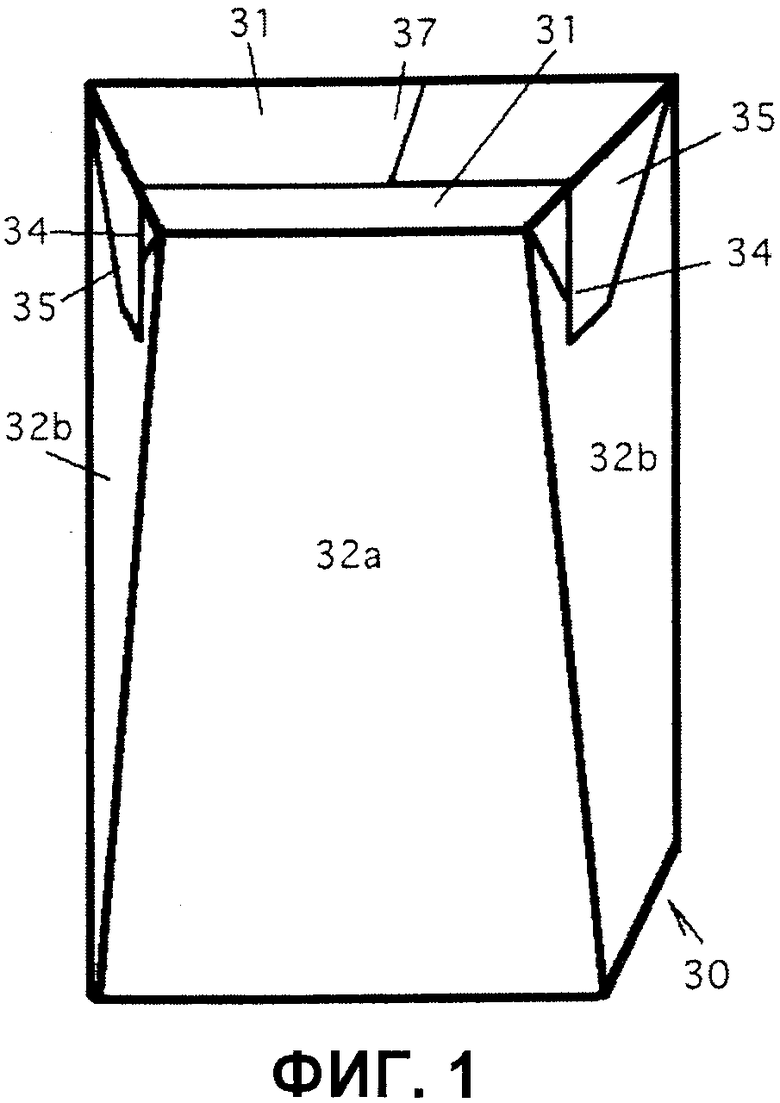
1. Упаковочный контейнер, который получают формированием трубы продольной сваркой рулонного упаковочного материала, имеющего линии сгиба, заполнением упаковочного материала в виде трубы, поперечной сваркой в поперечном направлении упаковочного материала в виде трубы, формированием упаковок в форме подушки, индивидуальным отрезанием упаковок в форме подушки, сгибанием вдоль линий сгиба для формирования верхней стенки, боковых стенок и нижней стенки и прикреплением гребней и клапанов, образованных на вышеупомянутых стенках, для получения конечной формы,
отличающийся тем, что
верхняя стенка и нижняя стенка являются, по существу, горизонтальными, когда упаковочный контейнер стоит вертикально, при этом верхняя стенка и нижняя стенка имеют трапецеидальную форму и прямоугольную форму соответственно и сечение в поперечном направлении основного корпуса упаковочного контейнера, образованное в четырех линиях перегиба, которые соединяют четыре угловые точки верхней стенки и четыре угловые точки нижней стенки, имеет трапецеидальную форму, причем горизонтальная верхняя стенка нависает над передней боковой стенкой.
2. Упаковочный контейнер по п. 1, в котором проем для соломинки, выливной пробки и открывающего устройства выполнен на верхней стенке рядом с нависающей боковой стенкой.
3. Способ изготовления упаковочного контейнера, содержащий формирование из рулонного упаковочного материала, имеющего линии сгиба, трубы с помощью продольной сварки, заполнение жидким продуктом упаковочного материала в виде трубы, сварку упаковочного материала в виде трубы в поперечном направлении для формирования упаковок в форме подушки, индивидуальное отрезание упаковок в форме подушки, сгибание упаковки вдоль линий сгиба для формирования верхней стенки, боковых стенок и нижней стенки и прикрепление полученных гребней и клапанов к упомянутым стенкам для получения конечной формы,
отличающийся тем, что
верхняя стенка и нижняя стенка являются, по существу, горизонтальными, когда упаковочный контейнер стоит вертикально, при этом верхняя стенка и нижняя стенка имеют трапецеидальную и прямоугольную форму соответственно, сечение в поперечном направлении основного корпуса упаковочного контейнера, образованное в четырех линиях перегиба, которые соединяют четыре угловые точки верхней стенки и четыре угловые точки нижней стенки, имеет трапецеидальную форму и горизонтальная верхняя стенка нависает над передней боковой стенкой, причем при заполнении жидкий продукт заполняет объем, равный постоянному объему в упаковочном контейнере конечной формы в упаковочном материале, в то время как площадь поперечного сечения в упаковочном материале в виде трубы уменьшается к поперечному сварному шву, постоянный объем сохраняется при сварке и после формирования конечной формы стенка упаковочного контейнера деформируется внутрь и постоянный объем сохраняется.
| US 3145898 A, 25.08.1964 | |||
| US 6929171 B1, 16.08.2005 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| КОНТЕЙНЕР | 2003 |
|
RU2296698C2 |

