Изобретение относится к области металлургии, в частности к разработке конструкционной экономнолегированной стали, предназначенной для изготовления сортовой заготовки с двухфазной ферритомартенситной структурой, используемой при холодной высадке высокопрочных крепежных деталей без завершающего термоупрочнения.
Известна конструкционная сталь, содержащая, мас.%: углерод 0,06-0,30%, кремний 0,17-1,0%, марганец 0,8-2,0%, ванадий 0,01-0,25%, азот 0,005-0,040%, бор 0,001-0,008%, алюминий 0,005-0,10%, титан 0,005-0,015%, остальное железо [1]. Недостатком данной стали являются низкая технологичность, недостаточная прокаливаемость, широкие границы содержания элементов, что не позволяет обеспечить стабильность свойств стали.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой стали является сталь, содержащая к предлагаемой стали является сталь, содержащая, мас.%: углерод 0,18-0,24%, кремний 0,17-0,37%, марганец 0,90-1,30%, бор 0,0005-0,0050%, азот 0,005-0,015%, ванадий 0,01-0,08%, алюминий 0,02-0,06%, титан 0,01-0,04%, остальное железо, при следующем соотношении элементов  и
и  [2]. Недостатками известной стали являются завышенное содержание углерода, марганца и кремния, что не позволит получить требуемый комплекс потребительских свойств при деформационном упрочнении в процессе высадки высокопрочных стержневых крепежных деталей.
[2]. Недостатками известной стали являются завышенное содержание углерода, марганца и кремния, что не позволит получить требуемый комплекс потребительских свойств при деформационном упрочнении в процессе высадки высокопрочных стержневых крепежных деталей.
Задачей изобретения является повышение характеристик прокаливаемости при заданном комплексе потребительских свойств и обеспечение сквозной прокаливаемости термоулучшенной металлопродукции диаметром до 20 мм.
Поставленная задача достигается тем, что предлагаемая сталь, содержащая углерод, марганец, кремний, ванадий, титан, азот, алюминий, бор, остальное железо, дополнительно содержит серу, кальций, при следующем соотношении компонентов, мас.%:
Углерод 0,06-0,11
Марганец 0,30-0,9
Кремний 0,01-0,15
Бор 0,0005-0,0050
Ванадий 0,005-0,08%
Алюминий 0,02-0,06%
Титан 0,01-0,04%
Сера 0,005-0,020
Азот 0,005-0,015
Кальций 0,001-0,010%
Причем
Примеси: фосфор до 0,025%, никель до 0,20%, медь до 0,20%.
Приведенные сочетания легирующих элементов позволяют получить в предлагаемой стали (пруток диаметром до 20 мм) после закалки с использованием нагрева токами высокой чистоты и спрейерного охлаждения водой равномерно расположенной двухфазной ферритомартенситной структуры, предназначенной для получения методом холодной объемной штамповки высокопрочных стержневых крепежных деталей, обеспечивающих гарантированный уровень свойств без проведения завершающей операции термоупрочнения.
Углерод и карбонитридообразующие элементы вводятся в композицию данной стали с целью обеспечения мелкодисперсной зеренной структуры, что позволит повысить как уровень ее прочности, так и обеспечить заданный уровень пластичности. При этом ванадий управляет процессами в аустенитной области (определяет склонность к росту зерна аустенита (до 950°С), стабилизирует структуру при термомеханической обработке, повышает температуру рекристаллизации и, как следствие, влияет на характер γ-α-превращения. Ванадий способствует также упрочнению стали при термообработке. Верхняя граница содержания углерода (0,11%), ванадия (0,08%) обусловлена необходимостью обеспечения требуемого уровня пластичности стали, а нижняя - соответственно 0,06%, 0,005% - обеспечением требуемого уровня прочности данной стали.
Марганец используется, с одной стороны, как упрочнитель твердого раствора, с другой стороны, как элемент существенно повышающий устойчивость переохлажденного аустенита и увеличивающий прокаливаемость стали. При этом верхний уровень содержания марганца - 0,90% - определяется необходимостью обеспечения требуемого уровня пластичности стали, а нижний - 0,30%, - необходимостью обеспечить требуемый уровень прочности и прокаливаемости стали.
Кремний относится к ферритообразующим элементам. Нижний предел по кремнию - 0,01% - обусловлен технологией раскисления стали. Содержание кремния выше 0,15% неблагоприятно скажется на характеристиках пластичности стали.
Бор способствует резкому увеличению прокаливаемости стали. Верхний предел содержания бора определяется соображениями пластичности стали, а нижний - необходимостью обеспечения требуемого уровня прокаливаемости.
Алюминий и титан используются в качестве раскислителей и обеспечивают защиту бора от связывания в нитриды, что способствует резкому повышению прокаливаемости стали. Так нижний уровень содержания данных элементов (0,02 и 0,01 соответственно) определяется требованием обеспечения прокаливаемости стали, а верхний уровень (0,06 и 0,04) - требованием обеспечения заданного уровня пластичности стали.
Азот, элемент участвующий в образовании карбонитридов, при этом нижний уровень его содержания (0,005%), определяется требованием обеспечения заданного уровня прочности, а верхний уровень (0,015%), - требованием обеспечения заданного уровня пластичности и прокаливаемости.
Кальций - элемент, модифицирующий неметаллические включения. Верхний предел, как и в случае серы, обусловлен необходимостью получения заданного уровня пластичности и вязкости стали, а нижний предел - вопросами технологичности производства.
Сера определяет уровень пластичности стали. Верхний предел обусловлен необходимостью получения заданного уровня пластичности и вязкости стали, а нижний предел - вопросами технологичности производства.
Для обеспечения полного связывания азота в нитриды типа TiN и AlN в результате протекания реакций
[Ti]+[N]=TiN
[Al]+[N]=AlN
требуется выполнение следующего соотношения элементов, в противном случае не обеспечивается защита бора от связывания его в нитриды и резко снижаются характеристики прокаливаемости стали.
Соотношение  определяет условия сохранения в стали более 50% эффективного бора что обеспечивает заданные характеристики прокаливаемости стали.
определяет условия сохранения в стали более 50% эффективного бора что обеспечивает заданные характеристики прокаливаемости стали.
Соотношение Mn+5,0хC≥0,08, с одной стороны, определяет условия, обеспечивающие заданный уровень прочности стали, с другой стороны, определяет уровень базового легирования, обеспечивающего минимальный уровень прокаливаемости стали.
Соотношение  , с одной стороны, определяет условия, обеспечивающие заданный уровень вязкости стали, так как кальций модифицирует неметаллические включения, с другой стороны, определяет уровень содержания кальция, необходимый для частичного связывания кислорода, что позволяет высвободить дополнительное количество алюминия и обеспечивает дополнительную защиту бора от связывания в нитриды.
, с одной стороны, определяет условия, обеспечивающие заданный уровень вязкости стали, так как кальций модифицирует неметаллические включения, с другой стороны, определяет уровень содержания кальция, необходимый для частичного связывания кислорода, что позволяет высвободить дополнительное количество алюминия и обеспечивает дополнительную защиту бора от связывания в нитриды.
Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемый состав отличается от известного введением новых компонентов - серы и кальция, а также соотношениями  , Mn+5,0хC≥0,08,
, Mn+5,0хC≥0,08,  .
.
Таким образом, заявляемое техническое решение соответствует критерию "новизна".
Анализ патентной и научно-технической информации не выявил решений, имеющих аналогичную совокупность признаков, которой достигался бы сходный эффект - повышение характеристик прокаливаемости стали.
Следовательно, заявляемая совокупность признаков соответствует критерию "существенные отличия".
Ниже даны примеры осуществления предлагаемого изобретения, не исключая других в объеме формулы изобретения.
В экспериментальных условиях в 60-килограммовой открытой индукционной печи выплавлено 10 плавок опытных сталей, химический состав которых приведен в таблице 1. Сталь разливали на 3 слитка весом по 17 кг, которые далее ковали на сутунку сечением 70×70 мм. Затем сутунки прокатывали на лист толщиной 14 мм. Из листа изготавливали заготовки образцов диаметром ⊘14 мм, которые в дальнейшем прошли термическую обработку на автоматизированном комплексе с нагревом токами высокой частоты до температуры 760°С и спрейерным охлаждением водой. Толщина заготовок и режимы охлаждения при закалке обеспечивали сквозную прокаливаемость заготовок. Далее заготовки прошли калибровку по дробной схеме с суммарной степенью деформации 40%.
Механические характеристики определяли на тангенциальных образцах. Испытания на растяжение при комнатной температуре проводили на образцах тип I, ГОСТ 1497-84 на испытательной машине "INSTRON-1185" с тензометрической регистрацией деформации. Скорость нагружения образца 5 мм/мин. Определяли характеристики прочности σb и σ0,2 и пластичности - δ и ϕ.
Средние значения характеристик подсчитывали по результатам испытаний не менее трех образцов на точку. Значимость различий средних значений анализируемых величин оценивали с использованием критерия Стъюдента, вычисляемого следующим образом:
где M1 и М2 средние значения сравниваемых величин; S - критическое значение критерия Стъюдента при уровне значимости 0,95 и числе степеней свободы α.
- критическое значение критерия Стъюдента при уровне значимости 0,95 и числе степеней свободы α.
Определение характеристик прокаливаемости (критический диаметр D50) проводили методом торцевой закалки цилиндрических образцов диаметром 25,0 мм и длиной 100 мм с заплечиками согласно ГОСТ 5657. Перед изготовлением образца заготовки прошли термическую обработку в камерных печах по следующему режиму: нормализация, 950°С, 1 час, воздух. Испытывали по два образца на плавку. Закалка образцов проводилась струей воды в специальной установке. В связи с необходимостью предотвращения окисления и обезуглероживания торца образца, непосредственно соприкасающегося со струей воды при закалке, нагрев образцов в камерных печах (без защитной атмосферы) проводили в специальных стаканах. Торец образца ставился на специальную графитовую пластину. Образец нагревался в камерной печи до температуры 950°С. Продолжительность прогрева образца до температуры закалки составляла 30÷50 минут. Отклонение от заданной температуры закалки не превышало ±5°С. Выдержка образца при температуре закалки после нагрева составляла 30 мин. Время с момента извлечения образца из печи до начала охлаждения не превышало 5 с. Образец находился под струей воды до полного охлаждения (порядка 15÷20 мин). Температура охлаждающей воды составляла 20±5°С.
Для замера твердости по всей длине закаленного образца сошлифовывались две диаметрально противоположные площадки на глубину 0,5±0,1 мм. Площадки сошлифовывались при обильном охлаждении водой. Шероховатость поверхности площадок была не грубее 7-го класса чистоты по ГОСТ 2789. Не допускались прижоги, вызывающие структурные изменения металла. Для построения кривой прокаливаемости стали замер твердости начинали на расстоянии 1,5 мм от закаленного торца в осевом направлении. Первые 16 замеров от торца образца производили с интервалом 1,5 мм, а затем через 3 мм. Если на определенном расстоянии от торца образца твердость не меняется, то измерения производили через один интервал, а затем прекращали испытания. С целью обеспечения точной фиксации мест измерения твердости было специально сконструировано и изготовлено приспособление. В случае необходимости повторного измерения твердости на площадке, на которой были сделаны замеры, площадку перешлифовывали. Глубина съема металла при повторной шлифовке составляла 0,1-5÷0,2 мм. Твердость определяли по Роквеллу (HRC) в соответствии с требованиями ГОСТ 9013. Для каждой пары точек, находящихся на одинаковом расстоянии от торца образца на двух противоположных площадках, подсчитывали среднее арифметическое значение твердости.
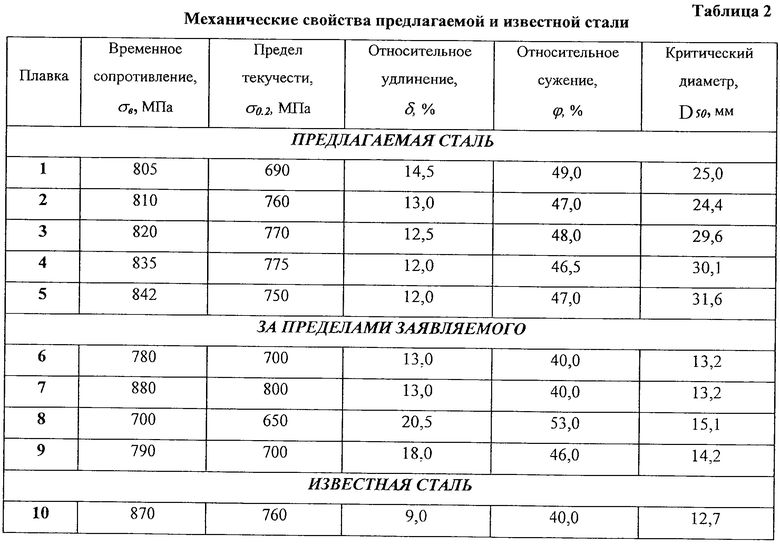
Механические свойства представлены в таблице 2.
Как видно из таблицы 2, предлагаемая сталь по сравнению с известной имеет более высокие характеристики прокаливаемости.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Авторское свидетельство СССР № 601321, С 22 С 38/12, 06.02.1976 г.
2. Патент РФ № 2127769, С 22 С 38/14, 20.03.1999 г. (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИОННАЯ СТАЛЬ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ | 2003 |
|
RU2237105C1 |
| ТЕРМОУПРОЧНЯЕМАЯ СТАЛЬ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2002 |
|
RU2225894C1 |
| Высокопластичная конструкционная сталь повышенной прокаливаемости для холодной объемной штамповки | 2002 |
|
RU2224814C1 |
| СТАЛЬ КОНСТРУКЦИОННАЯ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ | 2003 |
|
RU2237104C1 |
| СТАЛЬ КОНСТРУКЦИОННАЯ | 1998 |
|
RU2127769C1 |
| СОРТОВОЙ ПРОКАТ, КРУГЛЫЙ, ИЗ МИКРОЛЕГИРОВАННОЙ ВЫСОКОПЛАСТИЧНОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2249627C1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ | 2003 |
|
RU2237099C1 |
| СОРТОВОЙ ПРОКАТ ИЗ СРЕДНЕУГЛЕРОДИСТОЙ БОРСОДЕРЖАЩЕЙ СТАЛИ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ | 2006 |
|
RU2329309C1 |
| ВЫСОКОПРОЧНАЯ КОНСТРУКЦИОННАЯ СТАЛЬ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ | 2003 |
|
RU2237103C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ СОРТОВОГО ПРОКАТА БОРСОДЕРЖАЩЕЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2237728C1 |
Изобретение относится к металлургии, в частности к разработке конструкционной экономнолегированной стали с двухфазной ферритомартенситной структурой, используемой при холодной высадке высокопрочных стержневых крепежных деталей. Предложенная сталь содержит компоненты в следующем соотношении, мас.%: углерод 0,06-0,11; марганец 0,30-0,9; кремний 0,01-0,15; бор 0,0005-0,0050; ванадий 0,005-0,08; алюминий 0,02-0,06; титан 0,01-0,04; сера 0,005-0,020; азот 0,005-0,015; кальций 0,001-0,010. Причем: 
 ;
; 
 ;
; 
 . Техническим результатом изобретения является повышение характеристик прокаливаемости заявленной стали, что позволит обеспечить гарантированный уровень потребительских свойств и сквозную прокаливаемость металлопродукции диаметром до 20 мм. 2 табл.
. Техническим результатом изобретения является повышение характеристик прокаливаемости заявленной стали, что позволит обеспечить гарантированный уровень потребительских свойств и сквозную прокаливаемость металлопродукции диаметром до 20 мм. 2 табл.
Конструкционная сталь, содержащая углерод, марганец, кремний, ванадий, титан, азот, алюминий, бор и железо, отличающаяся тем, что она дополнительно содержит серу и кальций при следующем соотношении компонентов, мас.%
Углерод 0,06-0,11
Марганец 0,30-0,9
Кремний 0,01-0,15
Бор 0,0005-0,0050
Ванадий 0,005-0,08
Алюминий 0,02-0,06
Титан 0,01-0,04
Сера 0,005-0,020
Азот 0,005-0,015
Кальций 0,001-0,010
Железо Остальное
причем 


| СТАЛЬ КОНСТРУКЦИОННАЯ | 1998 |
|
RU2127769C1 |
| Конструкционная сталь | 1977 |
|
SU605854A1 |
| Конструкционная сталь | 1977 |
|
SU657079A1 |
| Устройство для правки листов | 1982 |
|
SU1052303A1 |

