Настоящее изобретение относится к фильтрующему устройству, используемому в качестве мундштука сигареты с фильтром для фильтрования табачного дыма из сигареты, и к способу изготовления этого фильтрующего устройства.
Фильтрующее устройство для сигареты обычно включает в себя простой цилиндрический фильтровальный элемент, который содержит фильтрующий материал, изготовленный из ацетатных волокон, и оберточную бумагу, обернутую вокруг фильтрующего материала. Оба боковых края оберточной бумаги наложены друг на друга с клеем в месте наложения между ними, образуя хлесточный шов. Кроме того, на оберточную бумагу наносят полоску клея, соединяющую оберточную бумагу с фильтрующим материалом.
Конкретнее, полоску клея наносят на оберточную бумагу по прямой в осевом направлении обыкновенного фильтровального элемента. Полоска клея и нахлесточный шов разнесены друг от друга в диаметральном направлении обычного фильтровального элемента.
Кроме того, в фильтрующих устройствах для сигарет часто используют угольный фильтровальный элемент. Угольный фильтровальный элемент содержит частицы активированного угля, распределенные по всему фильтрующему материалу из ацетатного волокна.
Угольный фильтровальный элемент этого типа не используют отдельно в качестве фильтрующего устройства для сигареты, его используют в комбинации с простым фильтровальным элементом для образования комбинированного (сдвоенного) фильтрующего устройства для сигареты.
А именно, комбинированное фильтрующее устройство содержит простой и угольный фильтровальные элементы, выровненные смежно друг другу, и формовочную бумагу, обернутую вокруг фильтровальных элементов для соединения их друг с другом. Подобно оберточной бумаге, оба боковых края формовочной бумаги образуют нахлесточный шов, а формовочная бумага и фильтровальные элементы соединены вместе полоской клея.
Независимо от того, является ли фильтровальный элемент, на который нанесена полоска клея, простым фильтровальным элементом или сдвоенным фильтровальным элементом. Полоска клея расположена по прямой в осевом направлении фильтровального элемента. Таким образом, по окружности фильтровального элемента, за исключением места, где находится полоска клея, оберточная бумага и фильтрующий материал непосредственно контактируют друг с другом. То же и в случае со сдвоенным фильтровальным элементом. Формовочная бумага и оберточная бумага просто находятся в тесном контакте друг с другом в области, отличающейся от места, где нанесена полоска клея.
Когда при курении сигареты с фильтром курильщик неоднократно сжимает пальцами фильтрующее устройство сигареты или сдавливает его зубами, то фильтрующее устройство деформируется. Эта деформация приводит к образованию зазора между оберточной бумагой и фильтрующим материалом или между формовочной бумагой и оберточной бумагой, в результате чего дым основного потока из сигареты втягивается курильщиком непосредственно через этот зазор. Следовательно, количества никотина и смолы, фактически поступающих в рот курильщика, оказываются за пределами нормативов для этой сигареты с фильтром.
Кроме того, полоску клея между оберточной бумагой и фильтрующим материалом, как и полоску клея между формовочной бумагой и оберточной бумагой наносят по линии и, таким образом, адгезионная прочность является низкой. Следовательно, во время изготовления фильтровальных элементов или сигарет с фильтром, фильтрующий материал или простой либо угольный фильтровальный элемент могут выскользнуть из оберточной бумаги фильтровального элемента или формовочной бумаги сдвоенного фильтрующего устройства.
Задачей настоящего изобретения является создание фильтрующего устройства для сигареты, посредством которого количества никотина и смолы, которые курильщик вдыхает с дымом основного потока, можно поддерживать на уровнях, соответствующих нормативам этой сигареты с фильтром, и, кроме того, предотвращается отделение фильтрующего материала или фильтровального элемента в процессе изготовления фильтровальных элементов или сигарет с фильтром, а также создание способа изготовления этого фильтрующего устройства.
Фильтрующее устройство по изобретению содержит цилиндрический фильтровальный элемент. Фильтровальный элемент включает в себя фильтрующий материал, оберточную бумагу, обернутую вокруг фильтрующего материала, и адгезивную область, расположенную между оберточной бумагой и фильтрующим материалом и соединяющую их друг с другом, при этом адгезивная область имеет участок с нанесенным клеем, непрерывно продолжающийся в направлении вокруг фильтрующего материала.
В этом фильтрующем устройстве оберточная бумага прикреплена участком с нанесенным клеем к фильтрующему материалу по всей его периферии. Таким образом, даже если фильтр неоднократно сдавливают пальцами или зубами так, что образуется зазор между оберточной бумагой и фильтрующим материалом, то такой зазор никогда не продлится в осевом направлении фильтра по всей его длине. Следовательно, когда фильтрующее устройство по изобретению используют в сигарете с фильтром, весь дым основного потока, вдыхаемый курильщиком из сигареты, является дымом, прошедшим через фильтр, при этом количества никотина и смолы, которые получает курильщик, стабильно удерживаются в пределах, соответствующих нормативам этой сигареты с фильтрующим мундштуком.
Адгезивная область может содержать несколько участков с нанесенным клеем, расположенных с интервалами (разнесенных) в осевом направлении фильтровального элемента. Конкретно, участки с нанесенным клеем могут образовывать непрерывный рисунок из петель, расположенных в продольном направлении оберточной бумаги, извилистый рисунок, продолжающийся в продольном направлении оберточной бумаги, или рисунок из полосок, расположенных с интервалами (разнесенных) в продольном направлении оберточной бумаги при виде в направлении развертывания оберточной бумаги. Независимо от того, какой рисунок имеют участки с нанесенным клеем, оберточная бумага прикрепляется к фильтрующему материалу по всей периферии фильтровального элемента таким образом, что первая соединяется со вторым с интервалами в осевом направлении фильтровального элемента. Такая адгезивная область обеспечивает высокую прочность соединения между оберточной бумагой и фильтрующим материалом, позволяя продотвратить выскальзывание фильтрующего материала из оберточной бумаги. Кроме того, ни один из вышеупомянутых рисунков не приводит к значительному снижению воздухопроницаемости оберточной бумаги.
Фильтрующий материал содержит пучок волокон, таких как ацетатные волокна, и в этом случае фильтрующий материал может содержать частицы адсорбента, такого как активированный уголь, распределенные в нем. Когда на фильтровальный элемент, содержащий частицы адсорбента, наносят вышеупомянутый рисунок из полосок клея, полоски клея предпочтительно размещают таким образом, чтобы они совпадали по меньшей мере с одним концом фильтрующего материала, и в этом случае полоски клея предотвращают выпадение частиц адсорбента из фильтровального элемента.
С другой стороны участки с нанесенным клеем могут продолжаться по всей внешней периферийной поверхности фильтрующего материала.
Когда фильтровальный элемент является простым фильтровальным элементом, фильтрующий материал которого состоит только из пучка волокон, фильтрующее устройство может дополнительно содержать цилиндрический угольный фильтровальный элемент, расположенный смежно простому фильтровальному элементу.
Угольный фильтровальный элемент содержит фильтрующий материал из пучка волокон; частицы адсорбента, распределенные по всему фильтрующему материалу; оберточную бумагу, обернутую вокруг фильтрующего материала; внутреннюю адгезивную область, обеспеченную между фильтрующим материалом и оберточной бумагой и соединяющую оберточную бумагу и фильтрующий материал друг с другом, причем внутренняя адгезивная область содержит участок с нанесенным клеем и непрерывно продолжается в окружном направлении фильтрующего материала; формовочную бумагу, обернутую вокруг простого и угольного фильтровальных элементов для соединения фильтровальных элементов друг с другом; и наружную адгезивную область, расположенную между формовочной бумагой и фильтровальными элементами, соединяющую формовочную бумагу с фильтровальными элементами, причем наружная адгезивная область имеет участок с нанесенным клеем и непрерывно продолжается в окружном направлении фильтровальных элементов.
Фильтрующее устройство такой конструкции является сдвоенным фильтром, имеющим высокую дополнительную функциональность.
Это фильтрующее устройство изготавливают способом по изобретению, предусматривающим стадии: подачи стержнеобразного фильтровального элемента и бумажного полотна к секции обертывания; непрерывного обертывания фильтровального элемента бумажным полотном, когда фильтровальный элемент и бумажное полотно проходят через секцию обертывания, с образованием фильтрующего стержня, и разрезания фильтрующего стержня на отрезки заданной длины. Стадия подачи бумажного полотна включает процесс образования адгезивной области для соединения бумажного полотна и фильтровального элемента друг с другом, а этот процесс включает нанесение клея на участок бумажного полотна перед тем, как бумажное полотно достигнет секции обертывания, причем участок с нанесенным клеем является непрерывным в направлении ширины бумажного полотна. Участок с нанесенным клеем может образовывать любой из вышеупомянутых различных рисунков. Предпочтительно, участок с нанесенным клеем продолжается по всей площади бумажного полотна, за исключением полоски нанесенного клея для соединения внахлест обоих боковых краев бумажного полотна друг с другом.
Предпочтительно, если фильтровальный элемент изготовлен из пучка волокон, стадия подачи фильтровального элемента дополнительно включает процесс распределения частиц адсорбента в пучке волокон перед тем, как пучок волокон достигнет секции обертывания. В этом случае получают фильтры, содержащие частицы адсорбента.
Кроме того, когда фильтровальный элемент представляет собой стержневой элемент, включающий отрезки простого и угольного фильтрующих материалов, расположенных с чередованием и обернутых вместе в формовочную бумагу, каждый отрезок простого фильтрующего материала имеет фильтрующий материал и оберточную бумагу, обернутую вокруг фильтрующего материала, а каждый отрезок угольного фильтрующего материала имеет фильтрующий материал, частицы активированного угля, распределенные по фильтрующему материалу, и оберточную бумагу, обернутую вокруг фильтрующего материала, при этом вышеупомянутые сдвоенные фильтрующие устройства изготавливают указанным способом.
На чертежах:
Фиг.1 - вид в перспективе, с частичным вырывом, сигареты с фильтром,
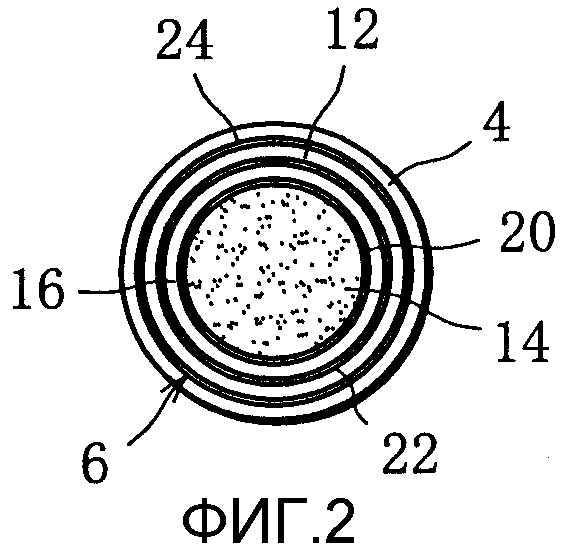
фиг.2 - вид с торца фильтрующего мундштука сигареты с фильтром по фиг.1,
фиг.3 - вид в перспективе, показывающий внутреннюю поверхность оберточной бумаги,
фиг.4 - схема установки для изготовления фильтрующего стержня,
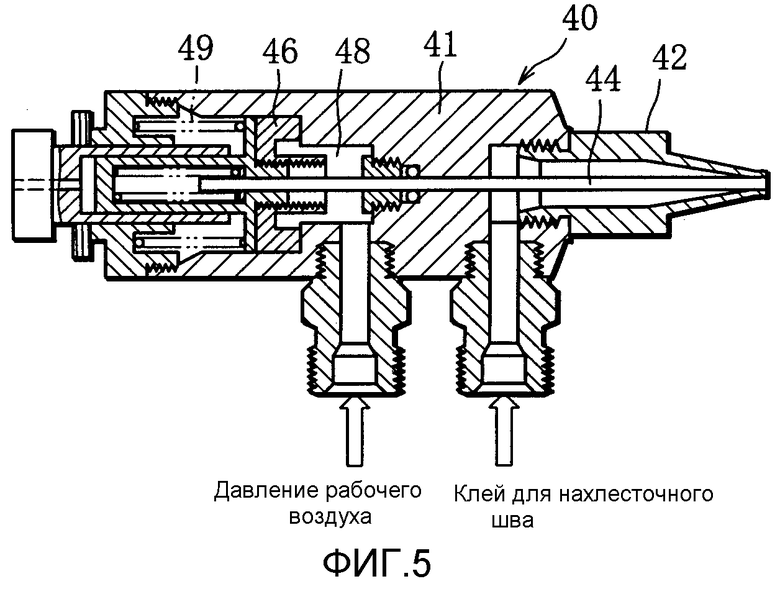
фиг.5 - вид в продольном разрезе устройства для нанесения клея (аппликатора) для нахлесточного шва,
фиг.6 - вид в продольном разрезе устройства (аппликатора) для нанесения клея адгезивной области,
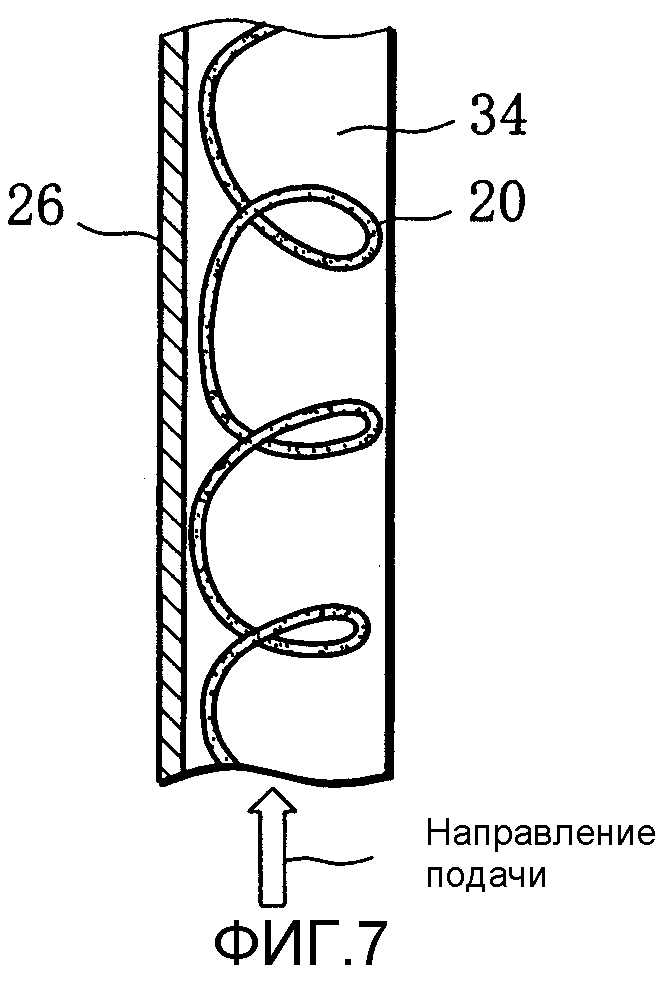
фиг.7 - вид, показывающий рисунок нанесенного клея, образованный на внутренней поверхности бумажного полотна с использованием устройства (аппликатора) по фиг.6,
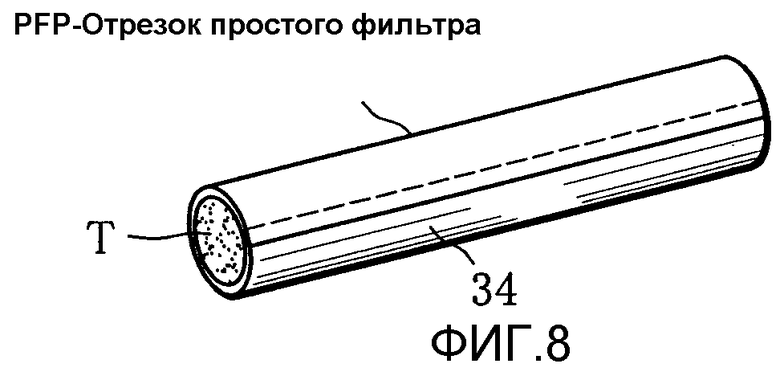
фиг.8 - вид в перспективе отрезка простого фильтрующего материала, изготовленного на установке по фиг.4,
фиг.9 - вид в перспективе отрезка угольного фильтрующего материала, изготовленного на установке, подобной установке по фиг.4,
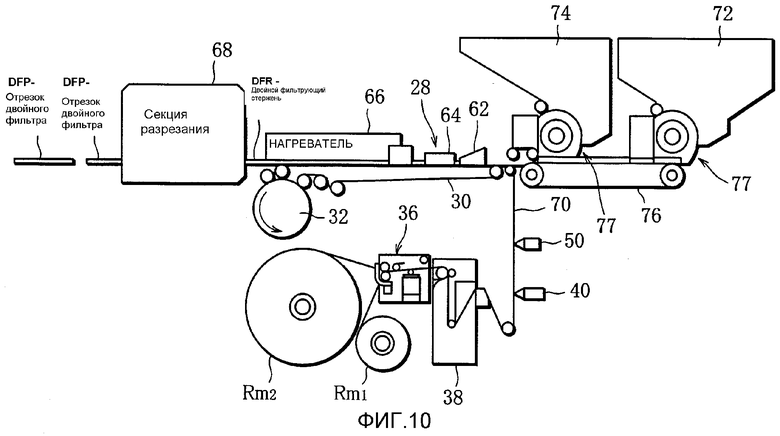
фиг.10 - схема установки для изготовления отрезка двойного фильтрующего материала,
фиг.11 - схема, показывающая производство на установке по фиг.10 ряда сдвоенных простых и сдвоенных угольных элементов,
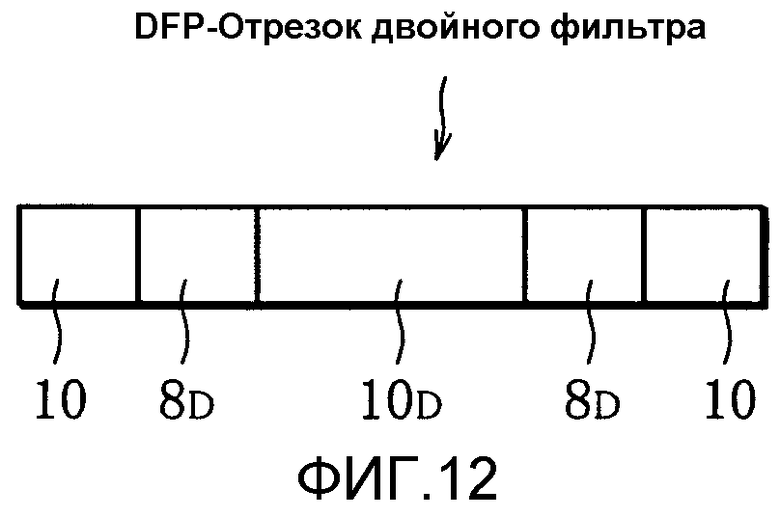
фиг.12 - схема, показывающая конструкцию двойного фильтрующего отрезка,
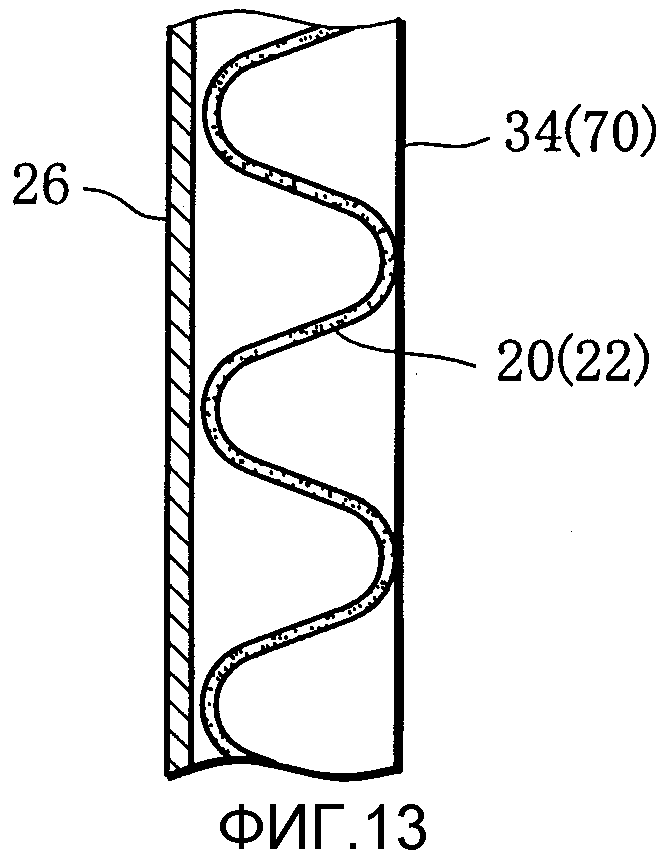
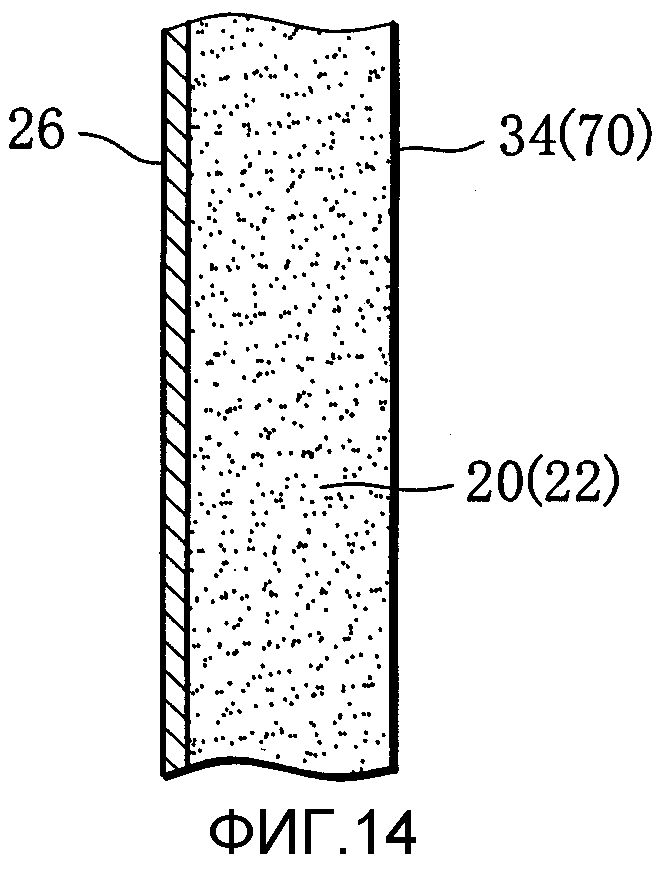
фиг.13 и 14 показывают другие рисунки нанесенного клея,
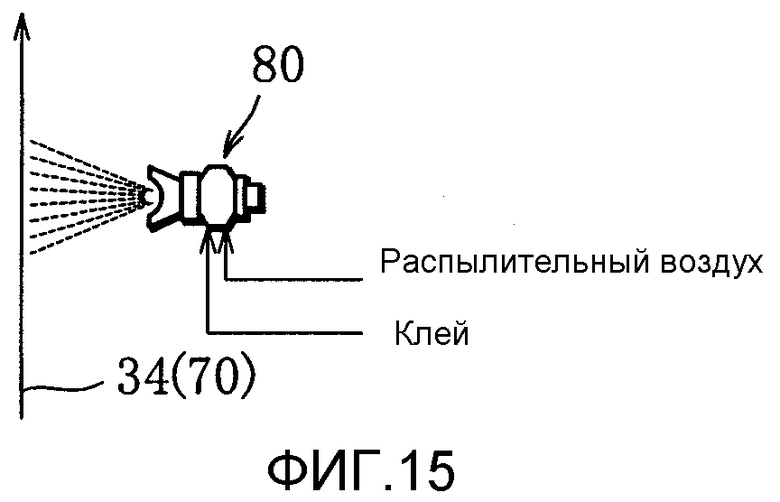
фиг.15 - вид, показывающий распылительное устройство для получения рисунка нанесенного клея, показанного на фиг.14,
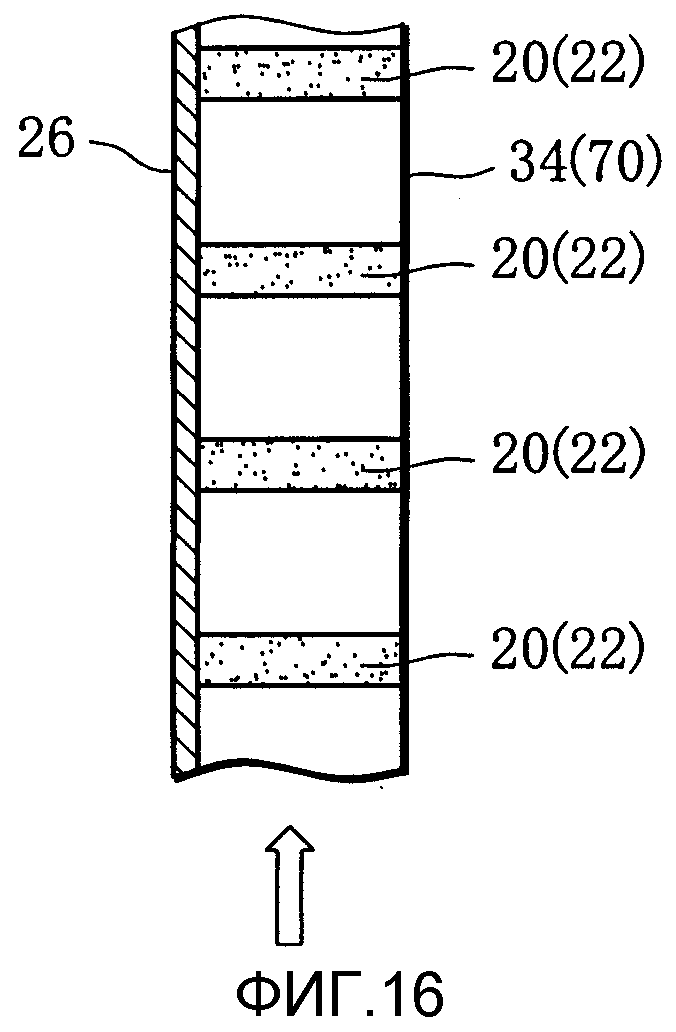
фиг.16 показывает еще один рисунок нанесенного клея,
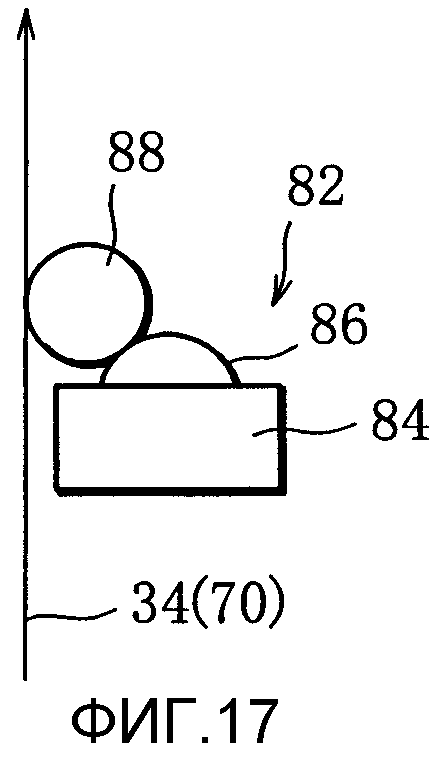
фиг.17 - схема аппликатора переводящего типа для образования рисунка нанесенного клея, показанного на фиг.16,
фиг.18 - вид в перспективе с частичным вырывом, показывающий вариант выполнения сигареты с фильтром, и
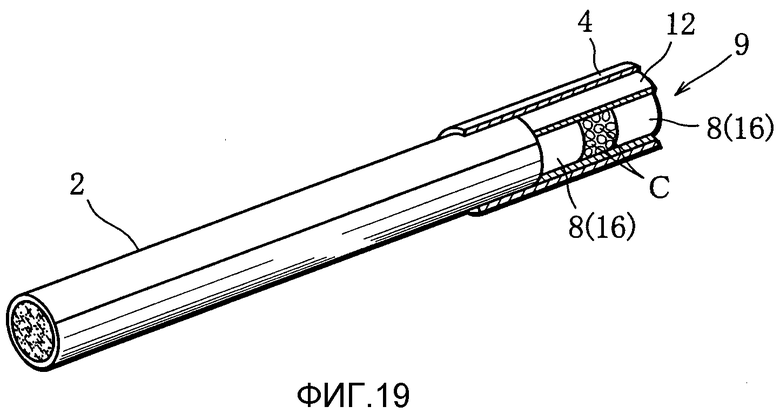
фиг.19 - вид в перспективе с частичным вырывом, показывающий другой вариант сигареты с фильтром.
Предпочтительный вариант выполнения изобретения
На фиг.1 показана сигарета с фильтром.
Сигарета с фильтром включает сигарету 2 и фильтрующий мундштук. Фильтрующий мундштук содержит сдвоенное фильтрующее устройство 6, присоединенное к одному концу сигареты 2, и мундштучную бумагу 4, соединяющую сдвоенное фильтрующее устройство 6 с сигаретой 2. Мундштучная бумага 4 намотана таким образом, чтобы закрыть сдвоенное фильтрующее устройство 6, а также концевой участок сигареты 2, и, следовательно, мундштучная бумага покрывает оберточную бумагу сигареты 2.
В этом варианте изобретения сдвоенное фильтрующее устройство 6 содержит простой фильтровальный элемент 8 и угольный фильтровальный элемент 10, который является дополнительным фильтровальным элементом с иной функцией, чем функция фильтрации дыма основного потока из сигареты. Фильтровальные элементы 8 и 10 соединены друг с другом формовочной бумагой 12, обернутой вокруг этих элементов. Угольный фильтровальный элемент 10 расположен между сигаретой 2 и простым фильтровальным элементом 8.
Простой фильтровальный элемент 8 содержит фильтрующий материал 14, изготовленный из волокна, например, ацетатного волокна, и оберточную бумагу 16, обертывающую фильтрующий материал 14 с приданием ему цилиндрической формы. Оба боковых края оберточной бумаги 16 уложены внахлест друг на друга с клеем между ними и, таким образом, соединены друг с другом, образуя нахлесточный шов.
Угольный фильтровальный элемент 10 содержит фильтрующий материал 14 и оберточную бумагу 16, подобные фильтрующему материалу и оберточной бумаге простого фильтровального элемента 8, однако угольный фильтровальный элемент 10 отличается от простого фильтровального элемента 8 тем, что в фильтрующий материал 14 включены частицы активированного угля, служащие в качестве адсорбента. Эти частицы 18 равномерно распределены по фильтрующему материалу 14.
Как видно на фиг.2, фильтрующий материал 14 обернут оберточной бумагой 16, формовочной бумагой 12 и мундштучной бумагой 4, и, таким образом, обертка фильтрующего материала 14 в целом имеет трехслойную структуру.
Оберточная бумага 16 для фильтровальных элементов 8 и 10 на своей внутренней поверхности имеет адгезивную область 20 и посредством этой области соединена с периферийной поверхностью фильтрующего материала 14. Кроме того, формовочная бумага 12 на своей внутренней поверхности имеет адгезивную область 22 и посредством этой области соединена с наружной поверхностью оберточной бумаги 16 фильтровальных элементов 8 и 10. Далее, мундштучная бумага 4 на своей внутренней поверхности также имеет адгезивную область 24 и посредством этой области соединена с наружной поверхностью формовочной бумаги 12.
Как показано на фиг.3, адгезивная область 20 образована нанесением клея на внутреннюю поверхность оберточной бумаги 16 в виде непрерывного рисунка из петель. Конкретнее, адгезивная область 20 содержит петли из клея, расположенные с заданными интервалами в продольном направлении оберточной бумаги 16, при этом каждая петля имеет размер, охватывающий всю ширину оберточной бумаги 16, за исключением ее обоих боковых краев. На фиг.3 также показан вышеупомянутый клей 26 для образования нахлесточного шва, нанесенный в виде полоски.
Подобно адгезивной области 20, адгезивная область 22 формовочной бумаги 12 также образована нанесением клея на ее внутреннюю поверхность. Адгезивная область 24 мундштучной бумаги 4 образована нанесением клея на часть или на всю внутреннюю поверхность мундштучной бумаги 4.
Оберточная бумага 16 фильтровального элемента 8, 10 соединена с периферийной поверхностью соответствующего фильтрующего материала 14 посредством адгезивной области 29, имеющей вышеупомянутый рисунок из петель. Таким образом, по меньшей мере, в окружном направлении (т.е. вокруг) фильтрующего материала 14 оберточная бумага 16 соединена с периферийной поверхностью фильтрующего материала 14 по существу по всей его окружности. Таким образом, даже если во время курения сигареты с фильтром сдвоенное фильтрующее устройство 6, как упомянуто выше, деформируется до такой степени, что образуется зазор между оберточной бумагой 16 и фильтрующим материалом 14, этот зазор не продлится по всей длине фильтровального элемента 8 и 10 в его осевом направлении, и его осевая протяженность будет прервана линиями склеивания, образующими петли.
Следовательно, дым основного потока из сигареты 2 перед втягиванием в рот курильщика обязательно пройдет через фильтрующие материалы 14 угольного и простого фильтровальных элементов 10 и 8, в результате чего количества никотина и смолы в дыме основного потока, который втягивает курильщик, могут поддерживаться на уровнях, удовлетворяющих нормативам для сигарет с фильтром.
Адгезивная область 20, имеющая рисунок из петель, обеспечивает бульшую площадь прикрепления между фильтрующим материалом 14 и оберточной бумагой 16, чем при использовании клея, наносимого в виде прямолинейных полосок. Так как сцепление между фильтрующим материалом 14 и оберточной бумагой 16 повышено, то фильтрующий материал 14 не выскользнет из оберточной бумаги 16 в процессе изготовления сдвоенных фильтрующих устройств 6, сигарет с фильтром, или после изготовления таких сигарет, в результате чего исключаются дефекты в фильтрах сигарет с такими фильтрующими устройствами.
Фильтрующий материал 14 угольного фильтровального элемента 10 содержит частицы активированного угля 18, и, таким образом, некоторые из частиц 18 открыты на наружной поверхности фильтрующего материала 14. Такие открытые частицы 18 между фильтрующим материалом 14 и оберточной бумагой 16 могут войти в зазор между фильтрующим материалом 14 и оберточной бумагой 16 фильтровального элемента 8 и перемещаться в осевом направлении фильтровального элемента 8 к его наружной торцевой поверхности. Однако, благодаря наличию адгезивных областей 20 фильтровальных элементов 8 и 10 такое перемещение частиц активированного угля 18 надежно предотвращается.
Кроме того, так как каждая адгезивная область 20 не продолжается по всей внутренней поверхности оберточной бумаги 16, то не происходит никакого значительного снижения воздухопроницаемости оберточной бумаги.
Формовочная бумага 12 также соединена с фильтровальными элементами 8 и 10 посредством адгезивной области 22, подобной адгезивным областям 20. Таким образом, даже если образуется зазор между формовочной бумагой 12 и фильтровальным элементом 8 или 10, это зазор никогда не продлится по всей длине фильтровального элемента 8 или 10 в его осевом направлении. Следовательно, количества никотина и смолы в дыме основного потока, который втягивает курильщик, могут поддерживаться на уровнях, соответствующих нормативам для сигарет с фильтром. Кроме того, поскольку адгезивная область 22 не продолжается по всей поверхности формовочной бумаги 12, то формовочная бумага 12 сохраняет достаточную воздухопроницаемость.
Простой фильтровальный элемент 8 получают разрезанием стержня простого фильтрующего материала, который во много раз длиннее элемента 8. Стержень простого фильтрующего материала производят на установке, показанной на фиг.4.
Эта установка имеет секцию обертывания 28, подобную секции обертывания машины для изготовления сигаретного стержня. Секция обертывания 28 имеет бесконечную ленту 30, которая выполнена с возможностью прохождения через формовочный участок (не показан) секции обертывания 28. Конкретнее, лента 30 горизонтально проходит внутри формующей канавки формовочного участка и огибает приводной шкив 32. При вращении приводного шкива 32 лента 30 перемещается внутри формующей канавки в одном направлении от входа в формовочный участок к его выходу.
На входе в формовочный участок полотно 34 из оберточной бумаги 16 укладывается на ленту 30 и проходит внутри формующей канавки формовочного участка. Конкретно, бумажное полотно 34 подается с рулона RSI и направляется к формовочному участку по заданному пути подачи. Вдоль этого пути подачи в направлении от боковой стороны рулона RSI расположены соединяющее устройство 36, резервуар 38, клеевой аппликатор (устройство для нанесения клея нахлесточного шва) 40 и аппликатор 50 для нанесения клея адгезивной области.
Когда оставшаяся часть рулона RSI становится небольшой и бумажное полотно 34 заканчивается, то вначале приводится в действие резервуар 38. Тянущий валик 38а резервуара 38 сматывает бумажное полотно 34 с рулона RSI со скоростью больше скорости перемещения ленты 30, чтобы сохранить заданное количество бумажного полотна 34 в камере 38b резервуара, а затем вращение тянущего валика 38а прекращается, т.е. прекращается подача бумажного полотна 34 с рулона RSI.
Затем соединяющее устройство 36 соединяет бумажное полотно 35, подаваемое к нему от запасного рулона RS2, с бумажным полотном 34 с рулона RSI. После этого соединяющее устройство 36 разрезает бумажное полотно 34 перед местом соединения полотен 34 и 35, а также разрезает бумажное полотно 35 за местом их соединения, тем самым завершая соединение полотен. Во время соединения полотен, бумажное полотно 34, сохраненное в камере 38b резервуара, подается к секции обертывания 28.
После завершения соединения полотен тянущий валик 38а резервуара 38 вращается с окружной скоростью, соответствующей скорости перемещения ленты 30, чтобы сматывать бумажное полотно 35 с рулона RS2. В результате этого подача бумажного полотна переключается с рулона RSI на рулон RS2.
На фиг.5 показан клеевой аппликатор 40 для нанесения клея нахлесточного шва.
Аппликатор 40 имеет корпус 41 с соплом 42 на одном конце. Клей для нахлесточного шва подается внутрь сопла 42 через корпус 41, и при подъеме игольчатого клапана 44 в сопле 42 этот клей выпускается из сопла 42 на бумажное полотно 34 по прямой. В результате, клей непрерывно наносится на один боковой край перемещаемого бумажного полотна 34, тем самым образуя полоску нанесенного клея 26, показанную на фиг.3.
Конкретнее, в корпусе 41 расположен поршень 46, ограничивающий напорную камеру 48 в корпусе 41. Поршень 46 соединен с игольчатым клапаном 44 и поджат клапанной пружиной 49 к напорной камере 48, т.е. в направлении закрывания игольчатого клапана 44.
Когда в напорной камере 48 создается рабочее давление воздуха, оно поднимает игольчатый клапан 44 посредством поршня 46, преодолевая поджимающее усилие клапанной пружины 49. Предпочтительный клей нахлесточного шва включает клей на винилацетатной основе.
На фиг.6 показан клеевой аппликатор 50 для нанесения адгезивной области.
Этот аппликатор 50 также имеет корпус 51 с соплом 52 на одном конце. Сопло 52 снабжается клеем через корпус 51 и открывается и закрывается игольчатым клапаном 54. Игольчатый клапан 54 соединен с поршнем 56, и когда в напорной камере 58 создается рабочее давление воздуха, игольчатый клапан 54 поднимается, преодолевая поджимающее усилие клапанной пружины (не показана), тем самым открывая сопло 52 для обеспечения выпуска клея к перемещаемому бумажному полотну 34.
Кроме того, в сопло 52 подается распылительный воздух, и этот распылительный воздух по спирали выпускается из отверстия сопла 52. Воздух, выпускаемый по спирали, вызывает вращение по спирали клея, выдаваемого из сопла 52. В результате этого клей наносится на внутреннюю поверхность бумажного полотна 34 с образованием вышеупомянутого рисунка из петель, показанного на фиг.7, посредством чего образуется адгезивная область 20. В качестве клея также используют клей на винилацетатной основе.
Как показано на фиг.4, на входе в формовочный участок расположен направляющий раструб 60, и жгут Т фильтрующего материала из пучка ацетатных волокон вводится в направляющий раструб 60. Жгут Т при его прохождении через направляющий раструб формуют в стержень и затем подают на центральную часть бумажного полотна 34. Так как полотно 34 имеет адгезивную область 20, образованную на ее внутренней поверхности, то стержнеобразный жгут Т приклеивается к бумажному полотну 34 посредством части адгезивной области 20. Таким образом, жгут Т перемещается в одном направлении вместе с бумажным полотном 34.
После этого стержнеобразный жгут Т вместе с бумажным полотном 34 проходит через обжимное устройство 62 в формовочном участке. В это время обжимное устройство 62 сдавливает жгут Т с приданием ему круглого поперечного сечения. С другой стороны, посредством формующей канавки формовочного участка и ленты 30 сгибают бумажное полотно 34 с приданием ей U-образной формы поперечного сечения, так чтобы обернуть снизу стержнеобразный жгут Т.
Затем стержнеобразный жгут Т и бумажное полотно 34 пропускают через формователь 64. В это время вначале дугообразно сгибают один боковой краевой участок полотна 34 так, чтобы закрыть одну боковую сторону верхней половины стержнеобразного жгута Т. После этого также дугообразно сгибают другой боковой краевой участок бумажного полотна 34 так, чтобы закрыть другую боковую сторону верхней половины стержнеобразного жгута Т. Таким образом, при прохождении стержнеобразного жгута Т через формователь 64 жгут Т непрерывно обертывается в бумажную ленту 34 с образованием фильтрующего стержня FR. В этом случае укладывают друг на друга оба боковых края бумажного полотна 34 с полоской 26 нанесенного клея между ними, и таким образом, соединяют их, образуя нахлесточный шов.
После этого фильтрующий стержень FR последовательно пропускают через нагреватель 66 и участок разрезания 68. Нагреватель 66 высушивают нахлесточный шов фильтрующего стержня FR, а на участке разрезания 68 фильтрующий стержень FR разрезается на отрезки заданной длины. В результате получают отрезок простого фильтрующего материала (PFP), показанный на фиг.8.
Вышеупомянутый простой фильтровальный элемент 8 получают разрезанием отрезка простого фильтрующего материала (PFP) на части заданной длины. Таким образом, отрезок простого фильтрующего материала (PFP) имеет длину, в несколько раз превышающую длину простого фильтровального элемента 8.
Угольный фильтровальный элемент 10 также получают разрезанием отрезка угольного фильтрующего материала (CFP), изготовленного на установке, подобной установке, показанной на фиг.4. Установка для изготовления отрезков угольного фильтрующего материала (CFP), кроме того, содержит распределитель 69, показанный на фиг.4, и этот распределитель 69 равномерно распыляет частицы активированного угля по жгуту Т перед входной стороной направляющего раструба 60. Следовательно, отрезок угольного фильтрующего материала (CFP), полученный после прохождения через участок разрезания 68, содержит частицы активированного угля, включенные в жгут Т.
Вышеупомянутое сдвоенное фильтрующее устройство 6 изготавливают на установке для объединения отрезков простого и угольного фильтрующих материалов (PFP и CFP). Эта установка показана на фиг.10.
Установка, показанная на фиг.10, подобна установке, показанной на фиг.4, в том, что она содержит аналогичные участки или секции обертывания 28, разрезания 68 и т.п., показанные на фиг.4. Поэтому на фиг.10 для упрощения использованы те же позиции для обозначения частей, имеющих те же функции, что и части установки по фиг.4.
Установка по фиг.10 отличается от установки по фиг.4 в следующих отношениях.
На секцию обертывания 28 на фиг.10 подается бумажное полотно 70 из формовочной бумаги 12. Бумажное полотно 70 поступает с рулона RmI. Когда бумажное полотно 70 проходит мимо аппликаторов 40 и 50, на внутреннюю поверхность бумажного полотна 70 последовательно наносят полоску клея для нахлесточного шва и адгезивную область 22, подобную адгезивной области 20. Здесь Rm2 обозначает запасной рулон полотна.
Перед входной стороной секции обертывания 28 последовательно расположены два бункера 72 и 74, в которых соответственно содержат отрезки простого фильтрующего материала (PFP) и отрезки угольного фильтрующего материала (CFP).
Под бункерами 72 и 74 расположен сборочный конвейер 76. Сборочный конвейер 76 продолжается в направлении к секции обертывания 28 и соединен с входом в формовочный участок.
Между бункером 72 и сборочным конвейером 76 расположено выдачное устройство (деспенсер) 77, которое извлекает по одному отрезку простого фильтрующего материала (PFP) из бункера 72. Извлеченный отрезок простого фильтрующего материала (PFP) разрезают на несколько двойных простых фильтровальных элементов 8р одинаковой длины. Длина двойного простого фильтровального элемента 8р вдвое больше длины простого фильтровального элемента 8. Затем выдачное устройство 77 подает отдельные двойные элементы 8р на сборочный конвейер 76.
Кроме того, между бункером 74 и сборочным конвейером 76 расположено выдачное устройство (диспенсер) 77, которое подает двойные угольные фильтровальные элементы 10р на сборочный конвейер 76. Двойные угольные фильтровальные элементы 10р получают разрезанием отрезка угольного фильтрующего материала (CFP) на несколько равных частей, каждая из которых имеет длину вдвое больше длины угольного фильтровального элемента 10.
Как показано на фиг.11, двойные простые 8р и двойные угольные элементы 10р подают на сборочный конвейер 76 таким образом, что элементы 8р и 10р чередуются в направлении транспортирования сборочным конвейером 76. После этого элементы 8р и 10р вводят в тесный контакт друг с другом на сборочном конвейере 76 с образованием стержнеобразного ряда, который затем подают к секции обертывания 28.
Таким образом, когда ряд из указанных элементов проходит через секцию обертывания 28 вместе с бумажным полотном 70, он непрерывно обертывается бумажным полотном 70, в результате чего образуется стержень двойного фильтрующего материала (DFR). Затем на участке разрезания 68 стержень двойного фильтрующего материала (DFR) разрезают на отдельные отрезки двойного фильтрующего материала (DFR). Каждый отрезок двойного фильтрующего материала (DFR) содержит четыре сдвоенных фильтрующих устройства 6. Конкретнее, отрезок двойного фильтрующего материала (DFR) получают разрезанием стержня двойного фильтрующего материала (DFR) в центре каждого второго сдвоенного угольного элемента 10d, как показано на фиг.12.
Отрезки двойного фильтрующего материала (DFR), полученные таким образом, подают в бункер устройства для прикрепления фильтра (не показано), непосредственно соединенного с сигаретоизготовительной машиной. В устройстве для прикрепления фильтра каждый из отрезков двойного фильтрующего материала (DFR), отбираемых из бункера, разрезают на две равные части, состоящие каждая из пары сдвоенных фильтрующих устройств. Затем каждую из пары сдвоенных фильтрующих устройств точно устанавливают между двумя сигаретами, и две сигареты с расположенной между ними парой сдвоенных фильтрующих устройств соединяют вместе мундштучной бумагой, тем самым образуя сдвоенную сигарету. После этого сдвоенную сигарету разрезают в центре пары сдвоенных фильтрующих устройств, тем самым получая сигареты с фильтром, показанные на фиг.1.
Настоящее изобретение не ограничивается вышеизложенным вариантом осуществления и может быть модифицировано различными способами.
Например, рисунок адгезивных областей 20 и 22, образованных на бумажных полотнах 34 и 75, не ограничивается вышеупомянутым рисунком из петель и может быть извилистым рисунком, показанным на фиг.13.
Кроме того, как показано на фиг.14, адгезивные области 20 и 22 могут быть образованы по всей внутренней поверхности полотна, за исключением полоски нанесенного клея 26. В этом случае клей напыляют распылителем 80 на бумажное полотно 34 или 70, как это показано на фиг.15.
Кроме того, как показано на фиг.16, адгезивные области 20 и 22 могут каждая иметь рисунок, который состоит из полосок, образованных прерывисто или с интервалами в направлении подачи бумажного полотна 34, 70 и продолжающихся по ширине бумажного полотна. Адгезивную область с таким рисунком из полосок образуют, используя аппликатор переводящего типа 82, показанный на фиг.17. Аппликатор 82 имеет клеевой валик 86, расположенный в желобке с клеем 84, и переводящий валик 88, находящийся в контакте при качении с клеевым валиком 86. Клей или адгезив прерывисто или с интервалами переводится с переводящего валика 88 на бумажное полотно.
Кроме того, рисунки адгезивных областей 20 и 22 могут быть неодинаковыми, а также адгезивные области 20 и 22 могут иметь рисунки разного типа.
В тех случаях, когда на оберточной бумаге 16 для угольного фильтровального элемента 10 образуют адгезивную область 20 с рисунком из полосок, показанным на фиг.16, адгезивная область 20 предпочтительно расположена так, что одна клеевая полоска рисунка совпадает с одним концом угольного фильтровального элемента 10 или, конкретнее, с тем концом угольного фильтровального элемента, который соединен с простым фильтровальным элементом 8 сдвоенного фильтрующего устройства 6. В этом случае, даже если частицы активированного угля оказываются открытыми на наружной поверхности соответствующей концевой части фильтрующего материала 14, открытые частицы будут удерживаться на наружной поверхности фильтрующего материала 14 полоской клея и не будут перемещаться к простому фильтровальному элементу 8. Кроме того, адгезивная область может быть образована таким образом, что ее клеевые полоски будут расположены соответственно на противоположных концах угольного фильтровального элемента 10.
Кроме того, полоска клея для нахлесточного шва 26 может быть нанесена после того, как будет образована адгезивная область 20, 22 на внутренней поверхности бумажного полотна 34, 70.
В том случае, когда в качестве клея для нахлесточного шва используют термоплавкий клей вместо клея на винилацетатной основе, установки по фиг.4 и 10 будут содержать охладитель (не показан), расположенный на выходной стороне нагревателя 66 для охлаждения нахлесточного шва фильтровального жгута.
Тип фильтра для сигареты по изобретению не ограничивается сдвоенным фильтрующим устройством 6 и может быть одинарным фильтром 7, показанным на фиг.18. Одинарный фильтр 7 содержит только простой фильтровальный элемент 8. В этом фильтровальном элементе 8 оберточная бумага 16 и фильтрующий материал 14 также соединены друг с другом посредством адгезивной области 20.
Кроме того, фильтр для сигареты по изобретению может быть строенным фильтрующим устройством 9, показанным на фиг.19. Строенное фильтрующее устройство 9 содержит простые фильтровальные элементы 8, расположенные на противоположных концах, и частицы С активированного угля, заполняющие пространство между фильтровальными элементами 8.
В строенном фильтрующем устройстве 9, показанном на фиг.19, простой фильтровальный элемент 8, соединенный с сигаретой 2, может быть заменен угольным фильтровальным элементом 10, или же частицы активированного угля между фильтровальными элементами 8 могут быть заменены угольным фильтровальным элементом 10. Строенное фильтрующее устройство может быть модифицировано другим образом при условии, что простой фильтровальный элемент 8 является по меньшей мере концом, контактирующим с губами курильщика.
Кроме того, хотя в вышеизложенном варианте изобретения в качестве адсорбента использованы частицы активированного угля, вместо них могут быть использованы другие адсорбенты, такие как частицы силикагеля. Кроме того, можно использовать частицы ароматических и других веществ, чтобы придать фильтру дополнительные функции.






Фильтрующее устройство для сигареты, содержащее цилиндрический фильтровальный элемент. Этот фильтровальный элемент включает фильтрующий материал из пучка ацетатных волокон, оберточную бумагу, обернутую вокруг фильтрующего материала, и адгезивную область, образованную на внутренней поверхности оберточной бумаги, при этом адгезивная область имеет участок с нанесенным клеем, непрерывно продолжающийся в окружном направлении фильтровального элемента. Способ изготовления таких фильтрующих устройств предусматривает нанесение клея на участок бумажного полотна, являющегося оберточной бумагой, для образования участка с нанесенным клеем до того, как бумажное полотно достигнет секции обертывания. Технический результат - создание фильтрующего устройства для сигареты, позволяющего поддерживать на уровнях, соответствующих нормативам этой сигареты, количества никотина и смолы, которые курильщик вдыхает с дымом основного потока. 2 н. и 18 з.п.ф-лы, 19 ил.
| US 4281591 A, 04.08.1981.US 4174720 A, 20.11.1979.US 4090520 A, 23.05.1978.US 4303080 A, 01.12.1981.RU 2214142 C2, 20.10.2003. |

