Область использования изобретения
Данное изобретение относится к аппарату для изготовления бумаги с покрытием и к способу, пригодному для изготовления бумаги с покрытием без морщин.
Предпосылки к созданию изобретения
В последнее время стала известна бумага с покрытием этого типа, используемая в качестве бумаги для сигарет с более низкой предрасположенностью к воспламенению. Использование бумаги с более низкой предрасположенностью к воспламенению может способствовать уменьшению риска распространения огня в воспламеняющихся материалах, даже если горящая сигарета, завернутая в эту бумагу, падает на них.
Более конкретно, бумагу с покрытием, являющуюся бумагой с более низкой предрасположенностью к воспламенению, получают посредством нанесения полосок материала в жидком состоянии с более низкой предрасположенностью к воспламенению на полотно с заданными интервалами в продольном направлении, и последующей сушки. Однако нанесение материала в жидком состоянии с более низкой предрасположенностью к воспламенению на поверхность полотна таким способом ведет к образованию продольных морщин в полотне во время сушки, и, таким образом, в результате получают бумагу с покрытием, или бумагу с более низкой предрасположенностью к воспламенению, ухудшенного качества.
Возникла идея, заключающаяся в том, что для удаления продольных морщин было предложено введение разглаживающего вала в путь транспортировки полотна. Разглаживающий вал имеет окружную поверхность, содержащую пару упругих спиральных выступов, расположенных симметрично относительно середины, делящей длину разглаживающего вала на две половины (патентный документ 1).
Аналоги и прототипы
Патентный документ
Патентный документ 1: Японская патентная публикация № 2858385
Краткое описание изобретения
Проблема, подлежащая решению посредством использования изобретения
Морщины, образующиеся в полотне, колеблются в размерах, несмотря на использование разглаживающего вала. Таким образом, в ранее известных решениях, использование разглаживающего вала влекло за собой потребность в осуществлении визуального мониторинга или мониторинга на ощупь морщин в полотне и ручного регулирования прессующей силы, создаваемой посредством разглаживающего вала, действующей на полотно, или, другими словами, регулирования натяжения полотна. Однако такой мониторинг не обеспечивает возможность количественной оценки морщин в полотне. Таким образом, сложно поддерживать оптимальное натяжение полотна. Недостаточное или чрезмерное натяжение полотна ведет к ухудшению качества бумаги, так как недостаточное натяжение ведет к сохранению морщин в полотне, а чрезмерное натяжение ведет к разрывам в полотне.
Настоящее изобретение создано для решения указанной выше проблемы. Задачей настоящего изобретения является создание аппарата для изготовления бумаги с покрытием и способа, пригодных для изготовления высококачественной бумаги с покрытием посредством количественной оценки морщин и регулирования натяжения полотна с обеспечением оптимального его натяжения, для эффективного удаления таким способом морщин в полотне.
Средство для решения проблемы
Для достижения указанной выше задачи создан аппарат для изготовления бумаги с покрытием, содержащий: транспортировочный путь, вдоль которого транспортируют полотно, подлежащее преобразованию в бумагу с покрытием; блок для нанесения покрывающего материала в жидком состоянии, расположенный на транспортировочном пути, для нанесения покрывающего материала в жидком состоянии на одну сторону полотна; камеру для предварительной сушки, расположенную ниже по потоку от блока для нанесения покрывающего материала в жидком состоянии, для сушки полотна; блок для нанесения воды, расположенный ниже по потоку от камеры для предварительной сушки, для нанесения воды на полотно по всей его поверхности; устройство для последующей сушки, расположенное ниже по потоку от блока для нанесения воды, для сушки полотна; разглаживающий вал, установленный с возможностью вращения между блоком для нанесения воды и устройством для последующей сушки, для разглаживания морщин в полотне, пропускаемом вокруг разглаживающего вала; измерительное средство для измерения морщин, возможно сохранившихся в полотне, пропущенном через устройство для последующей сушки, и для направления данных измерений; и средство для контроля качества, для использования данных измерений, полученных от измерительного средства.
На полотно наносят покрывающий материал в жидком состоянии, затем предварительно сушат, а после этого на полотно наносят воду по всей его поверхности. Таким образом, если в полотне во время предварительной сушки образовались морщины, то такие морщины размягчают наносимой водой. Полотно с морщинами, таким образом, размягчают, затем пропускают вокруг разглаживающего вала. С помощью разглаживающего вала можно, таким образом, удовлетворительно разглаживать морщины в полотне посредством пропуска его вокруг разглаживающего вала.
Во время сушки полотна, пропущенного вокруг разглаживающего вала, в устройстве для последующей сушки, образование морщин в полотне во время этого процесса сушки удовлетворительно подавляют благодаря наличию воды, нанесенной на полотно по всей его поверхности.
Аппарат для изготовления бумаги с покрытием дополнительно содержит измерительное средство и средство для контроля качества, использование которых позволяет количественно определять возможно сохранившиеся в полотне морщины, собирать и записывать данные, относящиеся к морщинам в полотне, и количественно оценивать качество полотна.
Более конкретно, измерительное средство желательно содержит датчик смещения, расположенный на заданном расстоянии от транспортировочного пути, для измерения расстояния между датчиком и полотном, перемещаемым по транспортировочному пути, и линейный ползун для возвратно-поступательного перемещения датчика смещения в поперечном направлении перемещаемого полотна, расположенный на заданном расстоянии от транспортировочного пути.
Измерительное средство может дополнительно содержать опорный вал, расположенный против датчика смещения, где транспортировочный путь проходит между ними, для контакта со стороной перемещаемого полотна, расположенной против стороны, на которую нанесен покрывающий материал, для направления, таким образом, перемещаемого полотна. В этом случае окружная поверхность опорного вала, контактирующая с перемещаемым полотном, служит критерием для измерений, выполняемых датчиком смещения, обеспечивая возможность точного измерения морщин, сохранившихся в полотне.
Аппарат для изготовления бумаги с покрытием может дополнительно содержать средство для регулирования натяжения, для регулирования натяжения полотна, пропускаемого вокруг разглаживающего вала, таким образом, чтобы средством для контроля качества можно было контролировать натяжение полотна, проходящего через средство для регулирования натяжения, на основании данных измерений, полученных от измерительного средства.
Более конкретно, аппарат для изготовления бумаги с покрытием может быть выполнен таким образом, чтобы устройство для последующей сушки содержало сушильный вал для сушки полотна, пропускаемого вокруг сушильного вала, а средство для регулирования натяжения содержало двигатель с регулируемой скоростью для привода сушильного вала с варьируемой окружной скоростью. В этом случае натяжение полотна можно регулировать с помощью сушильного вала в зависимости от сохранившихся в полотне морщин. Этим обеспечивают возможность эффективного удаления сохранившихся морщин в полотне и, таким образом, в большей степени улучшают качество полотна.
Устройство для последующей сушки может дополнительно содержать пару прессующих валов, расположенных на расстоянии друг от друга в окружном направлении сушильного вала, для прессования перемещаемого полотна на окружной поверхности сушильного вала. Этим способствуют перемещению полотна вокруг сушильного вала для осуществления удовлетворительной сушки.
Для изготовления бумаги с покрытием, предназначенной для использования в качестве оберточной бумаги для сигарет с более низкой предрасположенностью к воспламенению, блок для нанесения покрывающего материала в жидком состоянии аппарата для изготовления бумаги с покрытием может быть выполнен с возможностью нанесения материала в жидком состоянии, подавляющего воспламенение, на перемещаемое полотно, периодически, для формирования таким способом полосок материала, подавляющего воспламенение, на полотне.
Способ изготовления бумаги с покрытием включает этапы:
нанесение покрывающего материала в жидком состоянии на одну сторону полотна, подлежащего преобразованию в бумагу с покрытием, где полотно перемещают вдоль транспортировочного пути; предварительная сушка полотна с нанесенным покрывающим материалом в жидком состоянии; нанесение воды на предварительно высушенное полотно по всей его поверхности; последующая сушка полотна с нанесенной водой; разглаживание морщин в полотне с нанесенной водой с помощью разглаживающего вала до последующей сушки; измерение морщин в полотне, подвергнутом последующей сушке; и использование данных измерений, полученных при измерении.
Эффект изобретения
Посредством использования аппарата для изготовления бумаги с покрытием и способа согласно настоящему изобретению можно получать полотно с улучшенными свойствами посредством количественной оценки морщин в полотне и регулирования натяжения полотна с обеспечением оптимального его натяжения, для эффективного удаления, таким образом, морщин в полотне.
Краткое описание чертежей
На фиг. 1 изображен схематически вариант осуществления аппарата для изготовления бумаги с покрытием согласно настоящему изобретению, для изготовления бумаги с покрытием, предназначенной для использования в качестве оберточной бумаги для сигарет с более низкой предрасположенностью к воспламенению;
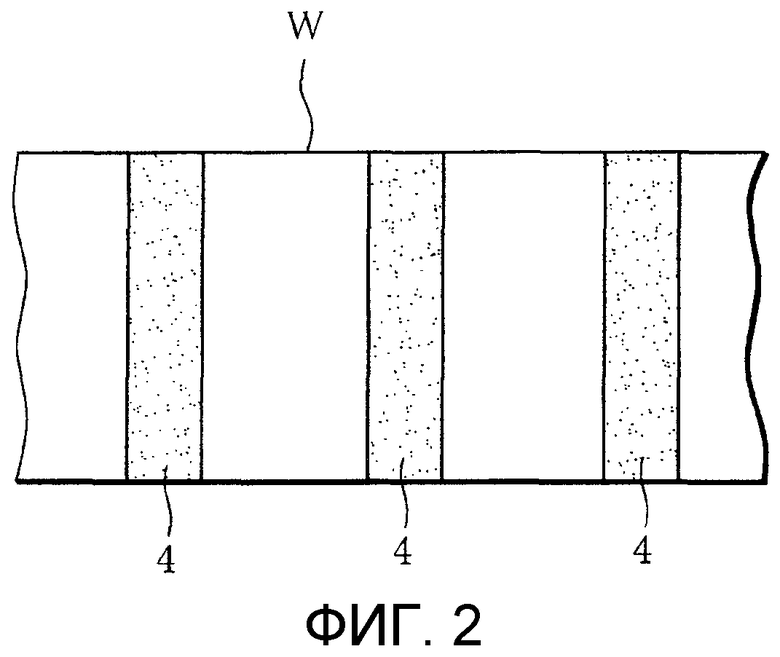
на фиг. 2 - оберточная бумага с полосками, изготовленная на аппарате, представленном на фиг. 1;
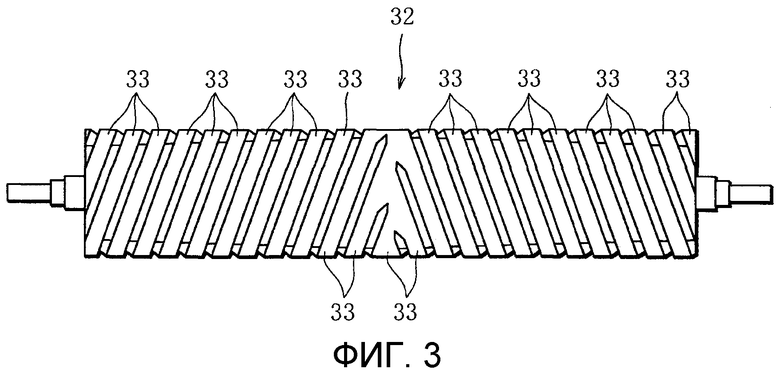
на фиг. 3 - вид в увеличенном масштабе разглаживающего вала, представленного на фиг. 1;
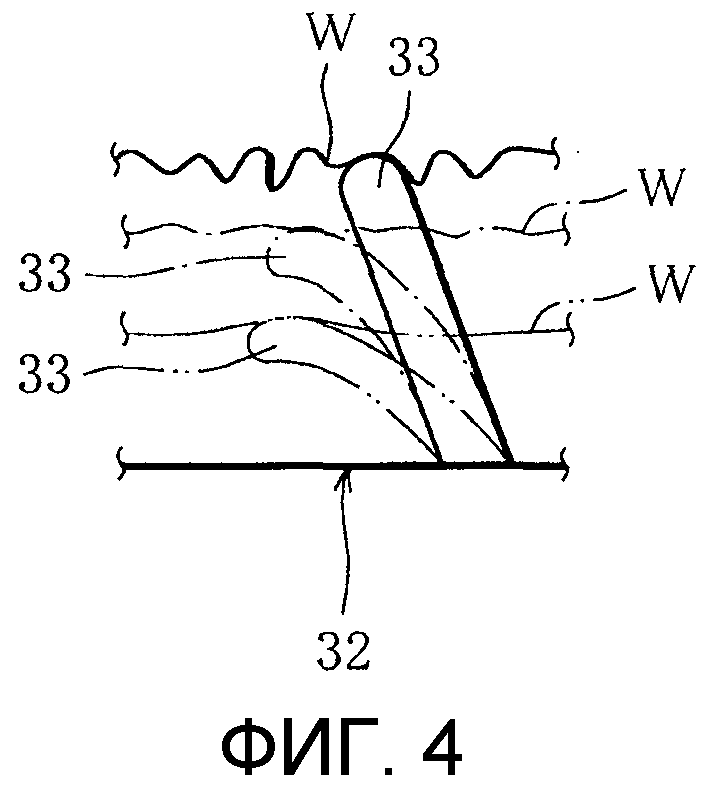
на фиг. 4 показано, как разглаживают морщины в полотне с помощью разглаживающего вала, представленного на фиг. 3;
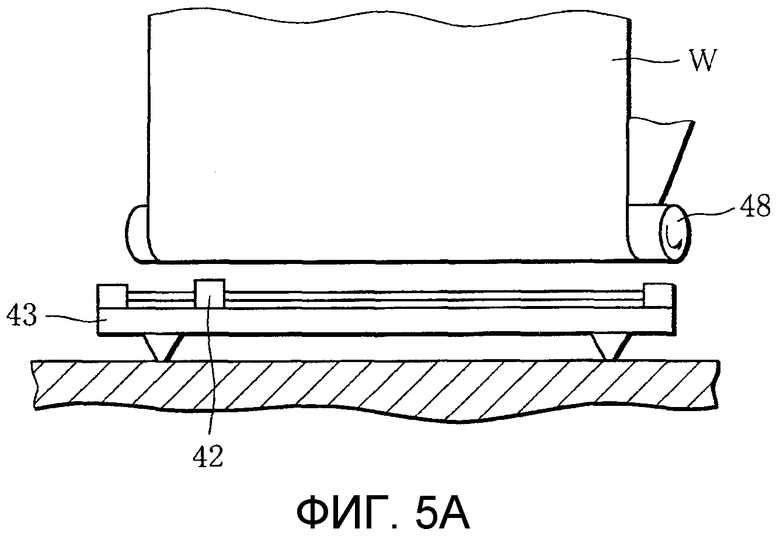
на фиг. 5A изображен датчик смещения и линейный ползун;
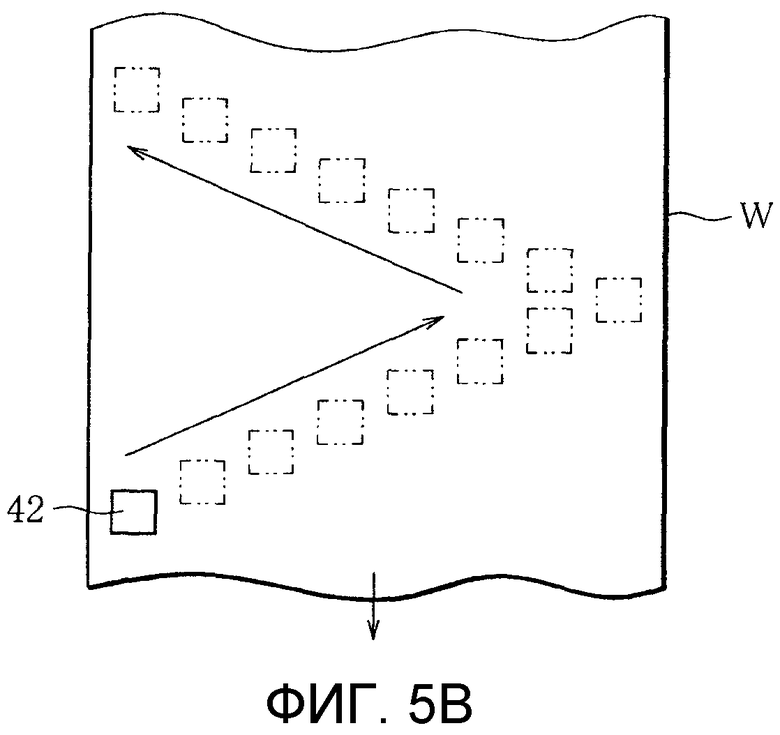
на фиг. 5B - показано возвратно-поступательное перемещение датчика смещения;
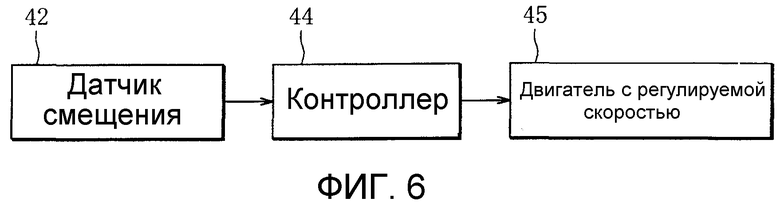
на фиг. 6 представлена блок-схема, иллюстрирующая связь между датчиком смещения и контроллером в аппарате, представленном на фиг. 1;
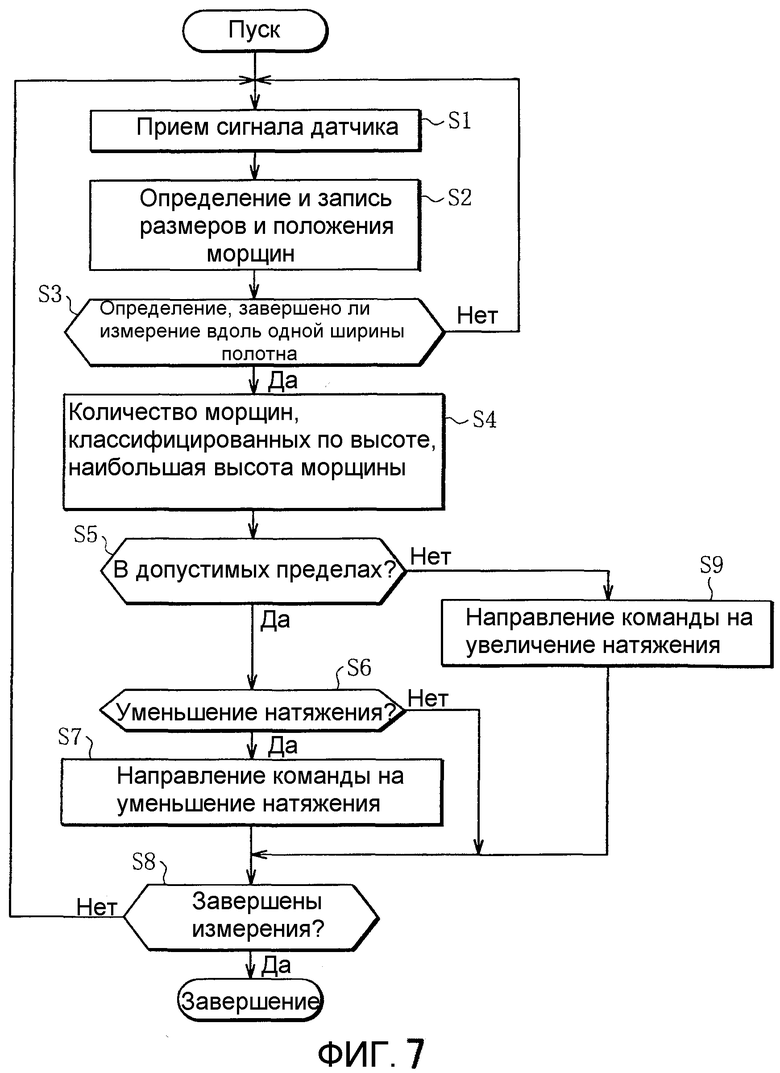
на фиг. 7 - блок-схема, поясняющая функционирование контроллера; и
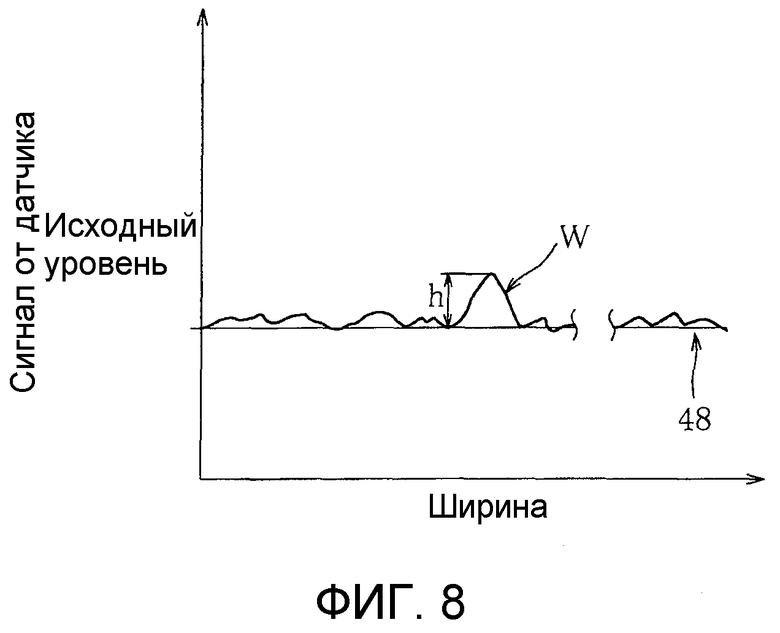
на фиг. 8 - диаграмма, иллюстрирующая, как с помощью датчика, представленного на фиг. 1, определяют морщины в полотне.
Способ осуществления изобретения
Как представлено на фиг. 1, аппарат 1 для осуществления способа согласно настоящему изобретению содержит транспортировочный путь L, вдоль которого транспортируют полотно W, подлежащее преобразованию в оберточную бумагу для сигарет, обладающую более низкой предрасположенностью к воспламенению. Транспортировочный путь L определен направляющими валами 18, 28, 38 и другими элементами. Полотно W подают с подающего барабана (не показан) к приемному барабану (не показан) вдоль транспортировочного пути L и наматывают на принимающий барабан.
На транспортировочном пути L, выше по потоку, расположен блок 10 для нанесения покрытия. Блок 10 для нанесения покрытия содержит вал 12 для глубокой печати и прижимной вал 14, расположенные с противоположных сторон полотна W на транспортировочном пути L. Вал 12 для глубокой печати наносит покрытие в жидком состоянии, или материал, подавляющий воспламенение, на одну сторону полотна W, пропускаемого между валом 12 для глубокой печати и прижимным валом 14, причем эту сторону называют «передней стороной». Более конкретно, материалом, подавляющим воспламенение, является, например, водный раствор альгината натрия или пектина, и его наносят на полотно W с заданными интервалами вдоль направления транспортирования полотна W. Таким образом, как это представлено на фиг. 2, большое количество полосок 4 из материала, подавляющего воспламенение, формируют на полотне W так, чтобы они проходили в поперечном направлении полотна W и были отделены друг от друга заданными интервалами вдоль направления транспортирования.
Ниже по потоку от блока 10 для нанесения покрытия на транспортировочном пути L расположена сушильная камера 16. Полотно W с нанесенным материалом, подавляющим воспламенение, пропускают в сушильную камеру 16, действующую как устройство для предварительной сушки. Сушильная камера 16 содержит внутри множество сопел (не показаны) для подачи горячего воздуха. Через сопла для подачи горячего воздуха подают струи горячего воздуха внутрь сушильной камеры 16, таким образом поддерживая внутри камеры температуру сушки, составляющую от 100°C до 50°C. Таким образом, внутри сушильной камеры 16 сушат материал, подавляющий воспламенение, или полоски 4 на полотне W.
Полоски 4, сформированные на передней стороне полотна W посредством нанесения на него материала, подавляющего воспламенение, вызывают различную степень усадки областей полотна, содержащих нанесенный материал, подавляющий воспламенение (полоски 4), и областей полотна без материала, подавляющего воспламенение, и, таким образом, образуются морщины, более конкретно - продольные морщины, в полотне W.
Блок 20 для нанесения воды расположен на транспортировочном пути L ниже по потоку от сушильной камеры 16. С помощью блока 20 для нанесения воды наносят воду на заднюю сторону полотна W, пропускаемого через блок 20. Задняя сторона расположена против передней стороны с нанесенным материалом, подавляющим воспламенение.
Более конкретно, блок 20 для нанесения воды содержит вал 22 для глубокой печати и прижимной вал 24, расположенные с противоположных сторон полотна W на транспортировочном пути L, и вал 22 для глубокой печати наносит воду на заднюю сторону полотна W, пропускаемого между валами 22 и 24, по всей его поверхности. Количество наносимой воды желательно составляет, например, от около 3 г/м2 до 10 г/м2.
Ниже по потоку от блока 20 для нанесения воды расположены последовательно на транспортировочном пути L блок 50 подающего вала, разглаживающий вал 32 и сушильный блок 30.
Блок 50 подающего вала содержит подающий вал 51 и прижимной вал 52, расположенные с противоположных сторон полотна W на транспортировочном пути L, для подачи полотна W с постоянной скоростью.
Как представлено на фиг. 3, разглаживающий вал 32 имеет окружную поверхность с парой спиральных выступов 33, расположенных с левой и правой сторон. Спиральные выступы 33 обладают упругостью и имеют симметричную форму относительно середины, делящей длину разглаживающего вала 32 пополам, и каждый спиральный выступ проходит от середины к концу вала 32. Такими спиральными выступами 33 образованы спиральные канавки в окружной поверхности разглаживающего вала 32. Каждая спиральная канавка представляет собой наклонную V-образную канавку, в которой наклонена только концевая стенка вала, и канавка имеет глубину, постепенно увеличивающуюся от середины к концу вала. Этим обеспечивают возможность упругой деформации каждого спирального выступа 33 для наклона его к концу вала.
Ниже, со ссылкой на фиг. 4, подробно описано разглаживающее действие разглаживающего вала 32.
Давайте сфокусируем внимание на конкретной части окружной поверхности разглаживающего вала 32 и предположим, что эта часть только что вошла в контакт с перемещаемым полотном W. В это время верх спиральных выступов 33 в этой части окружной поверхности контактирует с задней стороной полотна W, как это показано сплошной линией на фиг. 4. При вращении разглаживающего вала сила, создаваемая полотном W, огибающим разглаживающий вал 32 в этой части окружной поверхности, увеличивается, таким образом, что в этой части окружной поверхности спиральные выступы 33 упруго деформируются, наклоняются и смещаются в осевом направлении к соответствующим концам разглаживающего вала 32, как это показано штрих-пунктирной линией на фиг. 4.
По мере дальнейшего вращения разглаживающего вала сила, создаваемая полотном W, огибающим разглаживающий вал в этой части окружной поверхности, дополнительно увеличивается таким образом, что в этой части окружной поверхности спиральные выступы 33 наклоняются и смещаются в осевом направлении в большей степени, как это показано штрих-пунктирной линией с двумя точками на фиг. 4. Спиральные выступы 33, наклоняемые и смещаемые таким образом, тянут полотно W по ширине наружу от середины в обе стороны. Кроме того, так как спиральная канавка, образованная каждым спиральным выступом 33, имеет глубину, увеличивающуюся к концу разглаживающего вала 32, как это упомянуто выше, каждый спиральный выступ 33 наклоняется в степени, увеличивающейся к концу вала. Таким образом, разглаживающий вал 32 контактирует с полотном W не вдоль прямой линии, параллельной его оси, а вдоль круговой дугообразной линии, т.е. вдоль более длинной линии контакта, получающейся в результате в полотне W, удовлетворительно растягиваемом по ширине наружу от середины в обе стороны, спиральными выступами 33, контактирующими с полотном.
При дальнейшем вращении разглаживающего вала сила, создаваемая полотном W, огибающим разглаживающий вал в вышеупомянутой конкретной части окружной поверхности, уменьшается таким образом, что в этой части окружной поверхности спиральные выступы 33 постепенно возвращаются в исходное положение благодаря их упругости, и тянут полотно W по ширине внутрь, с обеих сторон к середине.
Таким образом, даже если полотно W содержит морщины, то морщины удовлетворительно удаляются благодаря тому, что полотно W растягивают по ширине наружу, а затем внутрь, при огибании разглаживающего вала 32. Кроме того, после сушки в сушильной камере 16 на заднюю сторону полотна W, по всей его поверхности, наносят воду, используя блок 20 для нанесения воды, таким образом, что полотно W с размягченными морщинами подходит к разглаживающему валу 32. Это способствует эффективному удалению морщин с помощью разглаживающего вала 32.
Сушильный блок 30, используемый в качестве устройства для последующей сушки, содержит сушильный вал 34 и пару прессующих валов 36. Сушильный вал 34 является нагреваемым валом, содержащим внутри нагреватель и имеющим окружную поверхность, нагреваемую до заданной температуры. Сушильный вал 34 присоединен к двигателю 45 с регулируемой скоростью. Двигателем 45 с регулируемой скоростью приводят во вращение сушильный вал 34 с окружной скоростью, более высокой, чем скорость подающего вала 51. Из-за этой разницы окружных скоростей сушильного вала 34 и подающего вала 51 создается заданное натяжение полотна W между сушильным валом 34 и подающим валом 51 на транспортировочном пути L. Два прессующих вала 36 находятся во вращательном контакте с окружной поверхностью сушильного вала 34, но между сушильным валом 34 и прессующими валами 36 находится полотно W, и посредством прессующих валов 36 определяется угол огибания сушильного вала 34 полотном W.
Два прессующих вала 36 могут быть введены в контакт и выведены из контакта с сушильным валом 34 с помощью рычагов, например с помощью следящего механизма. Два прессующих вала 36, причем каждый, сопряжены с возможностью вращения с парой рычагов (с левым и правым рычагами) 58a, 58a или 58b, 58b. Рычаги 58a, 58a, а также рычаги 58b, 58b поддерживают с возможностью поворота посредством общего несущего вала 60, в их центре вдоль продольного направления. Рычаги 58a, 58a соединены соединительным элементом у конца, противоположного концу, на котором подвешен прессующий вал, и рычаги 58b, 58b соединены соединительным элементом у конца, противоположного концу, на котором подвешен прессующий вал. Соединительные элементы соединены посредством пневмоцилиндра 54. При выталкивании штока поршня 56 из пневмоцилиндра 54 рычаги 58a, 58a и 58b, 58b оттягивают прессующие валы 36 от сушильного вала 34 таким образом, что полотно W престает быть прижатым к сушильному валу 34. При втягивании штока поршня 56 в пневмоцилиндр прессующие валы 36 подходят к сушильному валу 34 для прижима полотна W к сушильному валу 34.
Полотно W огибает сушильный вал 34 и находится в плотном контакте с окружной поверхностью сушильного вала 34 в секторе между двумя прессующими валами 36, для сушки посредством нагрева за счет тепла, передаваемого от окружной поверхности сушильного вала.
Ниже по потоку от сушильного блока 30 расположены лазерный датчик смещения 42 и опорный вал 48, обращенные друг к другу, а транспортировочный путь L проходит между ними. Опорный вал 48 находится в контакте с задней стороной перемещаемого полотна W для направления перемещаемого полотна W.
Датчик смещения 42 расположен на известном расстоянии от опорного вала 48, вокруг которого проходит полотно W, и посылает сигнальные данные о расстоянии между полотном W, пропускаемым вокруг опорного вала 48, и датчиком смещения 42, и, таким образом, посылает сигнальные данные о размере морщин, как это описано ниже.
Более конкретно, как это представлено на фиг. 5A, датчик смещения 42 прикреплен к линейному ползуну 43. Линейным ползуном 43 сообщают датчику смещения 42 возвратно-поступательное движение в поперечном направлении относительно перемещаемого полотна W. Таким образом, как это представлено на фиг. 5B, датчик смещения 42 совершает возвратно-поступательные движения под углом к поперечному направлению перемещаемого полотна W, автоматически измеряя размер морщин в полотне W. Более конкретно, при движении полотна W со скоростью 2,5 м/с датчик смещения 42 совершает возвратно-поступательные движения в поперечном направлении полотна W со скоростью 1,0 м/с.
Как представлено на фиг. 6, датчик смещения 42 электрически соединен с контроллером 44, к которому также электрически присоединен вышеупомянутый двигатель 45 с регулируемой скоростью. С помощью контроллера 44 определяют морщины, сохранившиеся в полотне W, на основании сигнала датчика смещения 42, и в зависимости от результатов определения производят регулирование скорости двигателя 45 с регулируемой скоростью, и, таким образом, задают окружную скорость сушильного вала 34, необходимую для регулирования натяжения полотна W. С помощью контроллера 44 можно также управлять действием вышеупомянутого пневмоцилиндра 54.
Более конкретно, с помощью контроллера регулируют скорость вращения двигателя 45 с регулируемой скоростью согласно блок-схеме, представленной на фиг. 7. Контроллер 44 получает сигнал от датчика смещения 42 [этап S1]; определяет высоту и положение морщин по сигналу датчика, и сохраняет данные о размере и положении морщин [этап S2]. Как представлено на фиг. 8, размер морщины определяют по выступу или разнице h между расстоянием, полученным по сигналу датчика, и известным эталонным расстоянием, т.е. расстоянием между окружной поверхностью опорного вала 48 и датчиком смещения 42. Положение морщины определяют по положению линейного ползуна 43.
Контроллер 44 затем определяет, завершено ли измерение вдоль одной ширины полотна W датчиком смещения 42 [этап S3], и если не завершено («Нет»), то повторяет этапы 1 и 2. Когда результат определения на этапе 3 меняется на значение «Да», контроллер 44 получает, на следующем этапе S4, информацию о морщинах, оставшихся в полотне, такую как: количество морщин по интересующей ширине полотна, количество морщин, попадающих в каждую категорию морщин по высоте, и наибольшую высоту морщин, из сохраненных данных. Морщины классифицируют, например, по пяти категориям высот морщин: 15 мкм или больше, 25 мкм или больше, 45 мкм или больше, 55 мкм или больше и 70 мкм или больше.
Затем контроллер 44 определяет, находятся ли количества, относящиеся к данным о морщинах, таким как упомянутые выше, в допустимых для них пределах [этап S5]. Если результат определения соответствует значению «Да», то контроллер определяет, допустимо ли уменьшение натяжения полотна W [этап S6], и если результат определения соответствует значению «Да», то контроллер посылает команду на уменьшение натяжения полотна W двигателю 45 с регулируемой скоростью [этап S7]. Определение на этапе S6 выполняется на основании разницы между количествами, относящимися к данным о морщинах, полученным на этапе S4, и их допустимыми пределами.
Согласно команде на уменьшение натяжения, посланной на этапе S7, скорость вращения двигателя 45 с регулируемой скоростью уменьшается таким образом, чтобы натяжение полотна W уменьшилось с помощью сушильного вала 34 на заданную величину.
Если результат определения на этапе S6 соответствует значению «Нет», то контроллер 44 определяет, должен ли контроль быть завершен или, другими словами, должен ли аппарат быть остановлен [этап S8]. Если результат определения соответствует значению «Нет», то контроллер 44 возвращает <действие аппарата> к этапу S1 для повторения операций контроля.
Если результат определения на этапе S5 соответствует значению «Нет», то контроллер 44 посылает команду к двигателю 45 с регулируемой скоростью на увеличение натяжения полотна W в зависимости от разницы между количествами, относящимися к данным о морщинах, и их допустимыми пределами [этап S9]. В этом случае скорость вращения двигателя 45 с регулируемой скоростью увеличивается таким образом, чтобы натяжение полотна W увеличилось с помощью сушильного вала 34 на заданную величину. Затем контроллер 44 выполняет этап S8.
Полотно W, пропущенное через датчик смещения 42, наматывают на приемный рулон. Приемный рулон полотна, намотанного на него, устанавливают на машине для изготовления сигарет, для изготовления сигарет с более низкой предрасположенностью к воспламенению. Альтернативно полотно можно непосредственно подавать в машину для изготовления сигарет, не наматывая его на приемный рулон.
Как четко пояснено выше, после нанесения покрытия на полотно W из материала, подавляющего воспламенение, и последующей сушки, на заднюю сторону полотна наносят воду, по всей его поверхности. Этим размягчают морщины, возможно образующиеся в полотне W во время сушки. Полотно W затем пропускают вокруг разглаживающего вала 32. Таким образом, с помощью разглаживающего вала 32 можно удовлетворительно разглаживать морщины в полотне W, пропускаемом вокруг него.
Если полотно W, пропущенное вокруг разглаживающего вала 32, сушат на сушильном валу 34, то образование морщин в полотне W во время такого процесса сушки удовлетворительно подавляют благодаря тому, что на заднюю сторону полотна W, по всей его поверхности, была нанесена вода.
Кроме того, датчик смещения 43 установлен ниже по потоку от сушильного вала 34 для количественного определения морщин, оставшихся в полотне W, и натяжение полотна W регулируют с помощью сушильного вала 34 в зависимости от наличия морщин, определенного таким способом. Этим обеспечивают эффективное удаление морщин в полотне W, и, таким образом, повышают качество полотна W или оберточной бумаги.
Настоящее изобретение не ограничено описанным выше вариантом осуществления, и оно может быть модифицировано различными способами.
Например, аппарат может содержать разглаживающие валы 32 и сушильные валы 34, расположенные во множестве станций.
Разглаживающий вал 32 может быть валом, осуществляющим гладильную функцию другого типа.
Аппарат 1 для изготовления оберточной бумаги необязательно должен содержать блок 50 подающего вала. Если вал 22 для глубокой печати блока 20 для нанесения воды является блоком такого типа, который пригоден также к выполнению действий, которые выполняют с помощью блока 50 подающего вала, то заданное натяжение полотна W можно создавать посредством создания разницы окружных скоростей вала 22 для глубокой печати и сушильного вала 34. Разницу окружных скоростей можно создавать, например, посредством поддержания постоянной окружной скорости вала 22 для глубокой печати и регулирования окружной скорости сушильного вала 34, или посредством поддержания постоянной окружной скорости сушильного вала 34 и регулирования окружной скорости вала 22 для глубокой печати.
Аппарат и способ согласно настоящему изобретению пригодны для изготовления не только оберточной бумаги для сигарет с более низкой предрасположенностью к воспламенению, но также для изготовления других типов бумаги с покрытием, например упаковочной бумаги, изготавливаемой посредством нанесения покрывающего материала в жидком состоянии, частично, в частности, и печатной бумаги.
Воду можно наносить на переднюю сторону полотна W, на которую был нанесен покрывающий материал.
Контроллер 44 может выполнять только функции сбора и записи данных, относящихся к морщинам в полотне W, получаемых в виде сигнала от датчика, и оценки качества полотна W.
Расшифровка значений позиций, указанных на чертежах
1 - Аппарат для изготовления оберточной бумаги
4 - Полоска
10 - Блок для нанесения покрытия
12 - Вал для глубокой печати
14 - Прижимной вал
16 - Сушильная камера (устройство для предварительной сушки)
18 - Направляющий вал
20 - Блок для нанесения воды
22 - Вал для глубокой печати
24 - Прижимной вал
28 - Направляющий вал
30 - Сушильный блок (устройство для последующей сушки)
32 - Разглаживающий вал
33 - Спиральный выступ
34 - Сушильный вал
36 - Прессующий вал
38 - Направляющий вал
42 - Датчик (измерительное средство)
43 - Линейный ползун (измерительное средство)
44 - Контроллер (средство для регулирования натяжения)
45 - Двигатель с регулируемой скоростью (средство для регулирования натяжения)
46 - Линия связи
48 - Опорный вал (измерительное средство)
50 - Блок подающего вала
51 - Подающий вал
52 - Прижимной вал
54 - Пневмоцилиндр
56 - Рычаг
58a, 58b - Рычаг
60 - Несущий вал
L - Транспортировочный путь
W - Полотно
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЕРТОЧНОЙ БУМАГИ ДЛЯ СИГАРЕТ | 2009 |
|
RU2476128C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БУМАГИ С ПОКРЫТИЕМ | 2012 |
|
RU2574765C1 |
| СУШИЛЬНОЕ УСТРОЙСТВО И ИСПОЛЬЗУЮЩАЯ ЭТО УСТРОЙСТВО МАШИНА ДЛЯ ПРОИЗВОДСТВА СИГАРЕТНОЙ ОБЕРТОЧНОЙ БУМАГИ | 2011 |
|
RU2542564C1 |
| МАШИНА И СПОСОБ ПРОИЗВОДСТВА СЛАБОТЛЕЮЩЕГО ПОЛОТНА И СПОСОБ ПРОИЗВОДСТВА СЛАБОТЛЕЮЩЕЙ ОБЕРТОЧНОЙ БУМАГИ, ИСПОЛЬЗУЕМОЙ ДЛЯ СИГАРЕТ | 2010 |
|
RU2511391C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНОЛЕУМА | 2000 |
|
RU2171324C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРЕПРЕГА | 2008 |
|
RU2392285C1 |
| ПОЛУЧЕНИЕ БУМАЖНЫХ ПАЛОЧЕК | 2020 |
|
RU2831001C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОЛЬНОГО ПОКРЫТИЯ | 2006 |
|
RU2327827C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛАССИНОВОЙ БУМАГИ | 2013 |
|
RU2648324C2 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА БУМАЖНОЙ ТРУБКИ, СПОСОБ ПРОИЗВОДСТВА БУМАЖНОЙ ТРУБКИ И БУМАЖНАЯ ТРУБКА, ПРОИЗВЕДЕННАЯ ЭТИМ СПОСОБОМ | 2012 |
|
RU2611276C2 |
Изобретение может быть использовано в целлюлозно-бумажной и сигаретной промышленности. Полотно бумаги (W) проходит по транспортировочному пути (L) через блок (10) для нанесения покрытия, сушильную камеру (16), в которой осуществляется предварительная сушка, и блок нанесения воды (20). Далее полотно (W) проходит через блок (50) подающего вала, разглаживающий вал (32) и сушильный блок (30). Ниже по потоку от сушильного блока (30) расположены лазерный датчик смещения (42) для измерения размеров морщин, соединённый с контроллером (44). По результатам измерения размеров морщин регулируют скорость двигателя (45) и задают окружную скорость сушильного вала (34), необходимую для регулирования натяжения полотна (W). Использование предложенного аппарата и способа изготовления бумаги с покрытием позволяет получить высококачественную бумагу с покрытием для обеспечения более низкой предрасположенности к воспламенению без морщин. 2 н. и 4 з.п. ф-лы, 8 ил.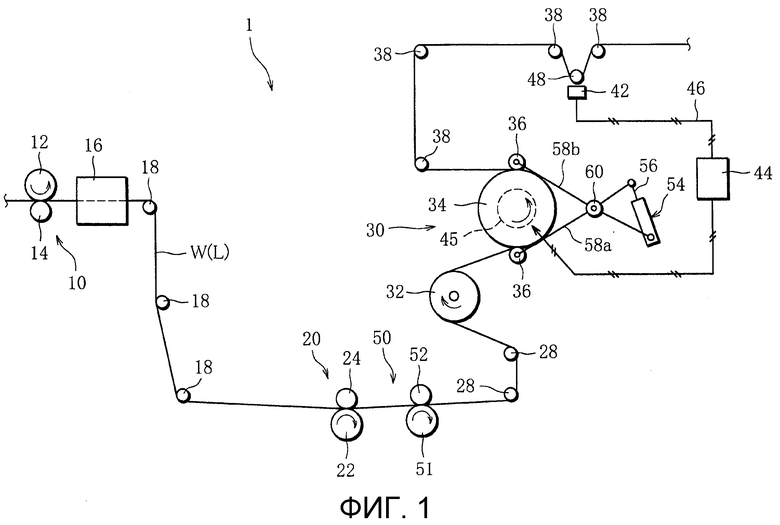
1. Аппарат для изготовления бумаги с покрытием, содержащий:
- транспортировочный путь, вдоль которого транспортируют полотно, подлежащее формированию в бумагу с покрытием;
- блок для нанесения покрывающего материала в жидком состоянии, расположенный на упомянутом транспортировочном пути, для нанесения покрывающего материала в жидком состоянии на одну сторону полотна;
- устройство для предварительной сушки, расположенное ниже по потоку от упомянутого блока для нанесения покрывающего материала в жидком состоянии для сушки полотна;
- блок для нанесения воды, расположенный ниже по потоку от упомянутого устройства для предварительной сушки, для нанесения воды на полотно по всей его поверхности;
- устройство для последующей сушки, расположенное ниже по потоку от упомянутого блока для нанесения воды, для сушки полотна;
- разглаживающий вал, установленный с возможностью вращения между упомянутым блоком для нанесения воды и упомянутым устройством для последующей сушки, для разглаживания морщин в полотне, проходящем вокруг упомянутого разглаживающего вала;
- измерительное средство для измерения морщин, возможно, сохранившихся в полотне, прошедшем через упомянутое устройство для последующей сушки, и для направления данных измерений; и
- средство для контроля качества для использования данных измерений, полученных от упомянутого измерительного средства,
- средство для регулирования натяжения полотна, проходящего вокруг упомянутого разглаживающего вала так, что упомянутое средство для контроля качества контролирует натяжение полотна, проходящего через средство для регулирования натяжения, на основании данных измерений, полученных от упомянутого измерительного средства,
причем упомянутое измерительное средство содержит:
- датчик смещения, расположенный на заданном расстоянии от упомянутого транспортировочного пути, для измерения расстояния между датчиком смещения и полотном, перемещающимся по транспортировочному пути; и
- линейный ползун для обеспечения возвратно-поступательного движения датчика смещения в поперечном направлении перемещающегося полотна и расположенный на заданном расстоянии от транспортировочного пути.
2. Аппарат для изготовления бумаги с покрытием по п.1, в котором упомянутое измерительное средство дополнительно содержит опорный вал, расположенный напротив датчика смещения, с транспортировочным путем между ними для поддержания перемещающегося полотна ниже со стороны, противоположной стороне, на которую нанесен покрывающий материал, обращенный к датчику смещения, и для направления, таким образом, перемещаемого полотна.
3. Аппарат для изготовления бумаги с покрытием по п.1, в котором
- упомянутое устройство для последующей сушки содержит сушильный вал для сушки полотна, проходящего вокруг него; и
- упомянутое средство для регулирования натяжения содержит двигатель с регулируемой скоростью для привода сушильного вала с варьируемой окружной скоростью.
4. Аппарат для изготовления бумаги с покрытием по п.3, в котором упомянутое устройство для последующей сушки дополнительно содержит пару прессующих валов, расположенных на расстоянии друг от друга в окружном направлении сушильного вала, для прессования перемещающегося полотна к окружной поверхности сушильного вала.
5. Аппарат для изготовления бумаги с покрытием по п.1, в котором для изготовления бумаги с покрытием, предназначенной для использования в качестве оберточной бумаги для сигарет с более низкой предрасположенностью к воспламенению, упомянутый блок для нанесения покрывающего материала в жидком состоянии выполнен с возможностью периодического нанесения материала, подавляющего воспламенение, в жидком состоянии на перемещающееся полотно, таким образом, формируя полоски материала, подавляющего воспламенение, на полотне.
6. Способ изготовления бумаги с покрытием, включающий этапы, на которых:
- наносят покрывающий материал в жидком состоянии на одну сторону полотна, подлежащего формированию в бумагу с покрытием, перемещаемую по транспортировочному пути;
- предварительно сушат полотно с нанесенным покрывающим материалом в жидком состоянии;
- наносят воду на предварительно высушенное полотно по всей его поверхности;
- проводят последующую сушку полотна с нанесенной на него водой;
- разглаживают морщины на полотне с нанесенной водой с помощью разглаживающего вала до упомянутой последующей сушки;
- обеспечивают датчик смещения и измеряют расстояние между датчиком смещения и полотном;
- обеспечивают возвратно-поступательное движение датчика смещения;
- контролируют натяжение полотна;
- измеряют морщины в полотне после последующей сушки; и
- используют данные измерений, полученные в ходе осуществления упомянутых измерений.
| WO 2009099011 A1, 13.08.2009 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СИГАРЕТНАЯ БУМАГА С НИЗКИМ РАСПРОСТРАНЕНИЕМ ПЛАМЕНИ | 2006 |
|
RU2357622C1 |

