Изобретение относится к технологии плазменной обработки изделий, а более конкретно к электродуговым плазматронам, предназначенным для напыления порошковых материалов, включая тугоплавкие металлы. Напыление производится на поверхности изделий с целью получения покрытий различного функционального назначения.
Уровень техники
В настоящее время созданы различные типы электродуговых плазматронов, служащих для напыления покрытий на поверхности изделий и материалов.
В процессе плазменного напыления частицы порошкового материала нагреваются и ускоряются в плазменном потоке, после чего они осаждаются на подготовленную поверхность в расплавленном состоянии. Применяемые для плазменного напыления плазматроны можно условно разделить на два типа.
К первому типу относятся двухэлектродные плазматроны, содержащие катод и анод в форме сопла. В таких плазматронах длина дуги меньше либо равна длине самоустанавливающейся дуги. Плазматроны такого типа генерируют короткую электрическую дугу, поэтому для получения качественных покрытий требуются токи более 200 А. При меньших значениях тока плазматроны данного типа не обеспечивают требуемого нагрева и ускорения частиц порошка из-за недостаточного энерговклада в короткую дугу. Необходимую температуру плазменного потока можно достичь только за счет увеличения тока дуги, однако в этом случае увеличивается эрозия электродов. Увеличение температуры плазмы приводит также к интенсивному испарению мелких частиц, вследствие этого существенно ухудшается качество наносимых покрытий.
К второму типу относятся плазматроны с межэлектродной вставкой, установленной между разрядными электродами. Межэлектродная вставка выполняется в виде двух и более изолированных секций. Секционированная межэлектродная вставка обеспечивает бескаскадное горение дуги. При установке изолятора между секциями межэлектродной вставки создается наиболее благоприятное распределение потенциала вдоль дуги. Длина дуги в таких плазматронах значительно больше самоустанавливающейся дуги, поэтому приложенное напряжение в разрядном промежутке может быть существенно увеличено. В этом случае вкладываемая мощность и температура плазменного потока достигается при меньших значениях разрядных токов. Второй тип плазматронов обладает явными преимуществами, однако при их использовании для плазменного напыления покрытий возникают определенные технические трудности, связанные с вводом порошка напыляемого материала в плазменный поток.
Если частицы порошка вводятся в высокотемпературную плазменную струю, истекающую из плазматрона, или в анодную область, то потребуются значительные энергозатраты, чтобы обеспечить достаточные для нагрева и ускорения частиц порошка длину и тепловую мощность плазменной струи. Минимальная электрическая мощность таких плазматронов составляет не менее 10 кВт.
При вводе порошка на начальном участке дуги трудно добиться высокой эффективности использования порошка, так как малая часть частиц порошка попадает и удерживается в центральной (приосевой) зоне электрической дуги.
В патенте US 4621183 (МПК В 23 К 15/00, опубл. 04.11.1986) описан метод напыления порошковых материалов на поверхность изделий и плазматрон, предназначенный для осуществления данного метода. Известный плазматрон содержит стержневой острийный катод, выполненный из тугоплавкого металла, например вольфрама. В состав плазматрона входит межэлектродная вставка, состоящая из двух секций, которые находятся под потенциалом катода, анод, в качестве которого используется обрабатываемая деталь, система охлаждения электродов, система подачи плазмообразующего газа (аргон, азот или их смесь) и система подачи напыляемого порошка в потоке транспортирующего инертного газа. Поток плазмообразующего газа подается в известном плазматроне через кольцевой канал по спиралеобразным изогнутым каналам направляющего устройства к острийному катоду. Наплавляемый порошок подается в межэлектродное пространство через конусообразный канал, образованный между противолежащими коническим поверхностями секций межэлектродной вставки, в направлении к аноду. При этом ввод порошка в плазменный поток осуществляется на расстоянии ~(0,9-1,1)d, где d - диаметр проходного сечения близлежащей к катоду секции межэлектродной вставки, от острийного катода.
Данное конструктивное выполнение плазматрона позволяет частично стабилизировать электрическую дугу и генерируемый поток, что обеспечивает в целом повышение качества покрытия и увеличение ресурса устройства. Однако известное техническое решение не исключает налипания порошка на горячем конце катода и абразивный износ катода за счет ненаправленного движения частиц порошка в прикатодной области дугового разряда. Кроме того, не решена задача по эффективному захвату частиц порошка столбом дугового разряда.
Необходимо отметить, что приведенное в патенте US 4621183 условие, ограничивающее зону ввода порошка в плазменный поток (протяженность зоны ввода порошка от 0,9d до 1,1d), не связано с условием сохранения ламинарного режима истечения плазменного потока и соответственно с возможностью локального нанесения однородных покрытий. Требуемое качество покрытия в известном плазматроне обеспечивается при иной, в отличие от заявленного изобретения, электродной схеме: анодом в плазматроне по патенту US 4621183 является обрабатываемая деталь, которая удалена от межэлектродной вставки, находящейся под катодным потенциалом. Таким образом, в плазматроне по патенту US 4621183 генерируется самоустанавливающаяся дуга, а само устройство относится к первому типу плазматронов, которому присущи указанные выше недостатки.
Известны также плазматроны, в которых стабилизация дугового разряда обеспечивается посредством подачи стабилизирующей среды через тангециальные каналы в межэлектродный промежуток. Каналы для подачи стабилизирующей среды сообщены с коническим каналом, образованным между противолежащими поверхностями секций межэлектродной вставки (см., например, патент US 6483070, МПК В 23 К 10/00, опубл. 19.11.2002).
В опубликованной заявке DE 40 30 541 (МПК В 05 В 7/22, дата публикации 09.04.1992) описан плазматрон для напыления покрытий, включающий в свой состав стержневой острийный катод, выполненный из вольфрама, анод, в качестве которого используется обрабатываемое изделие, межэлектродную вставку, состоящую из двух секций, систему охлаждения межэлектродной вставки, систему подачи плазмообразующего газа и систему подачи напыляемого порошка с потоком транспортирующего газа.
Подача напыляемого порошка в межэлектродное пространство в известном плазматроне осуществляется через несколько аксиальных каналов, сообщенных с кольцевым каналом, площадь проходного сечения которого в несколько раз превышает суммарную площадь сечения аксиальных каналов. Кольцевой канал, в который подается напыляемый порошок, соединен далее с сужающимся коническим каналом, образованным противолежащими коническими поверхностями секций межэлектродной вставки.
Данное конструктивное выполнение системы подачи напыляемого порошка в разрядный промежуток направлено на обеспечение требуемого качества наносимого покрытия и надежности работы плазматрона.
В известных решениях конический канал, предназначенный для подачи напыляемого порошка профилируется особым образом для того, чтобы исключить налипание порошка на элементах конструкции катодного узла (см., например, заявку WO 01/72462, МПК В 23 К 10/02, опубл. 04.10.2001).
Важное значение в отношении качества наносимого покрытия имеет определение пространственной зоны в разрядном канале электродугового плазматрона, в которую должен осуществляться ввод порошка. В патенте US 4080550 (МПК H 01 J 7/26, опубл. 21.05.1978) описан способ ввода в дуговой разряд потока газа, содержащего напыляемый порошок, и плазматрон, с помощью которого осуществляется этот способ.
Известное техническое решение направлено на повышение качества наносимого покрытия, которое зависит от распределения, размера и температуры частиц в плазменном потоке. С этой целью порошок, транспортируемый в потоке инертного газа, предварительно охлаждают в подводящих каналах, а затем вводят в начальный участок дугового разряда в непосредственной близости от катода под острым углом к оси симметрии острийного катода. Данный метод ввода порошка в дуговой разряд позволяет, с одной стороны, обеспечить защиту эмиссионной поверхности катода от абразивного и химического воздействия частиц. С другой стороны, ввод порошка на расстоянии от зоны контракции электрической дуги обеспечивает стабилизацию дуги и, соответственно, повышение качества наносимого покрытия.
Наиболее близким аналогом заявленного изобретения является плазматрон для напыления, раскрытый в описании изобретения к авторскому свидетельству SU 503601 (МПК В 05 В 7/00, опубл. 25.02.1976). Известный плазматрон для напыления покрытий содержит корпус, катодный узел с острийным стержневым катодом, анодный узел, секционированную межэлектродную вставку, состоящую из двух электроизолированных от электродов секций, плазмообразующий канал, образованный стенками межэлектродной вставки и анодного узла, узел подвода охлаждающей среды к электродам, узел подачи плазмообразующего газа в межэлектродное пространство и узел подачи потока транспортирующего газа с порошком, предназначенным для напыления. При этом порошок подается через конусообразный канал, образованный между секциями межэлектродной вставками, в направлении к анодному узлу.
Ввод порошка в известном плазматроне осуществляется в зону дугового разряда, имеющую наибольшую температуру. За счет этого обеспечивается полное расплавление частиц и снижается влияние охлаждающего эффекта при вводе порошка на температуру плазменного потока.
Однако как наиболее близкий аналог заявленного изобретения, так и остальные аналоги изобретения не обеспечивают высоких требований по однородности локально наносимых покрытий, что в первую очередь определяет качество наносимого покрытия. Во всех известных технических решениях не предусмотрены условия, при которых в целом исключается турбулизация плазменного потока, влияющая на однородность распределения концентрации расплавленных частиц в потоке и равномерность нагрева частиц вместе с потоком газа.
Сущность изобретения
Патентуемое изобретение направлено на повышение качества наносимых покрытий, в первую очередь однородности покрытий, за счет создания условий для обеспечения ламинарности плазменного потока в зоне ввода порошка в дуговой разряд. Кроме того, патентуемое изобретение направлено на повышение эффективности работы плазматрона за счет наиболее полного использования порошка, вводимого в дуговой разряд, и эффективного использования энергии дугового разряда с целью генерации плазменного потока с равномерным распределением по сечению частиц наносимого материала и равномерным нагревом порошка и плазмообразующего газа.
Перечисленные технические результаты связаны с определенными условиями ввода порошка напыляемого материала в начальный участок дугового разряда, зажигаемого в плазмообразующем канале плазматрона. При выбранных условиях частицы порошка независимо от их размеров и массы должны попадать в центральную (приосевую) зону дугового разряда и захватываться плазменным потоком под действием вязкостных сил. Данные условия являются предметом изобретения.
Достижение перечисленных выше технических результатов обеспечиваются с помощью плазматрона для напыления покрытий, содержащего корпус, катодный узел с острийным катодом, анодный узел, секционированную межэлектродную вставку, состоящую, по меньшей мере, из двух электроизолированных от электродов секций, плазмообразующий канал, образованный стенками межэлектродной вставки и анодного узла. Кроме того, в состав плазматрона входит узел подвода охлаждающей среды, по меньшей мере, к одному из электродов, узел подачи плазмообразующего газа в межэлектродное пространство и узел подачи потока транспортирующего газа с порошком, предназначенным для напыления, через конусообразный канал, образованный между секциями межэлектродной вставками, в направлении к анодному узлу.
При этом согласно настоящему изобретению выходная часть конусообразного канала удалена от острийного катода вдоль оси симметрии плазмообразующего канала на расстояние не более 3d, но не менее 0,5d, где d - диаметр проходного сечения ближайшей к катоду секции межэлектродной вставки. Конусообразный канал сообщен с узлом подачи транспортирующего газа с порошком через кольцевую промежуточную камеру. Узел подачи транспортирующего газа с порошком содержит, по меньшей мере, один канал, обеспечивающий тангенциальную подачу потока транспортирующего газа с порошком в кольцевую промежуточную камеру.
Основная идея патентуемого изобретения заключается в подаче напыляемого порошка в определенную зону начального участка дугового разряда (в прикатодную область), в которой происходит активный нагрев плазмообразующего газа, ионизация, ускорение и активный захват холодного транспортирующего газа с порошком. Скорость основного плазменного потока в зоне ввода порошка составляет более 100 м/с. Выбор пространственной зоны ввода порошка (0,5d-3d от острийного катода, где d - диаметр проходного сечения ближайшей к катоду секции межэлектродной вставки) обусловлен тем, что в данной области формируется плазменный поток с установившимся распределением скорости, температуры и плотности потока. Кроме того, в этой зоне происходит активное расширение столба дугового разряда и образование так называемой катодной струи, что в целом способствует захвату частиц порошка центральной зоной плазменного потока.
Ввод порошка в указанную зону не нарушает ламинарного режима течения плазменного потока и тем самым обеспечивается равномерный одновременный нагрев в дуговом разряде плазмообразующего газа, транспортирующего газа и напыляемого порошка. Интенсивный нагрев и ускорение частиц порошка в этом случае обеспечивается в высокотемпературной зоне дугового разряда, обжатой стенками секционированной межэлектродной вставки.
Вторым важным фактором, определяющим достижение перечисленных технических результатов, является, как показали экспериментальные исследования, направление ввода порошка с потоком транспортирующего газа. Для решения поставленных задач частицы порошка должны попадать в приосевую область дугового разряда и удерживаться в нем под действием вязкостных сил на всем протяжении дуги. Данное условие обеспечивается за счет спиралеобразного вращения твердых частиц в приосевой зоне разряда.
Указанный эффект достигается посредством профилирования каналов подачи порошка в потоке транспортирующего газа. В результате движение порошка в потоке газа в каналах узла подачи порошка сначала формируется тангенциальный двухфазный (газ и порошок) поток, который затем направляется в промежуточную кольцевую камеру для создания ламинарного режима течения потока. После этого двухфазный поток через конусообразный канал подается в прикатодную область дугового разряда. Таким образом, в зоне ввода порошка твердые частицы напыляемого материала имеют три составляющих вектора скорости: осевую, радиальную и тангенциальную. Изменяя геометрические параметры каналов ввода газопорошковой смеси можно добиться оптимальных результатов для используемых энергетических и газодинамических характеристик плазматрона.
В целом при использовании в плазматроне всех существенных признаков, приведенных в независимом пункте формулы изобретения, обеспечивается высокое качество наносимого покрытия и высокая эффективность использования напыляемого порошка, поскольку весь поток вводимого в дуговой разряд порошка преобразуется в узконаправленную компактную плазменную струю на выходе из плазматрона. Угол раскрытия плазменной струи составляет менее 15o, а размер пятна с высокой степенью однородности покрытия не превышает 5 мм на расстоянии 15 мм от среза выходного сечения плазматрона.
Целесообразно, чтобы углы между осью симметрии плазмообразующего канала и образующими конических поверхностей конусообразного канала составляли не менее 45o. При таких углах наклона направляющего канала обеспечивается наиболее оптимальное соотношение осевой и радиальной составляющих скорости частиц порошка, вводимого в дуговой разряд. Оптимальность осевой и радиальной составляющих скорости частицы характеризует гарантированный захват частиц начальным участком дугового разряда за счет вязкостных свойств плазменного потока.
Диаметр проходного сечения анодного узла предпочтительно составляет 1,1-1,5 диаметра проходного сечения ближайшей к нему секции межэлектродной вставки. Длина канала анодного узла вдоль оси симметрии плазмообразующего канала преимущественно составляет 2,5-3,5 диаметра минимального проходного сечения канала анодного узла. При соблюдении данных условий обеспечиваются оптимальные условия для поддержания ламинарного режима течения плазменного потока, при этом наблюдается существенное снижение налипания порошка на поверхности анодного узла, контактирующей с плазменным потоком.
Канал анодного узла может содержать последовательно соединенные конический и цилиндрический участки, при этом длина цилиндрического участка вдоль оси симметрии плазмообразующего канала составляет 0,8-1,5 диаметра минимального проходного сечения канала анодного узла. Данное условие способствует поддержанию ламинарного режима истечения плазменного потока через канал анодного узла и позволяет дополнительно снизить налипание порошка на стенки анодного канала.
В предпочтительном варианте выполнения диаметр проходного сечения каждой последующей в направлении к анодному узлу секции межэлектродной вставки составляет не менее 1,1 диаметра проходного сечения предыдущей секции межэлектродной вставки.
Конусообразный канал может быть образован между двумя ближайшими к катоду секциями межэлектродной вставки, которые выполнены электроизолированными друг от друга. Данное конструктивное выполнение наиболее приемлемо, поскольку в большинстве случае расчетная зона ввода порошка располагается между первыми двумя секциями межэлектродной вставки.
Канал, обеспечивающий тангенциальную подачу потока транспортирующего газа с порошком в промежуточную камеру, может быть образован винтовой канавкой, выполненной на внешней поверхности ближайшей к катоду секции межэлектродной вставки. Такое выполнение канала наиболее приемлемо с технологической точки зрение и позволяет упростить конструкцию плазматрона.
Целесообразно, чтобы площадь проходного сечения конусообразного канала превышала не менее чем в 2,5 раза площадь проходного сечения винтовой канавки. Данное условие направлено на оптимизацию скорости частиц перед их вводом в область начального участка дугового разряда. При расширении канала подачи транспортирующего газа с порошком в кольцевом конусообразном канале происходит снижение скорости газового потока. Вследствие этого уменьшается скорость частиц до оптимального уровня (менее 20 м/с).
В предпочтительном варианте выполнения узел подачи транспортирующего газа с порошком может содержать равномерно расположенные по окружности три канала, каждый из которых образован винтовой канавкой, выполненной на внешней поверхности ближайшей к катоду секции межэлектродной вставки. В этом случае также целесообразно, чтобы площадь проходного сечения конусообразного канала превышала не менее чем в 2,5 раза суммарную площадь проходных сечений винтовых канавок.
Шаг винтовой канавки преимущественно составляет 2,0-9,0 мм. Данное условие определяет соотношение между осевой и тангенциальной составляющей скорости частицы на выходе из винтовой канавки. Выбранный диапазон шага винтовой канавки характерен для большинства микроплазматронов, используемых для напыления порошка.
Перечень чертежей
Далее изобретение поясняется описанием конкретного примера реализации изобретения со ссылками на прилагаемые чертежи, на которых изображено следующее:
на фиг.1 показан продольный разрез плазматрона в плоскости расположения каналов, предназначенных для подачи охлаждающей среды;
на фиг.2 - поперечный разрез А-А плазматрона (см. фиг.1);
на фиг. 3 - продольный разрез плазматрона в плоскости расположения трубопровода, предназначенного для подвода транспортирующего газа с порошком;
на фиг.4 - поперечный разрез В-В плазматрона (см. фиг.2);
на фиг.5 - продольный разрез электродной части плазматрона в увеличенном масштабе;
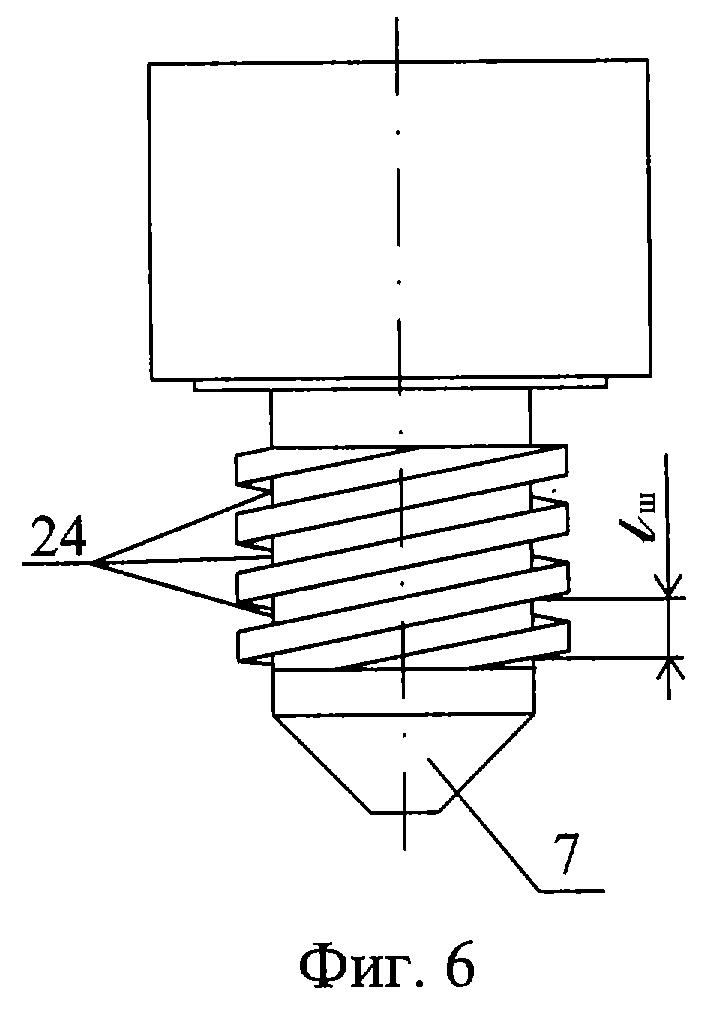
на фиг.6 - вид на секцию межэлектродной вставки, на внешней поверхности которой образованы три винтовые канавки.
Изображения плазматрона, представленные на чертежах, показаны в увеличенном масштабе (для фиг.1-4 масштаб 2:1, для фиг.5 и 6 - 4:1).
Сведения, подтверждающие возможность осуществления изобретения
Плазматрон, изображенный на фиг.1-6, представляет собой один из вариантов реализации изобретения. Плазматрон содержит корпус 1, в котором установлен острийный катод 2, запрессованный в катодержателе 3. Катод 2, являющийся частью катодного узла, выполняется из тугоплавкого металла с высокой эмиссионной способностью. В рассматриваемом варианте исполнения катод выполнен из вольфрама. Катодержатель 3 изготавливается из электро- и теплопроводящего материала, например меди, бронзы или латуни.
Катод 2 подключается к отрицательному полюсу источника электропитания (на чертеже не показан). Внутри катодержателя 3 выполнен цилиндрический осевой канал 4 для подачи плазмообразующего газа. С одной стороны канал 4 подключен к системе подачи плазмообразующего газа (на чертеже не показана), а с другой - через радиальные каналы 5 с подводящими каналами 6, образованными между стенками цилиндрического канала, в котором установлен катодержатель 3, и параллельными лысками, выполненными на внешней поверхности катодержателя 3 (см. фиг. 4). Система каналов 4, 5 и 6 образует узел подвода плазмообразующего газа.
В состав плазматрона входит также межэлектродная вставка, состоящая из двух электроизолированных друг от друга секций 7 и 8, и анодный узел 9. Стенки осевых отверстий, выполненных в секциях 7 и 8 межэлектродной вставки и в анодном узле 9, образуют плазмообразующий канал.
Катодержатель 3 фиксирует острийный катод 2 вдоль оси симметрии плазмообразующего канала, обеспечивая тем самым осесимметричность дугового разряда. Кроме того, катодержатель 3 устанавливается в полости корпуса 1 с минимальными зазорами с контактирующими деталями катодного узла для обеспечения теплового контакта с трубопроводами 10 узла подвода охлаждающей жидкости.
Проходной канал анодного узла 9 включает последовательно соединенные конический и цилиндрический участки (см. фиг.5). Длина lац цилиндрического участка канала анодного узла 9 вдоль оси симметрии плазмообразующего канала равна диаметру dац=3 мм цилиндрического участка канала (минимального проходного сечения канала анодного узла). Данный размер выбран в соответствии с условием: длина цилиндрического участка канала анодного узла вдоль оси симметрии плазмообразующего канала составляет 0,8-1,5 диаметра минимального проходного сечения канала анодного узла.
При этом длина lа анодного узла вдоль оси симметрии плазмообразующего канала составляет lа=2,5dац=7 мм, что соответствует условию: длина анодного узла вдоль оси симметрии плазмообразующего канала должна составлять 2,5-3,5 диаметра минимального проходного сечения канала анодного узла.
Минимальный диаметр dац проходного сечения анодного узла равен 1,2d2, где d2=2,5 мм - диаметр проходного сечения ближайшей к анодному узлу второй секции 8 межэлектродной вставки. Данный размер также выбран согласно установленному условию: минимальный диаметр проходного сечения анодного узла составляет 1,1-1,5 диаметра проходного сечения ближайшей к нему секции межэлектродной вставки.
Диаметр d1 ближайшей к катоду первой секции 7 межэлектродной вставки выбирается равным d2/1,25=2 мм в соответствии со следующим условием: диаметр проходного сечения каждой последующей в направлении к анодному узлу секции межэлектродной вставки составляет не менее 1,1 диаметра проходного сечения предыдущей секции межэлектродной вставки.
Трубопроводы 10 сообщены с двумя полостями 11 для протока охлаждающей жидкости. С другой стороны трубопроводы 10 подключены к системе прокачки охлаждающей среды (на чертеже не показана). Полости 11 образованы между изолирующей втулкой 12 и лысками, выполненными на внешних поверхностях первой секции 7 межэлектродной вставки, уплотняющей втулки 13, изолирующей втулки 14 и второй секции 8 межэлектродной вставки. Уплотняющая втулка 13 выполняется из электро- и теплопроводящего материала, например из меди, латуни или бронзы. Далее тракт подвода охлаждающей жидкости сообщен с кольцевой полостью, выполненной в корпусе 15 анодного узла 9.
Узел подачи потока транспортирующего газа с порошком содержит трубопровод 16 подвода транспортирующего газа с порошком (см. фиг.3), который сообщен с системой подготовки и подачи рабочей смеси (на чертеже не показана). Трубопровод 16 выполняется из диэлектрического материала и проходит через внутренний канал втулки 17 катодного узла. Далее трубопровод 16 соединен с каналом 18, образованным в диэлектрической втулке 19. Канал 18 сообщен через канал 20, выполненный в первой секции 7 межэлектродной вставки, с кольцевым каналом 21. Далее поток транспортирующего газа с порошком подводится к каналам 22, обеспечивающим тангенциальную подачу потока транспортирующего газа с порошком в кольцевую промежуточную камеру 23. Три канала 22, равномерно расположенные по окружности, образованы винтовыми канавками 24, которые выполнены на внешней поверхности первой секции 7 межэлектродной вставки (см. фиг.6). Шаг винтовой канавки 24 составляет lш=2 мм (в соответствии с диапазоном оптимальных размеров: 2,0-9,0 мм).
Выходы канавок 24 сообщены с кольцевой промежуточной камерой 23, которая переходит в конусообразный канал 25, образованный между секциями 7 и 8 межэлектродной вставки. Углы между осью симметрии плазмообразующего канала и образующими конусообразный канал 25 коническими поверхностями секций 7 и 8 составляют 45o. Ширина канала 25 вдоль направления потока может изменяться от 2 до 1 мм.
Площадь проходного сечения канала 25 превышает в 10 раз суммарную площадь проходных сечений каналов, образованных винтовыми канавками 24. Выбор данного соотношения размеров определяется условием: площадь проходного сечения конусообразного канала превышает не менее чем в 2,5 раза суммарную площадь проходных сечений каналов, образованных винтовыми канавками.
Далее тракт подачи потока транспортирующего газа с порошком соединен с плазмообразующим каналом плазматрона. Выходная часть конусообразного канала 25, ограниченная противолежащими кромками секций 7 и 8 межэлектродной вставки, удалена от острийного катода 2 вдоль оси симметрии плазмообразующего канала на расстояние в диапазоне от l1=d1 до l2=1,2d1, где d1=2 мм - диаметр проходного сечения первой секции 7 межэлектродной вставки. Данный диапазон размеров выбран в соответствии с установленным условием: выходная часть конусообразного канала должна быть удалена от острийного катода вдоль оси симметрии плазмообразующего канала на расстояние не более чем на 3d, но не менее чем на 0,5d, где d - диаметр проходного сечения ближайшей к катоду секции межэлектродной вставки.
Кроме перечисленных выше узлов, агрегатов и деталей, в состав плазматрона входят следующие уплотнительные, изолирующие и соединительные элементы.
Уплотняющая диэлектрическая вставка 26 установлена между секцией 8 межэлектродной вставки и корпусом 15 анодного узла и служит для герметизации тракта подвода охлаждающей жидкости и электроизоляции анодного узла 9. Уплотняющая втулка 27 обеспечивает герметизацию стыка каналов 10 и 11 подачи охлаждающей жидкости.
Изолирующая втулка 28 служит для электроизоляции первой секции 7 межэлектродной вставки и катодержателя 3. Накидная гайка 29 обеспечивает вместе с фиксирующей шайбой 30 соединение анодного узла 15 с корпусом 1 плазматрона. С помощью внутренней кольцевой гайки 31 и фиксирующей шайбы 32 осуществляется крепление катодного узла в полости корпуса 1.
Уплотняющие кольца 33 и 34 обеспечивают герметизацию стыков между анодным узлом, катодным узлом, изолирующей втулкой 12 и корпусом 1. Тракт охлаждающей жидкости в каналах 11 герметизируется с помощью уплотняющего кольца 35, установленного между уплотняющей втулкой 13 и изолирующей втулкой 14 (см. фиг.1).
Работа плазматрона осуществляется следующим образом.
Перед включением плазматрона трубопроводы 12 подключаются к системе прокачки охлаждающей жидкости, канал 4 к системе подачи плазмообразующего газа, а катод 2 и анодный узел 9 - к источнику электропитания через коммутирующие элементы. Охлаждающая жидкость поступает по одному из трубопроводов 10 в соответствующую полость 11 протока жидкости, а затем в кольцевую полость, образованную в корпусе 15. Из полости анодного узла охлаждающая жидкость выводится через диаметрально противоположную полость 11 протока жидкости и диаметрально противоположный трубопровод 10.
Электрические соединения, газовые и гидромагистрали подключаются к плазматрону через общий электрогидрогазовый разъем.
При включении плазматрона катод 2 подключают с помощью коммутирующих элементов (на чертеже не показаны) к отрицательному полюсу источника электропитания (на чертеже не показан), а анодный узел - к положительному полюсу источника. Разрядный ток составляет не более 35 А. Зажигание дугового разряда в плазмообразующем канале, ограниченном стенками секций межэлектродной вставки, осуществляется после его заполнения плазмообразующим газом.
Подача плазмообразующего газа осуществляется через осевой канал 4, радиальные каналы 5 и диаметрально противоположные каналы 6. Далее плазмообразующий газ подается в полость, образованную между острийным катодом 2 и внутренней поверхностью первой секции 7 межэлектродной вставки. Сечение этой полости значительно превосходит суммарное проходное сечение подводящих каналов 6, вследствие этого снижается осевая скорость потока плазмообразующего газа и обеспечивается ламинарный режим течения плазмообразующего газа на входе в разрядный промежуток. Каналы 6 выполняют также функцию стабилизаторов потока плазмообразующего газа, поступающего из внешней системы подачи газа.
Ламинарный режим течения плазменного потока в плазмообразующем канале обеспечивается посредством специального профилирования канала. Для этого диаметр секции 8 межэлектродной вставки выбирается равным не менее 1,1 диаметра проходного сечения секции 7 вставки, а диаметр цилиндрического участка канала анодного узла 9 составляет 1,1-1,5 диаметра проходного сечения секции 8 вставки. Ламинарный режим течения плазменного потока поддерживается также за счет того, что канал анодного узла 9 включает последовательно соединенные конический и цилиндрический участок. Длина цилиндрического участка анодного узла 9 вдоль оси симметрии плазмообразующего канала составляет 0,8-1,5 от его диаметра. Общая длина канала анодного узла 9 вдоль оси симметрии плазмообразующего канала составляет 2,5-3,5 диаметра цилиндрического участка канала.
После зажигания дугового разряда в плазмообразующем канале в заданную область начального участка дуги (в прикатодную зону), которая определяется в соответствии с установленным согласно предмету изобретения условием, подается ламинарный поток транспортирующего газа с порошком, предназначенным для напыления. Предварительное смешение транспортирующего газа с порошком производится в системе подготовки и подачи рабочей смеси (на чертеже не показана), которая сообщена с трубопроводом 16. Указанный трубопровод выполняется из диэлектрического материала с целью электроизоляции тракта подачи транспортирующего газа с порошком от катодного узла. Далее двухфазный поток через каналы 18 и 20 поступает во входной кольцевой канал 21, обеспечивающий расширение и соответственно стабилизацию двухфазного потока.
После этого стабилизированный двухфазный поток направляется к каналам 22, обеспечивающим тангенциальную подачу потока транспортирующего газа с порошком. Каналы 22 образованы в рассматриваемом варианте выполнения плазматрона тремя винтовыми канавками 24, выполненными на внешней поверхности первой секции 7 межэлектродной вставки. Однако данный пример выполнения не исключает возможности использования канала 22, образованного одной винтовой канавкой 24 на внешней поверхности секции 7 межэлектродной вставки.
Каналы 22 ограничены с внешней стороны внутренней поверхностью уплотняющей втулки 13. После прохождения двухфазного потока по каналам 22 двухфазный поток приобретает тангенциальную составляющую скорости. Оптимальное соотношение между осевой и тангенциальной составляющей скорости частиц порошка в потоке транспортирующего газа обеспечивается за счет выбора соответствующего шага винтовой канавки 24 (см. фиг.6).
Изменяя шаг lш, можно добиться наиболее оптимального соотношения осевой и тангенциальной составляющей вектора скорости частиц с точки зрения наиболее эффективного захвата частиц в плазменном потоке. Регулирование соотношения тангенциальной и осевой составляющей скорости двухфазного потока, например, при изменении состава газа, материала и размера частиц порошка, может осуществляться посредством использования сменных секций 7 межэлектродной вставки с различным шагом винтовой канавки и, при необходимости, с различным количеством заходов винтовых канавок.
Далее тангенциально закрученный двухфазный поток поступает в кольцевую промежуточную камеру 23, в которой происходит расширение потока и, следовательно, его торможение. Вследствие этого скорость газового потока уменьшается прямо пропорционально увеличению площади проходного сечения канала. Следует отметить, что снижение скорости частиц порошка в потоке транспортирующего газа происходит сравнительно менее заметно по отношению к снижению скорости транспортирующего газа за счет большей инерционности частиц.
Затем двухфазный поток направляется в конусообразный канал 25, образованный между секциями 7 и 8 межэлектродной вставки. Поскольку площадь проходного сечения канала 25 в 10 раз превосходит суммарную площадь проходных сечений каналов 22 осуществляется последующее торможение частиц порошка в потоке транспортирующего газа. В результате частицы приобретают заданный уровень скорости перед вхождением в прикатодную зону дугового разряда. Скорость транспортирующего газа на выходе из канала 25 составляет не более 20 м/с, а скорость плазменного потока в области ввода порошка превышает 100 м/с. По этой причине поток транспортирующего газа с порошком оказывает минимальное отрицательное влияние на динамику, структуру и характер течения плазменного поток, не нарушая ламинарный режим течения основного потока.
Изменяя шаг канавок, например, за счет использования сменных секций 7 межэлектродной вставки, можно добиться наиболее оптимального соотношения осевой и тангенциальной составляющей вектора скорости частиц с точки зрения наиболее эффективного захвата частиц в плазменном потоке.
В конусообразном канале 25 частицы порошка вместе с транспортирующим газом приобретают радиальную составляющую вектора скорости. Величина радиальной составляющей скорости зависит от угла между осью симметрии плазмообразующего канала и образующими конических поверхностей конусообразного канала 25. Данный угол составляет не менее 45o для обеспечения требуемого соотношения осевой и радиальной составляющей вектора скорости частицы порошка.
С целью поддержания ламинарного режима течения основного потока плазмообразующего газа и изменения скорости частиц в радиальном направлении ширина канала 25 в оптимальных условиях выбирается в диапазоне от 1 до 2 мм.
Частицы порошка, вследствие движения по перечисленным выше направляющим каналам, на входе в плазмообразующий канал имеют три составляющие скорости: осевую (вдоль оси симметрии плазмообразующего канала), радиальную и тангенциальную. При данных условиях частицы порошка двигаются в плазмообразующем канале по конической спирали, сходящейся к оси симметрии канала. В этом случае происходит эффективный захват частиц порошка плазменным потоком под действием вязкостных сил, поскольку частицы не отражаются приосевой областью разряда, не пролетают через приосевую область разряда и не попадают на стенки канала.
Оптимальный при выбранных условиях работы плазматрона режим ввода порошка в плазмообразующий канал достигается посредством регулирования расхода транспортирующего газа, выбором количества винтовых канавок, подбором размеров проходного сечения и шага винтовых канавок.
Возможность выбора необходимой длины винтовой канавки 24 и размеров ее проходного сечения позволяет придать частице заданную скорость для наиболее эффективного вхождения в плазменный поток. При этом под оптимальным вводом частицы в плазменный поток понимается такой ввод порошка, когда большая часть частиц (более 70%) захватывается за счет действия вязкостных сил центральной (приосевой) областью плазменного потока. В этой области происходит наиболее эффективный нагрев и ускорение частиц. Кроме того, при оптимальном вводе порошка в плазменный поток практически исключается налипание порошка на стенках секций межэлектродной вставки и на электродах.
Благодаря тому, что выходная часть канала 25 удалена от острийного катода 2 вдоль оси симметрии плазмообразующего канала на расстояние не более чем на 3d, но не менее чем на 0,5d (где d - диаметр проходного сечения ближайшей к катоду секции межэлектродной вставки), область ввода порошка совпадает с областью начального участка дуги, в которой происходит активный захват периферийного холодного газа центральной приосевой зоной электрической дуги. Напыляемый порошок попадает в наиболее нагретую центральную область электрической дуги, обеспечивая тем самым эффективный нагрев и ускорение частиц напыляемого материала.
Указанное выше расчетное условие для подачи напыляемого порошка в область начального участка дуги (прикатодную зону) характеризует область дугового разряда, в которой происходит активное расширение столба дуги, ионизация и ускорение частиц плазмы вдоль оси плазмообразующего канала. В данной области образуется так называемая катодная струя. Поэтому в этой зоне наиболее эффективно осуществляется захват холодного газа в столб электрической дуги.
Важное значение имеет азимутально равномерная подача порошка в плазменный поток через коаксиально направленный конусообразный канал 25. В этом случае частицы порошка вместе с потоком транспортирующего газа имеют осесимметричное распределение скоростей. Захват частиц, двигающихся по спирали, в приосевой области электрической дуги происходит естественным образом без какого-либо воздействия извне вследствие использования свойств начального участка дуги.
При выбранных условиях ввода порошка в плазменный поток проявляются следующие положительно влияющие на работу плазматрона эффекты:
- катод находится области, защищенной от попадания на него частиц порошка;
- плазменный поток в зоне ввода порошка с транспортирующим газом имеет уже сформированное распределение скорости, температуры и плотности по диаметру плазмообразующего канала, т.е. вводимый поток не влияет на распределение указанных параметров;
- плазмообразующий газ, порошок и транспортирующий газ одновременно нагреваются в области наибольшего энерговклада в электрическую дугу;
- поддерживается ламинарный режим истечения плазменного потока.
В результате совместного влияния перечисленных положительных эффектов на выходе из плазматрона генерируется компактная плазменная струя с малым углом расходимости (менее 15o), с помощью которой создается пятно напыления диаметром не более 5 мм с однородным по свойствам покрытием.
Охлаждение электродов и секций межэлектродной вставки, контактирующих в процессе работы плазматрона с плазменным потоком, производится за счет теплопроводности деталей, непосредственно контактирующих с трактом прокачки охлаждающей жидкости. Для обеспечения необходимого теплового контакта катодержателя 3 и втулки 17 катодного узла детали катодного узла устанавливаются с минимальными радиальными зазорами. Втулка 17 выполняется из материала, обладающего высокой теплопроводностью: из меди, бронзы или латуни. В трубопроводах 10 теплопередача осуществляется посредством теплоотдачи от стенок трубопроводов 10 в поток прокачиваемой охлаждающей жидкости. Наряду с этим теплоотвод от острийного катода 2 осуществляется потоком плазмообразующего газа, обтекающим его поверхность.
Аналогичным образом происходит теплопередача от секций 7 и 8 межэлектродной вставки и анодного узла 9 к прокачиваемой через диаметрально противоположные каналы 11 охлаждающей жидкости. Теплопередача от секций 7 и 8, а также от уплотняющей втулки 13 осуществляется за счет теплоотдачи от плоских боковых поверхностей данных деталей, которые выполнены в виде лысок и являются стенками каналов 11 (см. фиг.1 и 2). От анодного узла 9 тепловые потоки непосредственно отводятся потоком охлаждающей жидкости, прокачиваемой через кольцевую полость корпуса 15 анодного узла.
В ряде проведенных экспериментов с помощью плазматрона, выполненного согласно заявленному изобретению, были получены покрытия из различных материалов с высокой адгезией и низкой пористостью при уровне потребляемой мощности менее 2 кВт. Угол расходимости потока напыляемых частиц составлял 3o-5o при диаметре выходного отверстия анодного узла dац=3 мм. Удельный тепловой поток в пятне напыления составляет от 1,5 до 15,0 кВт/см2 на дистанциях напыления соответственно от 40 до 6 мм. Данные параметры плазматрона позволяют локально наносить покрытия при незначительном влиянии теплового потока на обрабатываемую деталь.
При использовании изобретения достигается оптимальный баланс между локальным тепловым потоком в пятне напыления и интегральной тепловой мощностью, подводимой к обрабатываемой детали за весь технологический процесс напыления покрытия. Вследствие этого, получаемые характеристики покрытия, включая адгезию, когезию, пористость и окисление, превосходят характеристики покрытий, получаемых при большей вкладываемой в разряд мощности.
Локальный нагрев поверхности деталей при напылении покрытия оказывает минимальное влияние на структуру сплава, поэтому эксплуатационные характеристики покрытия близки к характеристикам основного материала обрабатываемой детали. Металлографические исследования показывают, что оплавленный материал практически не имеет пористости при величине диффузионной зоны до 300 мкм.
Перечисленные свойства получаемых с помощью плазматрона покрытий позволяют исключить деформацию обрабатываемого изделия и структурные изменения в основном материале изделия. При этом непроизводительный расход порошка и плазмообразующего газа сокращается в среднем в 6 раз. После нанесения покрытий с помощью такого плазматрона требуются минимальные припуски на механическую обработку.
Кроме того, появляется возможность с помощью генерируемой компактной плазменной струи вести работы в труднодоступных местах, наносить покрытия и восстанавливать острые кромки деталей, в том числе кромки компрессорных лопаток, а также наносить покрытия на тонкостенные детали.
Промышленная применимость
Изобретение может использоваться в различных областях техники, где требуется высококачественное нанесение порошковых металлических материалов с толщиной покрытия от 0,1 мм до нескольких миллиметров. В частности, изобретение может использоваться для следующих технологических процессов:
- ремонта литейных (пор, раковин, трещин и т.п.) и эксплуатационных (забоин, трещин и т.п.) дефектов на деталях из высоколегированных сталей и жаропрочных сплавов;
- ремонта и восстановления пресс-форм, штамповой оснастки, литейных форм и другого технологического оборудования;
- восстановления изношенных деталей машин и механизмов, включая узлы, агрегаты и детали газотурбинных авиационных двигателей, газо- и нефтеперекачивающих станций;
- нанесения износостойких, коррозионностойких, защитных и декоративных покрытий, в том числе из бронзы, титана, никеля, алюминия и других металлов, толщиной от 0,5 мм и пористостью покрытия в пределах от 1 до 3%;
- нанесения высокотемпературных припоев в процессе производства теплообменников и агрегатов тепловых машин;
- нанесение покрытий на заготовки стоматологических изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2016 |
|
RU2672961C2 |
| ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ | 2006 |
|
RU2320102C1 |
| СПОСОБ НАПЫЛЕНИЯ ПЛАЗМЕННОГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2006 |
|
RU2338810C2 |
| Электродуговой плазмотрон и узел кольцевого ввода исходных реагентов в плазмотрон | 2023 |
|
RU2818187C1 |
| ПЛАЗМЕННАЯ УСТАНОВКА ДЛЯ НАПЫЛЕНИЯ ПОКРЫТИЙ (ВАРИАНТЫ) | 2006 |
|
RU2328096C1 |
| ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2092981C1 |
| Установка плазменного напыления покрытий | 2020 |
|
RU2753844C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2001 |
|
RU2222121C2 |
| ПЛАЗМАТРОН ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ДИНАМИЧЕСКОМ ВАКУУМЕ | 2013 |
|
RU2546974C1 |
| ПЛАЗМОТРОН ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2007 |
|
RU2366122C1 |
Изобретение относится к технологии плазменной обработки материалов и изделий, в частности к электродуговым плазматронам, предназначенным для напыления порошковых материалов, включая тугоплавкие материалы, на поверхности изделий с целью получения покрытий различного функционального назначения. Плазматрон для напыления покрытий содержит корпус, катодный узел с острийным катодом, анодный узел, секционированную межэлектродную вставку, узел подвода охлаждающей среды к электродам, узел подачи плазмообразующего газа в межэлектродное пространство и узел подачи потока транспортирующего газа с порошком, предназначенным для напыления. Порошок подается через конусообразный канал, образованный между секциями межэлектродной вставки, в направлении к анодному узлу. Выходная часть конусообразного канала удалена от острийного катода вдоль оси симметрии плазмообразующего канала на расстояние не более 3d, но не менее 0,5d, где d - диаметр проходного сечения ближайшей к катоду секции межэлектродной вставки. Конусообразный канал сообщается с узлом подачи транспортирующего газа с порошком через кольцевую промежуточную камеру. Узел содержит канал, обеспечивающий тангенциальную подачу потока транспортирующего газа с порошком в кольцевую промежуточную камеру. Изобретение позволяет улучшить однородность и снизить пористость покрытий за счет создания условий для ламинарного режима течения плазменного потока в зоне ввода порошка в дуговой разряд. 11 з.п. ф-лы, 6 ил.
| Плазмотрон для напыления | 1974 |
|
SU503601A1 |
| ПЛАЗМОТРОН ГАЗОВОЗДУШНЫЙ ВЫСОКОВОЛЬТНЫЙ | 1996 |
|
RU2113775C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 4080550 А, 21.03.1978. | |||

