Изобретение относится к технологии плазменной обработки изделий, а более конкретно - к электродуговым плазматронам, предназначенным для напыления порошковых материалов, включая тугоплавкие металлы. Напыление производится на поверхности изделий с целью получения покрытий различного функционального назначения.
В настоящее время созданы различные типы электродуговых плазматронов, служащих для напыления покрытий на поверхности изделий и материалов. В процессе плазменного напыления частицы порошкового материала расплавляются и ускоряются в плазменном потоке, после чего они осаждаются на подготовленную поверхность в расплавленном состоянии.
Известны двухэлектродные плазматроны, содержащие катод и анод в форме сопла. В таких плазматронах длина дуги меньше либо равна длине самоустанавливающейся дуги. Плазматроны такого типа генерируют короткую электрическую дугу, поэтому для получения качественных покрытий требуются токи более 200А. При меньших значениях тока плазматроны данного типа не обеспечивают требуемого нагрева и ускорения частиц порошка из-за недостаточного энерговклада в короткую дугу. Необходимую температуру плазменного потока можно достичь только за счет увеличения тока дуги, однако в этом случае увеличивается эрозия электродов. Увеличение температуры плазмы приводит также к интенсивному испарению мелких частиц, вследствие этого существенно ухудшается качество наносимых покрытий. (Плазматроны: конструкции, характеристики, расчет / А.С. Коротеев, В.М. Миронов, Ю.С. Свирчук. - М.: Машиностроение, 1993. - 296 с.).
Недостатком устройств является возбуждение короткой электрической дуги, поэтому для получения качественных покрытий требуются токи более 200А.
Известны также плазматроны, в которых стабилизация дугового разряда обеспечивается посредством подачи стабилизирующей среды через тангециальные каналы в межэлектродный промежуток. Каналы для подачи стабилизирующей среды сообщены с коническим каналом, образованным между противолежащими поверхностями секций межэлектродной вставки (см., например, патент US 6483070, МПК В23K 10/00, опубл. 19.11.2002).
Недостатком устройств является сложная конструкция плазмотрона и малая производительность.
Предлагаемое изобретение направлено на увеличение продолжительности рабочего состояния открытой плазмы, упрощения конструкции плазмотрона и повышение его производительности.
Это достигается тем, что предусматривается прямая подача под давлением транспортирующего газа с металлизированным порошком к входным конусообразным каналам и прямой секции, ускорением частиц порошка подводом активной среды к входному конусообразному каналу. Кроме того активная среда (нагретая аэрозолъпроводимой жидкости с добавлением горючего материала, например, вода с содержанием 10% бензина). Эта аэрозоль увеличивает расстояние пробоя между электродами, зажигается и горит обеcпечивая изоляцию кислорода, нагревает подложку и напыляемый порошок, обеспечивает стабилизацию плазмы, образуемой электрической дугой.
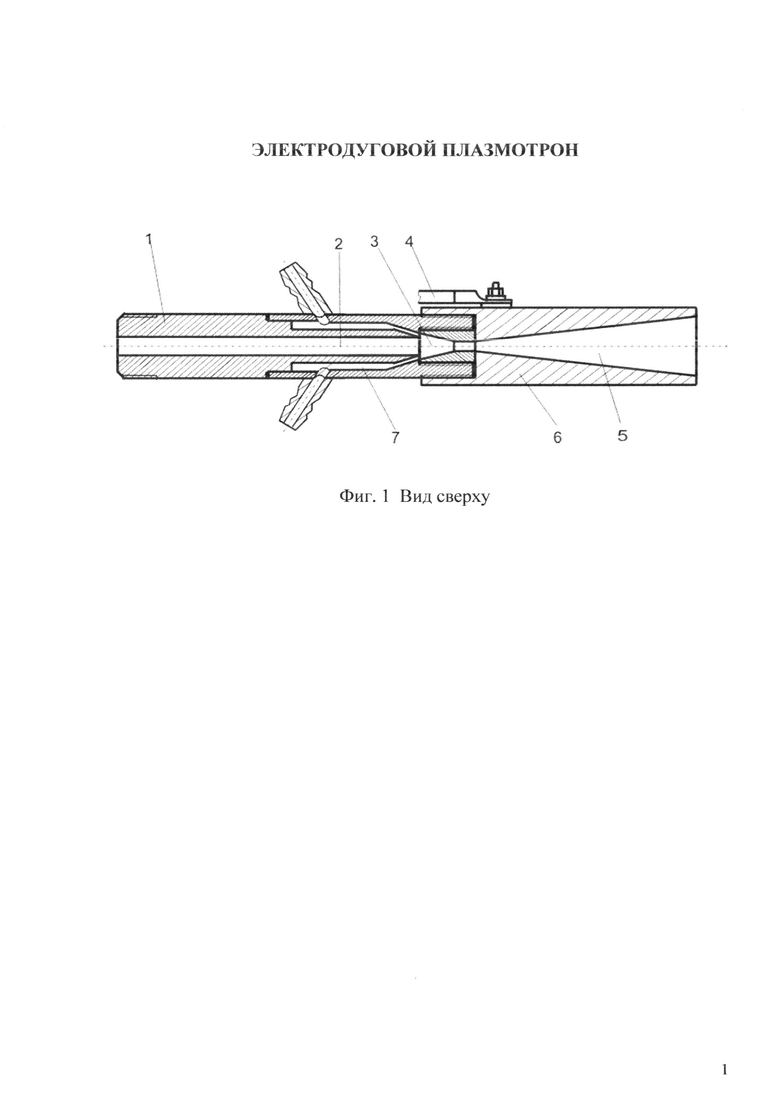
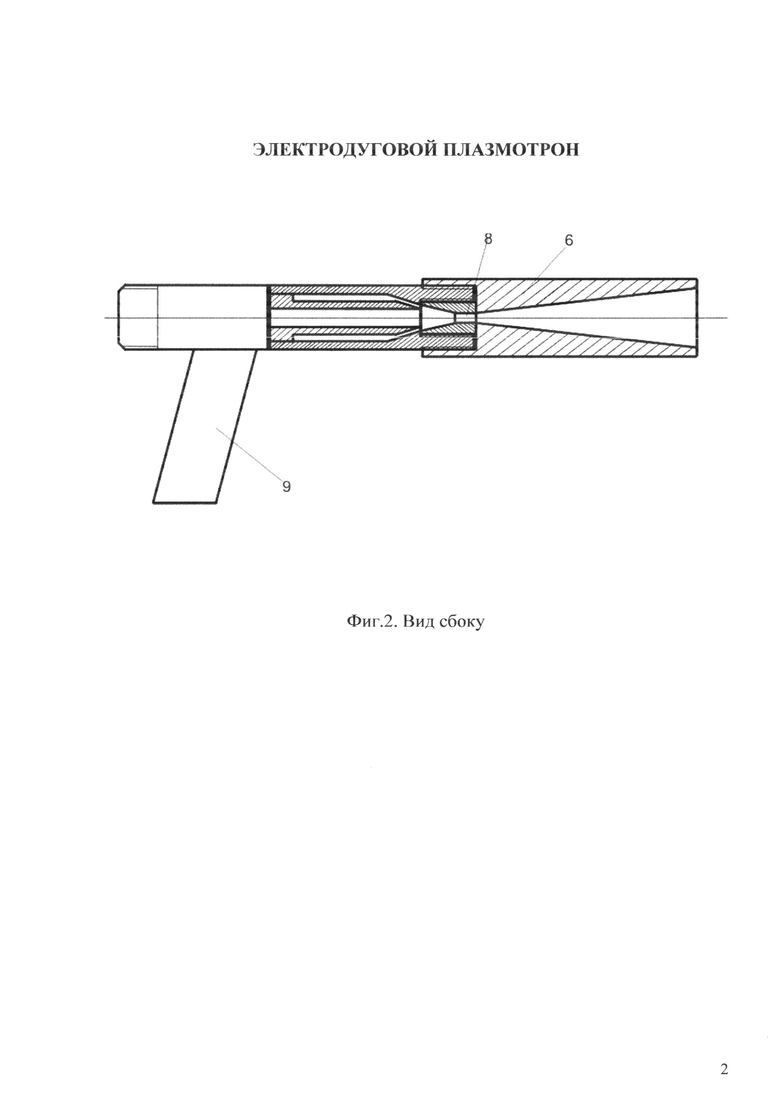
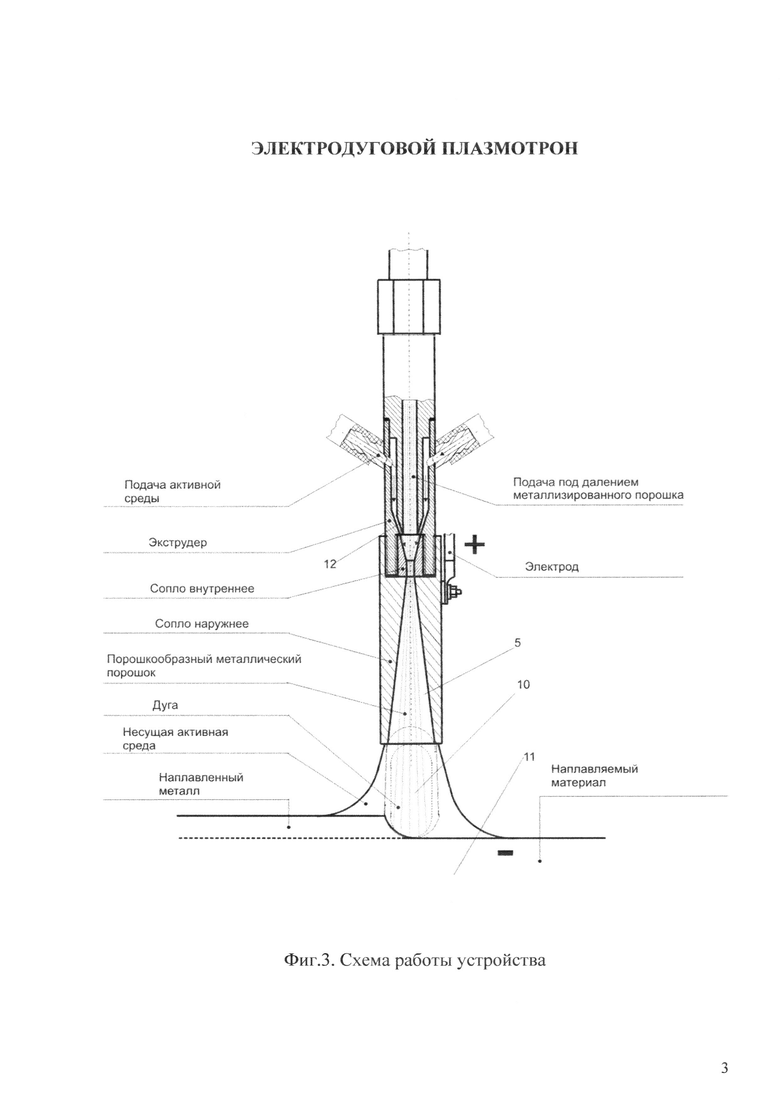
На фиг. 1 изображено устройство электродуговой плазмотрон вид сверху, на фиг. 2 вид сбоку, на фиг. 3 схему работы устройства.
Электродуговой плазмотрон для напыления покрытий, содержит корпус 1 (фиг. 1), сопло 6 (фиг. 1), анодный электрод 4 (фиг. 1), узел подачи транспортирующего газа с металлизированным порошком, узел подвода активной среды, предназначенным для напыления, через конусообразный канал сопла, кроме того плазмообразующий канал 10 (фиг. 3) образован между выходным конусообразным каналом сопла 5 (фиг. 1) и наплавляемой поверхностью 11 (фиг. 3), в свою очередь выходной конусообразный канал сопла 5 (фиг. 1) жестко связан с прямой секцией 8 (фиг. 2) и входным конусообразным каналом 3 (фиг. 1),наклонными относительно оси и образующей каналами 12 (фиг. 3) с которым соединен канал прямой подачи транспортирующего газа с металлизированным порошком 2 (фиг. 1) и канал подвода активной среды 7 (фиг. 1), кроме того анодный электрод 4 (фиг. 1) соединен с внешней поверхностью корпуса сопла 6 (фиг. 1), а на корпусе плазмотрона под углом расположена рабочая рукоять 9 (фиг. 2).
Работает устройство следующим образом. Перед включением плазматрона подключаются к патрубку канала прямой подачи транспортирующего газа с металлизированным порошком 2 (фиг. 1) трубопровод системы подачи, к каналу подвода активной среды 7 (фиг. 1), шланги системы подачи активной среды, к анодному электроду 4 (фиг. 1) кабель с источника электропитания.
При включении плазматрона катод с источника электропитания подключают с помощью коммутирующих элементов (на чертеже не показаны) к наплавляемой поверхности 11 (фиг. 3). Разрядный ток составляет не более 50А. Зажигание дугового разряда в плазмообразующем канале, 10 (фиг. 3) между выходным конусообразным каналом сопла 5 (фиг. 1) и наплавляемой поверхностью 11 (фиг. 3), осуществляется после его заполнения транспортирующим газом с металлизированным порошком и канал плазмообразующей активной средой.
Подача транспортирующего газа с металлизированным порошком осуществляется через осевой каналпрямой подачи транспортирующего газа с металлизированным порошком 2 (фиг. 1). Далее во входной конусообразный канал 3 (фиг. 1), прямую секцию 8 (фиг. 2) и через конусообразный канал сопла, в плазмообразующий канал 10 (фиг. 3), образованный между выходным конусообразным каналом сопла 5 (фиг. 1) и наплавляемой поверхностью 11 (фиг. 3).
Подача плазмообразующей активной среды осуществляется через осевой канал 7, радиальные каналы 12, обеспечивающих вихревое закручивание активной среды. Далее плазмообразующая активная среда подается в полость, входного конусообразного канала 3 (фиг. 1), прямую секцию 8 (фиг. 2) и через конусообразный канал сопла, в плазмообразующий канал 10 (фиг. 3), образованный между выходным конусообразным каналом сопла 5 (фиг. 1) и наплавляемой поверхностью 11 (фиг. 3). Подача под давлением активной среды ускоряет передвижение металлизированного порошка, кроме того обладая проводимостью и горючестью эта среда поддерживает горение электрической дуги. В зависимости от параметров активной среды изменяется длина плазменного факела.
После зажигания дугового разряда в плазмообразующем канале в заданную область начального участка дуги (в прикатодную зону), подается поток транспортирующего газа с металлизированным порошком, предназначенным для напыления. Предварительное смешение транспортирующего газа с порошком производится в системе подготовки и подачи рабочей смеси (на чертеже не показана), которая подключена к каналу прямой подачи транспортирующего газа с металлизированным порошком 2 (фиг. 1). Все трубопроводы и корпус 1 выполняются из диэлектрического материала. Детали сопла 6, входной конусообразный канал 3 (фиг. 1) выполняются из легированного металла.
Оптимальный режим ввода порошка в плазмообразующий канал достигается посредством регулирования расхода транспортирующего газа, плазмообразующей активной среды, подбором размеров проходного сечения сопла.
Наличие отличительных признаков приводит к повышению КПД, удельной мощности и надежности, упрощению конструкции и эксплуатации плазмотрона с МЭВ. Указанный плазмотрон может быть использован в установках плазменного напыления и закалки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАЗМАТРОН | 2003 |
|
RU2225084C1 |
| Плазмотрон для наплавки внутренней поверхности порошковым материалом | 2021 |
|
RU2778889C1 |
| Электродуговой плазмотрон и узел кольцевого ввода исходных реагентов в плазмотрон | 2023 |
|
RU2818187C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2021 |
|
RU2783979C1 |
| ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ | 2006 |
|
RU2320102C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ТУГОПЛАВКИХ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 2018 |
|
RU2672054C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2001 |
|
RU2222121C2 |
| СПОСОБ НАПЫЛЕНИЯ ПЛАЗМЕННОГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2006 |
|
RU2338810C2 |
| ПЛАЗМАТРОН ДЛЯ ЛАЗЕРНО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 1999 |
|
RU2171314C2 |
| ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2092981C1 |
Изобретение относится к технологии плазменной обработки изделий, а более конкретно к электродуговым плазматронам, предназначенным для напыления порошковых материалов, включая тугоплавкие металлы. Электродуговой плазмотрон содержит корпус, сопло, анодный электрод, узел подачи транспортирующего газа с металлизированным порошком, узел подвода активной среды через конусообразный канал сопла, в котором плазмообразующий канал образован между выходным конусообразным каналом сопла и наплавляемой поверхностью. Выходной конусообразный канал сопла жестко связан с прямой секцией и входным конусообразным каналом, наклонными относительно оси и образующей каналами, с которыми соединен канал прямой подачи транспортирующего газа с металлизированным порошком и канал подвода активной среды. Анодный электрод соединен с внешней поверхностью корпуса сопла, а на корпусе плазмотрона под углом расположена рабочая ручка. Технический результат заключатся в повышении КПД, удельной мощности и надежности, в упрощении конструкции и эксплуатации плазмотрона. 3 ил. 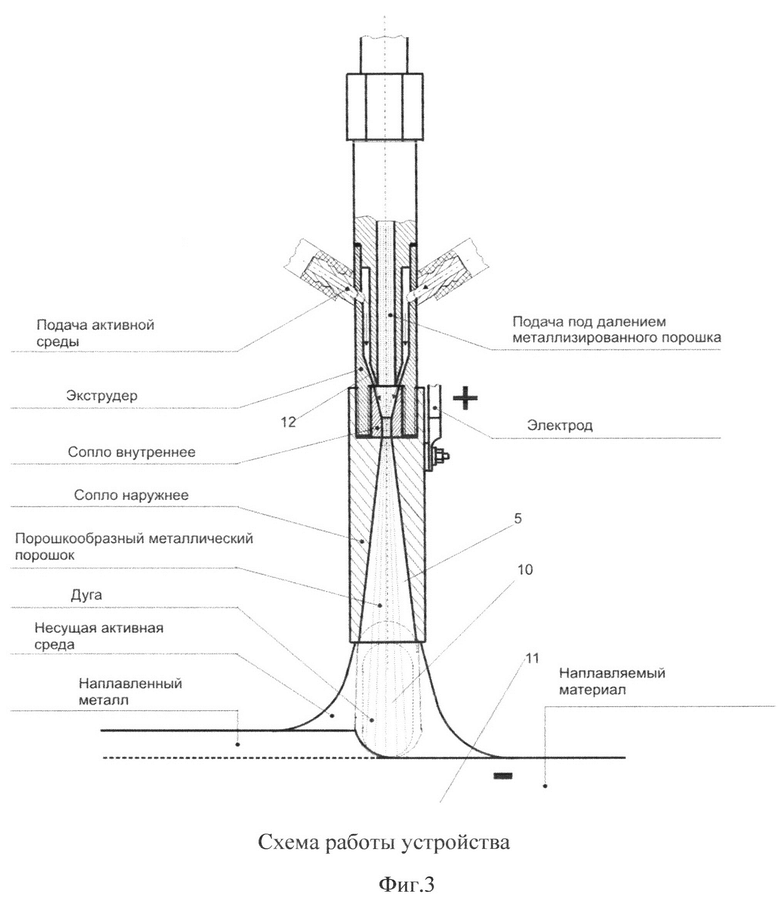
Электродуговой плазмотрон для напыления покрытий, содержащий корпус, сопло с закрепленным на нем анодным электродом, штуцер подвода транспортирующего газа с металлизированным порошком для напыления, расположенный в задней части корпуса, и катодный электрод, отличающийся тем, что в передней части корпуса выполнена двухступенчатая проточка, на первом выступе которой жестко закреплен экструдер со штуцерами подачи активной среды, образующий со вторым выступом корпуса канал для активной среды, при этом во внутреннюю часть экструдера со стороны его передней части ввинчено внутреннее сопло, с наружной части экструдера ввинчено сопло с закрепленным на нем анодным электродом, а катодный электрод выполнен с возможностью крепления к напыляемой поверхности детали.
| УСТРОЙСТВО ДЛЯ МНОГОДУГОВОЙ ПЛАЗМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1979 |
|
RU862463C |
| Плазменная горелка для напыления порошкообразных материалов | 1977 |
|
SU676147A3 |
| US 4127760 A, 28.11.1978 | |||
| JPH10193129 A, 28.07.1998 | |||
| JP2016085811 A, 19.05.2016. | |||

