Изобретение касается способа нанесения лака на края плит и на кромки, особенно из пористого материала, которые используются в мебельной промышленности.
Изобретение также касается устройства для нанесения лака на края плит и кромки, особенно из пористого материала, которые используются в мебельной промышленности, причем в устройстве содержится один валик или более для нанесения лака.
Кроме того, изобретение также касается применения способа, описанного в п.1 формулы изобретения, и устройства, описанного в п.3 формулы изобретения.
Уровень техники
В известных устройствах этого типа всегда существовали проблемы с дозированием лака на краях пористых материалов, таких как MDF-плиты (древесно-волокнистые плиты средней плотности) или древесно-стружечные плиты. Наибольшую проблему представляет получение слоя равномерно просушенного лака одинаковой толщины. При нанесении лака на древесно-стружечные плиты лак будет проникать глубже внутрь плиты, так как структура в этом месте гораздо более пористая, чем остальные части плиты. Такое накопление лака в середине плиты очень нежелательно, так как лак практически не будет затвердевать, и растворители, входящие в состав лака, в течение длительного периода времени будут испаряться. Это очень вредно, в особенности, если покрытые лаком плиты используются для изготовления кухонной или детской мебели.
Давно уже пытаются решить проблему, возникающую, когда лак необходимо нанести на края нескольких изделий за короткий промежуток времени. Один из способов, которым пользовались ранее, состоял в том, что лак распыляли на изделия, объединенные в пакет. Когда край изделия не является однородной структурой, трудно добиться того, чтобы лак не собирался в подтеки или капли, и вследствие этого невозможно достичь равномерного впитывания лака. Для того чтобы обеспечить нанесение требуемого количества лака на весь край изделия, придется смириться с тем, что некоторые места будут неизменно получать слишком много лака. В результате образуются нежелательные скопления лака, которые впоследствии придется удалять, например, путем шлифовки.
Во многих случаях этот процесс должен повторяться до нескольких раз, что не только удорожает процесс лакировки, но также удлиняет время обработки.
Другой путь решения проблемы показывает патент США 4070987, описывающий устройство, в котором лак на края наносится при помощи бесконечного ремня, так называемого ремня для краев. Этот способ имеет ряд недостатков, и один из них заключается в том, что в действительности нанесение лака является не особенно точным, и что точное нанесение лака на различные профили не может быть достигнуто без трудностей, так как способ предназначен только для нанесения поверхностного слоя лака на предварительно обработанные изделия.
Известен также способ нанесения лака на профильные края с помощью устройства, использующего валики, благодаря чему профильные края можно лакировать посредством двух валиков, соответственно дозирующих валиков и валика для нанесения лака. Проблема состоит в том, что изменение профиля блока для нанесения лака обходится довольно дорого, так как стоимость изготовления комплекта соответствующих валиков для нанесения лака очень высока. Кроме того, эти валики являются тяжелыми, вследствие чего замена их комплектом валиков с другим профилем отнимает много времени и зачастую связана с определенными трудностями.
Сущность изобретения
В настоящем изобретении указанные проблемы решаются путем использования следующего способа и связанного с ним устройства. После предварительной обработки края, которая может включать фрезерование профиля и зачистку его шкуркой, на край наносится предпочтительно очень вязкий акриловый лак при помощи устройства согласно изобретению, предназначенного для нанесения лака на профильные края. Затем лак отверждают при помощи известных способов твердения, например при помощи ультрафиолетового излучения, после чего лак шлифуют. Теперь изделие/край готово для нанесения поверхностного слоя или нанесения пленки путем термической пропитки. Для поверхностного покрытия берется менее вязкий лак, который также может быть использован в устройстве, благодаря тому, что валик, переносящий лак, при необходимости можно регулировать в соответствии с вязкостью используемого лака.
Решающим условием при нанесении лака является обеспечение точного дозирования лака на профильном крае, куда должен быть нанесен лак. Устройство согласно изобретению обеспечивает очень точное дозирование, так что лак может наноситься с учетом того, что структура поверхности обрабатываемого изделия обладает различной впитывающей способностью. В то же время изобретение позволяет легко, быстро и дешево произвести замену профиля на валике для нанесения лака и на дозирующем элементе.
Сам дозирующий элемент состоит из относительно тонкой пластины, которая с одного конца имеет приблизительно такую же форму, что и профильный край изделия, подлежащего лакировке. Контур дозирующего элемента или при автоматизированном проектировании исходный контур дозирующего элемента в некоторых случаях совпадает с исходным контуром валика для нанесения лака при автоматизированном проектировании. Лаконапорная камера, которая при работе устройства непрерывно подает лак при постоянном давлении в лакодозирующий элемент, и система горизонтальной регулировки позволяют обеспечить очень точное дозирование лака на краю.
В особых случаях, когда, например, профильный край имеет наклонный профиль и поэтому открыт большой участок внутреннего слоя, который будет впитывать больше лака, чем поверхностный слой, сам лакодозирующий элемент может выполняться с изменяющимися исходными размерами при автоматизированном проектировании. Благодаря этому учитывается то, что в вышеупомянутых случаях и при большой толщине обрабатываемой детали следует подавать больше лака к внутреннему слою. Это имеет место приблизительно у 50% из известных на современном рынке вариантов профильных краев древесно-волокнистых плит средней плотности (MDF) и древесно-стружечных плит.
Кроме того, при автоматизированном проектировании валика для нанесения лака можно изменять его исходный контур или, в некоторых случаях, даже изменять как исходный контур валика для нанесения лака, так и исходный контур лакодозирующего элемента с тем, чтобы добиться различного дозирования лака на профиле изделия, например наносить больше лака на внутренний слой более толстых изделий, и туда, например, где профиль края имеет наклон порядка 30-45o по отношению к вертикали и поэтому открыт большой участок внутреннего слоя и соответственно в этом месте происходит большее впитывание.
Для того, чтобы осуществлять это точное дозирование, нужен элемент, который может подавать требуемое количество лака при требуемом давлении. Это обеспечивается валиком, переносящим лак. Этот валик, переносящий лак, состоит из ряда напорных камер, которые обеспечивают возникновение требуемого давления. Устройство может быть применено для нанесения лака на профильные края, выполненные из древесно-волокнистых плит средней плотности (MDF), из древесно-волокнистых плит высокой плотности (HDF), из мазонита, из древесно-стружечных плит и так далее. Эти материалы упомянуты не для ограничения, а потому, что они имеют такие края, на которые труднее всего нанести лак должным образом. Устройство может применяться для лакирования всех обычных типов материалов, которые используются для изготовления профильных краев.
Для изделий, у которых впитывающая способность поверхностного и внутреннего слоев более или менее одинакова, контур дозирующего профиля для края совпадает с контуром выреза под профильный край в валике для нанесения лака. Лакодозирующий элемент вставлен во втулки для регулирования как в горизонтальном, так и в вертикальном направлении. Этим обеспечивается равномерное и постоянное нанесение лака на край изделия.
Другим достоинством устройства этого типа является то, что для его установки требуется очень мало места.
Существует вероятность того, что линия подачи материала остановится. В этом случае элемент, наносящий лак, автоматически отходит от края изделия для того, чтобы лак не расходовался понапрасну на поверхность изделия, и когда линия подачи материала будет опять включена, элемент автоматически присоединится снова.
Конструкция устройства предусматривает, что элемент, наносящий лак, можно легко чистить, так как при ограниченных возможностях для его чистки элемент, наносящий лак, однозначно должен быть закрыт от света крышкой.
Таким образом, в изобретении предложен способ нанесения лака на края плит и на кромки предпочтительно из пористого материала, который используется в мебельной промышленности, при использовании элемента для нанесения лака, содержащего лакодозирующий элемент и валик для нанесения лака. Способ характеризуется тем, что нанесение лака на поверхность обрабатываемого изделия осуществляют в определенном количестве или определенной толщиной с учетом впитывающей способности обрабатываемого изделия путем изменения или замены контура лакодозирующего элемента и/или валика для нанесения лака, при этом лак на отдельные участки поверхности обрабатываемого изделия наносят таким образом, чтобы на участках поверхности с большей впитывающей способностью толщина или количество наносимого лака превышали толщину или количество лака, наносимого на участки с меньшей впитывающей способностью.
В некоторых вариантах осуществления предложенного способа более толстый слой лака наносят на внутренний слой обрабатываемого изделия, и его толщину уменьшают в направлении горизонтальных поверхностей этого изделия.
В изобретении также предложено устройство для нанесения лака на края плит и на кромки предпочтительно из пористого материала, который используется в мебельной промышленности, содержащее один или несколько элементов для нанесения лака, каждый из которых содержит лакодозирующий элемент и валик для нанесения лака, имеющий профилированный вырез. Устройство характеризуется тем, что лакодозирующий элемент и/или валик для нанесения лака имеют такой контур, что лак, подаваемый лакодозирующим элементом к профилированному вырезу в валике для нанесения лака, наносится на поверхность обрабатываемого изделия в определенном количестве или определенной толщиной с учетом впитывающей способности обрабатываемого изделия, так что толщина или количество лака, наносимого на участки поверхности с большей впитывающей способностью, превышают толщину или количество лака, наносимого на участки с меньшей впитывающей способностью.
В некоторых вариантах устройства вырез на поверхности отдельного валика может быть образован участками в соответствии с профилем обрабатываемого изделия.
Возможный вырез на поверхности отдельного валика может соответствовать тому профилю, на который должен быть нанесен лак.
Предложенное устройство может включать более одного элемента для нанесения лака, причем валик в элементе для нанесения лака, который осуществляет последнюю технологическую операцию, может вращаться в противоположном направлении.
Направление и/или скорость вращения отдельного валика для нанесения лака могут изменяться в зависимости от требуемого результата и от типа обрабатываемого изделия.
Изобретение далее объясняется более подробно со ссылкой на чертежи, из которых
на фиг.1 показан вид сбоку устройства для нанесения лака;
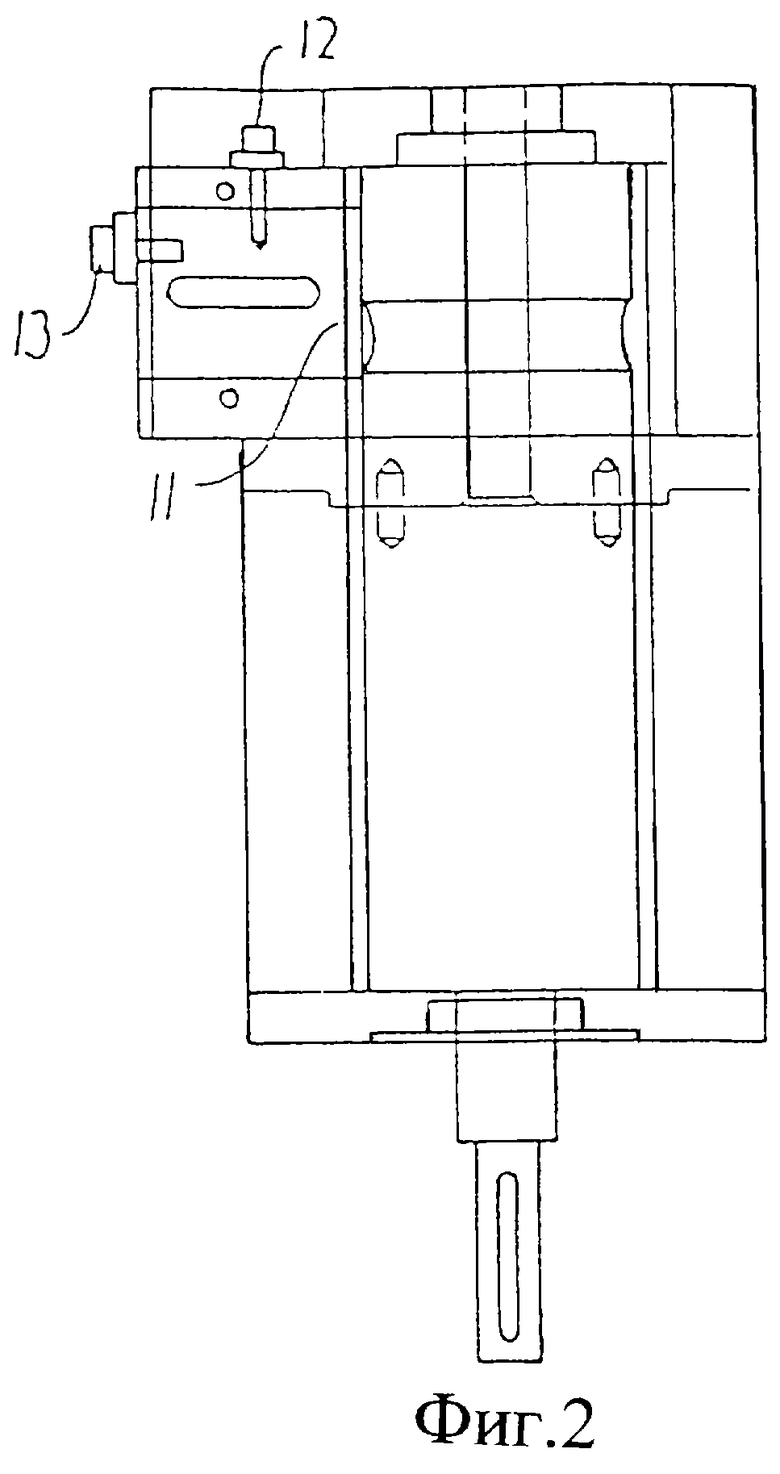
на фиг. 2 показан вид со стороны изделия устройства для нанесения лака, без приводного блока и контейнера для лака;
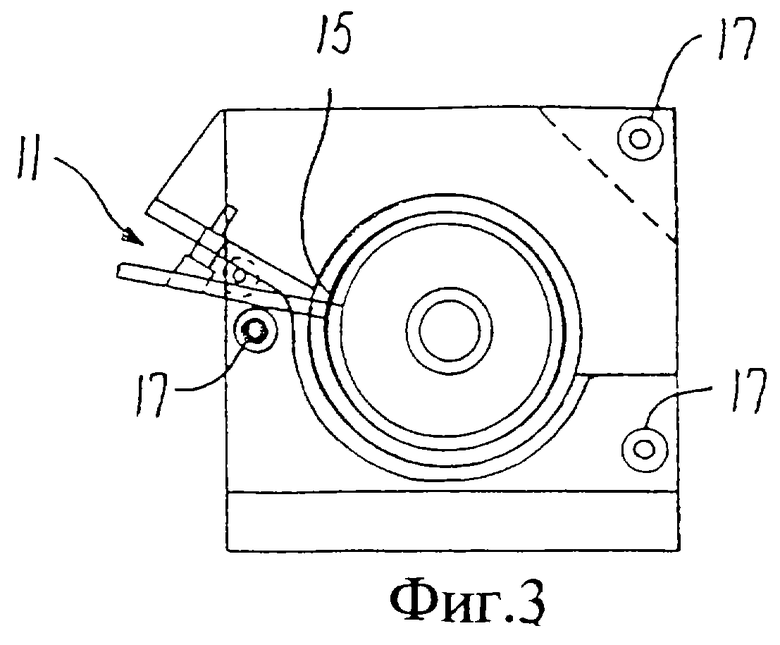
на фиг. 3 показан вид сверху устройства для нанесения лака, без приводного блока и контейнера для лака;
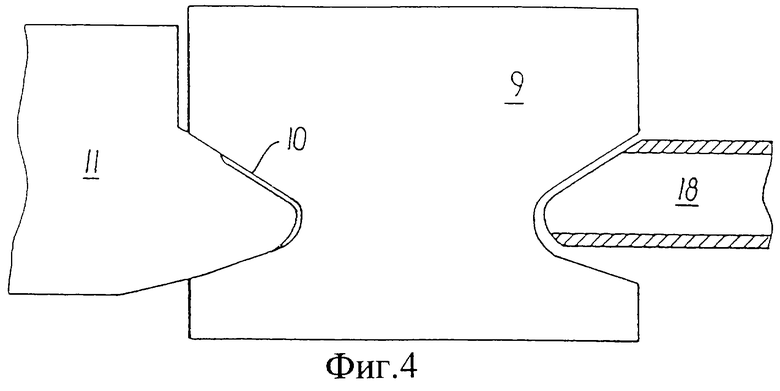
на фиг.4 показан валик для нанесения лака вместе с изделием и профилированным лакодозирующим элементом;
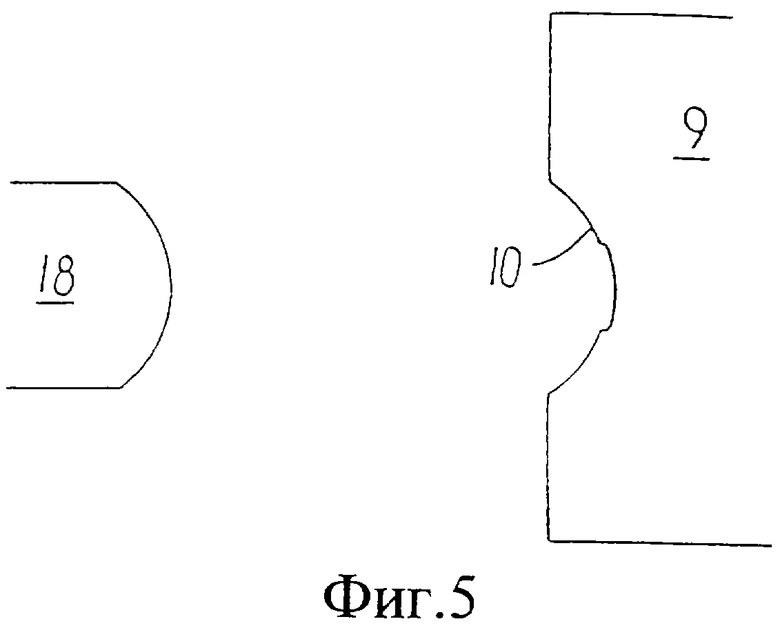
на фиг.5 показан валик для нанесения лака, а также разрез профилированного выреза и изделия,
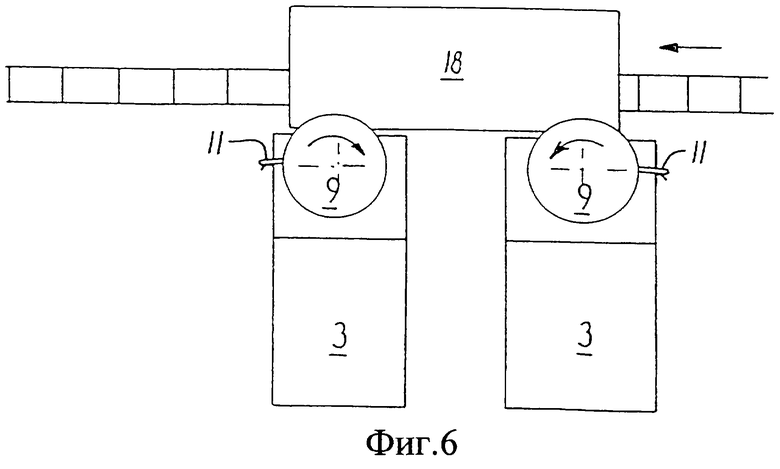
на фиг. 6 показан вариант осуществления изобретения, в котором используются несколько элементов для нанесения лака, один из которых вращается в противоположном направлении.
Устройство для нанесения лака на края плит 18 согласно изобретению состоит из приводного блока 1, который может содержать привод с регулированием частоты или управляемый другим способом, приводная мощность от которого передается через передаточный блок 2. В резервуаре для лака 3 находится лак, который нужно нанести на изделия 18, причем лак проходит через канал 4 подачи лака к переносящему лак фрикционному валику 5, который образует внутреннюю часть нижней фрикционной камеры 6 для лака, которая позволяет транспортировать лак, предпочтительно очень вязкий акриловый лак, на расстоянии между переносящим лак валиком 5 и внешней стенкой фрикционной камеры, причем это расстояние зависит от вязкости лака, используемого для соответствующего изделия 18, через существенно закручивающийся кверху подающий канал, который выполнен на внешней стенке фрикционной камеры 6 посредством предварительной обработки и доходит до верхней напорной камеры 7, то есть главной лаконапорной камеры. В предпочтительном варианте осуществления изобретения переносящий лак валик с низким коэффициентом трения сделан из стали и имеет гладкую поверхность. В самом верху главной лаконапорной камеры 7 находится канал 8 сброса избыточного давления лака, который обеспечивает равномерность давления лака в главной лаконапорной камере, а также позволяет направить избыток лака обратно в резервуар 3 для лака. На фиг.4 валик 9 для нанесения лака расположен на той же оси, что и переносящий лак валик 5. Вырез 10 цилиндрической поверхности этого валика 9 для нанесения лака соответствует профилю края, на который должен быть нанесен лак, так что вырез 10 на валике соответствует исходному контуру обрабатываемого края изделия 18 при его автоматизированном проектировании. Для передачи лака на валик 9 для нанесения лака предусмотрен лакодозирующий элемент 11 с профильным краем. В идеальном случае исходный контур этого лакодозирующего элемента 11 при автоматизированном проектировании совпадает с формой выреза под профильный край на валике 9 для нанесения лака. В случаях, которые нельзя считать идеальными, компенсация осуществляется путем изменения при автоматизированном проектировании исходного контура валика, исходного контура дозирующего элемента или обоих исходных контуров. Такие случаи встречаются, например, когда лак нужно нанести на пористую плиту, например на край древесно-стружечной плиты. Так как часть лака впитает внутренний слой, поверхность будет покрыта неравномерно. Следовательно, необходимо скомпенсировать разницу в количестве нанесенного лака, которую можно видеть на поперечном разрезе профиля. По способу согласно изобретению решение этой проблемы состоит в том, чтобы при автоматизированном проектировании изменить исходные размеры лакодозирующего элемента таким образом, чтобы слой лака, который наносится на внутренний слой изделия 18, был толще, и толщина его уменьшалась в направлении горизонтальных поверхностей изделия 18. Профилированный лакодозирующий элемент предпочтительно выполнен из материала, который легко подвергается предварительной обработке. Иногда используется специальная латунь, но в других случаях может быть применен, например, пластик, нейлон, сталь или подобные им материалы.
Валик 9 для нанесения лака может быть выполнен из различных материалов, и поверхность валика также может иметь различную шероховатость в зависимости от того, какого рода полировка требуется на изделиях 18.
Размер валика и впоследствии требуемые глубина и высота выреза в валике могут меняться в зависимости от формы изделия 18.
В связи с тем, что лакодозирующий элемент 11 закреплен в устройстве, то для того, чтобы иметь возможность очень точно дозировать лак, предусмотрены средства как вертикальной, так и горизонтальной регулировки 12, 13. На одном конце главной напорной камеры 7 и на противоположных концах нижней напорной камеры 6 или фрикционных камер для лака предусмотрены подшипники 14. Фактически, дозирование лака происходит в точке 15 передачи, где лак из главной напорной камеры 7 передается через профилированный лакодозирующий элемент 11 к профилированному вырезу 10 в валике 9 для нанесения лака.
Чтобы облегчить разборку и сборку главной напорной камеры 7, например для замены валика 9 для нанесения лака, между блоками, которые соответственно включают в себя валик 5, переносящий лак, и профилированный валик 9 для нанесения лака, могут быть установлены направляющие 16 какого-либо вида. Кроме того, в верхней части блоков, включая напорную камеру 7, валик 9 для нанесения лака и лакодозирующий элемент 11, предусмотрено несколько крепежных элементов 17 для быстрой разборки и сборки.
Все устройство может быть смонтировано на стойке в виде "плавающей" конструкции, которая свободно перемещается как в вертикальном, так и в горизонтальном направлении. Кроме того, все устройство может работать в положениях, отличных от горизонтального, так как оно представляет собой закрытое устройство.
Само устройство для нанесения лака может также состоять из нескольких элементов для нанесения лака, которые могут вращаться в одном направлении, или в противоположных направлениях, или их скорость может изменяться отдельно для каждого элемента.
В особом варианте осуществления изобретения, показанном на фиг.6, за нанесением лака может следовать дополнительное калибрование лака. Это означает, что при помощи гладкого профилированного валика часть нанесенного лака может быть удалена, и таким образом лак, нанесенный на изделие, будет иметь строго определенную толщину. Лишний лак отводится в сосуд для сбора лака или обратно, в резервуар 3 для лака, через профилированный лакодозирующий элемент, который в этом случае вместе с профилированным валиком вращается в противоположном направлении.
В описании устройства использовались такие термины, как лак и краска, но предусмотрено и более широкое применение устройства при нанесении жидких веществ на края, например для нанесения клея или подобного вещества на поверхности краев.
Главным образом, устройство предназначено для нанесения лака на края плит и кромки, где под кромками понимаются ровные или профилированные кромки, которые любым путем требуется покрыть лаком со всех сторон и/или краев.
Изобретение касается способа нанесения лака на края плит и на кромки, особенно из пористого материала, которые используются в мебельной промышленности. Способ осуществляют с использованием элемента для нанесения лака, содержащего лакодозирующий элемент и валик для нанесения лака. Нанесение лака на поверхность обрабатываемого изделия осуществляют в определенном количестве или определенной толщины с учетом впитывающей способности обрабатываемого изделия путем изменения или замены контура лакодозирующего элемента и/или валика для нанесения лака. При этом лак на отдельные участки поверхности обрабатываемого изделия наносят так, чтобы на участках поверхности с большей впитывающей способностью толщина или количество наносимого лака превышали толщину или количество лака, наносимого на участки с меньшей впитывающей способностью. Более толстый слой лака наносят на внутренний слой обрабатываемого изделия и его толщину уменьшают в направлении горизонтальных поверхностей изделия. Для осуществления способа может быть использовано несколько элементов для нанесения лака, каждый из которых содержит лакодозирующий элемент и валик для нанесения лака, имеющий профилированный вырез. Изобретение обеспечивает точное дозирование лака на профильном крае с учетом структуры поверхности обрабатываемого изделия, обладающей различной впитывающей способностью. 2 с. и 5 з.п. ф-лы, 6 ил.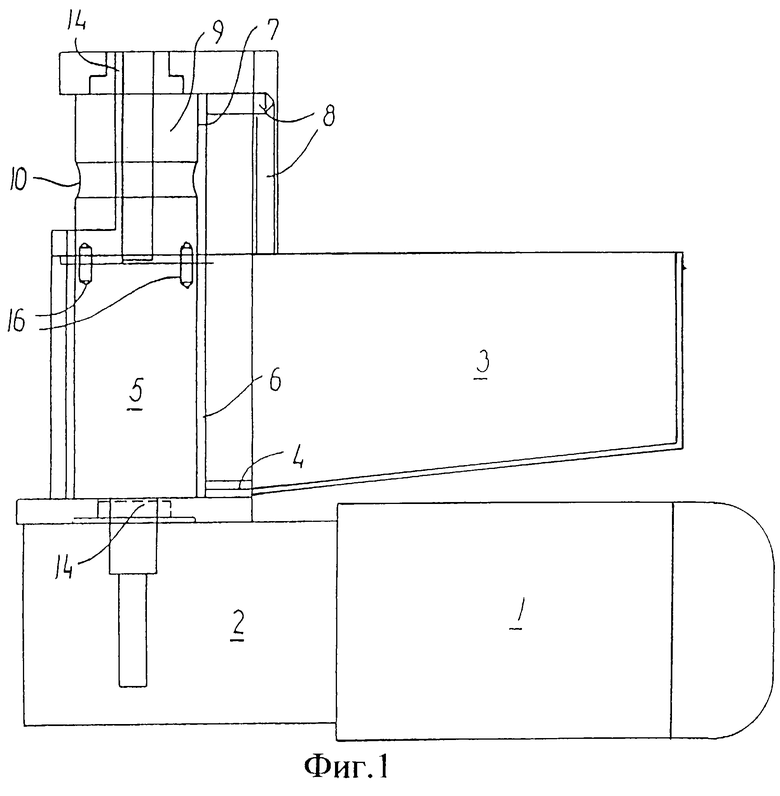
| US 4070987 А, 31.01.1978 | |||
| Установка для нанесения клея на изделия | 1977 |
|
SU701721A1 |
| Валец для нанесения жидкости на изделия | 1976 |
|
SU614822A1 |
| US 5410773 А, 02.05.1995 | |||
| US 3847117 А, 12.11.1974 | |||
| МЕХАНИЗМ ДЛЯ НАНЕСЕНИЯ КЛЕЯ НА КРАЙ ЛИСТОВОГО МАТЕРИАЛА | 0 |
|
SU274338A1 |
| Устройство для окраски продольных кромок дверных полотен | 1984 |
|
SU1165480A1 |
| SU 1680359 A1, 30.09.1991 | |||
| US 3970396 А, 20.07.1976 | |||
| МОБИЛЬНАЯ СИСТЕМА ПЕРЕДАЧИ ДАННЫХ, УСТРОЙСТВО УПРАВЛЕНИЯ, УСТРОЙСТВО БАЗОВОЙ СТАНЦИИ, СПОСОБ УПРАВЛЕНИЯ СИСТЕМОЙ И СПОСОБ УПРАВЛЕНИЯ УСТРОЙСТВОМ | 2015 |
|
RU2635108C2 |
| Смеситель | 1985 |
|
SU1489814A1 |

