Область техники, к которой относится изобретение
Изобретение относится к области ленточных машин непрерывного литья металла, имеющих, по существу, прямую или плоскую полость кристаллизатора, внутри которой от входа по длине полости до ее выхода движется лента (движутся ленты). Понятие "по существу, плоская" в контексте данного описания включает также небольшую продольную кривизну, которая может способствовать постоянному прижиму единственной натянутой ленты, движущейся с опорой на опорные средства в движущейся полости кристаллизатора, а также небольшую поперечную кривизну, которая может способствовать постоянному контакту ленты с поверхностью металла, затвердевающего в движущейся полости кристаллизатора.
Уровень техники
Ленты в ленточных машинах непрерывного литья расплавленного металла обычно изготовляются, как это известно из уровня техники, из соответствующего теплопроводящего гибкого материала и имеют толщину, находящуюся, например, в интервале от 0,3 до 2 мм. Такая лента движется по замкнутой овальной траектории в условиях значительных растягивающих усилий вокруг соответствующей каретки. В процессе своего движения лента в известных машинах постоянно проходит по вращающемуся входному шкивному барабану и по вращающемуся выходному шкивному барабану, установленным соответственно у входного и выходного концов подвижного кристаллизатора.
Постоянно возникающая проблема при использовании подобных машин заключается в наличии пространственных ограничений, касающихся внутренней поверхности ленты вблизи входной зоны полости кристаллизатора, где расплавленный металл вступает в контакт с лентой, когда лента отходит от вращающегося входного шкивного барабана. Данное ограничение можно наблюдать на виде машин сбоку. Оно представляет собой образование зазора в форме зубца между внутренней поверхностью ленты и задней (по направлению движения металла) половиной вращающегося входного шкивного барабана на участке, где лента отходит по касательной от шкивного барабана.
В этой пространственно ограниченной, так называемой "седловой зоне" желательно обеспечить точный контроль над искажением профиля ленты, поскольку именно в этой зоне очень горячий разливаемый расплавленный металл вступает в контакт с движущейся лентой.
В патентах США 4061178 и 4061177 предложена замена вращающегося входного шкивного барабана. Техническое решение согласно патенту США 4061178 является ближайшим аналогом заявленной группы изобретений. В этом патенте раскрыты аппарат, обеспечивающий левитацию на воздушной подушке гибкой натянутой теплопроводной ленты, содержащий пространственно разделенные стационарные элементы, направляющие ленту и задающие цилиндрическую траекторию ее движения, а также способ направляемой подачи бесконечно гибкой ленты на вход ленточной машины непрерывного литья.
Траектория движения ленты задается множеством "катушек", плавающих в гидравлической жидкости. Описанные в названных патентах катушки функционировали при абсолютном давлении воздуха меньше атмосферного, т.е. при парциальном вакууме, для того чтобы обеспечить отвод охлаждающей жидкости от катушек и стабилизацию положения ленты почти в контакте с катушками.
Силы, имеющие место при парциальном вакууме, как оказалось, недостаточны для стабилизации ленты в той степени, которая обеспечивает получение высококачественного продукта литья. В указанном патенте США 4061177 для стабилизации лент предложено использовать охлаждающий агент, предварительно нагретый до 40-70oС.
Однако результирующее высокое парциальное давление водяного пара, выделяемого горячей водой, ограничивает достижимый парциальный вакуум в машине по указанному патенту.
Кроме того, нагрев воды или охлаждающего агента даже до 70oС недостаточен для адекватного предварительного нагрева ленты, требуемого для достижения высококачественного продукта.
При этом охлаждающий агент с температурой 55-70oС создает опасность получения ожога персоналом, если этот горячий охлаждающий агент выйдет из-под контроля, например, в случае дефекта ленты или повреждения трубопровода.
Таким образом, оборудование, описанное в названных патентах, не решает проблемы требуемой стабилизации ленты в ленточной машине и получения высококачественного продукта.
Известно, что гладкие твердые объекты можно заставить "парить" на очень малом расстоянии от гладких твердых поверхностей при помощи текучей среды, подаваемой между ними под давлением. Однако когда один из объектов является гибким и движущимся, а также изогнутым, то при попытках использования сжатого воздуха для осуществления "парения" ленты, движущейся вдоль изогнутой стационарной опорной поверхности, возникают серьезные проблемы, такие как возникновение невыносимых пронзительных шумов и вибраций ленты.
Сущность изобретения
Изобретателем создан жесткий стационарный аппарат для направляемой подачи ленты, не содержащий частей, движущихся по замкнутой траектории, в котором использована "воздушная подушка", имеющая выпуклую цилиндрическую форму. Аппарат является значительно менее сложным, чем известный аппарат с множеством катушек, обжигающе горячим охлаждающим агентом и парциальным вакуумом. При этом обнаружено, что аппарат с воздушной подушкой по настоящему изобретению может быть сконструирован таким образом, чтобы преодолеть или существенно уменьшить перечисленные проблемы. Аппарат по изобретению обеспечивает возможность отклонять, изгибать или изменять направление движения бесконечной гибкой тонкой ленты заданной толщины в процессе ее перемещения, а также освободить пространство, которое в большинстве известных ленточных машин занято задней частью входного шкивного барабана. Освобожденное таким образом пространство может быть использовано для улучшения охлаждения ленты и введения опор в критическую, так называемую "седловую" зону, в которой расплавленный металл вступает в контакт с лентой ленточной машины.
Таким образом, согласно первому аспекту настоящего изобретения предлагается аппарат с воздушной подушкой для направляемой подачи движущейся гибкой натянутой теплопроводящей ленты по цилиндрической траектории к входу в полость кристаллизатора машины непрерывного литья металла, содержащий стационарные элементы, направляющие ленту и задающие цилиндрическую траекторию ее движения. Отличительной особенностью аппарата является то, что указанные элементы, направляющие ленту, выполнены с возможностью взаимодействия с подаваемым сжатым воздухом с обеспечением левитации ленты к ее внутренней поверхности, изогнутой по цилиндрической поверхности и движущейся по цилиндрической траектории.
В предпочтительном варианте аппарат дополнительно содержит стационарную опору для указанных элементов, направляющих ленту, установленных на этой опоре, причем в указанной опоре выполнено, по меньшей мере, одно отверстие для приведения находящегося под давлением воздуха в контакт с указанными элементами, направляющими ленту, и указанная опора снабжена установочными компонентами для установки аппарата с воздушной подушкой в заданном стационарном положении в машине непрерывного литья вблизи входа в полость кристаллизатора. Указанное, по меньшей мере, одно отверстие может содержать сопло для управления давлением воздуха, приводимого под давлением в контакт с указанными элементами, направляющими ленту.
В другом варианте выполнения аппарата указанные элементы, направляющие ленту, имеют стационарные поверхности, обращенные наружу, в направлении изогнутой по цилиндру движущейся внутренней поверхности указанной ленты, движущейся по цилиндрической траектории, причем указанные поверхности указанных элементов, направляющих ленту, имеют в своем составе прочный, износостойкий материал, эффективный применительно к скользящему контакту.
Аппарат может также дополнительно содержать вытянутый стационарный дросселирующий барьер для воздуха, ориентированный в поперечном направлении относительно указанной цилиндрической траектории, т.е. поперек направления движения указанной ленты, движущейся по указанной цилиндрической траектории.
В следующем предпочтительном варианте указанный вытянутый стационарный дросселирующий барьер для воздуха имеет стационарную поверхность, обращенную наружу, в направлении изогнутой по цилиндру движущейся внутренней поверхности указанной ленты, движущейся по цилиндрической траектории, причем в указанной поверхности указанного дросселирующего барьера выполнены канавки для распределения давления воздуха.
В еще одном варианте аппарат дополнительно содержит стационарное уплотнение, расположенное по периметру вокруг указанной цилиндрической траектории и выполненное с возможностью взаимодействия с изогнутой по цилиндру движущейся внутренней поверхностью указанной ленты, движущейся по цилиндрической траектории, для ограничения возможности выхода находящегося под давлением воздуха за пределы изогнутой движущейся внутренней поверхности указанной ленты, причем указанный вытянутый дросселирующий барьер для воздуха является частью указанного уплотнения.
В соответствии со вторым аспектом настоящего изобретения предлагается аппарат с воздушной подушкой для направляемой подачи движущейся гибкой натянутой теплопроводящей ленты по цилиндрической траектории к входу в полость кристаллизатора машины непрерывного литья металла, содержащий пространственно разделенные стационарные элементы. Отличительной особенностью аппарата является то, что указанные пространственно разделенные стационарные элементы имеют стационарные поверхности, направляющие ленту, которые расположены вдоль выпуклой цилиндрической траектории и ориентированы наружу вдоль выпуклой цилиндрической траектории для обеспечения подачи ленты, движущейся по цилиндрической траектории, причем изогнутая по цилиндру движущаяся внутренняя поверхность ленты обращена к поверхностям, направляющим ленту; а аппарат также снабжен по меньшей мере одним отверстием для подачи находящегося под давлением воздуха в пространство между указанными элементами для приведения находящегося под давлением воздуха в обеспечивающий левитацию контакт с изогнутой по цилиндру движущейся внутренней поверхностью движущейся ленты.
В предпочтительном варианте указанная натянутая лента создает первый силовой компонент предварительно определенной величины, приложенный к указанному аппарату; подача находящегося под давлением воздуха в пространства между указанными элементами является управляемой для приведения находящегося под давлением воздуха в контакт, обеспечивающий левитацию, с указанной изогнутой по цилиндру движущейся внутренней поверхностью движущейся ленты при приложении к указанной изогнутой по цилиндру движущейся внутренней поверхности второго силового компонента, имеющего величину, составляющую, по меньшей мере, около 90% предварительно определенной величины первого силового компонента, причем второй силовой компонент направлен от указанного аппарата противоположно первому силовому компоненту.
В еще одном из предпочтительных вариантов выполнения аппарата с воздушной подушкой подача находящегося под давлением воздуха в пространства между указанными элементами является управляемой для приведения находящегося под давлением воздуха в контакт, обеспечивающий левитацию, с указанной изогнутой по цилиндру движущейся внутренней поверхностью движущейся ленты при приложении к указанной изогнутой по цилиндру движущейся внутренней поверхности второго силового компонента, имеющего величину, выбранную в интервале между 90% и 100% предварительно определенной величины первого силового компонента, причем второй силовой компонент направлен от указанного аппарата противоположно первому силовому компоненту.
В следующем варианте полость кристаллизатора выполнена, по существу, плоской, начиная от входа, в, по существу, прямолинейном направлении движения металла в машине непрерывного литья; указанная выпуклая цилиндрическая траектория охватывает угол, составляющий около 180o; радиус R1 указанной выпуклой цилиндрической траектории выбран равным примерно 305 мм; находящийся под давлением воздух, приводимый, посредством управляемой подачи, в контакт, обеспечивающий левитацию, с указанной изогнутой по цилиндру движущейся внутренней поверхностью движущейся ленты, создает силовой компонент, действующий противоположно направлению движения металла и составляющий около 250 Н на миллиметр ширины ленты.
Аппарат может также содержать опору, наружная поверхность которой имеет, по существу, выпуклую цилиндрическую форму, причем указанные пространственно разделенные, стационарные элементы установлены на указанной наружной поверхности опоры.
В еще одном варианте указанные пространственно разделенные, стационарные элементы представляют собой решетку, расположенную на наружной поверхности указанной опоры; указанная решетка расположена вдоль указанной выпуклой цилиндрической траектории, и указанные поверхности, направляющие ленту, представляют собой обращенные наружу поверхности указанной решетки.
В соответствии с третьим аспектом настоящего изобретения предлагается аппарат с воздушной подушкой для использования в машине непрерывного литья металла, содержащей, по меньшей мере, одну бесконечную гибкую натянутую теплопроводящую ленту, движущуюся по замкнутой петле в направлении движения металла через полость кристаллизатора от входа в полость до выхода из полости с возвращением от выхода из полости к ее входу по возвратной части замкнутой петли, удаленной от полости кристаллизатора. Аппарат снабжен стационарными элементами с рабочими поверхностями, определяющими цилиндрическую траекторию, продолжающую указанную возвратную часть замкнутой петли в направлении входа в указанную полость кристаллизатора для направленной подачи движущейся ленты по указанной цилиндрической траектории таким образом, что изогнутая по цилиндру движущаяся внутренняя поверхность указанной ленты расположена в непосредственной близости от указанных рабочих поверхностей; и источником для подачи находящегося под давлением воздуха, обеспечивающего левитацию, к стационарным элементам для создания усилия, приложенного к изогнутой по цилиндру движущейся внутренней поверхности движущейся ленты в направлении от указанного аппарата и составляющего, по меньшей мере, 90% от величины суммарного силового компонента, направленного по направлению движения металла и действующего на указанный аппарат со стороны натянутой ленты, движущейся по замкнутой петле.
В предпочтительном варианте выполнения аппарат дополнительно содержит оболочку, создающую воздушную подушку, имеющую, по существу, выпуклую цилиндрическую наружную поверхность и внутренний объем, причем указанное множество стационарных элементов расположено на указанной наружной поверхности; указанный аппарат содержит стенки, прикрепленные к указанной камере и формирующие камеру давления, сообщающуюся с указанным внутренним объемом камеры, создающей воздушную подушку; в указанной оболочке выполнено, по меньшей мере, одно сквозное отверстие от камеры давления до указанной наружной поверхности; указанный источник сжатого воздуха представляет собой указанную камеру давления, связанную с, по меньшей мере, одним сквозным отверстием в указанной оболочке.
В следующем предпочтительном варианте находящийся под давлением воздух, обеспечивающий левитацию ленты, который воздействует в направлении наружу на изогнутую по цилиндру движущуюся внутреннюю поверхность движущейся ленты, создает силовой компонент, направленный против движения металла и составляющий около 250 Н на миллиметр ширины ленты, причем создание указанного силового компонента соответствует формированию в движущейся ленте напряжений на растяжение на уровне около 10000 Н, что примерно соответствует напряжениям на растяжение, имеющим место в известных машинах непрерывного литья.
В еще одном варианте указанная лента имеет заданную толщину, причем указанные стационарные элементы, расположенные на наружной поверхности оболочки, создающей воздушную подушку, образуют изолированные зоны; при охвате указанной оболочки, создающей воздушную подушку, движущейся лентой указанные изолированные зоны формируют изолированные камеры, осуществляющие левитацию ленты и расположенные ниже рабочих поверхностей указанных стационарных элементов; указанные изолированные камеры, осуществляющие левитацию ленты, имеют ширину в направлении, поперечном к движущейся ленте, превышающую заданную толщину указанной ленты менее чем в 150 раз; в указанной оболочке, создающей воздушную подушку, выполнено множество сквозных отверстий, индивидуально сообщающихся с камерами, осуществляющими левитацию ленты; указанные отверстия обеспечивают фиксированное дросселирование находящегося под давлением воздуха, текущего через них из камеры давления к указанным стационарным элементам для снабжения воздухом, обеспечивающим левитацию ленты.
В дальнейшем предпочтительном варианте аппарат с воздушной подушкой дополнительно содержит стационарную опору, имеющую выпуклую наружную поверхность, причем указанные стационарные элементы расположены на указанной выпуклой наружной поверхности; указанные рабочие поверхности указанных стационарных элементов определяют цилиндрическую траекторию; указанная цилиндрическая траектория имеет постоянный радиус R1 в своей основной части, имеющей форму дуги и начинающейся вблизи указанной возвратной части замкнутой петли; указанный аппарат сконфигурирован с возможностью формирования меньшей части в форме дуги указанной цилиндрической траектории с изменяющимся радиусом R+, значение которого прогрессивно увеличивается по длине указанной меньшей части указанной цилиндрической траектории к указанному входу, за счет чего обеспечивается прогрессивное уменьшение напряжения в указанной ленте, движущейся по указанной меньшей части указанной цилиндрической траектории к указанному входу.
В еще одном варианте аппарат дополнительно содержит основание, имеющее выпуклую наружную поверхность, по существу, цилиндрической формы, причем указанное множество стационарных элементов расположено на указанной выпуклой наружной поверхности; указанные стационарные элементы выполнены выступающими над выпуклой наружной поверхностью, определяя изолированные углубления между стационарными элементами; указанные рабочие поверхности стационарных элементов расположены на высоте h над указанной выпуклой наружной поверхностью; указанная высота h выбрана в интервале от 25 мкм до 2,5 мм; указанный источник воздуха под давлением снабжен отверстиями, индивидуально сообщающимися с указанными изолированными углублениями; указанные отверстия обеспечивают фиксированное дросселирование находящегося под давлением воздуха, поступающего индивидуально в указанные изолированные углубления для снабжения указанных углублений находящимся под давлением воздухом, обеспечивающим левитацию ленты; изогнутая по цилиндру движущаяся внутренняя поверхность указанной ленты, движущейся по указанной цилиндрической траектории, расположена в непосредственной близости от рабочих поверхностей и совместно с ними обеспечивает утечку с дросселированием находящегося под давлением воздуха, обеспечивающего левитацию ленты, благодаря чему, по существу, исключаются пронзительные шумы.
В соответствии с предпочтительным вариантом изобретения воздух (или другой газ), осуществляющий левитацию, вводят под контролируемым давлением и в контролируемом объеме в узкое, частично герметизированное пространство или пространства между движущейся изогнутой внутренней поверхностью ленты и выпуклой, по существу, цилиндрической поверхностью аппарата с воздушной подушкой. Тем самым обеспечивается возможность движения ленты по своей обычной замкнутой траектории в условиях минимального трения. Еще одним преимуществом является возможность обеспечения нормального натяжения ленты при ее использовании.
В соответствии с четвертым аспектом настоящего изобретения предлагается способ осуществления направляемого движения по замкнутой траектории гибкой теплопроводящей ленты в машине непрерывного литья металлов к входу в полость кристаллизатора машины, согласно которому устанавливают стационарные элементы с пространственно разделенными рабочими поверхностями, определяющими траекторию движения и обеспечивающими направленную подачу ленты, таким образом, что их рабочие поверхности расположены на секторе выпуклого цилиндра и обращены наружу; устанавливают указанную гибкую ленту таким образом, чтобы ее внутренняя поверхность была обращена к указанным рабочим поверхностям; создают натяжение в установленной ленте для обеспечения прижима внутренней поверхности указанной ленты к указанным рабочим поверхностям с приведением формы внутренней поверхности установленной и натянутой ленты указанному сектору выпуклого цилиндра; подают находящийся под давлением воздух через, по меньшей мере, одно дросселирующее отверстие для осуществления его контакта, обеспечивающего левитацию ленты, с внутренней поверхностью установленной и натянутой ленты с созданием усилия, действующего на установленную, натянутую и принявшую заданную форму ленту наружу относительно указанного выпуклого цилиндра, чтобы уменьшить усилие, действующее со стороны внутренней поверхности установленной, натянутой, принявшей заданную форму, подвергнутой левитации и подготовленной к началу движения ленты на указанные рабочие поверхности; и приводят установленную, натянутую, принявшую заданную форму и подвергнутую левитации ленту в движение по замкнутой траектории для направляемой подачи движущейся ленты на вход в указанную полость кристаллизатора.
В предпочтительном варианте способа снижают, за счет контакта находящегося под давлением воздуха, обеспечивающего левитацию ленты, с внутренней поверхностью установленной, натянутой, принявшей заданную форму и подвергнутой левитации ленты, усилие, действующее со стороны указанной внутренней поверхности на указанные рабочие поверхности, не менее чем на 90%, но не более чем на 100% по сравнению с указанным усилием, имевшим место до начала подачи находящегося под давлением воздуха.
В еще одном предпочтительном варианте обеспечивают выход в атмосферу находящегося под давлением воздуха, вступившего в контакт, обеспечивающий левитацию ленты, с движущейся внутренней поверхностью установленной, натянутой, принявшей заданную форму и подвергнутой левитации ленты; и частично перекрывают указанный выход в атмосферу находящегося под давлением воздуха.
В следующем варианте обеспечивают выход в атмосферу находящегося под давлением воздуха, вступившего в контакт, обеспечивающий левитацию ленты, с движущейся внутренней поверхностью установленной, натянутой, принявшей заданную форму и подвергнутой левитации ленты, причем указанный выход воздуха в атмосферу осуществляют по периметру указанного сектора выпуклого цилиндра; и частично перекрывают указанный выход в атмосферу находящегося под давлением воздуха.
В дальнейшем предпочтительном варианте уменьшают кривизну выпуклого цилиндра на небольшой части указанного сектора, расположенной ближе к входу в полость кристаллизатора, чем остальная часть указанного сектора, причем указанное уменьшение кривизны производят в направлении направляемого движения движущейся по замкнутой траектории ленты к входу в полость кристаллизатора.
В еще одном варианте способа осуществляют сухой предварительный нагрев движущейся, установленной, натянутой, принявшей заданную форму и подвергнутой левитации ленты вблизи указанного выпуклого цилиндра.
За счет предварительного нагрева осуществляется контроль напряжений в ленте, вызываемых нагревом. Благодаря этому лента сохраняет плоскую форму, тем самым обеспечивается защита непрерывно разливаемого затвердевающего расплавленного металла от возникновения дефектов, обусловленных непредсказуемыми, внезапными деформациями, которые в противном случае могли бы возникнуть как следствие термических напряжений в ленте в зоне, где она расположена вблизи горячего металла. Предварительный нагрев ленты позволяет производить разливку высококачественного продукта. Предварительный нагрев описан в нескольких патентах США, принадлежащих заявителю настоящего изобретения.
Подача потока воздуха комнатной температуры к предварительно нагретой ленте не приводит к существенному изменению состояния нагрева. С другой стороны, контакт горячей ленты, например, с охлаждающей жидкостью, имеющей комнатную температуру, привел бы к значительному снижению температуры ленты в зоне контакта охлаждающей жидкости с лентой. Настоящее изобретение существенно облегчает сухой предварительный нагрев, например радиационный нагрев. Среди достоинств применения сухого предварительного нагрева можно, в первую очередь, назвать те, которые связаны с отказом от опасной, обжигающе горячей предварительно нагретой охлаждающей жидкости, как это предусмотрено в указанных патентах США 4061178 и 4061177. Кроме того, использование горячей воды в помещении, в котором установлена машина непрерывного литья, приведет к насыщению окружающего воздуха водяным паром. Данная влага, находящаяся в воздухе, может конденсироваться в виде капель на лентах ленточной машины и может приводить к минивзрывам, когда подобные капли соприкасаются с расплавленным металлом. Кроме того, высокая влажность поблизости от литьевой машины неблагоприятно действует на рабочих, выполняющих операции, требующие собранности и постоянно напряженного внимания, а также быстрой и квалифицированной реакции, необходимой при управлении параметрами протекающего процесса непрерывного литья.
Перечень фигур
Прочие задачи, аспекты, признаки и достоинства настоящего изобретения станут более понятными из дальнейшего подробного описания вариантов его осуществления, которые представляются предпочтительными и которые будут приведены со ссылками на прилагаемые чертежи. Чертежи прилагаются только в качестве иллюстраций; они не обязательно выполнены в постоянном масштабе или при соответствующей ориентации и не должны рассматриваться как ограничивающие объем изобретения. Продольное направление, соответствующее направлению движения потока металла от входа к выходу полости кристаллизатора машины непрерывного литья, обозначается большими белыми стрелками.
Фиг. 1 соответствует виду сбоку с наружной стороны на двухленточную машину непрерывного литья, приведенную в качестве иллюстративного примера машины непрерывного литья, в которой успешно может быть использовано настоящее изобретение. Аппарат с воздушной подушкой, воплощающий настоящее изобретение, показан в зоне входа в полость как для верхней, так и для нижней кареток.
Фиг. 2 представляет собой перспективное изображение аппарата, использующего изолированные углубления для создания воздушной подушки. Аппарат представлен в том же положении, что и на фиг.1, т.е. установленным вблизи входной зоны кристаллизатора верхней или нижней каретки.
Фиг. 3 соответствует виду, аналогичному виду, представленному на фиг.2, но аппарат по фиг.3 снабжен дросселирующими барьерами, расположенными по его периметру.
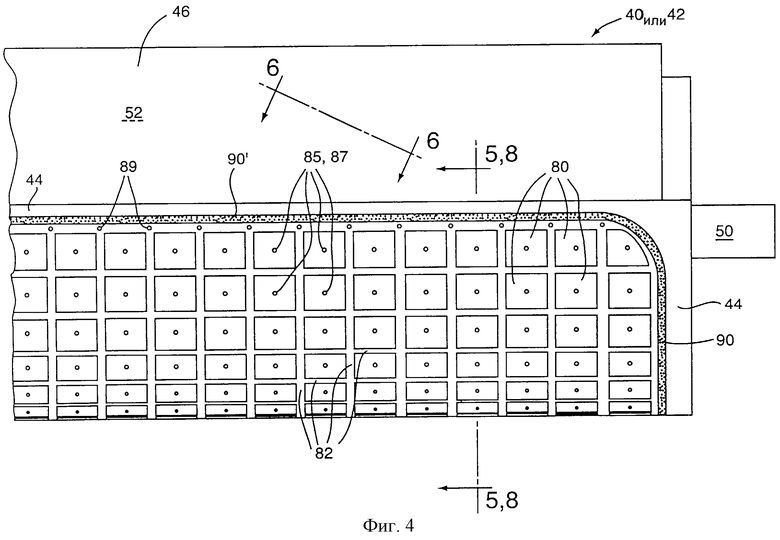
На фиг.4 на виде по стрелкам 4 на фиг.3, в увеличенном масштабе показана концевая часть аппарата с изолированными углублениями.
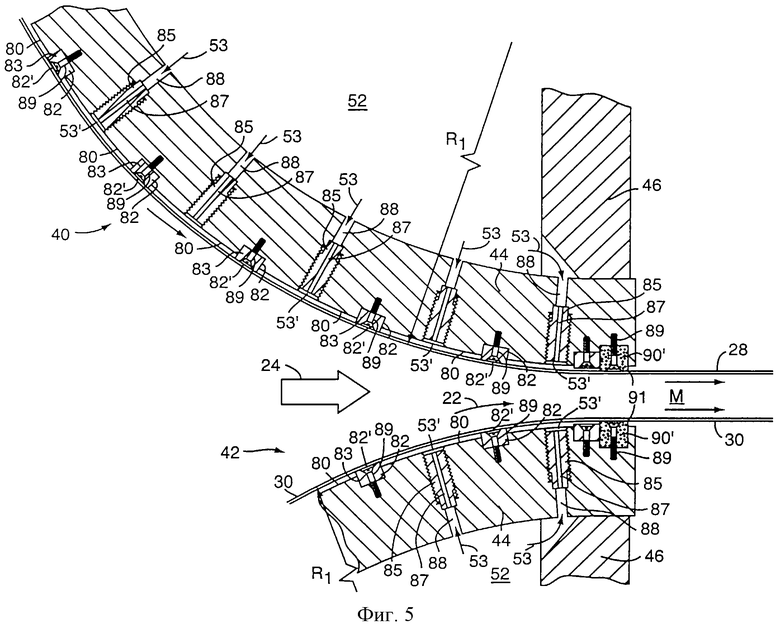
На фиг. 5 в увеличенном масштабе представлены частичные поперечные сечения верхнего и нижнего аппаратов с воздушной подушкой, использующих изолированные углубления, причем показано, как ленты указанных аппаратов движутся во входную зону машины непрерывного литья, представленной на фиг.1. Положение плоскости сечения по фиг.5 обозначено как 5-5 на фиг.4.
Фиг.6 соответствует участку аппарата с воздушной подушкой, показанному в значительно увеличенном масштабе на частичном перспективном виде (с частичным разрезом) по стрелкам 6-6 на фиг.4, т.е. по диагонали в направлении, обратном движению металла. Представлены два варианта выполнения канавок для распределения давления, выполненных в наружной поверхности расположенного по периметру уплотнения.
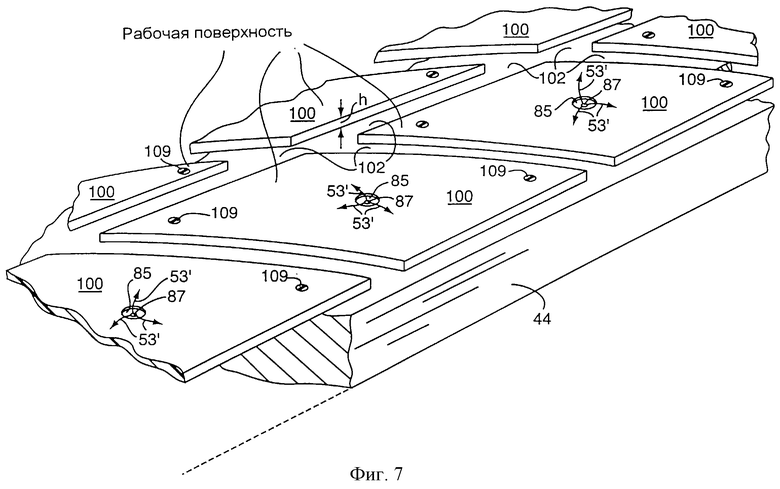
Фиг. 7 аналогична фиг.6, но здесь показана часть аппарата с использованием изолированных выступов для создания воздушной подушки.
Фиг.8 аналогична фиг.5, но здесь изображены части верхнего и нижнего аппаратов с воздушной подушкой, использующих изолированные выступы и части соответствующих движущихся лент.
На фиг. 9 в еще большем масштабе показана входная зона, изображенная на фиг. 5. Фиг.9 иллюстрирует уменьшение кривизны (т.е. увеличение радиуса) переходных кривых, задаваемых профилем задающих траекторию частей аппарата с воздушной подушкой, которые обеспечивают подачу ленты в подвижную полость кристаллизатора.
На фиг.10 в увеличенном масштабе представлено частичное сечение аппарата, на котором показан дефлектор, который изменяет первоначальное направление потока охлаждающей жидкости, движущегося с высокой первоначальной скоростью, и направляет его вдоль нижней ленты в направлении движения металла.
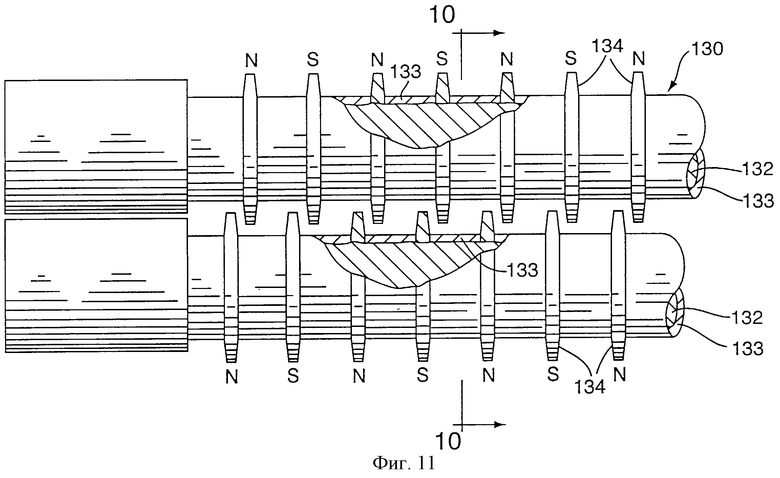
На фиг. 11 на виде по стрелкам 10-10 на фиг.10 и 12 показаны поддерживающие ролики. Эти поддерживающие ролики снабжены намагниченными ребрами с чередующейся полярностью N, S, N, S, как это описано в патенте США 5728036.
На фиг. 12 на виде, аналогичном представленному на фиг.10, показан модифицированный вариант аппарата по фиг. 5, содержащего множество сопел (изображено только одно из них) для подачи потока охлаждающей жидкости, движущегося с высокой первоначальной скоростью, на нижнюю ленту в направлении движения металла.
Фиг. 13 аналогична фиг.3, за исключением того, что представленный здесь вариант предусматривает выполнение изолированных углублений в форме вытянутых полукруглых углублений, ориентированных параллельно направлению движению ленты.
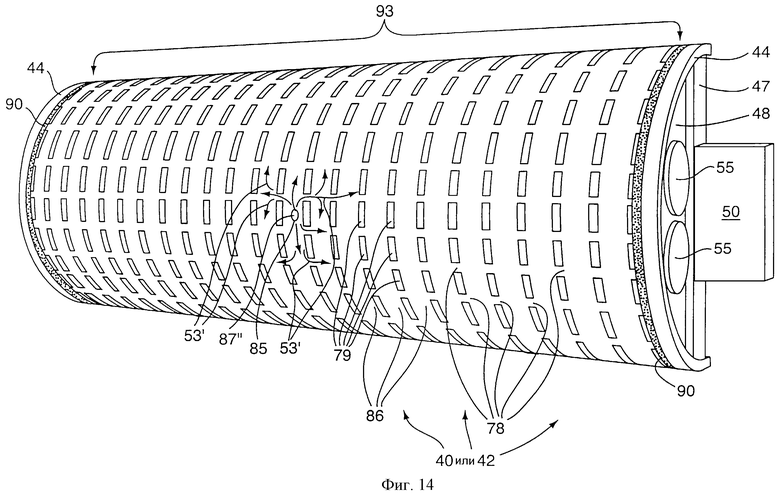
Фиг. 14 аналогична фиг.13, за исключением того, что представленный здесь вариант предусматривает подачу воздуха через единственный жиклер в объединенную в пределах всего аппарата зону, обеспечивающую левитацию.
Сведения, подтверждающие возможность осуществления изобретения
Данное описание составлено применительно к двухленточным машинам для непрерывного литья, которые в типовом случае имеют верхнюю и нижнюю каретки для приведения в движение по замкнутой траектории верхней и нижней лент. Движущиеся по замкнутой траектории ленты формируют подвижную полость кристаллизатора, расположенную между лентами. Ленты движутся от входа в подвижную полость вдоль полости к выходу из нее. Ленты несут разливаемый расплавленный металл и ограничивают занимаемое им пространство; кроме того, они охлаждают расплавленный металл и ограничивают объем образующегося в результате затвердевающего металла с образованием затвердевшего металлического продукта, выводимого через выходную часть кристаллизатора.
В двухленточной литьевой машине траектория, по которой движется затвердевающий металл, заполняющий полость М кристаллизатора, по существу, представляет собой прямую. В машине с одной лентой (которая далее рассматриваться не будет) траектория может быть слегка изогнутой и выпуклой, если рассматривать ее сбоку.
Используемые в данном описании термины "цилиндрическая поверхность", "цилиндрическая форма", "цилиндрический(ая)" и "цилиндр" должны трактоваться в широком смысле, т.е. включать в себя как круговые цилиндрические поверхности, так и выпуклые цилиндрические поверхности, отличные от круговых.
На фиг.1 на виде снаружи представлена двухленточная машина 20 непрерывного литья. Ее нижняя и верхняя каретки обозначены соответственно как L и U.
Через разливочное оборудование известного типа (не изображено) расплавленный металл подают во входной конец 22 полости М подвижного кристаллизатора (см. фиг.1, 5, 8, 9) Подача расплавленного металла схематично изображена в виде крупной светлой стрелки 24 в левой части названных фигур. Продукт Р, получаемый в результате непрерывного литья и показанный в правой части фиг.1, выводится (в направлении, обозначенном стрелкой 26) из выходного конца полости М подвижного кристаллизатора.
Нижняя и верхняя стороны полости М подвижного кристаллизатора ограничены верхней и нижней бесконечными гибкими тонкими калиброванными металлическими теплопроводящими лентами 28 и 30 соответственно, движущимися по замкнутым траекториям. Эти ленты охлаждаются по своим внутренним поверхностям жидким охлаждающим агентом (как правило, водой), текущим с высокой скоростью. Две боковые стороны полости М подвижного кристаллизатора ограничены двумя краевыми ограждениями 32 известной конструкции, движущимися по замкнутым траекториям. Как показано на фиг.1, краевое ограждение вводится в полость через входной конец 22 посредством роликов 33, расположенных в форме полумесяца. Верхняя лента 28 приводится в движение (как это обозначено стрелкой 36) посредством вращающегося верхнего выходного шкивного барабана 34, установленного над выходным концом полости М подвижного кристаллизатора. Нижняя лента 30 и краевые ограждения 32 приводятся в движение (как это обозначено стрелкой 37) посредством вращающегося нижнего выходного шкивного барабана 38, установленного под выходным концом полости М подвижного кристаллизатора. Дополнительную информацию о подобных двухленточных машинах для непрерывного литья можно получить из патентов Хэзлитта и др.
На входном и выходном концах машины для непрерывного литья верхняя и нижняя ленты 28, 30 проходят по неподвижному, зафиксированному, жесткому выпуклому цилиндрическому аппарату 40 левитации на воздушной подушке верхней ленты и по аналогичному аппарату 42 левитации на воздушной подушке нижней ленты. Каждый аппарат 40, 42 содержит секторную оболочку 44, создающую воздушную подушку, которая представляет собой сегмент цилиндрической формы. В каждой оболочке 44 проделано, по меньшей мере, одно, а в большинстве вариантов осуществления изобретения множество отверстий 87, действующих как жиклеры для воздуха и выполненных в соплах 85 (фиг.5, 8, 9, 10 и 12). Угол А (см. фиг. 1), охватываемый геометрическим сегментом 44 оболочки, соответствует углу, в пределах которого обеспечивается направляемая подача ленты. Угол А может находиться в пределах от нескольких градусов до примерно 270o. Угловой сегмент, показанный на фиг.1, соответствует примерно 180o.
За исключением корозионностойких материалов, используемых в системе подачи охлаждающего агента, оболочки 44, создающие воздушную подушку, и расположенные с внутренней стороны элементы 46 задней стенки для обеспечения жесткости оболочки (см. фиг.1, 5, 8), а также концевые стенки 48 (фиг.2, 3) выполнены из стальной плиты и собраны посредством сварки.
Объем, ограниченный секторной оболочкой 44, элементами 46 задней стенки и концевыми стенками 48, образует камеру 52 давления, которая служит, как это будет описано далее, в качестве распределителя 53 воздуха (газа) (см. фиг. 1, 5, 8, 9, 10 и 12). Ручной доступ к данной камере давления осуществляется через люки доступа в каждой концевой стенке. Обычно люки закрыты крышками 55 (фиг.1, 2, 3, 13 и 14). Монтажные кронштейны 50, выступающие из противоположных концов камеры 52 давления, прикреплены к стойке 57, которая обеспечивает повышение жесткости концевых стенок 48. В рамках данного описания термин "воздух" соответствует газовому агенту, обеспечивающему левитацию ("агенту левитации"), и охватывает как обычный воздух, так и его составные фракции, такие как азот, аргон, диоксид углерода или гелий, а также любой другой газ или газовую смесь, которая пригодна для использования в качестве агента левитации.
В представленных на чертежах вариантах изобретения в качестве агента левитации верхней и нижней лент 28, 30 служит находящийся под давлением (сжатый) воздух 53, 53'. Этот агент левитации воздействует на соответствующую ленту при ее движении по криволинейной траектории в "парящем" состоянии вдоль верхнего или нижнего аппарата 40 или 42 с воздушной подушкой. Движущаяся лента поддерживается в "парящем" состоянии посредством сжатого воздуха, обеспечивающего ее левитацию. Сжатый воздух 53 подается в камеру давления 52 по соответствующему трубопроводу или шлангу 51. Сжатый воздух поступает из камеры давления в направлениях, обозначенных стрелками 53 на фиг.5, 8, 9, 10 и 12, во множество каналов 88, выполненных в оболочке 44. Эти каналы 88 проходят в сопла 85, в которых имеются отверстия-жиклеры 87 с фиксированным уровнем дросселирования. Подача воздуха 53' для осуществления левитации через отверстия-жиклеры 87 согласована с положением движущейся ленты 28 или 30 таким образом, чтобы обеспечить ее управляемую левитацию. В одном из вариантов осуществления изобретения длина отверстий-жиклеров 87 составляет около 19 мм. Выбор подходящего диаметра жиклера 87 зависит от выбора конкретного варианта изобретения, как это будет описано далее, и находится в интервале от 0,4 мм до 15 мм. В варианте осуществления изобретения, представленном на фиг.5, диаметр жиклера 87 составляет 1,15 мм.
Далее все сведения о давлении воздуха будут приводиться в форме "избыточного давления", т.е. давления, измеряемого относительно атмосферного давления, принимаемого за нуль. Давление сжатого воздуха 53, подаваемого в камеру 52 давления по впускному каналу 51 (фиг.1), составляет около 850 кПа (около 8,5 бар), которое обычно обеспечивается на промышленных предприятиях. После того, как поток воздуха 53 прошел через промежуточные каналы 88 и дросселирующие жиклеры 87, результирующий поток 53' воздуха для осуществления левитации, поступающий в зону левитации ленты, расположенную между оболочкой 44, создающей воздушную
подушку, и вогнутой внутренней поверхностью движущейся "левитируемой" (подвергаемой левитации) ленты 28, 30, изогнутой по цилиндрической поверхности, находится под давлением, составляющим в среднем около 425 кПа (около 4,24 бар), как это будет описано далее.
Из фиг.2-6, 9 и 12 видно, что жиклеры 87 подают воздух 53' для левитации в центр каждой неглубокой полости 80. Как показано на фиг.7, 8 и 10, воздух 53', подаваемый через жиклеры 87, распределяется вокруг центра каждого выступа 100. В представленных вариантах изобретения толщина бесконечных лент 28 и 32 составляет около 1,2 мм.
Создающие воздушную подушку оболочки 44, показанные на фиг.1, имеют радиус R1 (см. фиг. 5, 8 и 9), составляющий около 305 мм. При этом каждая оболочка охватывает угол А (фиг.1), составляющий около 180o. При использовании в машине типа представленной на фиг.1 аппарата с воздушной подушкой, имеющего диаметр около 610 мм, усилие, действующее на каждый из двух протяженных участков каждой ленты воздухом 53', обеспечивающим левитацию в аппаратах 40 и 42 в направлении, параллельном оси полости М кристаллизатора, т.е. оси затвердевающего продукта Р, составляет около 125 Н на миллиметр ширины ленты. Данное усилие соответствует формированию в литьевой ленте напряжений на растяжение около 10000 Н на квадратный сантиметр поперечного сечения. Подобные напряжения на растяжение приблизительно соответствуют нагрузке в машинах, относящихся к уровню техники.
Обычно усилие, создаваемое давлением воздуха 53' в зонах, где он контактирует с изогнутыми внутренними поверхностями лент 28, 30, настраивают таким образом, чтобы суммарный силовой компонент, направленный против хода движения ленты, был немного меньшим или равным эффективному общему усилию растяжения, имеющему место в ленте 28 или 30 в направлении движения и действующему на соответствующий аппарат 40 или 42 с воздушной подушкой. Более конкретно, указанный компонент усилия, направленный противоположно движению ленты, предпочтительно составляет 99-100% от эффективного общего усилия растяжения, но не меньше 90%. В результате лента 28, 30 имеет возможность легкого скольжения по оболочкам 44, создающим воздушную подушку. Контакт движущейся ленты с вогнутыми периферическими поверхностями оболочки, направляющими ленту, почти или полностью исключается.
За счет поддержания легкого скользящего контакта вблизи частичных (дросселирующих) уплотнений, таких как расположенные по периметру уплотнения 90 (фиг.3, 4) или уплотнение 82 (фиг.9), могут быть предотвращены любые значительные нестабильные движения ленты в любом направлении. Необходимо учитывать, что в ходе операции непрерывного литья давление воздуха 53', обеспечивающего левитацию, может быть отрегулировано в небольших пределах в сторону повышения для того, чтобы минимизировать износ рабочей поверхности при контакте с внутренней поверхностью движущейся ленты. Это давление может быть также отрегулировано в небольших пределах в сторону понижения для того, чтобы ослабить любые зарождающиеся нестабильные движения или вибрации, а также шумы. Таким образом, в контексте данного описания термины "левитация", "левитировать" и т. д. охватывают ситуацию, когда трение ослабляется, но некоторый легкий контакт и легкое трение все же остаются.
Было обнаружено, что описанные аппараты с воздушной подушкой позволяют осуществить функционирование движущихся изогнутых гибких лент с низким уровнем шума при использовании их в условиях усилий на растяжение, близких к обычно имеющим место в машинах, известных из уровня техники.
Варианты с изолированными углублениями. Изобретение осуществляется в двух базовых, взаимодополняющих вариантах. Варианты, относящиеся к первой группе, используют набор из множества широких, изолированных, частично перекрываемых неглубоких углублений 80, образованных на выпуклой наружной поверхности оболочки 44, создающей воздушную подушку и имеющей цилиндрическую форму (фиг.2-6, 9). Эти неглубокие углубления 80 занимают основную долю той части площади оболочки 44, которая участвует в левитации ленты. Как показано на чертежах, неглубокие углубления имеют прямоугольную конфигурацию, близкую к квадратной. Из чертежей видно, что данные неглубокие углубления 80 ограничены частично герметизирующей решеткой 82, представляющей собой дросселирующий барьер для воздуха, как это показано на фиг. 6-9. Если данную цилиндрическую решетку развернуть на плоскость, она будет иметь прямоугольную форму. Наружная поверхность решетки 82 образует выпуклые периферические рабочие поверхности 82' создающей воздушную подушку оболочки 44 цилиндрической формы, служащие в качестве опор и направляющих для ленты. В представленном варианте решетка 82 может быть описана как образующая набор поверхностей (граней) 82' для дросселирования воздуха, окружающих множество неглубоких прямоугольных углублений, служащих для осуществления левитации.
Когда, как это показано на фиг.1, 5 и 9, лента охватывает решетку 82, решетка 82 и вогнутая, изогнутая по цилиндру внутренняя поверхность ленты определяют границы неглубоких углублений 80, расположенных ниже уровня периферических рабочих поверхностей 82' полуцилиндрической оболочки 44, создающей воздушную подушку. Решетку 82, включая ее выпуклые рабочие периферические поверхности 82', можно выполнить как интегральную часть оболочки 44, создающей воздушную подушку (см. фиг.2, 3 и 4).
Однако в предпочтительном варианте конструкции решетка 82 выполнена из гибкого материала, например из пластика, эффективного применительно к скользящему контакту, который съемно закрепляется на оболочке 44, создающей воздушную подушку. При этом решетка 82 может выполняться в форме монолитной сетки продолговатых элементов, которая вырезана или выштампована из листа подходящего пластика, обеспечивающего хорошее скольжение. Альтернативно, решетка 82 формируется путем сборки множества отдельных вытянутых в длину полосок (лент) из соответствующего пластикового материала. Независимо от того, является ли решетка 82 монолитной или выполненной из множества полосок, гибкий материал, из которого она образуется, предпочтительно является износостойким в отношении постоянного скользящего контакта с движущейся лентой 28 или 30. Материал, который представляется предпочтительным для формирования решетки 82, - это политетрафторэтилен, выпускаемый фирмой DuPont под торговым названием "Тефлон" (Teflon).
Монолитная решетка или индивидуальные полоски 82 предпочтительно выполнены с возможностью их ввода с усилием в канавки 83 сходного профиля, имеющиеся в наружной поверхности каждой оболочки 44, создающей воздушную подушку. Фиксация решетки 82, введенной в канавку 83, завершается с помощью винтов 89 (фиг. 5, 6 и 9), а также воздействием со стороны охватывающей ленты, как это видно из фиг.1, 5 и 9. Глубина канавок 83 такова, что периферические рабочие поверхности 82' монолитной решетки 82 (или эквивалентной ей совокупности индивидуальных полосок) выступают в радиальном направлении на небольшую высоту h над основанием каждого частично перекрытого неглубокого углубления 80, участвующего в осуществлении левитации (фиг.6), которое таким образом оказывается изолированным от других углублений. Наличие такого радиального выступа высотой h, выбираемой в интервале от 25 мкм до 2,5 мм, определяет результирующую глубину каждого неглубокого углубления 80.
Когда производится обработка оболочки 44 в виде интегральной оболочечной конструкции 44, включающей в себя частично перекрытую часть, образованную дросселирующей решеткой 82, то размер h соответствует высоте, измеренной от основания каждого неглубокого углубления 80 до рабочих периферических поверхностей 82' интегральной решеточной структуры. Интегральная конструкция, включающая решетку 82 и оболочку 44, иллюстрируется фиг.2, которая может также рассматриваться как иллюстрация решетки 82, образованной сетью, или индивидуальными полосками, установленными, с плотной осадкой, в канавках (не изображены), выполненных в оболочке 44.
Рабочие поверхности 82' решетки 82, функционирующие в сочетании с внутренней поверхностью движущейся ленты, формируют сеть дросселирующих (частично перекрытых) каналов для выпуска воздуха 53', используемого для левитации, из каждого неглубокого углубления 80. Воздух 53' из неглубоких углублений 80 обеспечивает эффективное изолирование давления в каждом углублении от давлений в соседних углублениях, поскольку выходящий воздух течет в направлении областей более низкого давления и избегает области с более высоким давлением. Как следствие, каждое углубление 80 действует как изолированная область, участвующая в осуществлении левитации в какой-то степени независимо от других изолированных углублений 80. Тем самым предотвращается положительная обратная связь между давлениями воздуха в близлежащих областях, участвующих в осуществлении левитации, и, следовательно, предотвращается генерация пронзительных шумов и вибраций.
Результирующая совокупность индивидуальных, в некоторой степени независимых, изолирующих сил левитации (приложенных к внутренней поверхности движущейся ленты, наложенной на оболочку 44, создающую воздушную подушку, и охватывающей ее), созданных давлением участвующего в левитации воздуха 53' во множестве неглубоких углублений 80, обеспечивает, по существу, однородное усилие левитации со стороны участвующего в левитации воздуха на движущуюся ленту, направленное противоположно направлению движения. Это усилие (как уже указывалось) составляет, по меньшей мере, около 90% всех эффективных растягивающих усилий, действующих на соответствующую ленту, движущуюся по замкнутой траектории. Остаточное усилие, направленное против направления движения, если оно имеет место, приходится на легкий механический контакт между движущейся лентой и частями аппарата с воздушной подушкой.
Как видно из чертежей, отдельное отверстие-жиклер 87 связано с центром основания каждого неглубокого углубления 80 и служит для подачи воздуха 53' в указанное углубление. Как было показано выше, каждое неглубокое углубление частично герметизировано внутренней поверхностью ленты, охватывающей оболочку 44, создающую воздушную подушку. При этом внутренняя поверхность ленты находится на очень малом расстоянии от рабочих поверхностей 82' или слегка касается их. Сжатый воздух, обеспечивающий левитацию ленты, непрерывно выходит в атмосферу, протекая над и вдоль рабочих поверхностей 82' решетки 82 (фиг.5, 6, 9 и 12).
Варианты с изолированными выступами. Варианты, относящиеся к данной второй группе, используют набор из множества широких, изолированных, частично перекрытых неглубоких выступов, или "плато" 100, обеспечивающих левитацию (фиг. 7, 8, а также 10) и образованных на выпуклой наружной поверхности оболочки 44, создающей воздушную подушку. Изолированные выступы 100 сформированы и ограничены каналами 102, которые обеспечивают пути выхода воздуха. В общем виде варианты второй группы характеризуются обратными радиальными соотношениями по сравнению с вариантами первой группы, как это видно из сравнения фиг.7, 8 и 10 с фиг.5, 6 и 12.
Изолированные прямоугольные выступы 100 имеют выпуклые периферические поверхности (грани) 100'. Эти поверхности 100' являются выпуклыми, периферическими рабочими поверхностями цилиндрической оболочки 44, служащими в качестве опор и направляющих для ленты (см. фиг.7, 8 и 10).
Выступы 100 и их рабочие поверхности 100' могут быть выполнены в виде интегральной части оболочки 44, создающей воздушную подушку, как это показано на фиг. 7, за исключением того, что в этом варианте будут отсутствовать винты 109. Однако в предпочтительном варианте конструкции отдельные выступы 100 выполнены из гибкого материала, такого как пластик, который обладает высокой износостойкостью в отношении постоянного контакта со стороны движущейся ленты 28 или 30. Предпочтительным материалом представляется уже упоминавшийся пластик, эффективный применительно к скользящему контакту. Указанные прямоугольные выступы 100 предпочтительно входят по плотной посадке в точно соответствующие им выточки 101 (фиг.8 и 10), сформированные в наружной поверхности каждой оболочки 44, создающей воздушную подушку. Фиксация отдельного выступа 100, введенного в выточку 101, завершается с помощью винтов 109 (фиг.7), а также воздействием со стороны охватывающей ленты, как это видно из фиг.1, 8 и 10.
Из чертежей видно, что воздух 53' для левитации истекает из центра каждой рабочей поверхности 100', куда он подается посредством сопла 85 (фиг. 8, 10), снабженного отверстием-жиклером 87. Как показано на чертежах, выступы 100 и их рабочие поверхности 100' расположены в виде прямоугольной сетки. Указанные рабочие поверхности выполняют функцию обеспечения зон левитации ленты, над которыми находится воздух 53' для создания левитации, а также, в сочетании с внутренней поверхностью наложенной ленты, функцию частичного перекрывания потока воздуха, т.е. дросселирование этого потока. Каждая рабочая поверхность 100' выступа выполняет функцию частичного перекрытия потока воздуха, воздействуя на наложенную сверху движущуюся внутреннюю поверхность ленты машины для литья. Таким образом, воздух 53' истекает из каждого отверстия-жиклера 87 и выходит в виде очень тонкой пленки, движущейся в направлении наружу над каждой рабочей поверхностью 100', распространяясь из центральной воздушной струи. Вытекающий наружу воздух 53', обеспечивающий левитацию, испытывает фрикционную потерю давления, связанную с его скоростью. Другими словами, при движении выходящего наружу воздуха над каждой рабочей поверхностью 100' имеет место его дросселирование. Выходящий воздух попадает в систему, или сеть каналов 102 для отвода воздуха, откуда выходящий воздух возвращается в атмосферу, как только он достигает краев оболочки 44, создающей воздушную подушку. Варианты изобретения, использующие изолированные выступы, функционируют хорошо только тогда, когда лента полностью свободна от локальных отклонений от заданной формы и плоскостности.
Рассмотренные варианты, относящиеся как к первой группе, предусматривающей использование изолированных неглубоких углублений 80, так и ко второй группе, предусматривающей использование изолированных выступов 100, вместе могут быть охарактеризованы как варианты с наборами изолированных зон левитации ленты, разделенными каналами для выхода воздуха.
Варианты, использующие переходные кривые. На фиг.5 и 8 радиус R1 - это радиус периферических рабочих поверхностей 82' и 100' соответствующих оболочек 44, снабженных изолированными углублениями 80 или изолированными выступами 100. Следовательно, эти рабочие поверхности 82' и 100' совпадают с поверхностью кругового цилиндра, так что они имитируют половину наружной поверхности вращающегося шкивного барабана, расположенной первой по направлению движения ленты. Точки 91 на фиг.5 и 8, расположенные на входе 22 подвижной полости М кристаллизатора, находятся на дальних (по направлению движения ленты) краях верхней или нижней части уплотнений 90. Данные точки 91 соответствуют переходным точкам, в которых движущиеся ленты 28 и 30 теоретически мгновенно переходят от ориентации по круговому цилиндру к плоской прямой конфигурации, соответствующей их параллельному перемещению на удалении друг от друга с образованием движущегося кристаллизатора, расположенного между ними.
С учетом существующих ограничений, присущих ленте нормальной толщины и упругости, на практике подобный резкий переход ленты от цилиндрической конфигурации, соответствующей периферической рабочей поверхности оболочки 44, создающей воздушную подушку, к плоской прямой конфигурации не имеет места. Это приводит к нежелательному результату, состоящему в неопределенности траектории ленты и, как следствие, в нестабильности или недостаточном контакте между затвердевающим продуктом и лентой. В результате имеют место нежелательные поверхностные дефекты и сегрегация сплава.
В случае использования лент 28, 30 нормальной или большей толщины желательно, чтобы локально изменяющийся радиус R+ ленты, задаваемый направляющими ленты, постепенно увеличивался по сравнению с R1 в зоне 114 переходного изгиба, в которой движущаяся лента приближается к полости М кристаллизатора и входит в нее. Эта зона 114 с переходным радиусом R+ располагается в направлении движения ленты от точек 122 до точек 120 касания (входа в кристаллизатор). В этой переходной зоне значение кривизны 1/R+ (обратное значению локального радиуса) предпочтительно непрерывно и прогрессивно уменьшается для каждой ленты вплоть до нуля в точке 120 касания (фиг.9) на входе в кристаллизатор, начиная с которой обе ленты становятся плоскими и движущимися в параллельных плоскостях. Необходимость в подобном (прогрессивном) уменьшении кривизны возникает из-за того, что ленты достаточно большой толщины обладают упругой жесткостью (являются пружинящими), и эта жесткость в противном случае могла бы привести к искажению заданной траектории движения на участке, где лента отходит от края 91 оболочки 44, создающей воздушную подушку (см. фиг.5 и 8).
Прогрессивное уменьшение кривизны начинается в точках 122 (см. фиг.9, соответствующую сечению кристаллизатора в увеличенном масштабе) и заканчивается в точках 120, расположенных на входе в кристаллизатор. За центральной линией 45 основной части аппарата с воздушной подушкой (см. фиг.9) лента 28, 30 подается в полость М кристаллизатора посредством стационарных элементов 116, описанных в международной заявке WO 98/01247, права на которую переданы заявителю настоящего изобретения. Предусматривается множество пространственно разделенных параллельных элементов 116, намагниченных посредством постоянных магнитов и создающих силу магнитного притяжения, направленную встречно аэродинамическим силам левитации ленты, обеспечивающим подачу и стабилизацию ленты.
Кривизна 1/R+ траектории ленты постепенно уменьшается от точек 122 к точкам 120 и становится равной нулю в точках 120 касания. За точками 120 касания ленты удерживаются в прямолинейном состоянии и движутся в пространственно разделенных параллельных плоскостях. Следует отметить, что форма оболочки, создающей воздушную подушку, в переходной зоне 114 с непрерывно увеличивающимся радиусом R+ продолжает оставаться цилиндрической, т.е. соответствовать цилиндрической поверхности (см., например, словарь Merriam-Webster's College Dictionary, tenth edition, 1993).
Идеальная криволинейная траектория 114 движения ленты, постепенно переходящая в прямолинейную между точками 120 и 122 (фиг.9), соответствует формуле Y= аХ3, аналогично переходным кривым на железных дорогах. Для литьевых машин нормальной производительности значение коэффициента "а" составляет порядка 1/70000. Значения Y и X измеряются в миллиметрах, причем ось Х направлена справа налево, против направления движения металла, т.е. значения X измеряются от точек 120 касания. Для большей ясности значения Y указаны на фиг. 9 в зоне расположения сопла 62 подачи металла, зафиксированного между зажимами 64. Приведенные значения Y относятся отдельно к каждой из двух движущихся лент, т.е. измеряются вверх для верхней ленты 28 от верхней поверхности сопла 62 (которая совпадает с плоскостью поверхности плоского кристаллизатора, образуемой верхней лентой 28) и вниз для нижней ленты 30 от нижней поверхности сопла 62 (которая совпадает с плоскостью поверхности плоского кристаллизатора, образуемой нижней лентой 30).
Силы магнитного притяжения, создаваемые элементами 116, выполняют полезную функцию задания траектории движущейся ленты в критических зонах 114 уменьшающейся кривизны, поскольку давление на оболочку 44, создающую воздушную подушку для левитации, за счет натяжения охватывающей ее движущейся ленты в указанной зоне 114 уменьшающейся кривизны, естественно, меньше, чем давление, оказываемое на ту, основную часть 110 аппарата с воздушной подушкой, которая имеет постоянный радиус кривизны R1.
Поскольку уменьшение кривизны движущихся лент по длине переходной зоны 114 происходит постепенно, упругая пружинящая изгибающая сила также уменьшается постепенно. Благодаря этому траектории движущихся лент являются контролируемыми по всей траектории их движения мимо сопла 62 и на входе в полость М. Таким образом, пружинящие свойства ленты не приводят к отклонению ни одной из лент от заданной траектории.
В менее критических применениях вместо кривой типа Y=аХ3, аналогичной применяемым на железных дорогах, может быть использован и набор гладких кривых уменьшающейся кривизны.
На фиг.3-5, 8, 13 и 14 представлены варианты осуществления изобретения, в которых использовано дросселирующее уплотнение 90, 90', расположенное по периметру. Это уплотнение выступает над выпуклой периферической рабочей поверхностью немного больше, чем другие дросселирующие или опорные поверхности. Подобное уплотнение обеспечивает поддержание минимального давления воздуха (слегка превышающего атмосферное) по всей выпуклой поверхности оболочки 44, создающей воздушную подушку. Воздух, подвергнутый дросселированию, в конечном итоге выходит в атмосферу, проходя мимо частично герметизирующих уплотнений 90 по периметру каждой оболочки в аппаратах 40, 42. Верхняя и нижняя поверхности 90' (фиг.5 и 8) указанных уплотнений 90 способствуют получению контролируемой траектории движущихся лент 28 и 30 на участке, где они входят в оболочку 44 и выходят из нее, задавая тем самым для подобных оболочек, по существу, цилиндрической формы теоретические точки 91 перехода ленты на прямолинейный участок. Подходящим материалом для уплотнения 90 является полиамид (найлон) в виде собранных в пучок и скрученных прядей, который предлагается к продаже в качестве упаковочного материала. Могут быть использованы и другие подходящие износостойкие, достаточно гибкие, гладкие материалы.
На фиг.6 в перспективном изображении показан "рисунок" мелких узких канавок 94 и 95 прямоугольного сечения для снижения трения, вырезанных или выдавленных в наружной, рабочей поверхности модифицированного уплотнения 92, установленного по периметру аппарата. Такое модифицированное уплотнение 92 может быть использовано вместо более простого дросселирующего уплотнения 90 из найлона. Канавки 94, ориентированные параллельно движению ленты, сообщаются с более глубокой поперечной канавкой 95, расположенной смежно с дросселирующим выступом 97. Данные канавки 94, 95 распределяют давление воздуха 53', обеспечивающего левитацию, по большей части торцевой поверхности уплотнения 92. Этим достигается уменьшение трения между указанным уплотнением и движущейся лентой 28 или 30 и более высокая однородность контакта с лентой.
В левой нижней части фиг.6 показано уплотнение 93, дросселирующее воздух и расположенное по периметру аппарата. Это уплотнение имеет другое распределение, или "рисунок" канавок 96 и 98, способствующих снижению трения. В отличие от канавок 94 и 95 с прямоугольным сечением, примененных в уплотнении 92, канавки 96 и 98 имеют изогнутый профиль с малой глубиной. Поперечная канавка 98 расположена смежно с дросселирующим выступом 99.
Уплотнение 90 эффективно используется в сочетании с вышеописанными первым и вторым вариантами осуществления изобретения. Использование этого уплотнения позволяет также реализовать третий вариант изобретения, предусматривающий, в частности, объединение изолированных углублений в пределе в параллельный набор неглубоких каналов 86 (фиг.13), расположенных по дуге окружности. Эти каналы изолированы друг от друга посредством разделяющих их узких параллельных выступов 81, также расположенных по дуге окружности и выполненных из материала, служащего в качестве опоры для ленты с обеспечением скользящего контакта и аналогичного материалу, использованному для изготовления решетки 82. Рабочие поверхности 81' этих расположенных по дуге окружности узких выступов 81 не создают значительного дросселирующего эффекта. Чтобы предотвратить локальное провисание или изгиб натянутой ленты, указанные выступы в наборе, показанном на фиг.13, выполнены непрерывными в направлении дуги окружности (на данной фигуре видны только части уплотнения 90). Каждый ориентированный по дуге окружности канал 86 индивидуально запитывается сжатым воздухом 53', обеспечивающим левитацию, который поступает через расположенное по центру сопло 85, снабженное отверстием-жиклером 87' промежуточного размера.
На фиг. 14 показано единственное крупное сопло 85, имеющее отверстие-жиклер 87'' очень большого диаметра. Жиклер расположен в центральной части и обеспечивает поступающим под давлением воздухом 53'' всю наружную поверхность оболочки 44, находящуюся внутри периметра уплотнения 90. Однако в случае использования только одного подобного центрального большого жиклера 87'' необходимо предотвратить дросселирование над рабочими поверхностями 81' узких выступов 81 (фиг.13). В противном случае будет иметь место ослабление левитации у внутреннего и наружного краев оболочки 44, создающей воздушную подушку. Для того чтобы избежать такого дросселирования на рабочих поверхностях 81', предусмотрено прерывание узких выступов 81 поперечными прорезями 78 (фиг. 14), угловой размер которых по окружности не превышает 2 градусов (не более 9-10 мм). В результате формируются множественные короткие узкие выступы 79, позволяющие осуществить распределение воздуха 53'', обеспечивающего левитацию, без существенного падения давления по всем дуговым каналам 86 в пределах, ограниченных уплотнением 90. Тем самым формируется объединенная зона 93 левитации ленты, охватывающая всю наружную поверхность оболочки 44 в пределах, ограниченных уплотнением 90.
При использовании конфигурации как по фиг.13, так и по фиг.14 втягивание, или провисание натянутой ленты в дуговые каналы 86 должно быть минимизировано. Для этого данные каналы 86 не должны иметь ширину, более чем в 150 раз превышающую толщину используемой движущейся ленты.
Магнитные поддерживающие ролики. На фиг.10 и 12 показано, что подача, стабилизация и поддерживание движущихся лент обеспечивается поддерживающими роликами 130 с намагниченными ребрами, описанными в патенте США 5728036, принадлежащем заявителю настоящего изобретения. Вращающиеся валы 132 и намагниченные ребра 134, расположенные по периметру, изготовлены из магнитомягкого ферромагнитного материала. Ребра 134 намагничиваются с чередующейся полярностью N (север) и S (юг) - см. фиг.11 - с помощью постоянных магнитов 133. Для изготовления магнитов 133 предпочтительно использовать "вытягивающий" ("reach-out") магнитный материал. Поддерживающие ролики 130 предпочтительно установлены ближе друг к другу, чем это делается обычно, за счет взаимного смещения ребер 134 таким образом, чтобы можно было ввести ребра одного ролика в гнезда между ребрами смежного ролика, как это показано на фиг.11.
Вместо использования набора намагниченных гидродинамических поддерживающих элементов 116 (фиг. 9) целесообразно обеспечить, особенно в случае применения поддерживающих роликов 130, охлаждение движущихся лент 28, 30 у входа 22 в полость кристаллизатора посредством движущегося с высокой скоростью слоя 163 охлаждающего агента, обычно воды. Этот движущийся с высокой скоростью слой 163 охлаждающего агента предпочтительно подан непосредственно на ленту из аппарата 40 или 42 с воздушной подушкой, поскольку отсутствие вращающегося входного шкивного барабана устраняет ограничения, обусловленные наличием в известных машинах "седловой зоны", как это описано в разделе "Уровень техники".
Как показано на фиг.10, указанный охлаждающий агент 163 подается с высокой скоростью от дефлектора 150, рабочий профиль которого аналогичен профилю, описанному в патенте США 3041686. Этот дефлектор 150, имеющий криволинейную зону 160, может быть выполнен заодно с задней стенкой 46 аппарата с воздушной подушкой (см. фиг.10). Охлаждающий агент 147 под давлением подается из головки 152 с множеством сопел 154 (из которых изображено только одно). В результате охлаждающий агент в виде струй 156 падает под малым углом на дефлектор 150. Здесь охлаждающий агент распределяется в боковом направлении, образуя движущуюся пленку 158, которая с большой скоростью движется вдоль кривой 160 и покидает дефлектор в виде относительно плоской завесы 162, которая движется с большой скоростью и формирует охлаждающий слой 163.
В варианте по фиг.12 подача движущегося с высокой скоростью охлаждающего слоя 163 на ленту осуществляется посредством множества сопел 146 (изображено только одно из них). Как показано на чертеже, эти сопла и связанные с ними каналы 144 подачи охлаждающего агента выполнены как интегральная часть аппарата с воздушной подушкой. Для компактности стенка 142, ограничивающая камеру 140 давления для охлаждающего агента, расположена непосредственно внутри части воздушной камеры 52 давления (см. фиг.12, на которой показана только часть стенки 142). Струи 149, истекающие из сопел 146, создают охлаждающий слой 163, движущийся с высокой скоростью. Направление потока охлаждающего агента отмечено стрелками 147. Когда это необходимо, каналы 144 перекрываются пробками 148.
Намагниченные гидродинамические элементы 116, изображенные контуром на фиг. 9 и соответствующие элементам, раскрытым в вышеупомянутой международной заявке WO 98/01247, могут быть применены в качестве замены роликов 130, показанных на фиг. 12. В этом случае струи 149 охлаждающего агента распространяются по направлению движения ленты и удаляют из промежутков между пространственно разделенными параллельными элементами 116 использованный гидродинамический хладагент, выходящий из выходных каналов в элементах 116 (не изображены). В дополнение, мощные струи 149 охлаждающего агента служат для формирования потока 163, движущегося с высокой скоростью в направлении движения лент за неизображенные края элементов 116.
Предварительный нагрев движущихся лент до их поступления на вход 22 полости М кристаллизатора предотвращает нежелательную деформацию лент и, как следствие, позволяет получить продукцию повышенного качества, как это показано в патенте США 3937270, принадлежащем заявителю настоящего изобретения. Влияние предварительного нагрева подробно проанализировано в трех патентах США, также принадлежащих заявителю настоящего изобретения. В патенте США 4002197 описаны средства предварительного нагрева как на основе жидкости, так и пара, но в особенности радиационный предварительный нагрев, обеспечиваемый, например, мощными инфракрасными нагревателями. В патенте США 4062235 описаны средства обнаружения деформаций или смещений движущейся ленты внутри кристаллизатора, обусловленные нагревом, т.е. средства контроля полезных эффектов предварительного нагрева. В патенте США 4082101 раскрыты устройства, с помощью которых обеспечивается покрытие охлаждающим агентом лент внутри кристаллизатора в пределах зоны, лишь слегка превышающей зону, в которой лента касается горячего металла в кристаллизаторе.
В патенте США 5133402 описан еще один метод сухого предварительного нагрева ленты, а именно метод электромагнитного индукционного предварительного нагрева, например, на частоте 3000 Гц, осуществляемый посредством петли, выполненной из медной трубки, расположенной вблизи поверхности ленты. Для предотвращения расплавления ленты под действием сильных токов через трубку пропускается вода.
Сжатый воздух, который используется для левитации движущейся ленты, охватывающей аппарат с воздушной подушкой, поглощает лишь небольшое количество тепловой энергии. Смежный с лентой поток сжатого воздуха не оказывает существенного влияния на предварительный нагрев движущейся ленты. Любой контакт ленты с водой или с жидким охлаждающим агентом, напротив, оказал бы доминирующее влияние на температуру ленты, независимо от предварительно приложенного к ней количества тепла. Хотя аппарат с воздушной подушкой согласно изобретению позволяет (в отличие от решений по патентам 4061178 и 4061177) использовать нагретую воду для предварительного нагрева ленты до температур вплоть до 93oС, подобное применение нагретого охлаждающего агента весьма затруднительно и соответствует совершенно неэффективному использованию энергии. Более того, радиационное тепло, т.е. сухое, несмачивающее нагревание ленты вблизи аппарата 40 или 42 с воздушной подушкой является эффективным и универсальным при осуществлении повышения температуры ленты, движущейся в условиях воздушной левитации, до желаемой температуры предварительного нагрева, лежащей в интервале от около 80oС до около 150oС.
Использование текучей среды для осуществления левитации снижает или исключает контактное давление лент, скользящих по опорным поверхностям, предусмотренным в аппарате с воздушной подушкой, и, следовательно, уменьшает теплопередачу, имеющую место в результате такого контакта. Если текучей средой, обеспечивающей левитацию, является воздух, даже не подогретый воздух, ленты все же сохраняют почти полностью подведенную к ним энергию предварительного подогрева и не теряют ее за счет передачи направляющим поверхностям скользящего контакта. При отсутствии подобной частичной или полной левитации посредством воздуха существенная часть теплоты предварительного подогрева отбиралась бы от лент при их скольжении по опорным поверхностям. Более того, любая жидкость, подводимая к ленте для предварительного подогрева в любой зоне вблизи расплавленного металла, требовала бы очень осторожного обращения для того, чтобы избежать опасности взрыва. Сжатый воздух под давлением, соответствующим обычному давлению, обеспечиваемому на промышленных предприятиях, или даже более низким, является легко доступным, как это было указано выше, удобен в эксплуатации и может выводиться в атмосферу, как это было описано.
Хотя настоящее изобретение было подробно описано на примерах вариантов, которые представляются предпочтительными, необходимо помнить, что эти примеры осуществления изобретения приведены только в целях иллюстрации изобретения. Данное описание не должно рассматриваться как ограничивающее объем изобретения, поскольку в детали описанных способов и аппаратов специалистами в области непрерывного литья металлов могут быть внесены изменения, направленные на то, чтобы адаптировать их к конкретным литьевым машинам или ситуациям, и не выходящие за границы прилагаемой формулы изобретения. Например, приведенное описание относилось к двухленточной литьевой машине почти горизонтального типа, имеющей верхнюю и нижнюю каретки, тогда как изобретение может быть использовано в литьевых машинах, обеспечивающих литье под любым углом относительно горизонтальной плоскости, в том числе вертикально вниз. Кроме того, изобретение может быть использовано в литьевых машинах с одной лентой, имеющих относительно плоскую зону разливки. Следует также учесть, что оборудование, устанавливаемое за зоной разливки, может быть выполнено таким образом, чтобы обеспечить возможность использования слоев 163 охлаждающего агента, движущихся поперек лент, а не вдоль них. Кроме того, уплотнения, устанавливаемые по периметру аппарата, могут быть не цельными, а состоять из отдельных частей.








Изобретение относится к области ленточных машин непрерывного литья металла, имеющих прямую или плоскую полость кристаллизатора, внутри которой от входа по длине полости до ее выхода движется лента. Аппарат содержит стационарные элементы, направляющие ленту и задающие цилиндрическую траекторию ее движения. Элементы, направляющие ленту, выполнены с возможностью взаимодействия с подаваемым сжатым воздухом с обеспечением левитации ленты к ее внутренней поверхности, изогнутой по цилиндрической траектории. Уровень давления, создаваемого воздухом, обеспечивающим левитацию, составляет не менее 90%, которое выводит ленту из контакта со стационарными элементами. В способе устанавливают гибкую ленту так, чтобы ее внутренняя поверхность была обращена к рабочим поверхностям. Создают натяжение в установленной ленте для обеспечения прижима внутренней поверхности к рабочим поверхностям. Подают находящийся под давлением воздух через, по меньшей мере, одно дросселирующее отверстие для осуществления его контакта, обеспечивающего левитацию ленты, с внутренней поверхностью и приводят установленную, натянутую, принявшую заданную форму и подвергнутую левитации ленту в движение по замкнутой траектории для направляемой подачи движущейся ленты на вход в указанную полость кристаллизатора. Изобретение позволяет создать стационарный аппарат для направляемой подачи ленты, не содержащей частей, движущихся по замкнутой траектории, в котором использована воздушная подушка, имеющая выпуклую цилиндрическую форму. Предлагаемый аппарат отклоняет, изгибает или изменяет направление движения бесконечной гибкой тонкой ленты заданной толщины в процессе ее перемещения. 4 с. и 21 з.п.ф-лы, 14 ил.
| US 4061178 А, 06.12.1977 | |||
| Установка непрерывной разливки роторного типа | 1988 |
|
SU1713726A1 |
| Твердосплавный зубок для породоразрушающего инструмента | 1984 |
|
SU1352033A1 |
| US 4002197 А, 11.01.1977. | |||
