Изобретение относится к области непрерывной отливки расплавленного металла посредством разливки его в литейных машинах конвейерного типа, использующих один или несколько бесконечных, гибких, движущихся, теплопроводных ленточных конвейеров для литья, т.е. металлических литейных ленточных конвейеров, для образования движущейся формовочной полости или формовочного пространства, вдоль которого непрерывно движется ленточный конвейер или ленточные конвейеры с последовательным вхождением областей каждого ленточного конвейера в формовочную полость, прохождением вдоль формовочной полости и постепенным выходом из формовочной полости. Результатом такого непрерывного литья является обычно непрерывный сляб, пластина, лист или полоса или обычно прямоугольная непрерывная штанга.
В частности, это изобретение относится к гидродинамическим способам с использованием постоянных магнитов и к устройству для стабилизации движущегося, гибкого, тонколистового, теплопроводного, магнитно-мягкого ферромагнитного литейного ленточного конвейера по отношению к температурным деформациям во время его движения вдоль формовочной полости и нагревания на его фронтальной поверхности исходящим от расплавленного металла теплом при охлаждении его тыльной поверхности потоком нагнетаемого жидкого хладагента.
Во время непрерывной отливки расплавленного металла в машине, использующей по меньшей мере один движущийся, гибкий, тонколистовой, теплопроводный, т.е. металлический литейный ленточный конвейер, имеет важное значение то, что движущийся ленточный конвейер продолжает двигаться вдоль заданного желаемого пути, требующего, чтобы сам ленточный конвейер был в основном ровным или плоским, несмотря на присутствие расплавленного металла и суммарные тепловые нагрузки, вызываемые в ленточном конвейере интенсивным теплом от горячего металла, поступающего на его фронтальную сторону, в то время как его тыльная сторона охлаждается подходящим жидким хладагентом.
Непрерывная отливка расплавленных металлов в машине, использующей по меньшей мере один такой литейный ленточный конвейер, часто затрудняется вызванным нагревом перекосом, изгибанием, перегибом или сморщиванием (называемыми здесь "деформациями"). Хазелетт и др. в патентах US 3 397 270; 4 002 197; 4 062 235; и 4 082 101 на фиг.8 в каждом патенте и Аллин и др. на фиг. 5 в патенте US 4 749 027 иллюстрируют вызванное нагреванием поперечное изгибание и перегиб такого литейного ленточного конвейера. Вызванный нагреванием перекос или сморщивание также происходят в таких ленточных конвейерах. Такие деформации ленточного конвейера могут возникать совершенно неожиданно, подобно неожиданному образованию вздутий крышки сосуда, в котором создан вакуум, после первоначального открывания крышки и входа воздуха в сосуд. Более того, эти деформации могут быть неуправляемыми и непредсказуемыми в отношении их размера и их расположения на ленточном конвейере, который должен быть ровным, без деформаций при его перемещении вдоль формовочной полости.
Такие вызванные нагреванием деформации наиболее вероятны вблизи области входа формовочной полости, где движущийся литейный ленточный конвейер впервые испытывает эффекты интенсивного нагрева от расплавленного металла, впускаемого в движущуюся формовочную полость или сразу после его впускания. Вблизи входной области происходит или начинается первоначальное затвердевание расплавленного металла и деформации ленточного конвейера во время этого затвердевания могут приводить к образованию в литейном продукте расщепов, пятен или к разделению компонентов сплава. В свою очередь эти дефекты литейного продукта приводят к проблемам с прочностью, формуемостью и внешним видом.
С. В. Хазелетт в патенте US 2 640 235 (столбец 7) описывает верхние и нижние охлаждающие узлы для верхних и нижних охлаждающих лент. Эти охлаждающие узлы идентичны по своему действию и каждый охлаждающий узел содержит плиту, которая может быть из подходящего легко намагничивающегося материала, который образует сердечник электромагнита. Задачей плиты является притягивание к себе ленты, когда плита становится магнитной при пропускании через нее тока. Для предотвращения этого перемещения ленты в направлении плиты использованы медные или латунные прокладки, позволяющие образовать камеры между лентой и плитой. В эти камеры подается охлаждающая вода для охлаждения ленты. Хотя эту охлаждающую воду вводят под значительным давлением, обычно достаточным для деформации ленты, описание утверждает, что этого не происходит вследствие влияния магнитной плиты, плотно удерживающей ленту на жестких прокладках. Таким образом, как утверждается в описании, становится возможным охлаждать ленту, направляя ее и защищая от деформации и тем самым выдерживая точную толщину изделия.
Уильям Бейкер и др. в патенте US 3 933 193 раскрывает устройство для непрерывной отливки металлической полосы между движущимися ленточными конвейерами. Ленточные конвейеры удерживаются на расположенных на небольшом расстоянии друг от друга опорных поверхностях с помощью приложенных извне сил притяжения, создаваемых посредством давления ниже атмосферного на тыльной поверхности ленточных конвейеров или посредством магнитных сил, используемых с той же целью.
Оливио Сивилотти и др. в патенте US 4 190 103 (столбец 2, строки 38-44) утверждает: "Таким образом, в практическом варианте выполнения указанного выше устройства ленточный конвейер притягивается к поверхностям расположенных на небольшом расстоянии друг от друга опор с помощью давления ниже атмосферного в заполненном водой корпусе. Альтернативное решение заключается в создании магнитных средств, действующих через ферромагнитные опоры на ферромагнитный ленточный конвейер для удерживания ленточного конвейера на желаемой траектории".
Правопреемник настоящего изобретения Хазелетт Стрип-Кастинг Корпорейшн экспериментально испытала стационарные электромагнитные ребристые плиты в качестве опоры ленточного конвейера в скользящем контакте с движущимися ленточными конвейерами без получения положительных результатов, что привело к прекращению испытаний вследствие повышенного износа и трения. Кроме того, эти электромагнитные ребристые плиты не обеспечивали надежное удерживание или надежную стабилизацию движущегося литейного ленточного конвейера в плоском состоянии.
Наиболее близким техническим решением из уровня техники является патент SU 1114324, В 22 D 11/06, 15.09.1984, в котором описан способ охлаждения тонколистового, теплопроводного литейного ленточного конвейера, включающий подачу расплавленного металла в формовочное пространство, образованное лентами литейного ленточного конвейера, при этом ленты имеют фронтальную поверхность, направленную в сторону формовочного пространства, и тыльную поверхность, направленную в противоположную от формовочного пространства сторону, и одновременное воздействие на тыльную поверхность ленты литейного ленточного конвейера потоков нагнетаемого жидкого хладагента. В этом же патенте описано устройство для непрерывного литья металлической полосы, содержащее литейный ленточный конвейер с лентами, образующими формовочное пространство, при этом ленты имеют фронтальную поверхность, направленную в сторону формовочного пространства, и тыльную поверхность, направленную в противоположную от формовочного пространства сторону, и устройство для воздействия на тыльную поверхность ленты литейного ленточного конвейера потоками нагнетаемого жидкого хладагента.
Нами было установлено, что магнитные устройства, как они описаны С.В. Хазелетт, Сивилотти и др., а также Бейкером и др., в указанных выше патентах, не получили промышленного применения в непрерывной отливке расплавленного металла, поскольку их силы магнитного притяжения, т.е. тяговое усилие, оказываемое на ленточный конвейер или ленту, уменьшается слишком быстро и/или слишком резко в зависимости от расстояния (зазора) между литейным ленточным конвейером или лентой и магнитными устройствами, которые предназначены для притягивания температурно-деформированных частей движущегося ленточного конвейера или ленты обратно к себе в заданное желательное плоское состояние. Магнитное притяжение (тяговое усилие) этих известных устройств, оказываемое на литейный ленточный конвейер или ленту, не преодолевает значительных зазоров и поэтому недостаточно притягивает обратно части ленточного конвейера или ленты, которые оказались значительно смещенными от желательного плоского состояния вследствие вызванных нагреванием деформаций. Не доставало того, что мы называем "достигающей силой притяжения", т.е. "достигающим тяговым усилием".
Бейкер и др. не раскрыли и не подсказали мысли о критической важности открытой нами "достигающей силы притяжения", (т.е. "достигающего тягового усилия").
В нашем изобретении это достигающее тяговое усилие обеспечивается с помощью уникальных магнитных материалов, описанных ниже, образующих магнитные контуры описанным образом для преодоления пространства (зазора) между полюсными наконечниками магнитных контуров и движущимся, гибким, изготовленным из тонкого листа теплопроводным литейным ленточным конвейером из магнитно-мягкого ферромагнитного материала для притягивания температурно- деформированных частей ленточного конвейера в направлении поверхностей полюсов для удерживания ленточного конвейера внутри узких границ в заданном желательном стабилизированном плоском состоянии там, где он поддерживается гидродинамическими силами, создаваемыми потоками нагнетаемого хладагента, как будет описано ниже, так что стабилизированный ленточный конвейер перемещается по заданному пути, зависая в стабилизированном плоском состоянии, поднимаемый гидродинамическими отталкивающими силами, создаваемыми нагнетаемым жидким хладагентом и быстро перемещающимися пленками хладагента, и ленточный конвейер не скользит и не трется о стационарные предметы, а перемещается вдоль водной пленки по существу без трения.
В предпочтительном варианте выполнения изобретения мы используем множество гидромагнитных устройств, сформированных в решетки, в которых потоки нагнетаемого жидкого хладагента проникают через проходы с фиксированным дросселированием, ведущие в напорные карманы, действующие в качестве дросселирующих сопел, направленных в сторону тыльной поверхности литейного ленточного конвейера. Эти потоки хладагента выходят из этих дросселирующих сопел, которые расположены вблизи или обрамлены магнитными полюсными наконечниками, для создания сил отталкивания на тыльной поверхности ленточного конвейера, при этом хладагент вытекает (впрыскивается) из напорных карманов в виде быстро движущихся пленок жидкого хладагента, выбрасываемых из напорных карманов и проходящих в зазорах между тыльной поверхностью движущегося литейного ленточного конвейера и магнитными полюсными наконечниками. Эти быстро двигающиеся пленки охлаждают ленточный конвейер и прикладывают гидродинамические силы, которые толкают тыльную поверхность перемещающегося ленточного конвейера, создавая опору для ленточного конвейера, и удерживают (приподнимают) ленточный конвейер на небольшом расстоянии от этих впрыскивающих хладагент полюсных наконечников, в то время как ленточный конвейер стабилизирован в плоском состоянии с помощью мощных достигающих сил притяжения, исходящих от этих полюсных наконечников и проходящих через зазоры к перемещающемуся ленточному конвейеру. Таким образом, нагнетаемый жидкий хладагент дважды дросселируют. Один раз его дросселируют, когда он проходит через проходы с фиксированным дросселированием, ведущими в напорные карманы, направленные в сторону ленточного конвейера. Еще раз его дросселируют, когда он вытекает из этих напорных карманов и выходит над магнитными полюсными наконечниками, которые окружают напорные карманы. В результате хладагент выбрасывается из этих напорных карманов в виде быстро перемещающихся пленок хладагента, проходящих через зазоры между ленточным конвейером и магнитными полюсными наконечниками, которые окружают напорные карманы и действуют как впрыскивающие хладагент наконечники.
Гидромагнитные устройства в этих решетках включают мощные постоянные магниты, выполненные из уникального магнитного материала. Эти магниты, установленные в магнитных контурах в каждой решетке, создают достигающие магнитные силы притяжения, имеющие необычные характеристики, которые мы считаем критическими для успешной работы раскрытых вариантов выполнения изобретения. Необычно большая магнитодвижущая сила, создаваемая такими постоянными магнитами (которые имеют очень высокое максимальное энергетическое произведение, выраженное в мега-гаусс-эрстедах), не является по нашему мнению единственной причиной их успешной работы в магнитных контурах, используемых в этих решетках или "подушках" из гидромагнитных устройств. Другой характеристикой, которая по нашему мнению является критической для их успешной работы, является их очень низкая проницаемость размагничивания, которая настолько низка, что равна примерно магнитной проницаемости воздуха или воды или вакуума. Эта очень низкая проницаемость размагничивания позволяет полюсным наконечникам и полюсам магнитных контуров оказывать очень сильное магнитное притяжение (тяговое усилия) на движущийся, гибкий, тонколистовой, теплопроводный литейный ленточный конвейер, содержащий магнитно-мягкий ферромагнитный материал, с такой силой притяжения, действующей на относительно большом удалении от полюсных наконечников и распространяющейся через зазоры между полюсными наконечниками и перемещающимся литейным ленточным конвейером при заполнении этих зазоров воздухом и/или водой. Эти магниты в их магнитных контурах создают решетку из расположенных в одной плоскости магнитных полюсных наконечников с чередующейся северной и южной полярностью, направленную в сторону тыльной поверхности движущегося, гибкого, изготовленного из тонкого листа теплопроводного литейного ленточного конвейера, содержащего магнитно-мягкий ферромагнитный материал.
В предпочтительном варианте выполнения изобретения используют присущие от природы переменные силы отталкивания (толкания) нагнетаемому хладагенту, который выходит из дросселирующих сопел в гидромагнитных устройствах и создает быстро перемещающиеся пленки хладагента, проходящие по магнитным полюсным наконечникам и воздействующие на тыльную поверхность перемещающегося ленточного конвейера. Эти отталкивающие силы уменьшаются относительно быстро в зависимости от увеличивающегося расстояния (увеличивающегося зазора) между тыльной поверхностью ленточного конвейера и магнитным полюсным наконечником, по которому протекают пленки быстро перемещающегося хладагента. Эти силы отталкивания сбалансированы достигающей силой притяжения (тяги), прикладываемой к перемещающемуся ленточному конвейеру полюсным наконечником в том же месте, причем сила притяжения уменьшается относительно медленнее в зависимости от увеличивающегося расстояния. Предпочтительное взаимодействие быстро уменьшающегося эффекта отталкивания, сбалансированного относительно более медленно уменьшающимся достигающим магнитным притяжением, приводит к зависанию перемещающегося литейного ленточного конвейера, который оказывается стабилизированным в узких пределах равновесием отталкивающих и притягивающих сил. Таким образом, перемещающийся ленточный конвейер зависает в стабилизированном плоском состоянии, поддерживаемый (приподнимаемый) дросселированным нагнетаемым хладагентом в напорных карманах и тонкими выходящими пленками быстро двигающегося жидкого хладагента, проходящего в пространстве между тыльной поверхностью литейного ленточного конвейера и полюсными наконечниками.
Внутри этих гидромагнитных устройств встроены специально сконструированные смывные сопла для подачи дополнительного хладагента, воздействующего на ленточный конвейер под острым углом, что приводит к образованию слоя быстро перемещающегося хладагента, текущего в одном направлении вдоль тыльной поверхности ленточного конвейера, обеспечивая дополнительное охлаждение, а также останавливая, поворачивая и наконец смывая быстро перемещающиеся пленки хладагента, которые прошли над магнитными полюсными наконечниками.
Таким образом, движущийся ленточный конвейер стабилизирован с заданной желательной ровностью или плоскостью с помощью балансирования достигающего притяжения гидродинамическими силами нагнетаемого жидкого хладагента, выходящего из дросселирующих сопел в гидромагнитных устройствах и оказывающего отталкивающее воздействие на тыльную поверхность движущегося ленточного конвейера в местах, расположенных вблизи магнитных полюсных наконечников, для удерживания движущегося ленточного конвейера стабилизированным в зависшем (приподнятом) состоянии без контакта с полюсными наконечниками.
Эта мощная достигающая сила притяжения (тяги) на тонколистовой ленточный конвейер из магнитно-мягкого ферромагнитного материала не похожа на поведение магнитов, изготовленных из обычных материалов, например алнико 5, который утрачивает большую часть своей силы притяжения при значительных зазорах, например зазорах в 1,5 мм (0,060 дюйма), которые возникают в показанных и описанных магнитных контурах.
Мы полагаем, что любой магнитный материал может успешно применяться в вариантах выполнения изобретения, если такой материал может быть установлен в качестве постоянных магнитов в магнитных контурах, содержащих магнитно-мягкий ферромагнитный материал с образованием решетки из магнитных полюсов различной полярности, имеющих полюсные наконечники, которые могут быть направлены в сторону тыльной стороны движущегося литейного ленточного конвейера, причем эти полюсные наконечники расположены в непосредственной близости от дросселирующих сопел (например, эти полюсные наконечники обрамляют дросселирующие сопла), причем эти сопла могут быть направлены в сторону тыльной поверхности литейного ленточного конвейера, и в которой такие полюсные наконечники и полюсные элементы способны создавать достигающие силы магнитного притяжения (тяги), воздействующие на движущийся, гибкий, тонколистовой, теплопроводный литейный ленточный конвейер, содержащий магнитно-мягкий ферромагнитный материал, в которой это достигающее магнитное притяжение имеет достаточно большое начальное значение на полюсных наконечниках и в которой это достигающее магнитное притяжение, воздействующее на ленточный конвейер вблизи решеток, уменьшается от его начальной величины достаточно медленно в зависимости от расстояния, увеличивающегося до 1,5 мм (0,060 дюйма) между частью ленточного конвейера и полюсными наконечниками, так что ленточный конвейер принудительно удерживается стабилизированным в подходяще узких пределах ровности и размеров зазора, будучи гидродинамически приподнятым над полюсными наконечниками на потоках нагнетаемого хладагента, выходящего из дросселирующих сопел и выбрасываемого из напорных карманов в дросселирующих соплах в виде быстро перемещающихся тонких пленок, протекающих по полюсным наконечникам в зазоре между полюсными наконечниками и тыльной поверхностью ленточного конвейера.
Могут быть предусмотрены поворотные устройства для поворота постоянных магнитов с целью уменьшения по желанию их мощного достигающего притяжения ленточного конвейера со значительным уменьшением тяги для обеспечения возможности установки и снятия широких, тонколистовых, гибких ленточных конвейеров без их повреждения. В качестве альтернативного решения магнитный поток мощных магнитов может быть отведен шунтированием от ленточного конвейера с помощью подходящего подвижного шунта для уменьшения притяжения ленточного конвейера, достаточного для соответствующего манипулирования ленточным конвейером.
Настоящее изобретение успешно разрешает или существенно устраняет или существенно сокращает указанные выше постоянные проблемы, вызванные температурными деформациями движущегося, бесконечного, гибкого, тонколистового, теплопроводящего литейного ленточного конвейера в машине для непрерывной отливки.
Используемое в данном контексте понятие "тонколистовой" применительно к теплопроводящему литейному ленточному конвейеру, выполненному в основном из стали, означает, что литейный ленточный конвейер имеет толщину менее одной десятой дюйма (около 2,5 мм) и обычно менее 0,070 дюйма (около 2,0 мм).
Магнитная проницаемость магнитно-мягких ферромагнитных материалов определяется как В/Н, где В является плотностью магнитного потока в материале в гауссах, и Н - магнитная коэрцитивная сила, приложенная к материалу, в эрстедах. В данном контексте понятие "магнитно-мягкий ферромагнитный материал" обозначает материал, который имеет максимальную магнитную проницаемость по меньшей мере в 500 раз большую, чем магнитная проницаемость воздуха или воды или вакуума, каждый из которых имеет магнитную проницаемость около 1. Например, обычная трансформаторная сталь имеет максимальную магнитную проницаемость около 5450, измеренную при плотности магнитного потока В около 6000 Гс при магнитной коэрцитивной силе Н около 1 Э, как указано на странице Е-115 CRC Handbook of Chemistry and Physics, 66-е издание за 1985-1986 г.г. Понятие "магнитно-мягкий", как оно используется в понятии "магнитно-мягкий ферромагнитный материал", означает, что такой материал относительно легко намагничивается или размагничивается. Таким образом, определение "мягкий" применяется здесь в противоположность к определению "твердый", который применяется к магнитным материалам, требующим большой коэрцитивной силы для намагничивания или размагничивания, так что их трудно намагнитить и размагнитить. Обычная трансформаторная сталь, а также катаная низкоуглеродистая сталь четвертичной твердости, обычно применяемая для изготовления тонколистовых литейных ленточных конвейеров для использования в машинах непрерывной отливки с двумя ленточными конвейерами, попадают в категорию "магнитно-мягкого ферромагнитного материала".
В указателе Американского общества по испытанию материалов (ASTM) А 340-93 "Стандартная терминология для символов и определений применительно к магнитным испытаниям" определена остаточная индуктивность Вr как "величина магнитной индукции, соответствующей нулевому намагничивающему полю, если магнитный материал подвергается симметричным циклическим намагничивающим условиям".
Проницаемость магнитно-твердого материала равна ΔB/ΔH, измеренных в используемой части кривой размагничивания, при этом кривая в свою очередь определена как та часть гистерезисной петли В-Н, т.е. петли В-Н или кривой В-Н, которая находится во втором (или четвертом) квадранте нормальной гистерезисной петли. "Нормальная гистерезисная петля" определена в указанном выше Указателе Американского общества по испытанию материалов.
Другие задачи, аспекты, признаки и преимущества настоящего изобретения следуют из последующего детального описания предпочтительных вариантов выполнения с помощью прилагаемых чертежей, которые являются лишь иллюстрацией и не ограничивают изобретение, и которые не обязательно выполнены с соблюдением масштаба, а выполнены с целью наглядной иллюстрации принципов изобретения. В частности, описание продолжается применительно к литейной машине с двумя ленточными конвейерами и обычно применительно к нижней каретке такой литейной машины. Соответствующими позициями обозначены одинаковые компоненты или элементы на всех фигурах. Большие стрелки указывают в направлении "вниз по потоку" относительно продольного направления (ориентация вниз или вверх по потоку) движущейся формовочной полости или формовочного пространства, и таким образом они указывают направление затвердевания металла и проход изделия от входа в движущуюся формовочную полость или в движущееся формовочное пространство к выходу из него. Направление потока жидкого хладагента обычно совпадает с направлением потока отвердевающего металла. Местные потоки хладагента показаны простыми стрелками.
Фиг. 1 - перспективная проекция литейной машины с двумя ленточными конвейерами в виде по потоку, сверху и с внешней стороны. Машина показана в качестве иллюстративного примера относительно широкой машины для непрерывной отливки металла с умеренно тонколистовым ленточным конвейером, в которой может быть предпочтительно использовано настоящее изобретение.
Фиг. 2 - частичная перспективная проекция в увеличенном масштабе, показывающая решетку из гидромагнитных устройств в выполнении согласно настоящему изобретению, установленную в нижней каретке в виде сверху и вниз по потоку. Движущийся гибкий литейный ленточный конвейер показан на фиг.2 частично для большей ясности иллюстрации. Фиг.2 является в целом видом в направлении II-II по фиг.3, а также 4 и 4А.
Фиг. 3 - вид сверху на решетку из гидромагнитных устройств, три из которых показаны на фиг.2. На фиг.3 литейный ленточный конвейер и его приводные ролики не показаны для ясности.
Фиг.3А - часть изображения по фиг.3 в увеличенном масштабе, показывающая схематично потоки жидкого хладагента в направлении тыльной поверхности неизображенного нижнего литейного ленточного конвейера.
Фиг. 4 - вид в продольном разрезе с внешней стороны машины, показывающий типичное гидромагнитное устройство или сборочный узел гидромагнитной подушки или решетки в окружении других элементов нижней каретки литейной машины с ленточным конвейером, показанной на фиг. 1. Движущиеся краевые перемычки литейной машины показаны на фиг.3 и не показаны на фиг.3 для большей ясности изображения.
Фиг. 4А - аналогична фиг.4, однако показывает конфигурацию гидромагнитного устройства для взаимодействия с расположенным выше по потоку захватывающим приводным барабаном, называемым также захватывающим приводным роликом.
Фиг. 4В - часть фиг.4А в увеличенном масштабе для иллюстрации модифицированного варианта выполнения изобретения, включая плоское, нацеленное вниз по потоку "форсажное", смывное сопло для хладагента.
Фиг.4С - часть фиг.2 в увеличенном масштабе для иллюстрации "форсажного", смывного сопла, показанного на фиг.4В.
Фиг. 5 - вид сбоку в частичном разрезе устройства согласно изобретению внутри нижней каретки литейной машины при рассматривании сверху по потоку вниз по потоку. Обозначенные на фиг.5 позициями соответственно VA, VB и VC зоны соответствует разрезам по линиям VA-VA, VB-VB и VC-VC на фиг.4А.
Фиг.6 - часть фиг.5 в увеличенном масштабе, показывающая типичный магнитный контур с тонкими, быстро перемещающимися пленками хладагента, проходящими через зазоры между полюсными наконечниками и тыльной поверхностью движущегося литейного ленточного конвейера. Относительная толщина пленки из хладагента, заполняющей зазор, показана сильно увеличенной для наглядности иллюстрации.
Фиг. 7 - характеристики для иллюстрации равновесного балансирования или стабилизации движущегося литейного ленточного конвейера в зависимости от величины зазора между движущимся литейным ленточным конвейером и магнитными полюсными наконечниками вокруг сопел (обрамлений напорных карманов для хладагента). Другими словами, фиг.7 иллюстрирует равновесие сил притяжения и отталкивания между: (i) относительно медленно уменьшающимися силами достигающего магнитного притяжения, которые можно назвать тянущими внутрь силами, и (ii) относительно быстро уменьшающимися силами гидродинамического отталкивания нагнетаемого жидкого хладагента и высокоскоростных тонких пленок хладагента, которые можно назвать выталкивающими наружу силами. Для сравнения и для ясности пояснения показана также кривая относительно быстрого и нежелательного уменьшения силы притяжения, создаваемой магнитами из алнико 5.
Фиг. 7А - левая часть фиг.7, однако горизонтальный масштаб увеличен в соотношении 6 к 1. Фиг.7' и 7" включены с целью пояснения.
Фиг. 8 - вид сбоку в продольном разрезе с внешней стороны перемещающейся области формовочной полости каретки, показывающий решетку из гидромагнитных устройств, т. е. гидромагнитных подушек, расположенных в соответствующих местах вдоль длины перемещающейся формовочной полости. Одна из этих решеток из гидромагнитных устройств показана установленной на упругую опору.
Фиг. 9 - вид, аналогичный виду по фиг.8, однако для иллюстрации другого предпочтительного варианта выполнения изобретения, в котором решетки из гидромагнитных устройств, которые показаны расположенными на фиг.8 вниз по потоку, заменены захватывающими роликами, расположенными вниз по потоку на фиг.9.
Фиг. 10 - вид, аналогичный виду по фиг.8, однако для иллюстрации другого предпочтительного варианта выполнения изобретения, в котором две решетки из гидромагнитных устройств, которые показаны расположенными на фиг.8 вниз по потоку в верхней каретке, заменены захватывающими роликами, расположенными вниз по потоку на фиг.10. Две решетки, показанные на фиг.10 расположенными вниз по потоку в нижней каретке противоположно нажимным роликам, являются немагнитными подушками из хладагента.
Фиг. 11 - вертикальная проекция в поперечном разрезе в увеличенном масштабе при рассматривании сверху по потоку вниз по потоку с точки зрения фиг. 5, показывающая устройство с постоянным магнитом, выполненное с возможностью поворота с помощью приводимого в действие жидкостью механизма поворота магнитов. Устройство с постоянным магнитом показано в положении разомкнутого контура или в положении "выключено".
Фиг.12 - вертикальная проекция в поперечном разрезе устройства по фиг.11 при рассматривании с внешней стороны с точки зрения фиг.4. Фиг.12 является разрезом по линии XII-XII на фиг.11.
Фиг.13 - использование подвижного магнитно-мягкого ферромагнитного шунта в альтернативном варианте выполнения изобретения вместо использования поворотных устройств с постоянными магнитами, показанных на фиг.11 и 12. Фиг. 13 является косой проекцией при рассматривании с точки зрения фиг.5, показывающей в качестве иллюстрации решетку из гидромагнитных устройств, расположенных под движущимся литейным ленточным конвейером с зазубренным брусом из магнитно-мягкого ферромагнитного материала, действующего как шунт и показанный в положении "выключено" (полюсные наконечники размагничены).
Фиг. 14 - вид, аналогичный виду по фиг.13, однако показывающий шунтирующий брус в положении "включено" (полюсные наконечники намагничены).
Фиг.15 - гистерезисные петли двух различных магнитных материалов: алнико 5 и наиболее предпочтительный постоянный магнитный материал, описанный детально ниже, и который мы применяем в постоянных магнитах, используемых в наиболее предпочтительных вариантах выполнения изобретения в соответствии с описанием.
Фиг.16 - вертикальная проекция в продольном разрезе при рассматривании с внешней стороны машины, показывающая альтернативное гидромагнитное устройство или сборочный узел в решетке, образующей гидромагнитную подушку. Это гидромагнитное устройство показано в окружении других элементов верхней каретки литейной машины с ленточным конвейером, показанной на фиг.1. Фиг.16 является аналогичной фиг. 4А, на которой показан нижний литейный ленточный конвейер и нижний захватывающий ролик; в то время как на фиг.16 показан верхний литейный ленточный конвейер и верхний захватывающий ролик во взаимодействии с настоящим альтернативным решением варианта выполнения изобретения.
Фиг. 17 - вид в частичном разрезе в увеличенном масштабе, показывающий множество магнитных контуров согласно настоящему альтернативному решению с тонкими, быстро перемещающимися пленками хладагента, проходящими через зазоры между полюсными наконечниками и тыльной поверхностью движущегося литейного ленточного конвейера. Левая часть этого вида соответствует сечениям по линии А-А на фиг.16 и 19. Правая часть фиг.17 соответствует сечению по линии А'-А'. Относительная толщина зазора из пленки хладагента показана здесь увеличенной для наглядности иллюстрации.
Фиг. 18 - вид в частичном разрезе в увеличенном масштабе аналогично фиг. 17, однако на фиг. 18 показан вид дальше вниз по потоку дальше от ребер захватывающего ролика, причем левая и правая часть фиг.18 соответствуют сечениям по линиям В-В и соответственно В'-В' на фиг.16 и 19.
Фиг. 19 - часть вида по фиг.16 в увеличенном масштабе, показывающий, в частности, структуру узла из поворотных магнитов.
Подробное описание предпочтительных вариантов выполнения
Описание будет продолжено применительно к литейным машинам с двумя ленточными конвейерами, которые имеют в типичном случае верхнюю и нижнюю каретку для вращающихся верхнего и нижнего литейных ленточных конвейеров. Для удобства иллюстрации описание будет относится к нижней каретке. В литейной машине с двумя ленточными конвейерами линия прохождения затвердевающего металла является обычно прямой. В литейной машине с единственным ленточным конвейером (здесь не описывается) линия прохождения может проходить по слегка изогнутой кривой. Таким образом, в машинах с двумя ленточными конвейерами линия прохождения может проходить в целом по прямой в продольном направлении машины, в то время как ленточный конвейер может быть слегка наклоненным в поперечном направлении машины в части формовочной полости. Во всех этих случаях линия прохождения или ее направляющие, создаваемые положением полюсных наконечников в решетке, может быть названа "копланарной решеткой" или "решеткой с ровной поверхностью".
Хотя "ровный" ленточный конвейер может двигаться вдоль линии прохождения, которая проходит по слегка изогнутой кривой, ровный ленточный конвейер можно считать находящимся в плоском состоянии, если он движется вдоль линии прохождения с желаемой ровностью внутри пределов линии прохождения, и даже ровный ленточный конвейер, который является слегка наклоненным в поперечном направлении в некоторых частях линии прохождения, можно считать находящимся в плоском состоянии, если он движется вдоль линии прохождения с желаемой ровностью в пределах линии прохождения. Решетка из полюсных наконечников для направления движущегося литейного ленточного конвейера вдоль линии прохождения с желаемой ровностью можно назвать "копланарной решеткой" из магнитных полюсных наконечников или "решеткой с ровной поверхностью".
На фиг. 1 показан вид относительно широкой литейной машины 36 с двумя ленточными конвейерами при рассматривании по потоку сверху с внешней стороны. Нижняя каретка обозначена позицией L и верхняя каретка - позицией U. Через установку подачи расплавленного металла (не изображена), которая является известной в области машин с непрерывной отливкой, расплавленный метал вводят во входной конец 49 движущейся формовочной полости или формовочного пространства С (фиг. 4, 4А, 5, 6, 8, 9 и 10). Этот ввод расплавленного металла схематично изображен большой стрелкой 37 в левой части фиг.1.
Верхняя и нижняя стороны движущейся формовочной полости С ограничены нижним и верхним бесконечными, гибкими, тонколистовыми, теплопроводящими ленточными конвейерами 50 и соответственно 52. Эти литейные ленточные конвейеры 50 и 52 в предпочтительном варианте выполнения настоящего изобретения изготовлены из магнитно-мягкого ферромагнитного материала. Например, они выполнены из металлического материала, такого как катаная низкоуглеродистая листовая сталь с четвертичной твердостью. Фронтальные поверхности ленточных конвейеров могут быть обработаны подходящим образом, известным из уровня техники, например с помощью пескоструйной обработки и/или путем нанесения на них покрытий. Две боковые стороны движущейся формовочной полости С ограничены двумя вращающимися краевыми перемычками 54 из блочной цепи, известными из уровня техники. Нижний ленточный конвейер 50 и нижние блочные цепи 54 вращаются, как показано стрелками 55, вокруг нижнего (захватывающего) ролика 56 напротив входного конца 49 (вверху по потоку) движущейся формовочной полости и вокруг нижнего ролика 58 напротив выходного конца движущейся формовочной полости. Верхний ленточный конвейер 52 вращается вокруг верхнего, расположенного выше по потоку (захватывающего) ролика (60) и вокруг верхнего, расположенного внизу по потоку ролика 62. Конструкция и принцип действия таких литейных машин с двумя ленточными конвейерами хорошо известны из уровня техники литейных машин с ленточными конвейерами. Дальнейшую информацию относительно таких машин можно при желании почерпнуть из приведенных выше патентов Хазелетта и др.
Точка зрения авторов на фиг.2 обозначена на фиг.3 и 8 штрих-пунктирной линией II-II. Нижний литейный ленточный конвейер 50 показан направляемым решеткой, в целом обозначенной позицией 51, из гидромагнитных устройств 38. Решетку 51 можно называть гидромагнитной подушкой. Каждое гидромагнитное устройство включает магнитный полюсной элемент 39, проходящий в продольном направлении относительно направления вверх по потоку - вниз по потоку (стрелка 61) движущейся формовочной полости С. В решетке 51 эти полюсные элементы 39 расположены параллельно на расстоянии друг от друга. Их верхние поверхности создают, как показано, копланарную решетку из магнитных полюсных наконечников 34. Между этими удлиненными полюсными элементами 39 образованы удлиненные пространства 66, которые показаны проходящими продольно относительно формовочной полости.
Удлиненные полюсные элементы 39 выполнены из магнитно-мягкого ферромагнитного материала, например из магнитно-мягкой стали, такой как хромовая нержавеющая сталь типа 430. Ленточный конвейер 50 движется в непосредственной близости от магнитных полюсных наконечников 34, поддерживаемый гидродинамическими силами, создаваемыми нагнетаемым жидким хладагентом, выходящим из дросселирующих сопел, как будет пояснено ниже.
В решетке 51 из гидромагнитных устройств 38 установлено множество относительно компактных постоянных магнитов 32, имеющих северную и южную магнитные полярности, как обозначено на каждом магните на фиг.2 позициями N' и соответственно S'. Эти магниты вставлены в удлиненные пространства 66 между смежными, расположенными параллельно полюсными элементами 39 в решетке 51. Предпочтительным является то, что по меньшей мере один из этих постоянных магнитов 32 расположен в каждом пространстве 66 так, что во всей решетке 51, как будет пояснено с помощью фиг.3 и 5, каждый полюсный элемент 39 в решетке (за исключением, как показано на фиг.3, двух крайних полюсных элементов 39-0 в решетке) имеет пару постоянных магнитных полюсов одинаковой полярности, направленных в их противоположные боковые стороны. Эти пары постоянных магнитных полюсов одинаковой полярности имеют попеременно северную (N') и южную (S') полярность в решетке 51. Например, как показано на фиг.2, полюсный элемент 39 слева имеет пару постоянных магнитных полюсов N' северной полярности, направленных в его противоположные боковые стороны. Следующий по порядку полюсный элемент 39, показанный в центре фиг.2, имеет пару постоянных магнитных полюсов S' южной полярности, направленных в его противоположные боковые стороны. Затем следующий по порядку полюсный элемент 39, показанный справа на фиг.2, имеет пару постоянных магнитных полюсов N' северной полярности, направленных в его противоположные боковые стороны, и т.д. во всей решетке 51.
Результатом такого расположения постоянных магнитов 32 является то, что полюсные наконечники 34 полюсных элементов 39 в последовательных гидромагнитных устройствах 38, распределенных в решетке 51, имеют чередующиеся северные (N) и южные (S) полярности, создающие мощную достигающую силу притяжения (тяговое усилие), действующую на движущийся литейный ленточный конвейер 50 (фиг.2, 5 и 6).
Как показано на фиг.3, в решетке 51 имеется множество постоянных магнитов 32, например на фиг.4 показано пять, расположенных в каждом из удлиненных пространств 66 в положениях, разнесенных в продольном направлении, выровненных в продольном направлении, вдоль длины удлиненного полюсного элемента 39, как показано особенно отчетливо на фиг.3. В этой решетке 51 первый из магнитов 32 в каждом пространстве 66 расположен вблизи верхнего по потоку конца 118 полюсных наконечников 34 двух соседних полюсных элементов 39. Последний из множества магнитов в каждом пространстве расположен вблизи нижнего по потоку конца 120 полюсных наконечников 34 двух соседних полюсных элементов 39. На фиг.4А, на которой показана носовая решетка 51n, пять магнитов в каждом пространстве 66 расположены рядом друг с другом вблизи нижнего по потоку конца этой носовой решетки для предотвращения столкновений с ребрами 128 ролика. На фиг.6 пунктирными линиями 30 обозначен полный магнитный контур, показанный в центре фиг.6, и части двух других магнитных контуров слева и справа. Относительная толщина литейного ленточного конвейера 50 и величина зазоров (расстояний) 75 между полюсными наконечниками 34 и ленточным конвейером увеличены для наглядности. Полный магнитный контур 30 проходит от северного полюса N' постоянного магнита 32, изображенного в центре фиг. 6. Например, с пятью магнитами в каждом пространстве 66 этот контур 30 представляет каждый из этих пяти контуров относительно каждого пространства 66 и двух соседних полюсных элементов 39. Магнитный контур проходит от магнитного полюса N' в первый полюсный элемент 39 гидромагнитного устройства 38 и затем проходит внутри этого первого элемента к первому полюсному наконечнику 34, где мощная магнитодвижущая сила магнита намагничивает мощный первый магнитный полюс N на этом первом полюсном наконечнике. Контур проходит от этого первого полюсного наконечника 34 через первый зазор 75 и входит в магнитно-мягкий ферромагнитный ленточный конвейер 50 и затем проходит внутри ленточного конвейера в направлении второго зазора 75. Контур проходит через этот второй зазор 75 и входит в полюсный наконечник 34 на соседнем полюсном элементе соседнего гидромагнитного устройства 38 в решетке 51, входя в мощный южный магнитный полюс S, намагниченный мощной магнитодвижущей силой магнита 32. Контур проходит внутри второго полюсного элемента 39 к магнитному полюсу S' и входит в этот полюс S. Этот магнитный контур замыкается внутри магнита от его полюса S' к его полюсу N'.
В качестве примера подходящего расположения полюсные элементы в решетке 51 показаны с одинаковым расстоянием между центрами. Это расстояние от центра к центру полюсных элементов 39 может составлять, например, от около 3/4 дюйма (20 мм) до примерно 2 дюймов (50 мм). Эти удлиненные полюсные элементы могут иметь толщину, например, около 1/2 дюйма (12 мм), образуя удлиненные пространства 66 между смежными полюсными элементами, проходящими в продольном направлении относительно формовочной полости. На фиг.6 эти пространства показаны слегка более широкими вблизи ленточного конвейера 50 вследствие легкого сужения полюсных элементов 39 в сторону их полюсных наконечников 34. Постоянные магниты 32 в показанном варианте выполнения проходят от полюса S' к полюсу N'.
Каждый постоянный магнит 32 может содержать множество отдельных постоянных магнитов, расположенных последовательно конец к концу с соответствующей дополняющей северной к южной полярностью и/или множество отдельных постоянных магнитов, расположенных параллельно в соответствующем дополняющем соотношении сторон для создания очень мощного магнита 32, имеющего результирующую северную (N') и южную (S') полярности на противоположных концах или поверхностях 33 (фиг.3А и 6), через которые проходит магнитный поток. Если корпуса магнитов изготовлены из материала, подверженного коррозии, то эти корпуса снабжены соответствующим покрытием для предотвращения коррозии, например покрыты слоем никеля. Эти постоянные магниты 32, как показано на фиг. 2, 3, 5 и 6, расположены как прямоугольные параллелепипеды с длиной от около половины дюйма (12 мм) до около одного дюйма (25 мм) в направлении их внутреннего магнитного потока от S' к N', и с площадью поперечного сечения, равного по меньшей мере одному квадратному дюйму (6,5 см2).
Не является обязательным, чтобы конечные поверхности 33 магнитов 32, имеющие полюса N' и S', были расположены в контакте с боковыми поверхностями полюсных элементов 39. Эти конечные поверхности 33 магнитов должны быть расположены только смежно боковым поверхностям соседних с ними полюсных элементов. Понятие "смежно" используется в том смысле, что оно включает также непосредственный контакт. Если имеется некоторое расстояние между конечными поверхностями 33 и боковыми поверхностями полюсных элементов 39, то результирующие воздушные зазоры между конечными поверхностями 33 и полюсными элементами 39 должны быть достаточно малыми в направлении магнитного потока контура 30, так что в каждом полном магнитном контуре 30 имеется практически только два значительных зазора 75. При наличии или отсутствии воздушных зазоров на поверхностях 33 магнитных полюсов каждый полный магнитный контур 30, который намагничен мощной магнитодвижущей силой, обеспечиваемой уникальными характеристиками их постоянного магнита 32, будет иметь возможность "достигать" через зазоры 75 для воздействия большими силами притяжения на движущийся литейный ленточный конвейер 50, которые не могут быть обеспечены с помощью обычных магнитов или электромагнитов с практическими размерами. Эти силы притяжения уменьшаются относительно медленно с увеличением размеров зазоров 75, как будет пояснено ниже с помощью фиг.7 и 7А.
Как показано на фиг.6, два зазора 75 в каждом полном магнитном контуре 30 заполнены относительно тонкими пленками 114 относительно быстро перемещающегося жидкого хладагента, как поясняется ниже. Жидкий хладагент 93 нагнетают в туннельный проход 92, проходящий в продольном направлении в каждом полюсном элементе 39, с помощью системы подачи хладагента, показанной на фиг. 4 и 4А. Жидкий хладагент 93, который в типичном случае представляет воду, содержащую антикоррозийные присадки, подходящим образом фильтруют для удаления твердых частиц и затем закачивают в магистральный трубопровод 100, проходящий в поперечном направлении внутри нижней каретки L. Один конец этого магистрального трубопровода 100 показан на фиг.1. В магистрали 100 нагнетаемый хладагент 93 может быт сжат, например, до около 30 фунтов на квадратный дюйм (200 кПа), однако не сжат слишком сильно в конкретной машине, чтобы не поднимать ленточный конвейер за пределы размера зазоров 75, при котором достигающие силы магнитного притяжения могут принудительно стабилизировать ленточный конвейер от температурных деформаций. Питающие трубки 98 (показана только одна) отходят от магистрали 100. Каждая питающая трубка соединена с диагонально просверленным проходом 92 в полюсном элементе.
Форма удлиненного полюсного элемента 39, показанного на фиг.4А, модифицирована по сравнению с формой, показанной на фиг.4, для того чтобы удлиненный полюсный элемент, имеющий конфигурацию согласно фиг.4А, мог выступать вверх по потоку за область 110 захвата так, чтобы его носовая часть 39n могла входить в канавки 127 (фиг.4А) между ребрами 128 на нижнем захватывающем ролике 56. Область 110 захвата входа 49 показана на фиг.4А штрих-пунктирной линией, проходящей через вход и через ось 111 нижнего захватывающего ролика 56 и через ось (не показана) верхнего захватывающего ролика 60 (фиг.1). Для размещения множества питающих трубок 98, равномерно
расположенных рядом друг с другом вдоль магистрали 100 на расстоянии между их центрами около двух с половиной дюймов (65 мм), эти питающие трубки могут быть выполнены с овальным поперечным сечением для обеспечения достаточной пропускной способности. Туннельный проход 92, проходящий в продольном направлении в удлиненном полюсном элементе 39, можно рассматривать как распределительный туннель, поскольку он подает нагнетаемый хладагент 93 к множеству специально сконструированных дросселирующих сопел, которые включают фиксированные дросселирующие проходы 90 и напорные карманы 102, направленные в сторону ленточного конвейера и окруженные полюсными наконечниками 34. Концы каждого туннельного прохода 92 вверх и вниз по потоку закрыты пробками 94, как показано на фиг.4 и 4А.
Из туннельного прохода 92 нагнетаемый хладагент 93 входит в фиксированные дросселирующие проходы 90, ведущие дросселированный поток 97 хладагента в напорные карманы 102, направленные к тыльной поверхности литейного ленточного конвейера. На фиг.2, 3, 3А, 4 и 5 показано множество этих напорных карманов. Они показаны имеющими овальную форму, удлиненными в продольном направлении полюсных наконечников 34. Например, эти напорные карманы 102 могут иметь глубину около 3/16 дюйма (5 мм) и ширину около 1/16 дюйма (1,5 мм) и длину в продольном направлении полюсных наконечников 34 около 3/8 дюйма (10 мм). Эти овальные напорные карманы 102 расположены близко друг от друга вдоль длины полюсных наконечников 34, например на расстоянии около 1/8 дюйма (3 мм) между соответствующими верхними и нижними по потоку концами их овальной формы; так что, как показано, имеется два напорных кармана на 1 дюйм (25,4 мм) продольной длины полюсных наконечников 34 (т.е. расстояние между центрами составляет около 1/2 дюйма (12,5 мм)). Например, каждый напорный карман имеет площадь около 0,06 квадратного дюйма (38 мм2) в направлении поверхности ленточного конвейера.
Дросселированный поток 97 нагнетаемого хладагента в напорном кармане 102 прикладывает толкающую силу (отталкивающую силу) к тыльной поверхности движущегося ленточного конвейера 50. Этот дросселированный поток 97 нагнетаемого хладагента выходит из напорного кармана в виде быстро перемещающихся жидких пленок 114, выбрасываемых наружу из напорного кармана в зазоры 75 и перемещающихся по полюсному наконечнику 34, который окружает напорный карман. В дополнение к силе отталкивания, воздействующей на тыльную поверхность движущегося ленточного конвейера 50 со стороны дросселированного потока 97 нагнетаемого хладагента, каждая из быстро перемещающихся жидкостных пленок 114 прикладывает еще динамическую толкающую силу (силу отталкивания) к тыльной стороне ленточного конвейера. Эти гидродинамические толкающие (отталкивающие) силы, возникающие внутри и вокруг каждого напорного кармана 102, быстро уменьшаются (почти мгновенно) с увеличением величины соответствующих смежных зазоров 75, вызванных любой деформацией локальной области ленточного конвейера 50 в направлении от соответствующих полюсных наконечников 34.
Задачей каждого дросселирующего прохода 90 среди прочего является изолирование (развязка) соединенного с ним напорного кармана 102 от соответствующего туннельного прохода 92, из которого нагнетаемый жидкий хладагент 93 подается в напорный карман. За счет этой изолирующей развязки любые колебания давления потока 97 хладагента в конкретном кармане 102 (вследствие моментального деформационного смещения близлежащей локальной области движущегося ленточного конвейера 50) не оказывают влияния на давление нагнетаемого хладагента 93 в близлежащем туннельном проходе 92. Таким образом, нет эффекта положительной обратной связи в отношение локализованных изменений давления, которые могут мгновенно возникать в потоке 97 хладагента в любом напорном кармане. В результате каждый напорный карман 102 с его потоком 97 хладагента и его выбрасываемыми текущими пленками 114 действует независимо от соседних карманов. Поведение любого потока 97 и любой пленки 114 не оказывает существенного влияния на давление нагнетаемого хладагента 93 в туннельном проходе 92 и не оказывает существенного влияния на другие напорные карманы, а также на другие пленки из хладагента.
Для обеспечения такой изолирующей развязки дросселирующие проходы 90 (которые можно рассматривать как фиксированные дросселирующие каналы значительной длины) должны иметь предпочтительно внутренний диаметр (I.D.), например, не более 1/16 дюйма (1,5 мм), и предпочтительно не менее 0,04 дюйма (1 мм) для избежания закупоривания отверстий, имеющих внутренний диаметр менее 0,04 дюйма (1 мм). Как показано на фиг.6, проходы 90 имеют длину около 3/4 дюйма (20 мм) и внутренний диаметр около 0,045 дюйма (1,2 мм).
В качестве примеров подходящих рабочих параметров можно назвать давление нагнетаемой жидкости в магистрали 100 (фиг.4 и 4А) в диапазоне свыше примерно 30 фунтов на квадратный дюйм (200 кПа), но не слишком намного больше, как указывалось выше. В последующем примере в целях пояснения давление в магистрали принимается равным примерно 100-110 фунтов на квадратный дюйм (в диапазоне около 7 бар). Так как падение давления в питающей трубке 98 и в соединительном проходе 96 можно принять относительно небольшим, то давление хладагента 93 (фиг.6) в каждом туннельном проходе 92 находится в диапазоне 100-110 фунтов на квадратный дюйм (в диапазоне 7 бар).
С целью пояснения первоначально предполагается, что движущийся литейный ленточный конвейер 50 на фиг.6 является стабильным по положению в результате равновесия притягивающих и отталкивающих сил. Движущийся ленточный конвейер опирается на дросселированный сжатый поток 97 и на относительно тонкие пленки 114 быстро перемещающегося хладагента, выходящего из напорных карманов 102 через зазоры 75. В соответствии с таким стабильным начальным положением ленточного конвейера только небольшой поток 97 входит в карман 102. Понятие "поток" используется здесь в смысле величины объема хладагента (т.е. количества) в единицу времени. Следовательно, при таких начальных условиях можно предположить, что в дросселирующем проходе 90 происходит падение давления на примерно 30-40 фунтов на квадратный дюйм (200-275 кПа). Таким образом, давление потока 97, входящего в напорный карман 102, равно давлению в магистрали, равному примерно 100-110 фунтов на квадратный дюйм, минус падение давления около 30-40 фунтов на квадратный дюйм, что означает, что давление потока 97 находится в диапазоне около 60-80 фунтов на квадратный дюйм (410-550 кПа) при этих начальных условиях стабильного положения движущегося ленточного конвейера.
С целью пояснения предположим, что температурная деформация начинает приводить в локализованной области движущегося ленточного конвейера 50 на фиг. 6 к смещению в направлении от магнитных полюсных наконечников 34, увеличивая при этом зазоры 75, что приводит к увеличению толщины быстро перемещающихся пленок 114, что приводит мгновенно к увеличению выходящего потока в этих пленках 114, выходящих из напорных карманов 102, что приводит к увеличению потока 97 в напорные карманы, что приводит к мгновенному увеличению падения давления в дросселирующих проходах 90, причем это падение давления составляет, например, около 40-50 фунтов на квадратный дюйм (275-350 кПа). Следовательно, давление потока 97 в напорном кармане 102 становится равным 50-70 фунтов на квадратный дюйм (350-480 кПа), и затем относительно неизменное достигающее тяговое усилие сил магнитного притяжения в магнитном контуре 30 мощно притягивает деформированную область ленточного конвейера 50 обратно в ее первоначальное стабильное положение, будучи гидродинамически удерживаемой мгновенно восстановленным, стабильным дросселированным сжатым потоком 97 и стабильными, относительно тонкими, быстро перемещающимися пленками 114.
В целом в гидромагнитных устройствах 38 имеется фиксированный дросселирующий проход (канал с фиксированной длиной) 90, расположенный непосредственно перед напорным карманом 102 относительно направления потока хладагента 93 к 97. И кроме того, имеется изменяемый дросселирующий канал, создаваемый изменяющимся размером зазоров 75, расположенных непосредственно после напорного кармана 102 относительно потока выходящего хладагента в быстро перемещающихся пленках 114. Таким образом, давление потока 97 хладагента, входящего в напорный карман 102, немедленно (почти мгновенно) реагирует на изменения величины зазоров 75 и тем самым позволяет мощным достигающим силам магнитного притяжения немедленно превосходить слабеющие гидродинамические отталкивающие силы, тем самым немедленно действуя для восстановления желательного стабильного, ровного положения движущегося литейного ленточного конвейера 50.
Как показано на фиг.3А и 6, дросселированный сжатый поток 97 хладагента и быстро перемещающиеся пленки 114 хладагента (фиг.6) выбрасываются из напорных карманов 102 в непосредственной близости с полюсными наконечниками 34, на которых в контурах 30 активно действует мощный магнитный поток. Таким локализованным способом достигающие силы магнитного притяжения и силы гидродинамического отталкивания сбалансированы относительно притягивания и отталкивания в их непосредственном месте действия, т.е. имеется равновесие противоположных сил притяжения и отталкивания на лишь незначительной горизонтальной дистанции вдоль тонколистового литейного ленточного конвейера 50. Следовательно, имеется лишь незначительный рычаг передачи момента относительно воздействия на ленточный конвейер этих противоположных сил притяжения и отталкивания. Таким образом, имеется незначительная механическая (в противоположность температурной) деформация, вносимая в тонколистовой литейный ленточный конвейер этими противоположными силами притяжения и отталкивания, действующими локально.
На фиг.3А показаны направления и конфигурация быстро перемещающихся пленок хладагента, выходящих мимо магнитных полюсных наконечников 34, как показано линиями 114 потока. Дросселированные потоки 97 нагнетаемого хладагента (фиг.6) и эти быстро выходящие пленки 114 хладагента приподнимают литейный ленточный конвейер 50, удерживая его на расстоянии от полюсных наконечников 34, и таким образом благоприятно решаются проблемы трения и износа, вызываемые контактом движущегося ленточного конвейера с опорами скольжения.
Кроме того, эти быстро перемещающиеся пленки 114 эффективно отводят тепло с тыльной стороны литейного ленточного конвейера (не показан на фиг.3А), пронизывая более медленно движущийся хладагент для эффективного охлаждения ленточного конвейера. Без использования однонаправленного смывающего потока 115 (который будет описан ниже) быстро перемещающиеся пленки 114 хладагента после выхода за соответствующие полюсные наконечники 34 сталкивались бы с быстро перемещающимися пленками хладагента, одновременно выходящими за полюсные наконечники 34 в соседних полюсных элементах, и могла бы образовываться промежуточная зона 113 столкновения вблизи средней линии каждого удлиненного пространства 66, в которой хладагент имел бы по существу нулевой однонаправленный момент, и тем самым был бы неэффективным для отвода хладагента от полюсных элементов 39, за исключением гравитационных эффектов оседания или сливания.
С целью отклонения, изменения направления, слияния, восстановления и отвода из каждого удлиненного пространства 66 турбулентного хладагента 113 вместе с быстро перемещающимися пленками 114 хладагента для освобождения пространства для непрерывных потоков хладагента из напорных карманов 102 и для обеспечения таким образом достаточного охлаждения ленточного конвейера в верхний конец удлиненного пространства 66 вводят быстро перемещающийся, высоко объемный, однонаправленный смывающий поток 115 хладагента (фиг.3А, 4 и 4А). Этот однонаправленный смывающий поток 115 предотвращает относительно сильное замедление любых потоков хладагента вблизи тыльной поверхности ленточного конвейера для достаточного отвода тепла с этой тыльной поверхности (т. е. слишком сильное замедление для достаточного охлаждения ленточного конвейера с целью предотвращения термических повреждений литейного ленточного конвейера). Этот смывающий поток 115 заставляет весь хладагент течь в одном направлении, поддерживая существенную относительную скорость между хладагентом и ленточным конвейером во всех точках на тыльной поверхности литейного ленточного конвейера для предотвращения термического повреждения ленточного конвейера. Эти однонаправленные смывающие потоки 115 хладагента создают, как четко показано на фиг.4 и 4А, с помощью смывных сопел 112, которые соединены с верхними по потоку концами туннельных проходов 92 вблизи расположенных вверху по потоку пробок 94, так что поток 93 нагнетаемого хладагента может входить в эти смывные сопла.
Каждое смывное сопло 112 направлено под относительно острым углом вниз по потоку (фиг. 4 и 4А) под относительно пологим углом падения на тыльную поверхность движущегося литейного ленточного конвейера. Каждое смывное сопло 112 имеет капюшоноподобный, расположенный как ноготь на пальце дефлектор 116, установленный вблизи выходного конца смывного сопла для бокового расширения мощного потока 115 смывающего хладагента, выходящего с большой скоростью из смывных сопел. Расположенные как ногти на пальце дефлекторы 116 направлены к тыльной поверхности движущегося литейного ленточного конвейера 50 под слегка более острым углом (т.е. под меньшим углом), чем соответствующие им смывные сопла 112.
Каждый ногтеобразный дефлектор 116 направляет мощный поток 115 (фиг.3А), выходящий из его смывного сопла, на тыльную поверхность ленточного конвейера под острым углом соударения в относительно однообразном, точно определенном месте на литейном ленточном конвейере вблизи верхнего по потоку, выполненного как носовая часть судна, заостренного конца 118 (наиболее отчетливо показано на фиг.3 и 3А) каждого удлиненного полюсного элемента 39. Отверстие смывного сопла 112 имеет большую площадь поперечного сечения, чем туннельный проход 92. Относительное соотношение поперечных сечений отверстия смывного сопла 112 по сравнению с поперечным сечением туннельного прохода 92 выбирается так, чтобы при давлении нагнетания хладагента 93 в магистралях 100 (фиг. 4 и 4А) не было ослабления потоков 97 хладагента (фиг.6) в напорные карманы 102 и не было бы ослабления смывающих потоков 115. Таким образом, скорость, поток и импульс смывающего хладагента 115 должны быть достаточно быстрыми и достаточно объемными для смешивания и отклонения и смывания в направлении 61 вниз по потоку турбулентного хладагента 113 и всех быстро перемещающихся пленок 114 после их выхода из зазоров 75, при одновременном выдерживании на всех точках тыльной поверхности ленточного конвейера существенной относительной скорости, достаточной для предотвращения термического повреждения ленточного конвейера.
Сразу после выхода смывающего хладагента 115 (вместе с остальным хладагентом, переносимым с ним вниз по потоку) из нижних по потоку удлиненных пространств 66 отклоняющий лоток 122, проходящий поперек движущегося ленточного конвейера, отводит хладагент от движущегося ленточного конвейера. Соответствующий сточный желоб (не показан) отводит хладагент в подающий резервуар (не показан). Такой отклоняющий хладагент лоток 122 и сточный желоб могут быть выполнены аналогично, например, отклоняющим лоткам по фиг.6 и 7 в патенте США 3 036 348, выданного Хазелетт и др. и указанного на титульном листе, за исключением того, что отклоняющие лотки не включают коллекторы и сопла для повторного использования хладагента для ленточного конвейера.
Показанные на фиг.4А магнитные полюсные элементы 39 (показан только один) имеют слегка выступающую вверх по потоку узкую носовую часть 39n, которая выступает за область 110 захвата, так что эта носовая часть 39n входит в канавку 127 между двумя ребрами 128 захватывающего ролика. Таким образом, как показано на фиг.4А, смывное сопло 112 и его отклоняющий ноготь 116 оба расположены слегка выше по потоку относительно области 110 захвата. Решетка из гидромагнитных устройств 38, имеющих узкие носовые части 39n, называется носовой решеткой и обозначена позицией 51n на фиг.8, 9 и 10.
Захватывающие ролики 56, 60 и их ребра 128, которые в качестве иллюстрации показаны как неотъемлемая часть корпуса ролика, изготовлены из немагнитного материала, т.е. диамагнитного или парамагнитного материала, например из аустенитной нержавеющей стали, тип 304, так что ребра и ролики не вызывают утечки магнитного потока из полюсных элементов 39, 39n в ребра и ролики, что уменьшало бы достигающий магнитный поток полюсных наконечников 34 носовых частей 39n полюсных элементов 39 для стабилизации движущегося литейного ленточного конвейера. В качестве альтернативного решения ребра могут быть выполнены из такой немагнитной нержавеющей стали, в то время как корпус ролика выполнен из магнитно-мягкого ферромагнитного материала для замыкания магнитных контуров во взаимодействии с носовыми частями 39n полюсных элементов. В качестве другого альтернативного решения ребра 128 могут быть выполнены из магнитно-мягкого ферромагнитного материала, в то время как корпус ролика изготовлен из немагнитного материала. В этом случае постоянные магниты располагают для намагничивания ребер с чередующейся северной и южной полярностью во время работы машины для притяжения и стабилизации ленточного конвейера. Эти магниты могут быть установлены с возможностью перемещения с помощью рабочих механизмов, например, таких, как показаны на фиг.11 и 12, перемещающих магниты для уменьшения магнитного притяжения между ребрами и ленточным конвейером для упрощения снятия ленточного конвейера с машины и для обеспечения установки другого ленточного конвейера. В качестве альтернативного решения может быть использован перемещаемый магнитный шунт, например, как показано на фиг.13 и 14, для уменьшения магнитного притяжения между ребрами и ленточным конвейером для обеспечения такого снятия и установки.
Магнитный материал каждого постоянного магнита 32, который мощно намагничивают магнитный контура 30 (фиг.6), а также мощно намагничивают магнитные полюсные элементы 39 для обеспечения мощных достигающих сил притяжения (тяги), воздействующих на движущийся литейный ленточный конвейер 50, содержащий магнитно-мягкий ферромагнитный материал, имеет определенные, очень важные критические характеристики: 1) образец такого магнитного материала имеет нормальную гистерезисную петлю (кривую В-Н), которая пересекает ось В в точке, где образец имеет остаточную индукцию Вr с плотностью магнитного потока, равной или более 8000 Гс.; 2) образец этого магнитного материала имеет нормальную гистерезисную петлю (петлю В-Н), в которой прямая касательная линия в средней точке части петли во втором или четвертом квадрантах имеет наклон, определяющий среднюю дифференциальную проницаемость размагничивания в гаусс на эрстед, равную или меньшую 4, при магнитной проницаемости воздуха, равной 1. Кроме того, этот магнитный материал должен иметь высокую степень постоянства, т. е. грубо говоря он должен быть трудно размагничиваемым при использовании понятие "трудно" в магнитном смысле, т.е. требуется очень большая размагничивающая коэрцитивная сила для размагничивания этого магнитного материала. Эти предпочтительные характеристики магнитов 32 поясняются ниже с помощью фиг.7 и 15.
В данном контексте понятие "средняя дифференциальная проницаемость размагничивания" образца магнитного материала означает наклон, выраженный в гаусс на эрстед прямой линии, которая касается петли В-Н образца в средней точке части этой петли во втором или в четвертом квадрантах. При этом подразумевается, что петля В/Н образца изображена на графике, в котором величины В и Н нанесены в таком масштабе на соответствующие вертикальную и горизонтальную оси, что это отношение В/Н или ΔB/ΔH для вакуума, т.е. наклон плотности потока В, создаваемого приложением коэрцитивной силы Н к вакууму, на этом графике всегда равно 1; другими словами, отношение изменения плотности потока ΔB к изменению ΔH приложенной коэрцитивной силы для вакуума при отображении на том же графике всегда равно 1. В последующих таблицах отражены предпочтительные значения этих важных критических характеристик.
В вводной части указывалось, что очень мощная магнитодвижущая сила, как приведено в таблице I, для таких постоянных магнитов 32 не является единственной причиной для их успешной работы. Их очень малая средняя дифференциальная проницаемость размагничивания, приведенная в таблице II, также является очень критической. Например, алнико 5 имеет среднюю дифференциальную проницаемость размагничивания около 30. Эта величина около 30 для алнико 5 составляет отношение к указанной как наиболее предпочтительной величине 1,2 в таблице II, равное 30/1,2, т.е. около 25. Следовательно, при заданной длине от N' к S' этих магнитов бесконечно малое приращение величины зазоров 75 (фиг.6) приведет к эффекту, который в целом в около 25 раз более сильно сказывается на уменьшении сил магнитного притяжения, которые создаются магнитами из алнико 5, чем на уменьшении сил, создаваемых настоящими магнитами 32. Это уже не количественное различие, это - качественное различие. Таким образом, магниты из алнико 5 теряют контроль над температурной деформацией литейного ленточного конвейера 50 или 52, в то время как настоящие магниты 32 не теряют контроль в решетках 51 или 51n, расположенных и работающих, как описано для этих предпочтительных вариантов выполнения.
Другой причиной необычной эффективности каждого магнита 32, действующего внутри своего собственного магнитного контура 30 (фиг.6), вызванной очень низким значением другой критической характеристики, а именно величиной средней дифференциальной проницаемости размагничивания, равной примерно 1,2, является то, что магнитный поток в контуре 30 должен пройти через каждый магнит 32 от S' до N'. Предположим, что магнит 32 имеет физическую длину в 1 дюйм (25,4 мм) от конца 33 до конца 33. Величина 1,2 по сравнению с 1 для воздуха означает, что поток внутри самого магнита 32 должен преодолеть "внутренний кажущийся воздушный зазор" с длиной 1 дюйм, разделенной на 1,2, что означает внутренний кажущийся воздушный зазор в 0,83 дюйма (21 мм). По сравнению с "внутренним кажущимся воздушным зазором" в 21 мм самого магнита зазор 75 в 1,5 мм на полюсном наконечнике составляет только 7,1%. И наоборот, магнит из алнико 5 с физической длиной 1 дюйм, поделенной на принятую среднюю дифференциальную проницаемость размагничивания, равную 30, имеет "внутренний кажущийся воздушный зазор", равный лишь 0,033 дюйма (0,84 мм). По сравнению с "внутренним кажущимся воздушным зазором" в 0,84 мм магнита из алнико 5 зазор 75 в 1,5 мм составляет 178%. Можно еще раз видеть, что 178% в 25 раз сильнее сказывается на уменьшении сил магнитного притяжения, чем 7,1%. Средняя дифференциальная проницаемость размагничивания, равная 30 для алнико 5, измерена в справочнике Permanent Magnet Design and Application Handbook, автор Лестер Р. Московитц, изданном в 1976 и 1985 годах издательством Krieger Publishing Company в Малабар, Флорида 32950, путем проведения касательной прямой линии к средней точке второго квадранта на фиг.6-3 с названием "Анализ магнитной гистерезисной петли. (Показанная гистерезисная кривая является типичной для алнико 5)."
Удлиненные магнитные полюсные элементы 39, показанные на фиг.4 и 4А, закреплены и опираются на поперечную балку 104, выполненную из немагнитного (парамагнитного или диамагнитного) материала, например из немагнитной нержавеющей стали, тип 303. Полюсные элементы 39 посажены в канавки 106 в балке 104. На верхних по потоку концах полюсных элементов 39 предусмотрены зажимные отверстия 95 для выравнивания и дополнительной поддержки полюсных элементов. Поперечная балка 108, расположенная под балкой 104, входит в опорную раму 141 нижней каретки L. Эта балка 108 выполнена из подходящего конструкционного материала, например конструкционной стали.
Исходя из нашего настоящего понимания этого изобретения, полагаем, что наиболее ценным является его применение в местах, расположенных максимально высоко по потоку в литейных машинах 36 с двумя ленточными конвейерами, т.е. в области немного более или немного менее одной трети общей длины формовочной полости С, где термические нагрузки на ленточные конвейеры являются наиболее интенсивными. Эта первая треть измеряется от входа 49, где на фиг. 8, 9 и 10 показано подающее сопло 138, вводящее расплавленный металл 139. Эта наиболее верхняя по потоку зона является областью, где находится переходный затвердевающий металл, впервые изменяющий свое состояние из жидкого в твердое.
Показанные на фиг. 4, 4А и 5 решетки 51 и 51n жестко соединены с рамой каретки ленточного конвейера с помощью поперечных балок 104, 108. Для непрерывной отливки некоторых металлов может быть желательным использовать гидромагнитные решетки или подушки 51n и 51, которые жестко установлены вдоль всей длины формовочной полости С.
Опыт непрерывной отливки показал, что часто желательна небольшая степень упругости в опорах ленточного конвейера, связанных с нижними по потоку частями формовочной полости С, а именно при отливке алюминиевых сплавов, где металл еще не затвердел по всей толщине отливаемого изделия Р, однако где уже имеется достаточно твердого металла, так что происходит его значительная усадка при охлаждении. Такая упругость позволяет удерживать фронтальные поверхности движущихся литейных ленточных конвейеров в плотно прилегающем контакте с охлаждаемым металлом.
В машинах непрерывной отливки в операциях по отливке металла, в которых желательно обеспечить упругость опорного устройства ленточного конвейера, одна или несколько расположенных ниже по потоку решеток 51 могут быть установлены на цилиндрических пружинах или изгибающихся опорах, которые могут быть выполнены податливыми и пружинными. Их положение и выравнивание ближе или дальше от формовочной плоскости С можно регулировать во время работы с помощью неизображенных механизмов. Такие механизмы регулирования опорных устройств ленточного конвейера для регулирования податливых, пружинных опорных элементов могут быть аналогичными механизмам, показанным и описанным в патентах US В 4 552 201; 4 671 341; 4 658 883; 4 674 558 Хазелетта и Вуда.
Способ, с помощью которого можно регулировать упругость или податливость гидромагнитных решеток 51, стабилизирующих ленточный конвейер, заключается в использовании различных диаметров дросселирующих проходов 90 (наиболее отчетливо показаны на фиг.6). Давление нагнетания можно выбирать внутри диапазона свыше примерно 30 фунтов на квадратный дюйм (200 кПа), как желательно для конкретной литейной машины с ленточным конвейером, использующей конкретный движущийся, бесконечный, гибкий, тонколистовой, теплопроводный литейный ленточный конвейер или ленточные конвейеры для отливки конкретного металла или металлического сплава.
В варианте выполнения изобретения, показанном на фиг.8, предусмотрено четыре стабилизирующих ленточный конвейер решеток 51 из гидромагнитных устройств 38. Имеются также две стабилизирующие ленточный конвейер носовые решетки 51n, которые взаимодействуют с верхним и нижним захватывающими роликами 56 и 60. В этих носовых решетках 51n расположенные выше по потоку узкие удлиненные носовые части 39n (фиг.4А) полюсных элементов 39 вставлены в канавки 127 между окружными ребрами 128 соответствующих верхнего и нижнего захватывающих роликов 56 и 60. Предусмотрены отклоняющие хладагент лотки 122, расположенные вниз по потоку (в направлении, обозначенном стрелкой 61) относительно носовых решеток 51n, и такие же отклоняющие лотки установлены ниже по потоку относительно нижней и верхней решеток 51, показанных вблизи промежуточной части формовочной полости С. Выходящий из нижних по потоку концов нижней и верхней вниз по потоку решеток 51 хладагент может падать вниз с тыльной поверхности нижнего ленточного конвейера и стекать с краев верхнего ленточного конвейера.
Как показано на фиг.8, верхняя, расположенная ниже по потоку решетка 53, образующая гидрорешетку, установлена эластично на раме 142 шасси верхней каретки ленточного конвейера с помощью эластичных опор 140, например на цилиндрических пружинах. Решетка 53, образующая гидро-подушку, обычно не содержит магнитов.
В связи с вариантами выполнения изобретения согласно фиг.9 и 10 на фиг. 4А показано, что любой отклоняющий (и аппликаторный) лоток 123, установленный перед ребристым опорным валком 126, оборудован магистралью 101, проходящей поперек рамы шасси. В магистраль 101 подают поток 93 нагнетаемого хладагента и он содержит множество сопел 103 для выпуска хладагента (на фиг. 4А показано только одно), направляющих струи 105 хладагента в сторону направленной вниз по потоку аппликаторной поверхности 107 этого отклоняющего и наносящего хладагент лотка 123. Такой отклоняющий и наносящий лоток 123 с магистралью 101, выпускными соплами 107 и аппликаторной поверхностью 107 известен из уровня техники. Непосредственно сразу вниз по потоку за аппликаторной поверхностью 107 на фиг.4А показан ребристый, поддерживающий ленточный конвейер опорный валок 126, также известный из уровня техники.
В варианте выполнения изобретения, показанном на фиг.9, в верхней и нижней каретках L. и ~3 ленточного конвейера предусмотрен первый ряд ребристых, поддерживающих ленточный конвейер опорных валков 126, расположенных вниз по потоку от первого отклоняющего и наносящего лотка 123, который расположен непосредственно ниже по потоку от носовой решетки 51n. Затем в обеих каретках имеется второй отклоняющий и наносящий лоток 123, за которым следует второй ряд ребристых, поддерживающих ленточный конвейер опорных валков 126. Один или несколько из этих ребристых, поддерживающих ленточный конвейер опорных валков 126 может быть установлен упруго и/или с возможностью отклонения, а также регулирования ближе или дальше от формовочной полости С, как указано в патентах US 4 552 201, 4 671 341, 4 658 883 и 4 674 558 Хазелетта и Вуда.
В показанном на фиг.10 варианте выполнения изобретения верхняя каретка литейной машины 36 с двумя ленточными конвейерами оборудована аналогично верхней каретке, показанной на фиг.9 литейной машины 36 с двумя ленточными конвейерами, а именно предусмотрены два ряда ребристых поддерживающих ленточный конвейер опорных валков, с установленными перед ними отклоняющими и наносящими лотками 123. На фиг.10 нижняя каретка имеет две немагнитные решетки 53 из гидродинамических устройств, которые аналогичны решеткам 51 из гидромагнитных устройств 38, показанных на фиг.2, 3, 3А, 4, 4А, 5 и 6, за исключением того, что немагнитные решетки 53 не содержат постоянных магнитов 32. Перед этими решетками 53 установлены отклоняющие лотки 122, выполненные аналогично отклоняющим лоткам 122, показанным на фиг.4.
В зависимости от количества используемого смывающего хладагента 115 может быть желательным применять выполненное как единое целое плоское сопло для жидкого хладагента или "форсажное" сопло 130 (фиг.4В, 4С), направленное вниз по потоку от нижнего по потоку конца каждого магнитного полюсного элемента 39 и выполненного как единое целое с ним. Это выходное сопло 130 покрывает площадь литейного ленточного конвейера 50 или 52, расположенную между последним напорным карманом 102' и областью соударения ленточного конвейера с хладагентом 132, выходящим из наносящего лотка 123 после выхода из дефлектора 107. Эта область 134 соударения (см. фиг.4А) хладагента 132 расположена примерно там, где первый подпирающий ленточный конвейер опорный валок 126 касается ленточного конвейера 50. Форсажное сопло 130, показанное на фиг. 4В, являющееся частью фиг.4А, но в увеличенном масштабе, и на фиг.4С, являющееся частью фиг. 2, но в увеличенном масштабе, на которых нижний литейный ленточный конвейер 50 не показан для наглядности иллюстрации. Форсажное сопло 130 заменяет площадь расположенной вниз по потоку острой носовой части 120 (фиг.2 и 3). Последний (самый нижний по потоку) напорный карман, самый правый на фиг.4В, обозначен позицией 102', поскольку он отличается от других напорных карманов 102, так как сопло 130 соединено с соплом 102' и получает из него хладагент. Дросселирующий проход 90', ведущий в напорный карман 102', отличается от других дросселирующих проходов 90 тем, что он имеет значительно больший диаметр, равный, например, 3/16 дюйма (4,7 мм). Одна плоская сторона каждого форсажного сопла 130 образована тыльной поверхностью ленточного конвейера 50 или 52. Другая плоская сторона образована сходящейся подобно платформе, выступающей поверхностью 133, выполненной на заднем конце полюсного элемента 39. Сопло 130 показано на фиг.4В в продольном разрезе, и на фиг.4С - в косой проекции сверху. Расходящийся вниз по потоку смывающий поток хладагента, выходящий из сопла 130, обозначен стрелками 135 (фиг.4В и 4С). Вместо сопла 130 можно применять различные устройства для выбрасывания хладагента вниз по потоку, например могут быть предусмотрены внутренние проходы в полюсных элементах с выходами на сторонах полюсных элементов и направленных в целом вниз по потоку. В качестве альтернативного решения в пространствах 66 между полюсными элементами могут быть расположены трубки или каналы и/или дефлекторы для направления жидкого хладагента вниз по потоку.
Как показано на фиг.1, может быть предусмотрено устройство 145 для поворота магнитов для уменьшения мощного достигающего притяжения магнитных контуров 30, воздействующих на литейный ленточный конвейер 50, для обеспечения возможности установки или замены тонколистовых, гибких литейных ленточных конвейеров без их повреждения. Это устройство 145 имеет удлиненный круглый цилиндрический ротор 147, установленный на подшипниках 148 (фиг.12) и проходящий в продольном направлении каретки ленточного конвейера, будучи ориентированным параллельно полюсным элементам 39 и расположенным посредине между ними. Цилиндрический ротор 147 имеет разделенную в осевом направлении оболочку 146, выполненную из двух половинок из магнитно-мягкого ферромагнитного материала, например из нержавеющей стали, тип 430. Этот ротор содержит множество магнитов 32 (фиг.12), внутренние магнитные потоки S'-N' которых ориентированы параллельно диаметральной плоскости 149, проходящей через ось 151 поворота ротора 147. Роторная оболочка 146 имеет плоские стороны 155, которые проходят параллельно диаметральной плоскости 149, для эффективного образования северного и южного полюсов N' и S' на роторной оболочке. В непосредственной близости от ротора 147 установлены промежуточные мостиковые элементы 154 из магнитно-мягкого ферромагнитного материала, например из нержавеющей стали, тип 430. Эти мостиковые элементы 154 имеют цилиндрические вогнутые поверхности 153, направленные в сторону цилиндрического ротора 147 и расположенные на небольшом расстоянии от него.
На фиг. 11 и 12 ротор 147 показан в положении "выключено", когда магнитные контуры, в целом аналогичные показанным на фиг.6 контурам 30, практически разомкнуты, так что магнитный поток от магнитов 32 на фиг.11 отклонен от полюсных наконечников 34. Этот магнитный поток шунтирует полюса N' и S', проходя через магнитные мостиковые элементы 154 в направлениях, в основном параллельных диаметральной плоскости 149 ротора. В положении "выключено" диаметральная плоскость 149 и плоские стороны 155 ротора ориентированы параллельно боковым поверхностям полюсных элементов 39. Таким образом, только сильно уменьшенный магнитный поток достигает полюсные наконечники 34. Следовательно, на ленточный конвейер 50 действует значительно ослабленное притяжение, так что его можно устанавливать или заменять без его повреждения. Верхний и нижний опорные элементы 156 и 158 являются немагнитными, например, выполнены из аустенитной стали, тип 303.
Для поворота в положение "включено" поворотного магнитного устройства 145 его ротор 147 поворачивают на 90o вокруг его оси 151, так что его диаметральная плоскость 149 направлена прямо в центральную область вогнутых поверхностей 153 мостиковых элементов 154. Таким образом, магнитные северный и южный полюса N' и S' оказываются тесно соединенными магнитно с соответствующими полюсами N' и S' на их оболочке 146 для тесного соединения с мостиковыми элементами 154 для замыкания магнитного контура в конфигурацию, показанную на фиг. 11. Этот "включенный" магнитный контур на фиг.11 можно представить проходящим от магнитного северного полюса N' через полюс N' роторной оболочки 146, через первый мостиковый элемент 154, через первый полюсный элемент 39 к первому полюсному наконечнику 34, через первый зазор 75 в ленточный конвейер 50, внутри ленточного конвейера и затем через второй зазор 75 во второй полюсный наконечник 34, через второй полюсный элемент 39 во второй мостиковый элемент 154 и через полюс S' роторной оболочки 146 к южному полюсу S' магнита с замыканием магнитного контура внутри каждого магнита от S' к N'.
Для поворота ротора 147 на 90 o в положение "включено" его оболочка снабжена цапфами 152 (фиг.12), опирающимися на подшипники 148, установленные в опорных элементах 156, 158, и имеющих вилочный рычаг 162, укрепленный на цапфе и соединенный с возможностью поворота в точке 161 с поршневым штоком 162, соединенным с поршнем 165 в гидравлическом цилиндре 160. Возвратная пружина 166 удерживает поршень в положении "выключено" поворотного магнитного устройства 145. Положение "включено" роторного вилочного рычага 162 показано штриховыми линиями 162' на фиг.11. В цилиндре 160 поршневая камера 167 соединена шлангом 164 с подающей хладагент трубкой 98. Таким образом, когда нагнетаемый хладагент подают через магистраль 100, то хладагент входит в камеру 167 и поднимает поршень 165 против действия пружины 166 для поворота ротора 147 в положение "включено". Как только выключают давление хладагента, пружина 166 переводит поворотное магнитное устройство 145 в положение "выключено".
Вместо применения индивидуальных гидравлических цилиндров 160 для привода каждого ротора 147 вилочные рычаги 162 всех поворотных магнитных устройств 145 в решетке 51 могут быть соединены с возможностью поворота с общей приводной штангой, которая выходит из решетки 51 и приводится в действие вручную или гидравлически для одновременного поворота всех роторов 147 в положение "включено" или "выключено".
На фиг. 13 и 14 показан альтернативный механизм для включения и выключения магнитных контуров с использованием перемещаемого в продольном направлении шунтирующего бруса 170 из магнитно-мягкого ферромагнитного материала, например из нержавеющей стали, тип 430. Этот шунтирующий брус 170 выполнен с возможностью скольжения вблизи магнитных полюсных элементов 39 из положения "выключено" на фиг. 13 в положение "включено" на фиг.14. Этот шунтирующий брус выполнен зазубренным для создания множества столоподобных выступов 172 с расположенными между ними углублениями 174. Эти выступы распределены в продольном направлении вдоль бруса 170 на расстоянии между центрами, равном двойному расстоянию между центрами "d" магнитных полюсных элементов 39. Эти выступы 172 и расположенные между ними углубления 174 проходят каждый вдоль бруса на длине "d'. Таким образом, как показано на фиг.13 в положении "выключено", каждый выступ находится в непосредственном соседстве, т.е. непосредственно связан с двумя полюсными элементами 39 противоположной полярности, образуя тем самым мостик непосредственно от центра N полюсного элемента 39 к центру S соседнего полюсного элемента для шунтирования магнитного потока, отклоненного от полюсных наконечников 34. И наоборот, в положении "включено" все выступы 172 находятся непосредственно рядом (связаны) с полюсными элементами 39 одинаковой полярности (например, N), при этом все разделительные углубления 174 находятся напротив, но на удалении от полюсных элементов одинаковой полярности (например, S), которая является противоположной полярностью полюсных элементов, связанных с выступами. Таким образом, происходит лишь минимальное шунтирование и магнитные контуры 30 (фиг.6) имеют описанную выше конфигурацию.
В показанных вариантах выполнения изобретения удлиненные полюсные элементы 39 установлены в направлении вверх-вниз по потоку, поскольку такая ориентация подходит для литейных машин с двумя ленточными конвейерами. По нашему мнению, возможны такие конфигурации машин для непрерывной отливки с движущимся литейным ленточным конвейером, в которых удобнее устанавливать удлиненные полюсные элементы 39 в поперечном направлении, включая их многочисленные специально сконструированные сопла 90, 102 и смывные сопла 112, 116 для перемещения потока 115 хладагента поперек тыльных поверхностей движущегося литейного ленточного конвейера.
Следует также отметить, что удлиненные полюсные элементы 39 могут быть профилированы в продольном направлении, при этом их полюсные наконечники 34 могут быть изогнуты для согласования со специальными условиями отливки, например в машинах непрерывной отливки с одним ленточным конвейером, в которых траектория единственного литейного ленточного конвейера обычно проходит по слегка изогнутой дуге относительно большого радиуса. Полюсные наконечники 34 в такой машине, имеющей изогнутую в продольном направлении литейную полость, будут изогнуты в продольном направлении по слегка изогнутой дуге, соответствующей слегка изогнутой дуге литейного ленточного конвейера для гидромагнитной стабилизации движущегося ленточного конвейера на его желательно изогнутой траектории. Такие изогнутые в продольном направлении полюсные наконечники можно рассматривать как копланарные, поскольку они стабилизируют движущийся литейный ленточный конвейер в плоском состоянии.
Кроме того, в машинах непрерывной отливки, в которых один или пара литейных ленточных конвейеров двигаются вдоль прямой траектории, полюсные наконечники 34 могут быть прямыми в продольном направлении вдоль литейной траектории, однако решетка из полюсных наконечников может быть слегка наклонена в поперечном направлении от прямой траектории для легкого наклона литейного ленточного конвейера в поперечном направлении при его движении вдоль литейной траектории. Такую поперечно наклоненную решетку из полюсных наконечников следует рассматривать как копланарную решетку, поскольку она стабилизирует движущийся литейный ленточный конвейер в плоском состоянии.
Результатом этих вариантов выполнения настоящего изобретения является то, что движущийся литейный ленточный конвейер принудительно удерживается в плоском состоянии внутри узких границ плоскости (ровности) и внутри узких границ расстояния (зазор 75) от полюсных наконечников 34 гидродинамических опорных решеток 51 или 51n из гидромагнитных устройств 38.
По нашему мнению, любые постоянные магниты 32, выполненные из магнитного материала, имеющего очень важные критические характеристики, указанные выше, способны успешно работать в этих раскрытых вариантах выполнения изобретения. Предпочтительно использовать магниты 32, содержащие магнитные материалы, коммерчески известные как редкоземельные магнитные материалы, например магниты, содержащие магнитные материалы, включающие по меньшей мере один из редкоземельных химических элементов (лантанидное семейство химических элементов с порядковыми номерами 57-71), например магниты, содержащие магнитные материалы, включающие редкоземельные химические элементы - неодим или самарий. Например, магниты, содержащие магнитный материал, включающий соединение кобальта и самария (Co5Sm), имеющий максимальное энергетическое произведение около 20 МГсЭ (мега-гаусс-эрстед), можно использовать, поскольку его гистерезисная петля В-Н имеет остаточную индуктивность Вr около 9000 Гс, и магниты, содержащие Co17Sm2, имеющие максимальное энергетическое произведение в диапазоне от примерно 22 до примерно 28 МГсЭ, можно также использовать, поскольку их петля В-Н имеет остаточную индуктивность Вr в диапазоне от примерно 9000 до примерно 11000 Гс.
Содержащий Co5Sm магнитный материал, имеющий максимальное энергетическое произведение около 20 МГсЭ, имеет среднюю дифференциальную проницаемость размагничивания около 1,08. Содержащий Co17Sm2 магнитный материал, имеющий максимальное энергетическое произведение в диапазоне от примерно 22 до примерно 28 МГсЭ, имеет среднюю дифференциальную проницаемость размагничивания в диапазоне от примерно 1,15 до примерно 1,0.
Наиболее предпочтительные в настоящее время постоянные магниты 32 содержат магнитный материал на основе трехкомпонентного (тройного) соединения железа, ниодима и бора, известный как неодимжелезистый бор Nd-Fe-B или NdFeB, который имеет максимальное энергетическое произведение в диапазоне от около 25 до около 35 МГсЭ. Такие магниты можно называть неомагнитами, причем неомагниты с 32 до 35 МГсЭ в настоящее время являются наиболее предпочтительными. Содержащий NdFeB магнитный материал, имеющий максимальное энергетическое произведение в диапазоне от около 25 до около 35 МГсЭ, имеет петлю В-Н с остаточной индукцией Вr в диапазоне от около 10700 Гс до около 12300 Гс и имеет среднюю дифференциальную проницаемость размагничивания около 1,15. Неомагниты имеют низкую устойчивость к коррозии и поэтому их покрывают никелем.
Мы предполагаем, что в будущем станут коммерчески доступными другие магнитные материалы, например тройные соединения, такие как нитриды железа-самария и другие неизвестные в настоящее время тройные соединения, а также неизвестные в настоящее время четырехкомпонентные (четвертичные) постоянные магнитные материалы, которые будут иметь петли В-Н с остаточной индуктивностью, значительно превосходящей указанные в таблице I значения, и которые также могут иметь низкую среднюю дифференциальную проницаемость размагничивания, как показано в таблице II, для использования в вариантах выполнения этого изобретения.
На фиг.15 показана приблизительная общая петля В-Н 200
для содержащего NdFeB магнитного материала, имеющего максимальное энергетическое произведение около 35 МГсЭ. Оси В и Н пересекаются в исходной точке 216. Этот "неомагнитный" материал имеет намагниченность насыщения в точке 202 в диапазоне от около 20000 до около 25000 Гс. Эта кривая В-Н 200 пересекает положительную ось В в точке 204, где остаточная индукция Вr составляет примерно 12000-12300 Гс. Часть петли 200 во втором квадранте ii (квадранте размагничивания) представляет собой предпочтительно в основном прямую линию 26, проходящую наклонно вниз до точки 208 на горизонтальной оси Н, имеющей значение около -11000 Э. Знак минус перед значением в эрстедах слева от оси В означает коэрцитивную силу Н, действующую в противоположном направлении относительно настоящей коэрцитивной силе, которая приводит к первоначальному магнитному насыщению в точке 202. Окружность 210 означает, что части 206 петли 202 во втором квадранте ii размагничивания являются областью, представляющей интерес. В средней точке 212 этой по существу прямой части 206 размагничивания кривой 200 произведение указанной величины плотности магнитного потока в около 7000 Гс на указанное значение коэрцитивной силы около 5000 Э образует максимальное энергетическое произведение около 35000000 ГсЭ, т.е. около 35 мега гаусс-эрстед (35 МГсЭ).
Определенная в средней точке средняя дифференциальная проницаемость, которая равна углу наклона прямой линии, касательной к части 206 петли В-Н 200 в средней точке 212, равна примерно 1,15. В целом этот постоянный неомагнитный материал имеет (1) остаточную индуктивность Вг около 12000-12300 Гс, а также (2) среднюю дифференциальную проницаемость размагничивания около 1,15, обеспечивая тем самым мощную, предпочтительно достигающую силу притяжения, как указано выше.
На фиг. 15 показана также приблизительная обобщенная петля В-Н 220 для алнико 5, имеющего намагниченность насыщения. Эта петля для алнико 5 пересекает ось В в точке, где остаточная индукция Вr составляет около 12800 Гс, как было измерено по гистерезисной петле на фиг.6-2 указанного выше Справочника Лестера Р. Московитц. Однако кривая 220 для алнико 5 имеет намагниченность насыщения при немного более 15000 Гс. Во втором квадранте ii кривая 222 размагничивания для алнико 5 падает почти вертикально и пересекает ось Н в точке 226, где Н составляет менее 1000 Э. Таким образом, алнико 5 имеет максимальное энергетическое произведение менее 7 МГсЭ. В дополнение к его относительно низкому максимальному энергетическому произведению крутой спад кривой 222 размагничивания алнико 5 означает среднюю дифференциальную проницаемость размагничивания в средней точке 224 около 30, что делает алнико 5 непригодным для использования в магнитах в вариантах выполнения настоящего изобретения, как указывалось выше.
На фиг. 7 и 7А показана прямая линия 230, которая в целом представляет постепенное уменьшение достигающей силы притяжения (притягивания ленточного конвейера) полюсных наконечников 34, притягивающих движущийся литейный ленточный конвейер, например ленточный конвейер 50, изображенная в зависимости от увеличивающейся величины зазора 75 при использовании магнитов 32, выполненных из постоянных "неомагнитных" материалов, имеющих наиболее предпочтительные характеристики, например имеющих максимальное энергетическое произведение в 35 МГсЭ. Увеличение величины зазора 75 приводит к увеличению эквивалентной размагничивающей коэрцитивной силы, которая должна воздействовать на постоянные магниты 32, и таким образом сила притяжения уменьшается вдоль в целом прямой линии 230, имеющей аналогичные характеристики с прямолинейной частью 206 петли В-Н 200 на фиг.15.
Величина зазора 75 в дюймах и миллиметрах нанесена вдоль горизонтальной оси и средние значения притягивающих сил (минус для магнитного притяжения), воздействующих на ленточный конвейер, и средние значения отталкивающих сил (плюс для отталкивающего воздействия хладагента) показаны на вертикальной оси. Средние значения притягивающих сил и средние значения отталкивающих сил в фунтах на квадратный дюйм, воздействующих на ленточный конвейер, трудно поддаются измерению, поэтому указанные на вертикальной оси значения являются только приблизительными, однако их относительные значения отражены в целом в правильной пропорции, а как раз их относительные величины имеют значение.
На фиг.7 и 7А также показана круто падающая кривая 240, которая отражает в обобщенном виде зависимость от величины зазора 75 резко уменьшающихся сил гидродинамического отталкивания (толкающих ленточный конвейер усилий) потоков 97 хладагента (фиг.6), выходящих из напорных карманов 102, и быстро перемещающихся пленок 114 хладагента, выбрасываемых из этих карманов и проходящих через зазоры 75. При предположении, что достаточное давление нагнетания хладагента создается в магистрали 100, увеличение диаметра дросселирующих каналов 90 приводит к увеличению потока 97 (фиг.6) и к увеличению толщины пленок 114, тем самым к увеличению зазора 75, что приводит к легкому смещению кривой 240 вправо и к тому, что кривая 240 становится слегка менее крутой, что можно рассматривать как легкое увеличение "упругости" отталкивающего воздействия подушки из хладагента.
Равновесное стабилизированное состояние для движущегося литейного ленточного конвейера достигается при условиях, в целом показанных в точке 242 на фиг. 7 и 7А, где пересекаются две кривые 230 и 240. Эта точка 242 пересечения кривых представляет ситуацию, в которой не имеется случайно изменяющихся, деформирующих ленточный конвейер сил теплового расширения (в последующем рассматриваемых как действующие аналогично "внутренним давлениям ленточного конвейера"), таких как вызываемых тепловым расширением сил, возникающих в ленточном конвейере под влиянием горячего металла внутри формовочной полости С, в то время как тыльная поверхность ленточного конвейера охлаждается.
Хотя слово "сила" может показаться более естественным, чем "давление", для описания динамики ленточного конвейера применительно к фиг.7, 7А, 7А' и 7А", мы полагаем, что тепловая динамика создает подобные давлению эффекты, действующие внутри локализованных областей литейного ленточного конвейера. Эти подобные давлению эффекты внутренних сил тепловой деформации составляют значение слова "давление" в последующем обсуждении, а не большее давление хладагента, прикладываемое к ленточному конвейеру напорными карманами 102, когда ленточный конвейер находится в равновесном стабилизированном положении. Быстро нарастающие дестабилизирующие внутренние давления ленточного конвейера, которые всегда присутствуют во время отливки металла, хотя и трудно поддаются количественной оценке, могут быть удобно представлены в воображении как случайно и постоянно резко поднимающаяся вертикально горизонтальная линия 260' и 260", показанные соответственно на фиг.7А' и 7А". На фиг. 7А' показана ситуация во время момента времени умеренного внутреннего давления ленточного конвейера (эквивалентного примерно 3 фунтам на кв.дюйм (20 кПа)), отображенного уровнем горизонтальной линии 260'. На фиг.7А" показана ситуация в момент времени более высокого внутреннего давления ленточного конвейера горизонтальной линией 260" (эквивалент давления примерно 5,5 фунтов на кв. дюйм (38 кПа)).
Для определения того, будет ли при заданной комбинации условий ленточный конвейер надежно и правильно приподниматься, необходимо построить графики всех сил, приложенных в данный момент к ленточному конвейеру давления хладагента и внутреннего давления ленточного конвейера. На фиг.7 и 7А показан график давления хладагента, но нет графика случайного внутреннего давления ленточного конвейера. Однако, как в целом показано на фиг.7А", имеются два отталкивающих давления: не только (i) давление, обусловленное потоками 97 и пленками 114 (кривая 240 на фиг.7 и 7А), но также (ii) дополнительное давление, обусловленное мгновенным случайным внутренним давлением 260' ленточного конвейера, отображенным как эквивалентном примерно 3 фунтам на кв. дюйм (20 кПа) на фиг.7А'. Сложение этих двух кривых 240 и 260' на фиг.7А' приводит к новой кривой 240', которая является полным отталкивающим (толкающим) давлением, которое действует против магнитной силы (давления притяжения) кривой 230. Можно себе представить, что эта суммарная кривая 240' постоянно, внезапно и случайно изменяет свое положение вверх и вниз, как обозначено стрелками 241. На фиг.7А' результирующая новая точка 242' мгновенного равновесия между достигающей силой магнитного притяжения кривой 230 и кривой 240' результирующей силы отталкивания несколько сдвинута вправо от места, где была построена точка 242 на фиг.7А, хотя создаваемая магнитами 32 достигающая сила магнитного притяжения уменьшилась только на очень небольшой процент, так что достигающее магнитное притяжение продолжает надежно принудительно стабилизировать ленточный конвейер.
В противоположность этому при рассмотрении кривой 250 для магнита из алнико 5 можно видеть, что точка мгновенного равновесия, являющаяся точкой пересечения этой кривой 250 и кривой 240' результирующей силы отталкивания, сместилась из места точки 252 на фиг.7А относительно далеко вправо к точке пересечения 252'. Таким образом, давление магнитного притяжения, представленное кривой 250 для алнико 5, уменьшилось на около 33%. Резкие изменения случайного внутреннего давления 260' (фиг.7А') и 260" (фиг.7А") ленточного конвейера постоянно перемещают точки равновесия в новые положения.
Ситуация становится критической для магнитной кривой 250, но не для кривой 230, достигающей магнитной силы, когда предполагаемое внутреннее давление ленточного конвейера увеличивается эквивалентно 5,5 фунтам на кв. дюйм (38 кПа), как показано горизонтальной линией 260" на фиг.7А". Точка пересечения 242" достигающего магнитного равновесия, построенная на кривой 230, представляет только незначительное дополнительное смещение вправо, в которой достигающее притяжение слегка еще раз уменьшено на дополнительный весьма небольшой процент. Однако для магнитов из алнико 5 неопределенные точки 252" пересечения на кривой 250 для алнико 5 представляют снижение вызванного магнитами давления притяжения более чем на половину по сравнению с состоянием перед возникновением мгновенного случайного внутреннего давления 260" ленточного конвейера. Зазор существенно увеличился до 0,10-0,12 мм. Более того, равновесное положение 252" больше не является определенной точкой пересечения, а скорее зоной неопределенности, поскольку пересечение двух кривых 250 и 240" не определяется большим углом, как в случае кривой 230 достигающего магнитного притяжения, а очень острым углом (между почти параллельными кривыми 250 и 240"), что делает равновесное положение относительно неопределенным. В этом частном случае кривые 240" и 250 сходятся почти параллельно на значительном расстоянии, так что надежный принудительный стабилизирующий захват ленточного конвейера почти исчезает. Любое случайное дестабилизирующее внутреннее давление ленточного конвейера, которое значительно выше, чем указанное кривой 260", в любом случае превзойдет магнитную силу, представленную кривой 250 для алнико 5, и выведет ленточный конвейер из-под контроля магнитных полюсных элементов 39, если попробовать применить магниты из алнико 5.
Такое критически различное поведение кривой 230 достигающего магнитного притяжения на фиг.7 и 7А и кривой 250 притяжения алнико 5 вызвано тем, что кривая 230 достигающего магнитного притяжения сходится с кривой 240 гидродинамического отталкивания хладагента почти перпендикулярно, а не параллельно. С другой стороны, кривая 250 притяжения для алнико 5 сходится с кривой гидродинамического отталкивания хладагента почти параллельно, а не перпендикулярно. Таким образом, вызванное температурной деформацией смещение части движущегося литейного ленточного конвейера, приводящее к величине зазора менее 0,2 мм, может привести к потере стабилизирующего управления движущегося литейного ленточного конвейера с помощью магнитов из алнико 5 от случайных дестабилизирующих сил. В противоположность этому наиболее предпочтительная достигающая сила притяжения, представленная линией 230, уменьшается на менее 50% даже при такой большой при величине зазора как 1,5 мм (около 0,06 дюйма) на фиг.7, и таким образом, достигающее притяжение, представленное линией 230, принудительно вряд ли утратит стабилизирующее воздействие.
Дополнение
Детальное описание дополнительного варианта выполнения
Альтернативная конфигурация гидромагнитных устройств 38А в варианте выполнения настоящего изобретения позволяет устанавливать поворотные постоянные магниты 32 в канавках 127 между ребрами 128 каждого захватывающего ролика 60 и 56. В результате достигающие магниты 32 с относящимися к ним модифицированными удлиненными полюсными элементами 39А расположены вверх по потоку относительно линии 110 области захвата. Такое расположение вверху по потоку магнитов 32 с их модифицированными полюсными элементами 39А создает копланарную решетку 51 из распределенных параллельно магнитных полюсных наконечников, проходящих по всему пути сверху по потоку к линии 110 области захвата. Таким образом, становится доступной все достигающее магнитное притяжение копланарной решетки из распределенных, параллельных полюсных наконечников 34 для стабилизации ферромагнитных литейных ленточных конвейеров 50 и 52 в верхней по потоку области вблизи входа 49 (фиг.1) расплавленного металла в движущуюся формовочную полость С. Верхняя по потоку область движущейся формовочной полости вблизи линии 110 области захвата включает зону начального затвердевания оболочек остывающего металла, примыкающего к двум вращающимся литейным ленточным конвейерам 52 и 50, зону, которая является наиболее критичной для отливки качественных металлических изделий Р (фиг.1).
Как показано в основном на фиг.16, достигающие магниты 32 расположены между ребрами 128 верхнего по потоку захватывающего ролика 60. Верхний по потоку конец 118 полюсных наконечников модифицированного удлиненного полюсного элемента 39А показан расположенным у линии 110 области захвата. Эта линия 110 является местом касания литейного ленточного конвейера 52, когда он покидает ребра 128 захватывающего ролика и становится плоским (ровным), проходя вниз по потоку вдоль движущейся формовочной полости С.
В конструкции, показанной на фиг.11 и 12, поворотные магниты 32 были расположены вниз по потоку соосно с ребрами 128 ролика и не выходили вверх по потоку между ребрами. В показанной на фиг.16-19 конструкции все компоненты каждого модифицированного полюсного элемента 39А (включая и магниты) выполнены так, что они помещаются внутри одной канавки 127 ролика (фиг.17). Равные расстояния между центрами ребер 128 в показанном на фиг.16-19 варианте выполнения составляют около 1 дюйма (около 25 мм), а толщина ребер составляет около 1/8 дюйма (около 3,2 мм) при ширине канавки около 7/8 дюйма (около 22 мм). Таким образом, все компоненты модифицированного удлиненного полюсного элемента 39А выполнены достаточно узкими для размещения внутри ширины менее 7/8 дюйма (менее 22 мм). Таким образом, эти модифицированные удлиненные полюсные элементы 39А расположены параллельно с расстоянием между центрами около 1 дюйма (около 25 мм) в решетке 51, образующей гидромагнитную подушку.
Захватывающий ролик 60 имеет твердый центральный сердечник с выполненными как одно целое с сердечником ребрами, как отчетливо показано на фиг.16, 17 и 19. Этот захватывающий ролик 60 с его ребрами 128 изготовлен из немагнитной нержавеющей стали, например из кованой нержавеющей стали, тип 316, немагнитный материал которого практически не влияет на магнитную ситуацию.
Как показано на фиг.17 в направлении вниз по потоку, поворотные магниты 32 расположены между ребрами 128 ролика. На фиг.17 (а также на фиг.16, 18 и 19) магниты 32 показаны поворотными в их положение намагничивания литейного ленточного конвейера (положение достигающего литейный ленточный конвейер притяжения). Попеременно проходящие в направлении вверх по потоку-вниз по потоку ряды магнитов 32 в решетке 51 объединены в устройства 145А поворота магнитов внутри соответствующих полюсных элементов 39А так, что они имеют одинаковую полярную ориентацию, например, с северным полюсом (N') вверху; в то время как промежуточные ряды поворотных магнитов 32 объединены в устройства 145А поворота магнитов внутри их соответствующих полюсных элементов 39 так, что они имеют противоположную полярную ориентацию с южным полюсом (S') наверху. С этими магнитами в их показанном положении, оказывающими достигающее магнитное притяжение на вращающийся ленточный конвейер 52, полюсные наконечники удлиненных полюсных элементов 39А в последующих гидромагнитных устройствах 38А, распределенных в поперечном направлении по гидромагнитной решетке 51, имеют попеременно северную (N) или южную (S) полярность, направленную в сторону вращающегося литейного ленточного конвейера 52.
Линии магнитного потока 30 проходят через воздушные зазоры 129 вблизи ребер 128 ролика и проходят через сами ребра 128, которые не являются магнитными. Нельзя избежать возникновения небольшого потока 30' утечки. Однако достаточный желательный достигающий магнитный поток 30 проходит через полюсные наконечники 34 и проходит через литейный ленточный конвейер 52, так что ленточный конвейер сильно притягивается в направлении этой гидромагнитной копланарной решетки (подушки) 51 из магнитных полюсов 34.
Нагнетаемый хладагент 93 под давлением, как указывалось выше, подают из магистралей (не показаны), таких как магистрали 100 на фиг.4 и 4А. Этот нагнетаемый хладагент 93 проходит через питающие трубки 98 и через диагональные проходы 96, ведущие в направленные вверх по потоку промежуточные туннельные проходы 92А (фиг.16, 17 и 19) и оттуда в направленные вниз по потоку туннельные проходы 92 (фиг.16-19). Эти проходы 92 можно рассматривать как собирательные проходы, подающие нагнетаемый хладагент в фиксированные дросселирующие проходы 90. Выходя из проходов 90, поток 97 хладагента с уменьшенным дросселированным давлением входит в напорные карманы 102, затем быстро перемещающиеся пленки 114 (фиг.17 и 18) хладагента вырываются из карманов 102 и проходят через узкие зазоры 75 между полюсными наконечниками 34 и ленточным конвейером 52. Таким образом, достигается равновесие между магнитными и гидродинамическими силами, что приводит к стабилизированному приподниманию движущегося ферромагнитного литейного ленточного конвейера 52 на небольшом расстоянии от копланарной решетки (плоской решетки) 51 из полюсных наконечников 34, как описано выше применительно к другим вариантам выполнения изобретения.
Следует отметить, что туннельные проходы 92 на фиг.4 и 4А имеют часть, которая направлена вверх по потоку, и часть, которая направлена вниз по потоку, однако их более длинные части направлены вверх по потоку. В противоположность этому, как показано на фиг.16, эти средние туннельные проходы 92А, которые направляют поток 93 хладагента вверх по потоку на значительное расстояние за линию 110 области захвата. Затем эти промежуточные проходы 92А связаны с туннельными проходами 92 в месте, расположенном достаточно далеко вверх по потоку от линии 110, так что нагнетаемый хладагент 93 проходит вниз по потоку вдоль всей эффективной длины туннельных проходов 92. Концы проходов 92А и 92 закрыты пробками 94.
Смывные сопла 112 (только одно показано на фиг.16), расположенные вблизи передних концов 118 полюсных наконечников 34, и расположенные на заднем конце смывные сопла 120 (только одно показано на фиг.16) ("форсажные" сопла), расположенные на нижнем по потоку конце 120 гидромагнитной решетки 51, создают направленные вниз по потоку смывающие потоки 115 и соответственно 135 хладагента, направленные под острым углом в сторону тыльной поверхности литейного ленточного конвейера 52 для принудительного отклонения и продвижения вниз по потоку пленок 114 хладагента (фиг.17 и 18), которые вышли из напорных карманов 102 и прошли через зазоры 75 между полюсными наконечниками 34 и тыльной поверхностью ленточного конвейера.
Следует отметить, что варианты выполнения изобретения, показанные на фиг. 2-6 и фиг.11-14, имеют магниты, расположенные между удлиненными полюсными элементами 39. Более того, для приложения достигающего притяжения к ленточным конвейерам путь внутреннего магнитного потока от северного (N') к южному (S') полюсу каждого расположенного неподвижно магнита на фиг.2-6 и на фиг.11-14 ориентирован параллельно плоскости литейных ленточных конвейеров и перпендикулярно боковым поверхностям этих полюсных элементов 39. Устройства 145 для поворота магнитов на фиг. 11 и 12 также расположены между полюсными элементами 39. На фиг.11 это устройство 145 для поворота магнитов показано в положении "выключено", в котором путь внутреннего магнитного потока от северного (N') к южному (S') полюсу его магнитов 32, а также ротора 147 ориентирован перпендикулярно плоскости литейных ленточных конвейеров и параллельно боковым поверхностям полюсных элементов 39. Когда управляющий рычаг 162 этого поворотного устройства 145 повернут в положение "включено" 162' (фиг. 11), то путь внутреннего магнитного потока от северного (N') к южному (S') полюсу его магнитов 32, а также ротора 147 ориентирован параллельно плоскости литейных ленточных конвейеров и перпендикулярно боковым поверхностям полюсных элементов 39.
На фиг. 11 показаны мостиковые элементы 154 из магнитно-мягкого ферромагнитного материала, которые имеют удлиненные цилиндрические вогнутые поверхности 153, направленные в сторону удлиненного цилиндрического ротора 147 устройства 145 для поворота магнитов, и проходят от него на небольшом расстоянии для переноса магнитного потока между ротором в положении "включено" и двумя соседними полюсными элементами 39.
В показанном на фиг. 16-19 варианте выполнения модифицированные устройства 145А для поворота магнитов (показано только одно) расположены внутри соответствующих модифицированных удлиненных полюсных элементов 39А. С целью подчеркивания еще раз повторяем: каждое модифицированное устройство 145А для поворота магнитов расположено внутри каждого модифицированного удлиненного полюсного элемента 39А в противоположность устройствам 145 для поворота магнитов (фиг.11 и 12), которые расположены между двумя смежными полюсными элементами 39.
Для размещения такого устройства 145А для поворота магнитов внутри каждого модифицированного удлиненного полюсного элемента 39А каждый такой полюсный элемент выполнен из первой и второй частей 39А-1 и 39А-2, каждая из которых имеет удлиненную цилиндрическую вогнутую поверхность 153 (фиг.17 и 18), направленные в сторону удлиненного цилиндрического ротора 147 устройства 145А для поворота магнитов и расположенных от него на небольшом расстоянии.
Первая часть 39А-1 полюсного элемента расположена вблизи литейного ленточного конвейера 52 или 50 и имеет конфигурацию, включающую туннельный проход 92, дросселирующие проходы 90, напорные карманы 102, магнитные полюсные наконечники 34, смывные сопла 112 и 120, а также другие признаки, показанные на фиг.16-19.
Вторая часть 39А-2 полюсного элемента удалена от литейного ленточного конвейера 52 и 50 и включает диагональный проход 96, промежуточный проход 92А и другие признаки, показанные на фиг.16-19. Эта вторая часть 39А-2 включает также главную основную часть 176 (фиг.18) решетки 51. Как показано на фиг. 18, эта главная основа 176 проходит поперек и неподвижно соединяет множество вторых (удаленных) частей 39А-2 полюсных элементов. Эта главная основа 176 включает множество удлиненных цилиндрически изогнутых поверхностей 153, расположенных на небольшом расстоянии от соответствующих роторов 147 внутри соответствующих модифицированных удлиненных полюсных элементов 39А. Главная основа 176 может быть изготовлена машинным способом так, чтобы она проходила поперек и соединяла большое число удаленных частей 39А-2 полюсных элементов. Она может проходить поперек всей ширины ленточного конвейера, если это является желательным, в зависимости от технологии изготовления. В качестве альтернативного решения может быть изготовлено множество главных основ при их смежном расположении поперек всей ширины ленточного конвейера.
Для сборки и закрепления всей решетки 51 в машине к главной основе 176 (или к множеству узких главных основ 176, расположенных рядом друг с другом) прикреплена поперечная балка 180 (фиг.16 и 19).
Как показано на фиг.16 и 19 диагональной штриховой линией 178, главная основа снабжена прорезями для обеспечения просветов, показанных на фиг.17 как зазоры 129 для ребер 128 захватывающего ролика. Такое выполнение прорезей в позиции 178 обеспечивает пазы, каждый из которых имеет ширину, равную двум воздушным зазорам 129 (фиг.17) плюс ширина ребра 128, и таким образом образуют множество проходящих вверх по потоку удаленных частей 39А-2 полюсных элементов (фиг.16, 17 и 19). Для обеспечения просвета для сердечника захватывающего ролика 60 поверхность каждой удаленной части 39А-2 полюсных элементов диагонально обработана на машине в позиции 180.
Для крепления ближних частей 39А-1 полюсных элементов к главной основе 176 предусмотрены проходящие в продольном направлении плечи 182 по обеим сторонам их элементов 39А-1. Проходящие в продольном направлении немагнитные зажимные брусы 184, выполненные, например, из немагнитной нержавеющей стали, и установленные на плечи 182 двух соседних ближних частей 39А-1 полюсных элементов, прикреплены к главной основе 176 с помощью немагнитных крепежных винтов 186, ввинченных в гнезда 187 в главной основе 176. Ширина зажимных брусов 184 достаточна для точного размещения ближних частей 39А-1 параллельно и на расстоянии друг от друга. Длина крепежных винтов 186 выбрана так, что их концы упираются в дно гнезд 187, когда цилиндрически изогнутые поверхности 153 ближних частей 39А-1 установлены на небольшом расстоянии от роторов 147 соответствующих устройств 145А для поворота магнитов.
Как показано на фиг.16, носовая часть 39n-1 ближней части 39А-1 полюсного элемента выступает над цилиндрически изогнутой поверхностью 153 этой ближней части. Эта носовая часть 39n-1 упирается в носовую часть 39n-2 удаленной части 39А-2 полюсного элемента и содержит соединительный проход 92-1, обеспечивающий соединение между промежуточным проходом 92А и туннельным проходом 92. Кроме того, эта носовая часть 39n-1 способствует скреплению удаленной и ближней частей 39А-2 и 39А-1 с помощью крепежного винта 188, который проходит через носовую часть 39n-2 удаленной части 39А-2 полюсного элемента и ввинчен в гнездо 189 в носовой части 39n-1.
Ниже приводится описание конструкции и способа действия устройств 145А (показано только одно) для поворота магнитов. Магниты 32 собраны в множество цепочек 177 (фиг. 16 и 19) в каждом роторе 147 устройства 145 для поворота магнитов. Например, на фиг.16 показан ротор, имеющий три магнитные цепочки 177-1, 177-2 и 177-3. Две расположенные соосно магнитные цепочки 177-2 и 177-3 содержат каждая по три магнита. Ротор имеет третью расположенную наиболее удаленно вверх по потоку цепочку 177-1, содержащую четыре магнита. Эта названная последней цепочка 177-1 проходит вверх по потоку до линии 110 области захвата.
Как показано на фиг.17 и 18, магниты 32 выполнены с двумя параллельными плоскими сторонами, имеющими пару параллельных шпоночных канавок 190, по одной с каждой стороны. Эти шпоночные канавки 190 проходят в продольном направлении удлиненного цилиндрического ротора 147, т.е. они проходят параллельно оси поворота ротора. Магниты в каждой цепочке 177-1, 177-2 и 177-3 зажаты между парой немагнитных удлиненных боковых вставок 146, образующих разрезанный корпус для магнитов. Внутренние поверхности этих боковых вставок 146 повторяют форму сторон магнитов в цепочке. Каждая вставка имеет удлиненное ребро (ключ), выступающее из нее радиально внутрь и входящее в соосную шпоночную канавку 190 магнитов в цепочке.
Периферия боковых вставок 146 и периферия магнитных полюсов N' и S' выполнены так, что они образуют круглую цилиндрическую внешнюю поверхность для ротора, расположенную на небольшом расстоянии от вогнутых цилиндрических поверхностей 153 ближней и дальней частей 39А-1 и 39А-2 полюсных элементов.
Как показано в правой части фиг.17 и 18, концы боковых вставок 146 присоединены с помощью крепежных винтов 191 к соответствующим половинам концевых вставок 192. Как показано наиболее отчетливо на фиг.19, концевые вставки промежуточной цепочки 177-2 имеют гнезда 193, расположенные концентрично оси ротора 147. Цапфы 194 выступают в осевом направлении из конечных вставок верхней по потоку и нижней по потоку цепочек 177-1 и 177-3 и их концы вставлены в гнезда 193 и закреплены в этих гнездах штифтами 195. Эти цапфы 194 установлены с возможностью поворота внутри втулок 195, которые удерживаются корпусами 196.
Верхняя по потоку концевая цапфа 194 на верхней по потоку концевой вставке первой цепочки 177-1 размещена во втулке, удерживаемой корпусом 197, прикрепленном к дальней части 39А-2 полюсного элемента крепежным винтом 198. Нижняя по потоку концевая цапфа 194 выступает в осевом направлении через втулку 196, удерживаемую скобой 199, прикрепленной к удаленной части 39А-2 крепежным винтом 198.
Для обеспечения снятия и замены ферромагнитного литейного ленточного конвейера 52 каждое устройство 145А для поворота магнитов поворачивают на 90 o вокруг оси его ротора 147 из положения "включено", показанное на фиг.16-19, в положение "выключено", в котором его магнитные полюса N' и S' направлены параллельно ленточному конвейеру, т.е. полюса с одинаковой полярностью N' и N' и полюса с одинаковой полярностью S' и S' оказываются повернутыми в сторону друг друга, тем самым сильно ослабляя притяжение между полюсными наконечниками 34 и ленточным конвейером 52. Плечо 162 исполнительного рычага (фиг.16) прикреплено к выступающей в осевом направлении нижней по потоку концевой цапфе 194 каждого устройства 145А для поворота магнитов в решетке 51. Общий управляющий стержень 201 присоединен шарниром 203 к концу каждого плеча 162 исполнительного рычага во всей решетке. Таким образом, обеспечена возможность одновременного поворота всех цепочек из магнитов во всей решетке 51 в положение "включено" или "выключено" посредством перевода общего управляющего стержня 201.
Хотя здесь были детально раскрыты специфические, предпочтительные в настоящее время варианты выполнения изобретения, подразумевается, что эти примеры выполнения изобретения описаны только с целью иллюстрации. Это раскрытие не следует воспринимать как ограничивающее объем изобретения, поскольку специалистами в области непрерывной отливки могут изменяться детали описанных способов и устройств, производят замены постоянных магнитных материалов для адаптации этих устройств и способов для удерживания в плоском состоянии с подходящей степенью ровности движущегося, бесконечного, гибкого, теплопроводного литейного ленточного конвейера, содержащего магнитно-мягкий ферромагнитный материал и работающего в машине непрерывной отливки во время непрерывной отливки металла, для использования в различных конкретных машинах непрерывной отливки с ленточными конвейерами или при различных расположениях ленточных конвейеров, без нарушения объема последующей формулы изобретения.
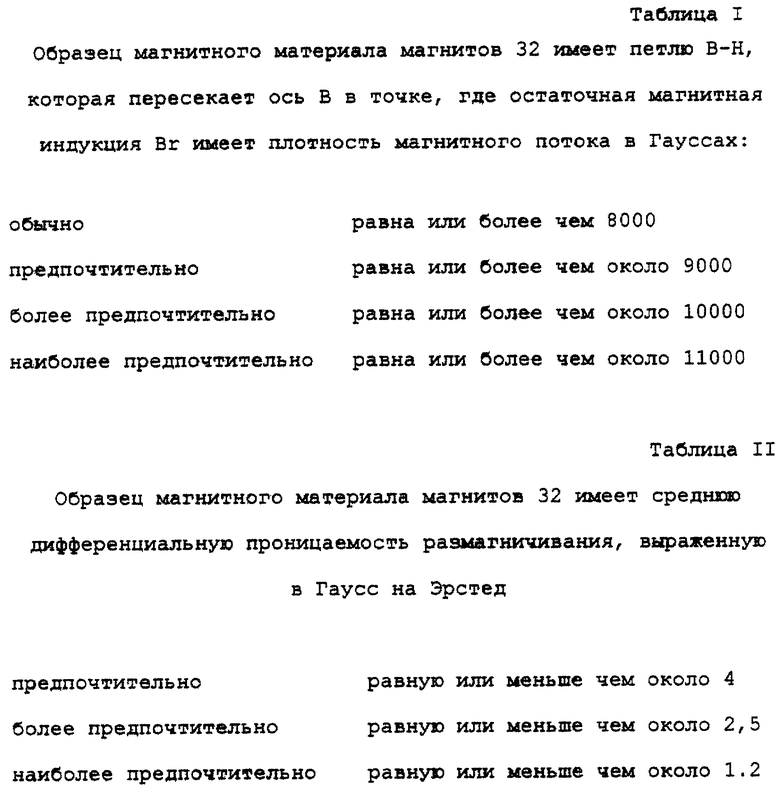


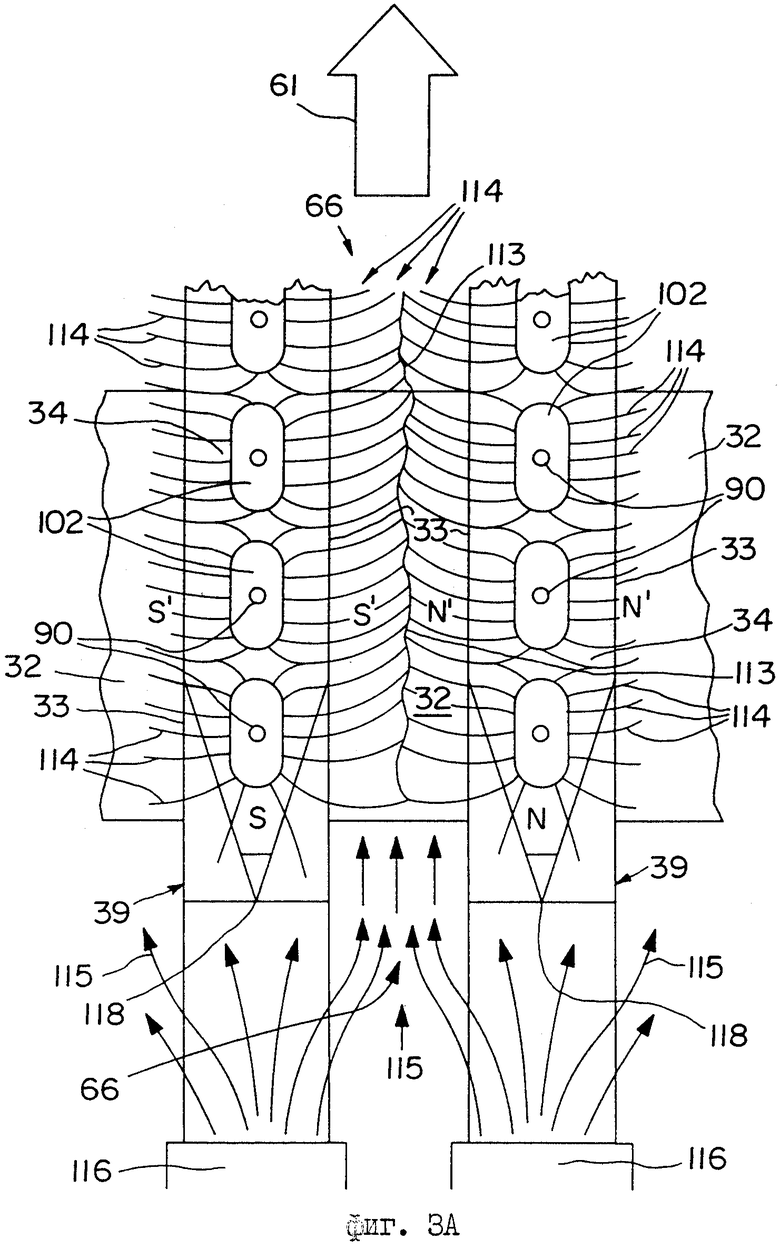
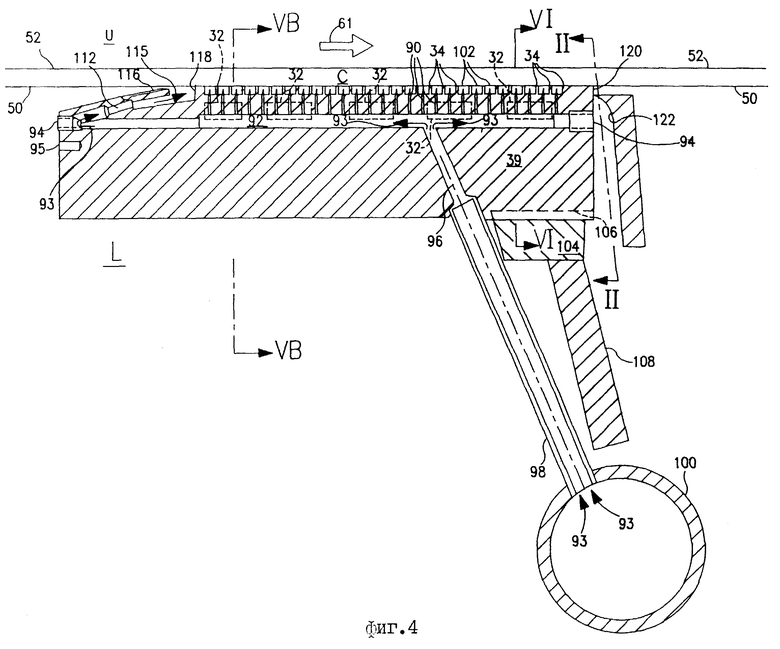
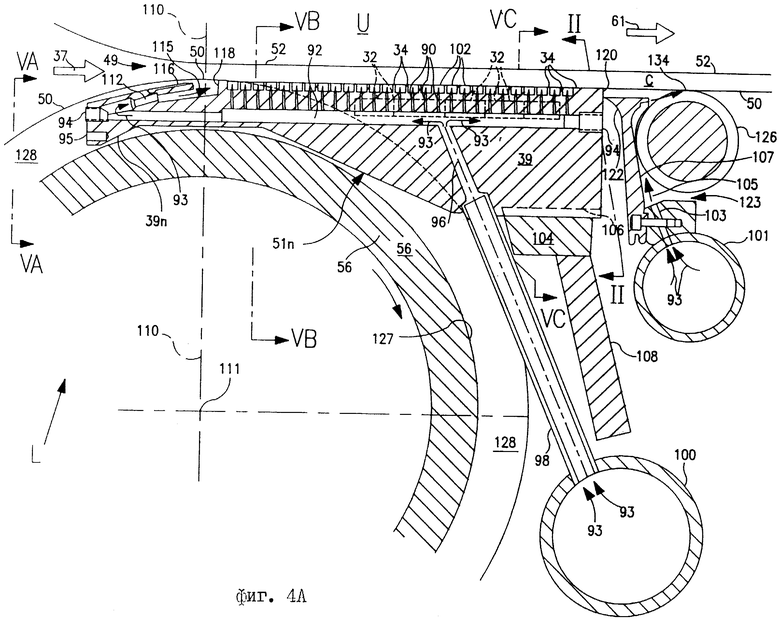
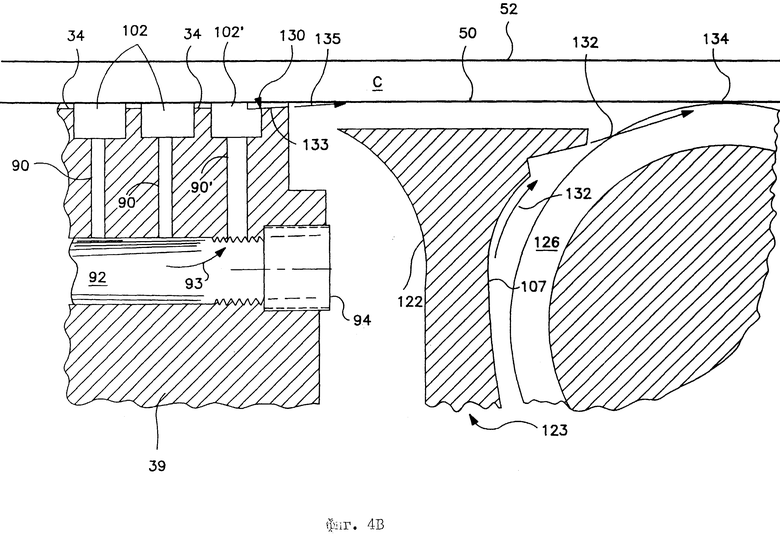


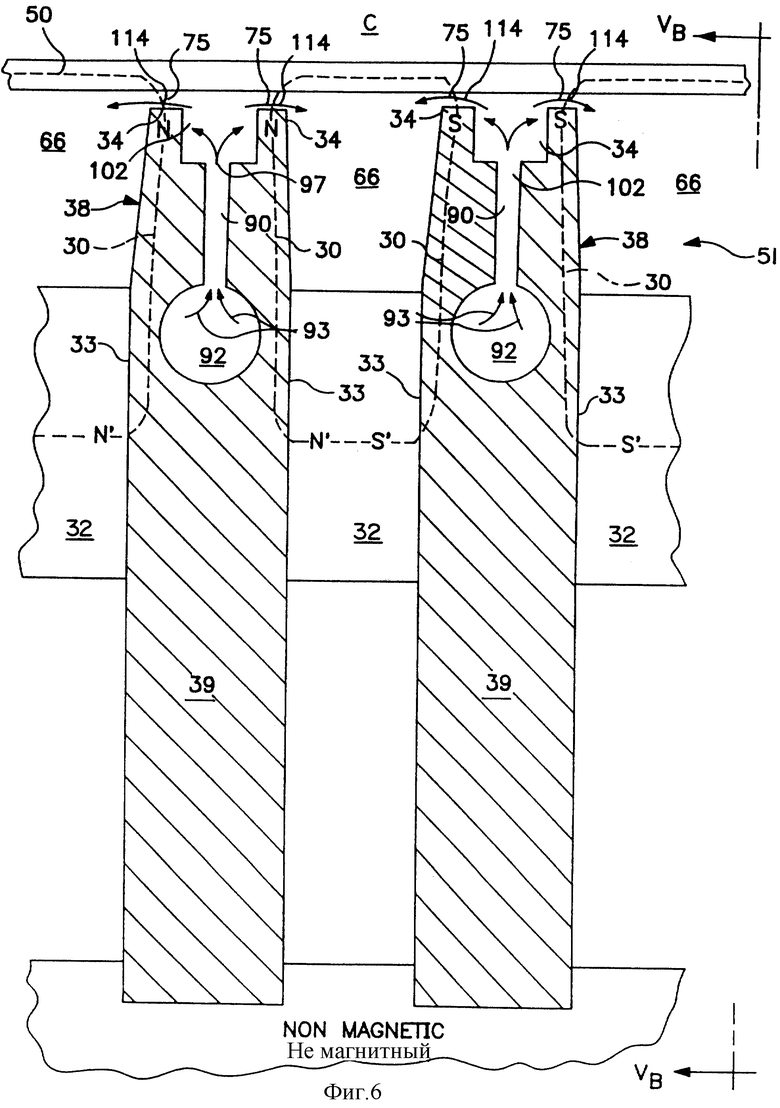
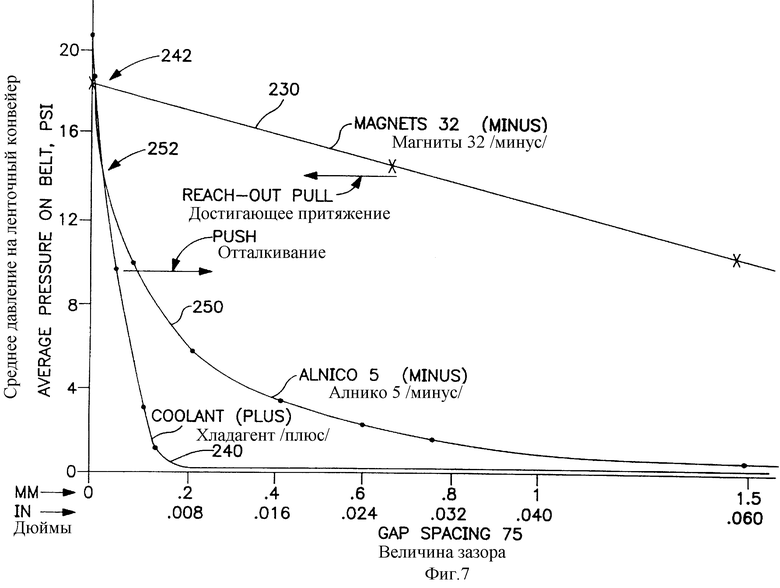

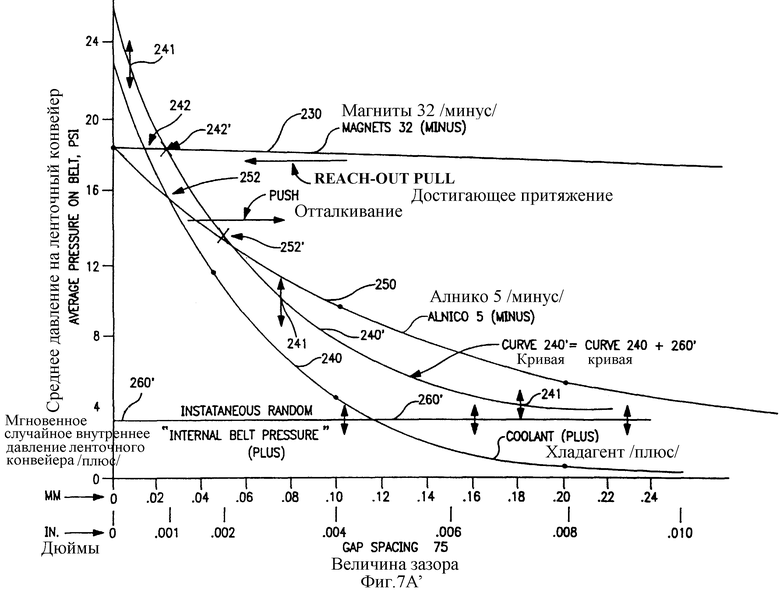
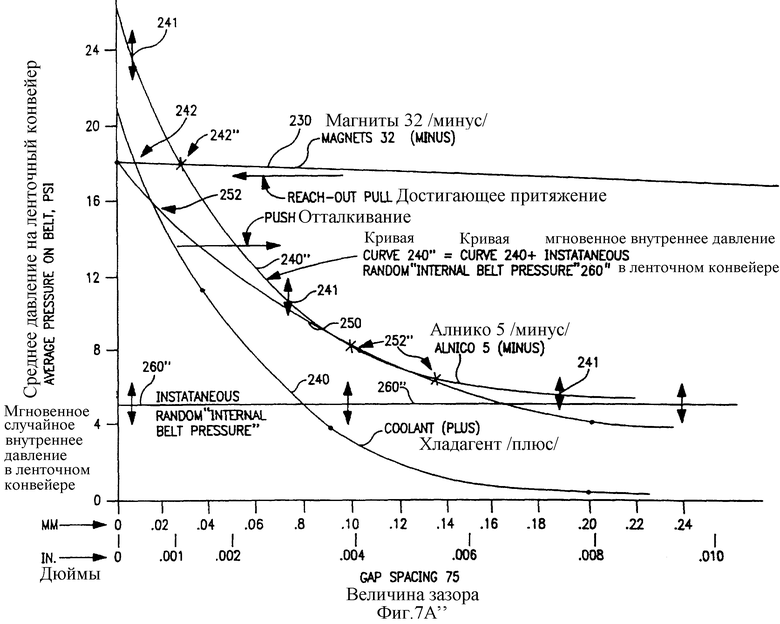
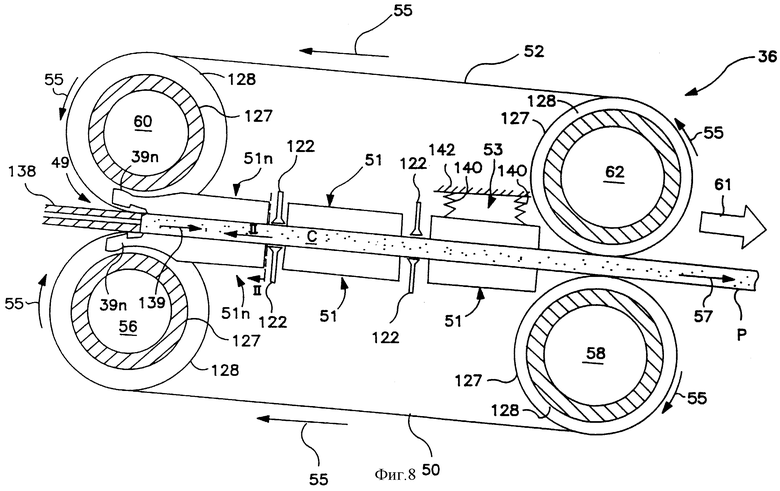
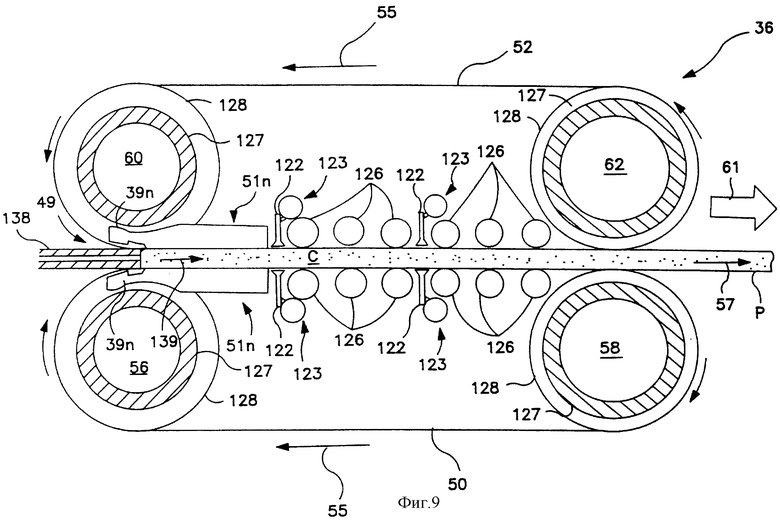
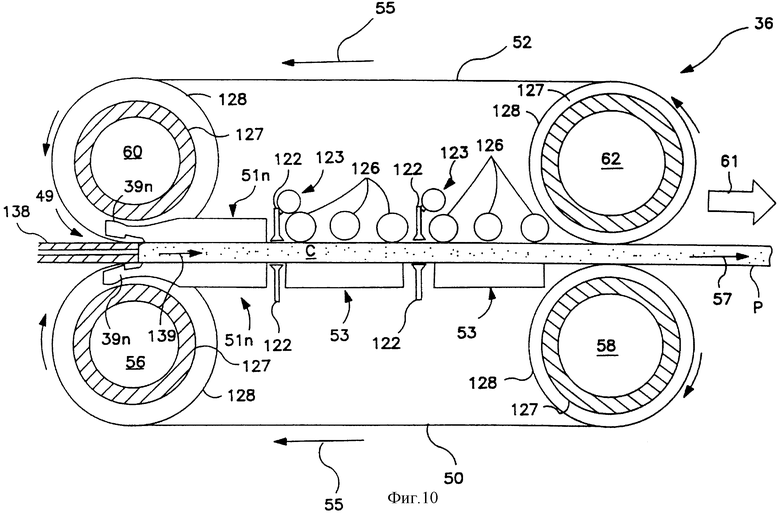
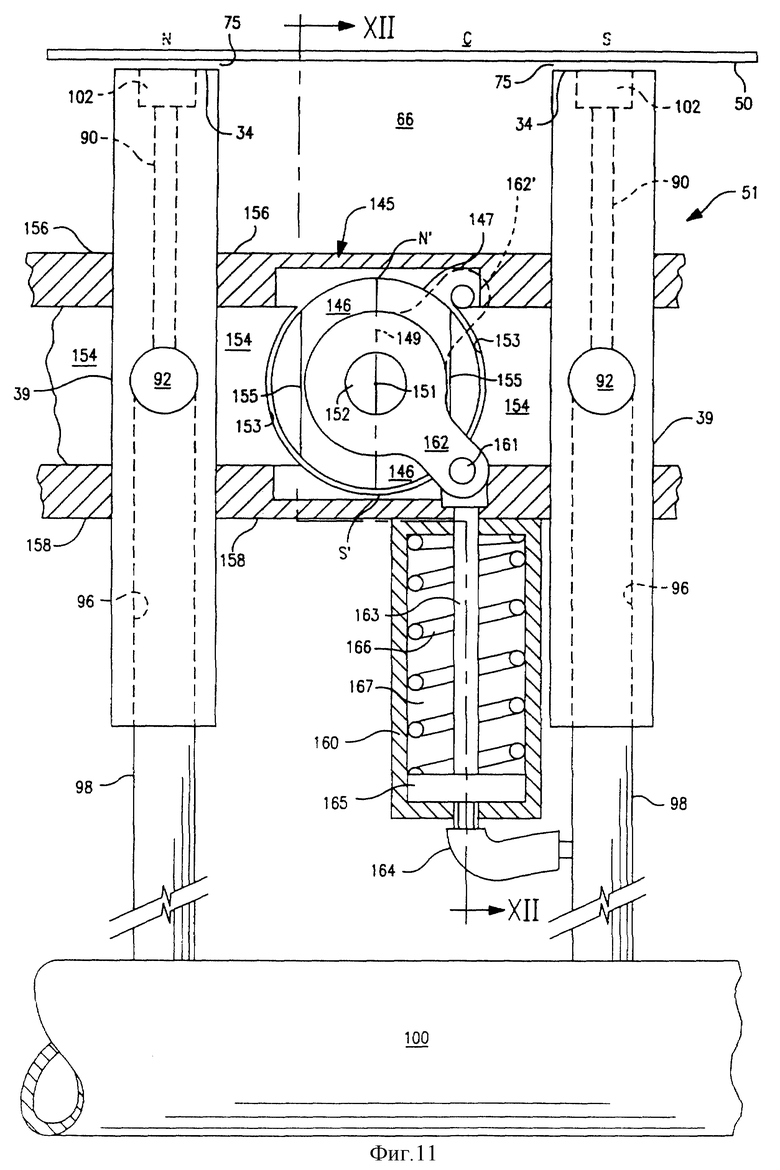

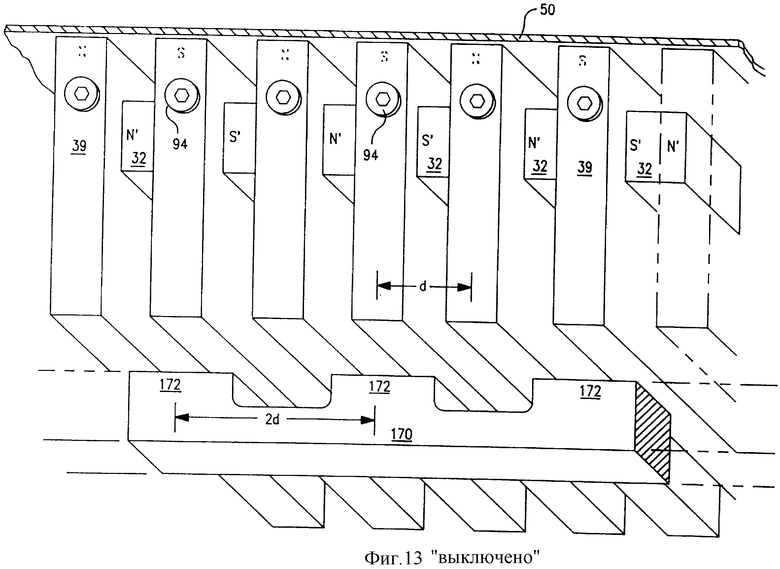
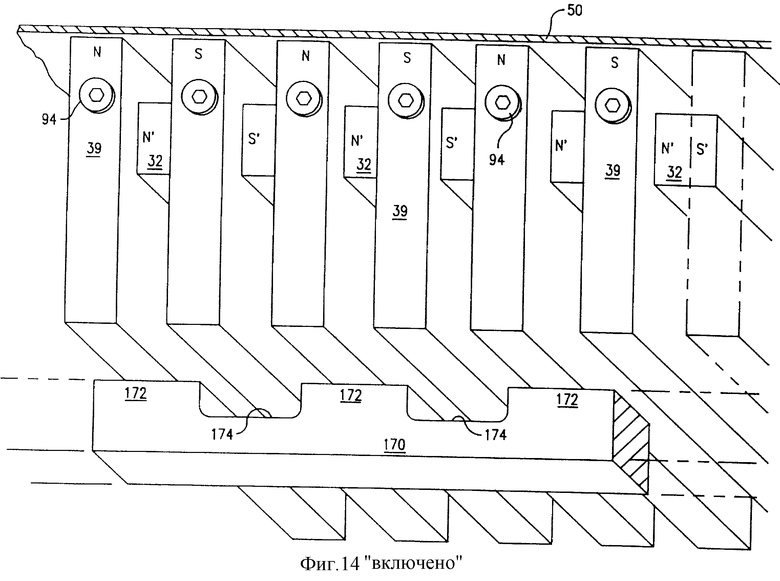
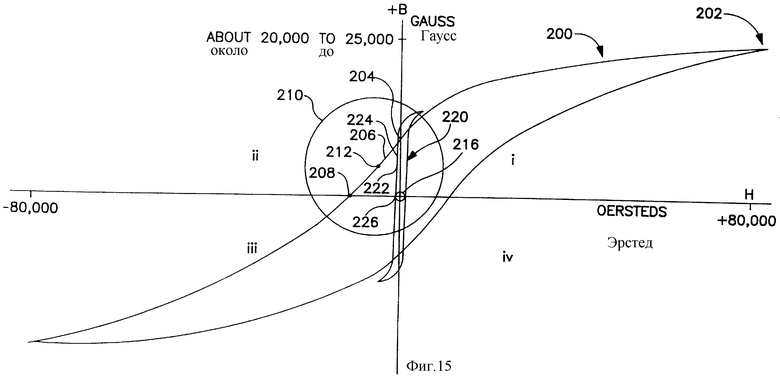
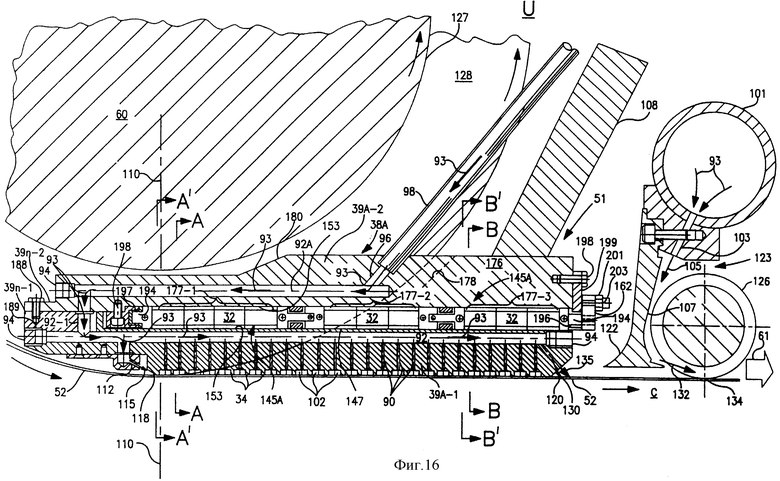
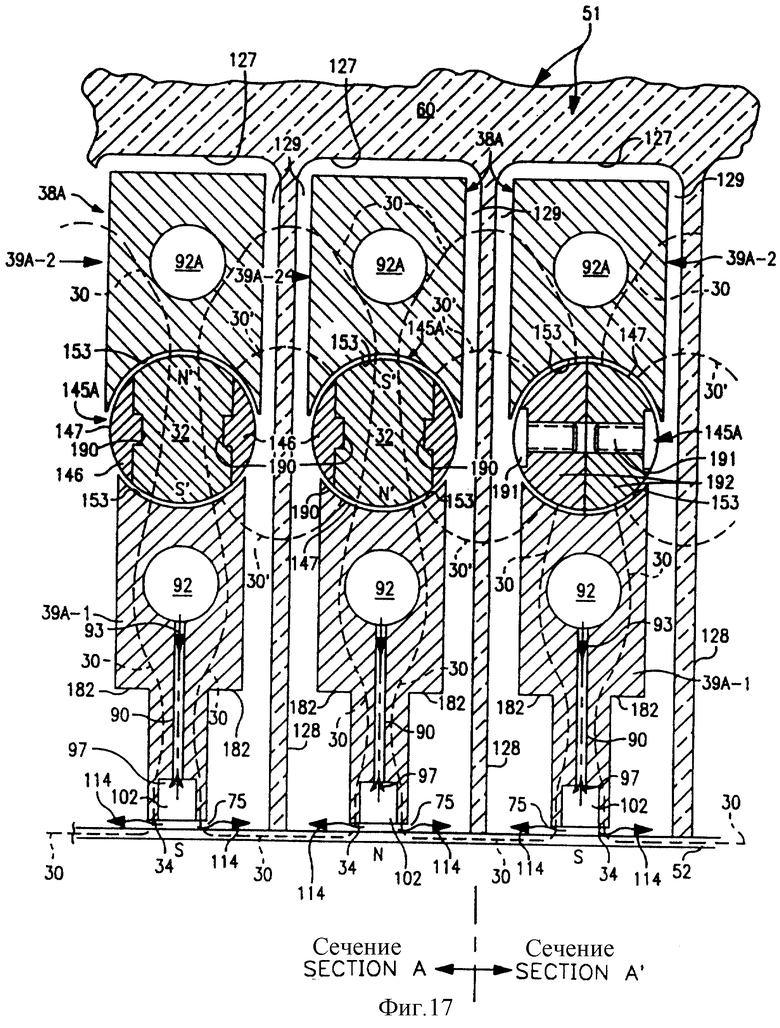
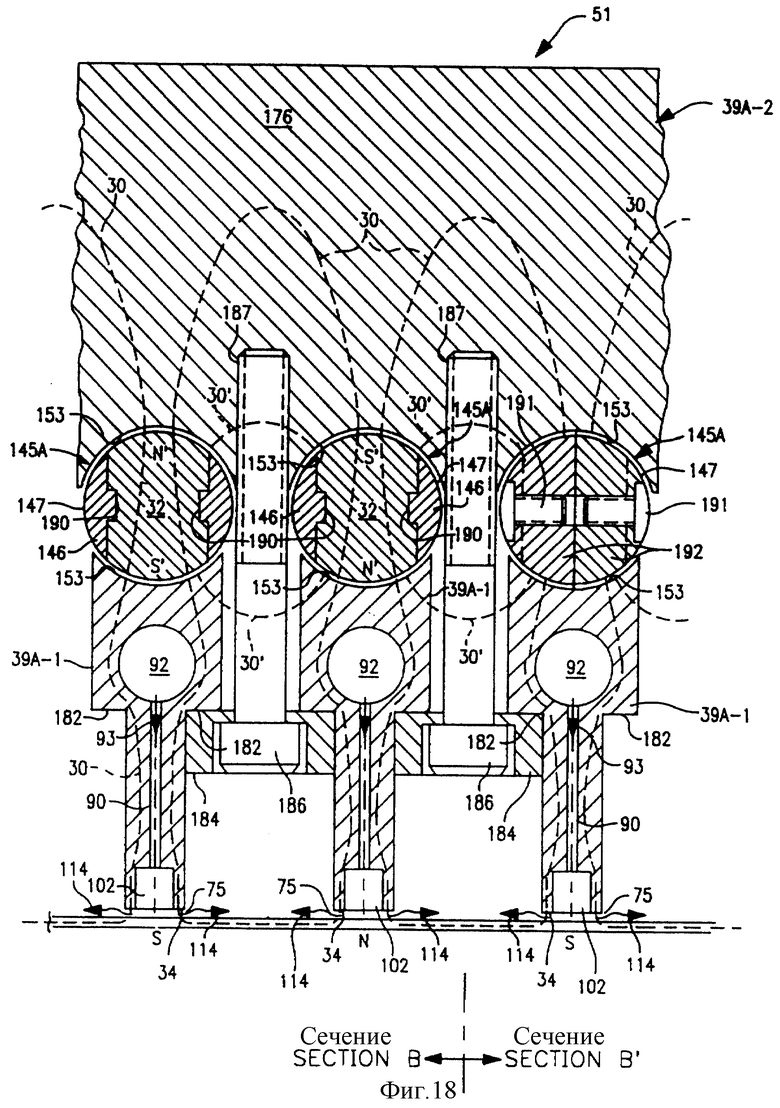
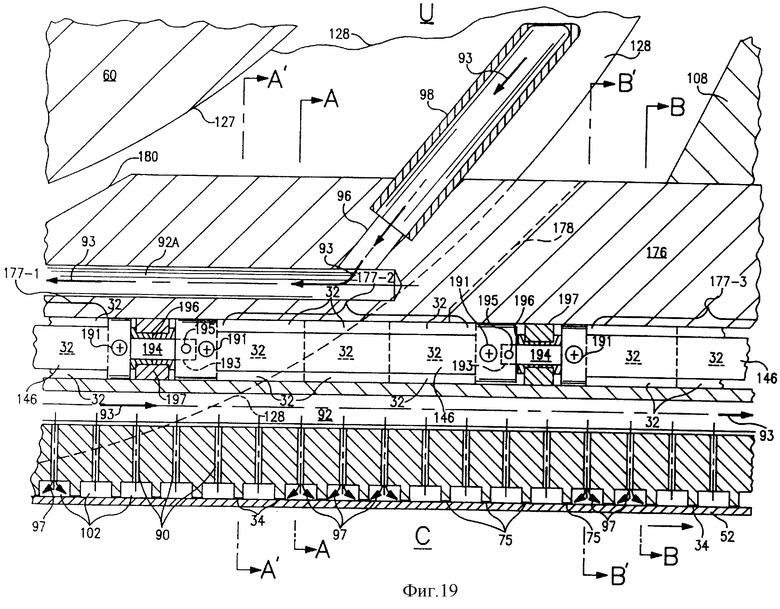
Изобретение относится к области непрерывной отливки расплавленного металла посредством разливки его в литейных машинах конвейерного типа, использующих один или несколько бесконечных, гибких, движущихся, теплопроводных ленточных конвейеров для литья. Изобретение относится к гидродинамическим способам с использованием постоянных магнитов и к устройствам для стабилизации движущегося, гибкого, тонколистового, теплопроводного, магнитно-мягкого ферромагнитного литейного ленточного конвейера по отношению к температурным деформациям во время его движения вдоль формовочной полости и нагревания на его фронтальной поверхности исходящим от расплавленного отливаемого металла теплом при одновременном охлаждении на его тыльной поверхности потоком нагнетаемого жидкого хладагента. Гидромагнитные устройства выполнены в виде решетки, в которой потоки жидкого хладагента проходят через фиксированные дросселирующие проходы, питающие напорные карманы, обращенные к тыльной поверхности ленточного конвейера. Эти карманы обрамлены магнитными полюсными наконечниками. Хладагент вытекает из напорных карманов в виде быстро перемещающихся пленок для охлаждения тыльной поверхности ленточного конвейера и для приподнимания ленточного конвейера над полюсными наконечниками при одновременной стабилизации ленточного конвейера в плоском состоянии с помощью мощных достигающих сил магнитного притяжения. Предлагаемое изобретение позволяет использовать достигающее тяговое усилие за счет уникальных магнитных материалов, образующих магнитные контуры, для преодоления пространства (зазора) между полюсными наконечниками магнитных контуров и движущимся теплопроводным литейным ленточным конвейером из магнитно-мягкого ферромагнитного материала для притягивания температурно-деформированных частей ленточного конвейера в направлении поверхностей полюсов для удерживания ленточного конвейера внутри узких границ в заданном стабилизированном плоском состоянии там, где он поддерживается гидродинамическими силами, создаваемыми потоками нагнетаемого хладагента, так что стабилизированный ленточный конвейер перемещается по заданному пути, зависая в стабилизированном плоском состоянии. При этом ленточный конвейер не скользит и не трется о стационарные предметы и перемещается вдоль водной пленки без трения. 8 c. и 54 з.п.ф-лы, 19 ил., 2 табл.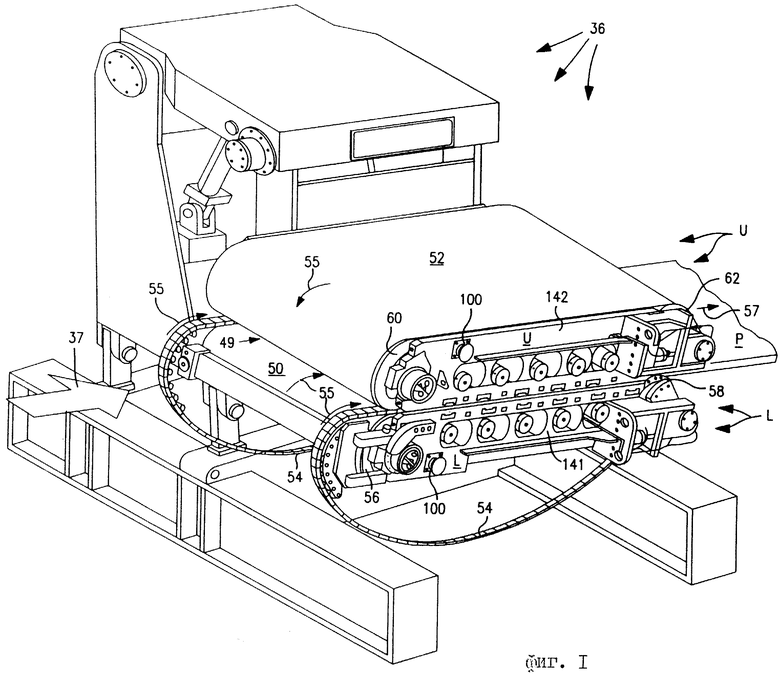
| Устройство для непрерывного литья металлической полосы | 1976 |
|
SU1114324A3 |
| US 4901785, 20.02.1990 | |||
| US 4825935, 02.05.1989 | |||
| US 4601326, 22.07.1986. | |||
