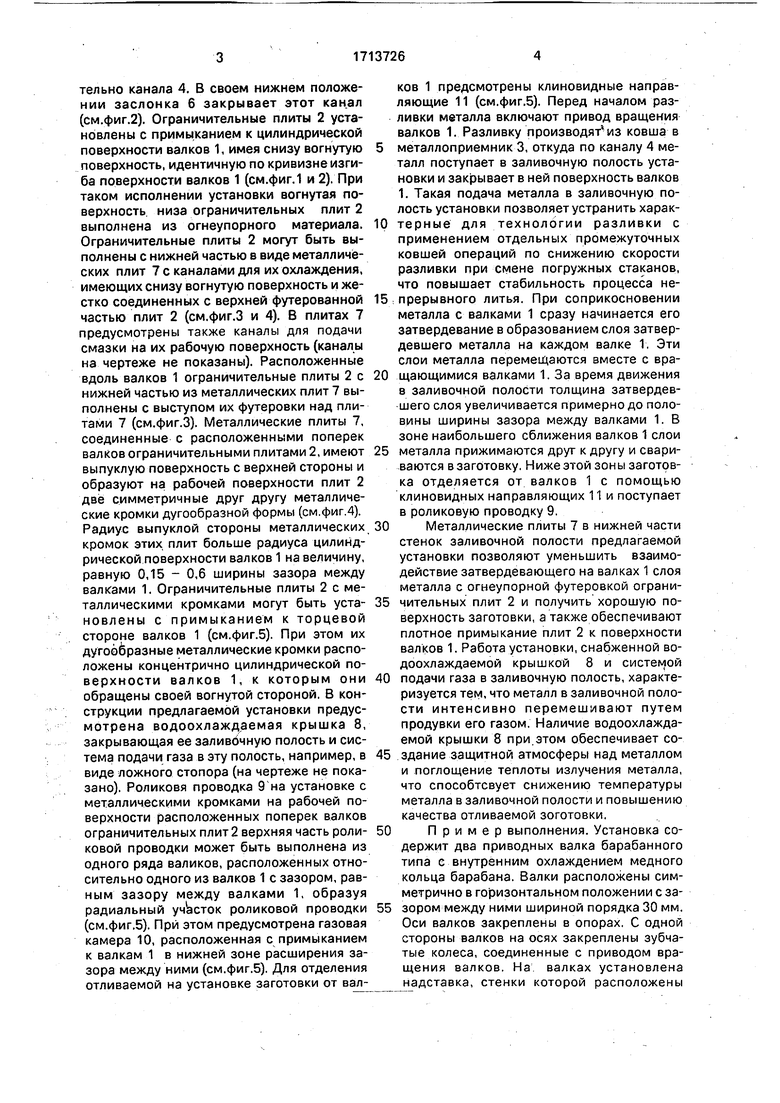
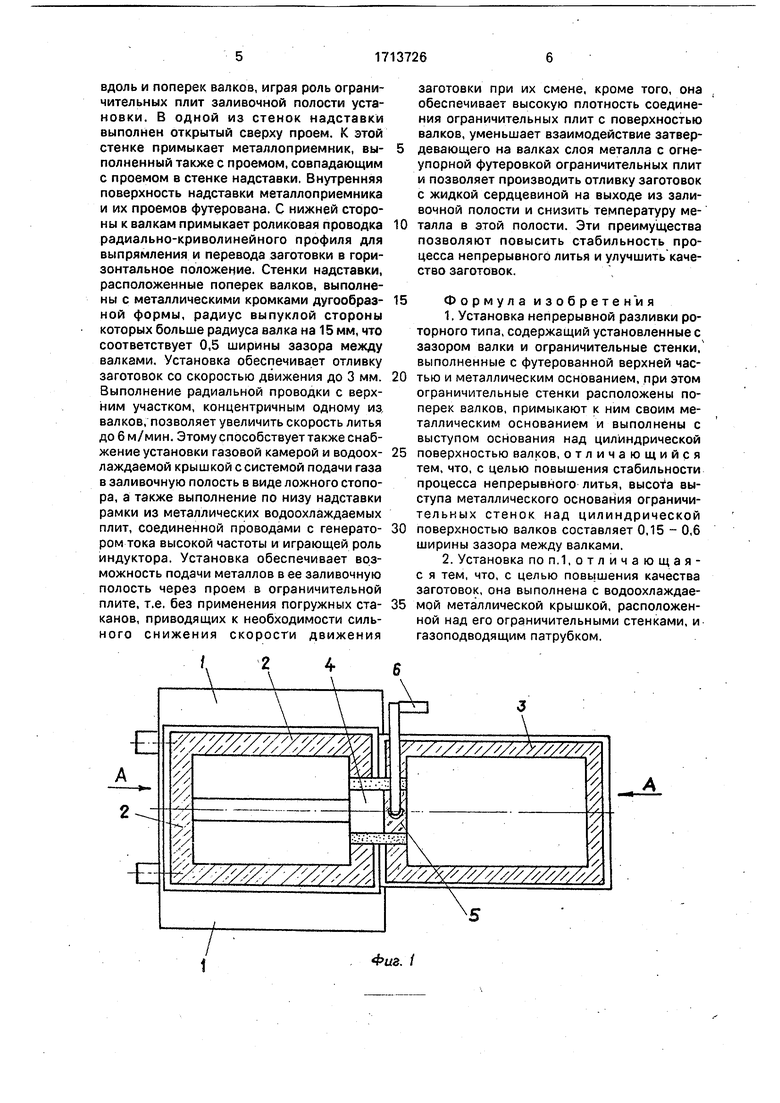
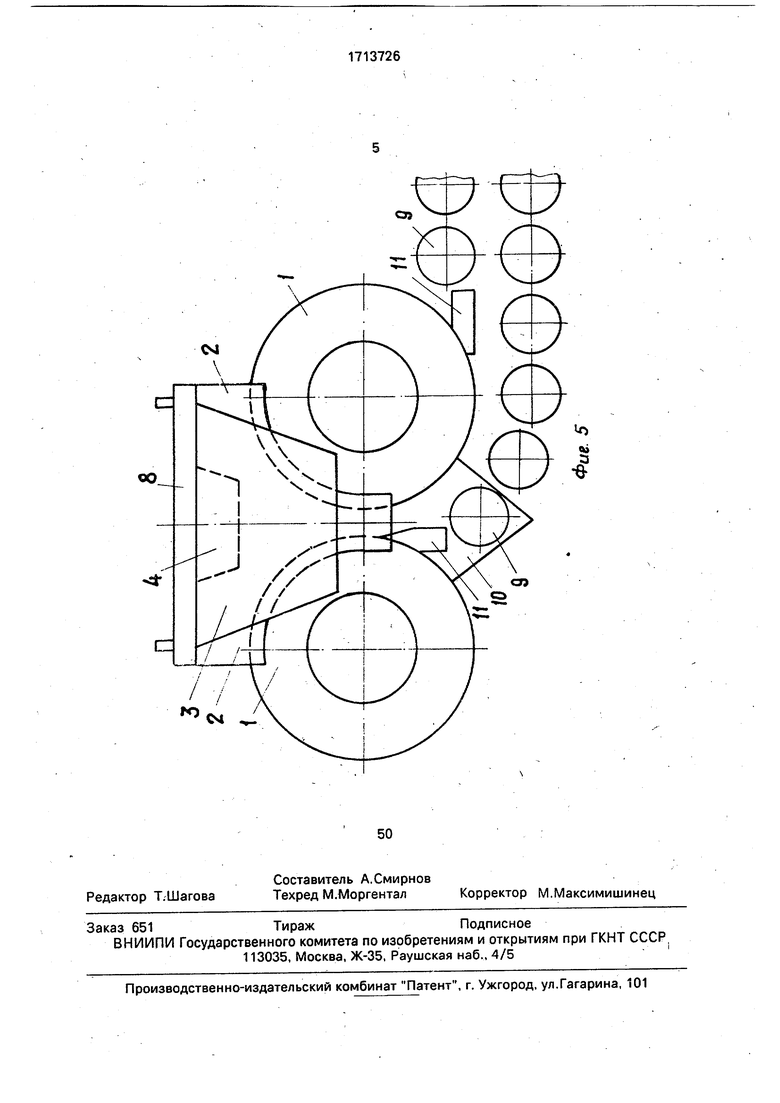
тельно канала 4. В своем нижнем положении заслонка 6 закрывает этот кан.ал (см.фиг.2. Ограничительные плиты 2 установлены с примыканием к цилиндрической поверхности валков 1, имея снизу вогнутую поверхность, идентичную по кривизне изгиба поверхности валков 1 (см.фиг.1 и 2). При таком исполнении установки вогнутая поверхность, низа ограничительных плит 2 выполнена из огнеупорного материала. Ограничительные плиты 2 могут быть выполнены с нижней частью в виде металлических плит 7 с каналами для их охлаждения, имеющих снизу вогнутую поверхность и жестко соединенных с верхней футерованной частью плит 2 (см.фиг.З и 4). В плитах 7 предусмотрены также каналы для подачи смазки на их рабочую поверхность (каналы на чертеже не показаны). Расположенные вдоль валков 1 ограничительные плиты 2 с нижней частью из металлических плит 7 выполнены с выступом их футеровки над плитами 7 (см.фиг.З). Металлические плиты 7, соединенные с расположенными поперек валков ограничительными плитами 2, имеют выпуклую поверхность с верхней стороны и образуют на рабочей поверхности плит 2 две симметричные друг другу металлические кромки дугообразной формы (см.фиг.4). Радиус выпуклой стороны металлических кромок этих плит больше радиуса цилиндрической поверхности валков 1 на величину, равную 0,15 - 0,6 ширины зазора между валками 1. Ограничительные плиты 2 с металлическими кромками могут быть установлены с примыканием к торцевой стороне валков 1 (см.фиг.5). При этом их дугообразные металлические кромки расположены концентрично цилиндрической поверхности валков 1, к которым они обращены своей вогнутой стороной. В конструкции предлагаемой установки предусмотрена водоохлаждаемая крышка 8, закрывающая ее заливбчную полость и система подачи газа в эту полость, например, в виде ложного стопора (на чертеже не показано). Роликовя проводка 9 на установке с металлическими кромками на рабочей поверхности расположенных поперек валков ограничительных плит 2 верхняя часть роликовой проводки может быть выполнена из одного ряда валиков, расположенных относительно одного из валков 1 с зазором, равным зазору между валками 1, образуя радиальный участок роликовой проводки (см.фиг.5). При этом предусмотрена газовая камера 10, расположенная с примыканием к валкам 1 в нижней зоне расширения зазора между ними (см.фиг.5). Для отделения отливаемой на установке заготовки от валков 1 предсмотрены клиновидные направляющие 11 (см.фиг.5). Перед началом разливки металла включают привод вращения валков 1. Разливку производят из ковша в металлоприемник 3, откуда по каналу 4 металл поступает в заливочную полость установки и закрывает в ней поверхность валков 1. Такая подача металла в заливочную полость установки позволяет устранить характерные для технологии разливки с применением отдельных промежуточных ковшей операций по снижению скорости разливки при смене погружных стаканов, что повышает стабильность процесса не; прерывного литья. При соприкосновении металла с валками 1 сразу начинается его затвердевание в образованием слоя затвердевшего металла на каждом валке 1, Эти слои металла перемещаются вместе с вращающимися валками 1. За время движения в заливочной полости толщина затвердевшего слоя увеличивается примерно до половины ширины зазора между валками 1. В зоне наибольшего сближения валков 1 слои металла прижимаются друг к другу и свариваются в заготовку, Ниже этой зоны заготовка отделяется от валков 1 с помощью клиновидных направляющих 11 и поступает в роликовую проводку 9.
Металлические плиты 7 в нижней части стенок заливочной полости предлагаемой установки позволяют уменьшить взаимодействие затвердевающего на валках 1 слоя металла с огнеупорной футеровкой ограничительных плит 2 и получить хорошую поверхность заготовки, а также обеспечивают плотное примыкание плит 2 к поверхности валков 1. Работа установки, снабженной водоохлаждаемой крышкой 8 и системой подачи газа в заливочную полость, характеризуется тем. что металл в заливочной полости интенсивно перемешивают путем продувки его газом. Наличие водоохлаждаемой крышки 8 при.этом обеспечивает создание защитной атмосферы над металлом и поглощение теплоты излучения металла, что способтсвует снижению температуры металла в заливочной полости и повышению качества отливаемой зоготовки,
Пример выполнения. Установка содержит два приводных валка барабанного типа с внутренним охлаждением медного кольца барабана. Валки расположены симметрично в горизонтальном положении с зазором между ними шириной порядка 30 мм. Оси валков закреплены в опорах. С одной стороны валков на осях закреплены зубчатые колеса, соединенные с приводом вращения валков. На. валках установлена надставка, стенки которой расположены
вдоль и поперек валков, играя роль ограничительных плит заливочной полости установки, В одной из стенок надставки выполнен открытый сверху проем. К этой стенке примыкает металлоприемник, выполненный также с проемом, совпадающим с проемом в стенке надставки. Внутренняя поверхность надставки металлоприемника и их проемов футерована. С нижней стороны к валкам примыкает роликовая проводка радиально-криволинейного профиля для выпрямления и перевода заготовки в горизонтальное положение. Стенки надставки, расположенные поперек валков, выполнены с металлическими кромками дугообразной формы, радиус выпуклой стороны которых больше радиуса валка на 15 мм, что соответствует 0,5 ширины зазора между валками. Установка обеспечивает отливку заготовок со скоростью движения до 3 мм. Выполнение радиальной проводки с верхним участком, концентричным одному из, валков, позволяет увеличить скорость литья до 6 м/мин. Этому способствует также снабжение установки газовой камерой и водоохлаждаемой крышкой с системой подачи газа в заливочную полость в виде ложного стопора, а также выполнение по низу надставки рамки из металлических водоохлаждаемых плит, соединенной проводами с генератором тока высокой частоты и играющей роль индуктора. Установка обеспечивает возможность подачи металлов в ее заливочную полость через проем в ограничительной плите, т.е. без применения погружных стаканов, приводящих к необходимости сильного снижения скорости движения
заготовки при их смене, кроме того, она обеспечивает высокую плотность соединения ограничительных плит с поверхностью валков, уменьшает взаимодействие затвердевающего на валках слоя металла с огнеупорной футеровкой ограничительных плит и позволяет производить отливку заготовок с жидкой сердцевиной на выходе из заливочной полости и снизить температуру металла в этой полости. Эти преимущества
0 позволяют повысить стабильность процесса непрерывного литья и улучшить качество заготовок.
Формула изобретения
5
1.Установка непрерывной разливки роторного типа, содержащий установленные с зазором валки и ограничительные стенки, выполненные с футерованной верхней час0тью и металлическим основанием, при этом ограничительные стенки расположены поперек валков, примыкают к ним своим металлическим основанием и выполнены с выступом основания над цилиндрической поверхностью валков, отличающийся
5 тем, что, с целью повышения стабильности процесса непрерывного литья, высока выступа металлического основания ограничительных стенок над цилиндрической поверхностью валков составляет 0,15 - 0,6
0 ширины зазора между валками.
2.Установка по п. 1,отличаю щаяс я тем, что, с целью повьшения качества заготовок, она выполнена с водоохлаждае5мой металлической крышкой, расположенной над его ограничительными стенками, и газоподводящим патрубком.
/ /////////// ////////,
Фиг. / W NCAAO - A S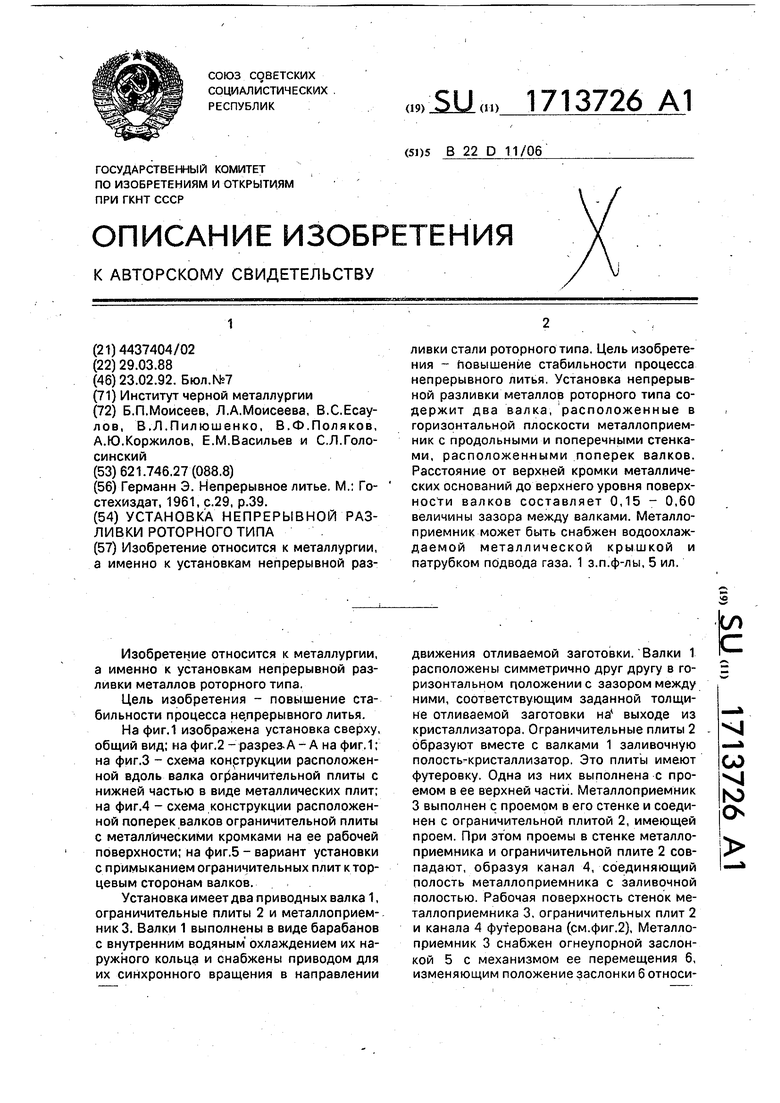
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка непрерывной разливки стали горизонтального типа | 1983 |
|
SU1168326A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ГОЛОВНОЙ ЧАСТИ СЛИТКА В ИЗЛОЖНИЦЕ | 2006 |
|
RU2325968C2 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1993 |
|
RU2074787C1 |
| Устройство для непрерывной разливки металлов | 1982 |
|
SU1100040A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| МАШИНА ДЛЯ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1988 |
|
SU1706114A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТВОДА СТОЧНОЙ ВОДЫ ИЗ ВНУТРЕННЕЙ ДУГИ МАШИНЫ ДЛЯ ЛИТЬЯ ДВУТАВРОВЫХ БАЛОЧНЫХ ЗАГОТОВОК | 2002 |
|
RU2293623C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1985 |
|
SU1249776A1 |
| УТЕПЛЯЮЩАЯ НАДСТАВКА ДЛЯ ПРИБЫЛЬНОЙ ЧАСТИ СЛИТКА | 2007 |
|
RU2368455C2 |
Изобретение относится к металлургии, а именно к установкам непрерывной разливки стали роторного типа. Цель изобретения - Повышение стабильности процесса непрерывного литья. Установка непрерывной разливки металлов роторного типа содержит два валка, расположенные в горизонтальной плоскости металлоприем- ник с продольными и поперечнь1ми стенками, расположен^1ыми поперек валков. Расстояние от верхней кромки металлических оснований до верхнего уровня поверх- нoctи валков составляет 0,15 - 0,60 величины зазора между валками. Металло- приемник может быть снабжен водоохлаж- даемой металлической крышкой и патрубком подвода газа. 1 з.п.ф-лы, 5 ил.Изобретение относится к металлургии, а именно к установкам непрерывной разливки металлов роторного типа.Цель изобретения - повышение стабильности процесса непрерывного литья.На фиг,1 изображена установка сверху, общий вид; на фиг.2 - разрез-А - А на фиг.1; на фиг.З - схема конструкции расположенной вдоль валка ограничительной плиты с нижней частью в виде металлических плит; на фиг.4 - схема конструкции расположенной поперек валков ограничительной плиты с металл'ическими кромками на ее рабочей поверхности; на фиг.5 - вариант установки с примыканием ограничительных плит к торцевым сторонам валков.Установка имеет два приводных валка 1, ограничительные плиты 2 и металлоприем-. никЗ. Валки 1 выполнены в виде барабанов с внутренним водяным' охлаждением их наружного кольца и снабжены приводом для их синхронного вращения в направлениидвижения отливаемой заготовки.'Валки 1 расположены симметрично друг другу в горизонтальном положении с зазором между ними, соответствующим заданной толщине отливаемой заготовки на* выходе из кристаллизатора. Ограничительные плиты 2 образуют вместе с валками 1 заливочную полость^кристаллизатор. Это плиты имеют футеровку. Одна из них выполнена с проемом в ее верхней части. Металлоприемник 3 выполнен с проемом в его стенке и соединен с ограничительной плитой 2, имеющей проем. При зтом проемы в стенке металло- приемника и ограничительной плите 2 совпадают, образуя канал 4, соединяющий полость металлоприемника с заливочной полостью. Рабочая поверхность стенок металлоприемника 3, ограничительных плит 2 и канала 4 футерована (см.фиг.2), Металлоприемник 3 снабжен огнеупорной заслонкой 5 с механизмом ее перемещения 6, изменяющим положение заслонки 6 относи-ч^ЁСО^hOс>&
/ J
| Германн Э | |||
| Непрерывное литье, М.; Го- стехиздат | |||
| Судно | 1925 |
|
SU1961A1 |
