Изобретение относится к области сварки с помощью электродугового разряда и, более конкретно, к способу и устройству для контроля и к системе управления сваркой во время процесса сварки.
Настоящее изобретение относится к сварке секций трубы, а также к контролю сварки. Патент США 5676857 приведен здесь в качестве информации об уровне техники, относящейся к сварке секций труб.
Изобретение относится к области дуговой сварки и, в частности, к устройству и способу сварки двух стальных пластин друг с другом посредством использования плавящегося электрода, а также контроля параметров сварки во время процесса сварки и, более конкретно, к способу и устройству дуговой сварки секций труб друг с другом в режиме короткого замыкания с помощью фитильного электрода, а также к способу контроля параметров сварки и определения местоположения сформированного наплавленного валика сварного шва.
Трубопроводные системы используются для транспортировки разнообразных материалов, например нефти, газа и воды, в желательное место. Такие трубопроводные системы могут протягиваться на сотни и даже тысячи километров. Во многих случаях эти трубопроводные системы много раз пересекают отдаленные и неразработанные места. В технике сварки торцов труб большого диаметра принято: торцы каждой трубы подвергать механической обработке, чтобы образовать наружный скос и узкую плоскую кромку; центровать соосно обработанные торцы, у которых кромки должны находиться в тесном, но обычно разнесенном положении так, чтобы образовать зазор между двумя торцами трубы; размещать сварочные головки вокруг трубы так, чтобы образовать 360o сварной шов. Наплавленный валик сварного шва обычно делают в несколько этапов. Сначала делают проход при заварке корня шва, где сплавляют по меньшей мере внутренние края или кромки, и зазор между кромками заполняют металлом сварочного шва. Затем делают несколько проходов, заполняющих разделку, при этом пространство, образованное скосом, заполняют так, чтобы металл сварочного шва был сплавлен по меньшей мере с внешней поверхностью трубы. Проход при заварке корня шва является очень важной частью сварочной операции. Как только проход при заварке корня шва выполнен, соосность труб гарантирована.
Таким образом, во время прохода при заварке корня шва должен быть уложен на 100% прочный наплавленный валик сварного шва. Прочность наплавленного валика сварного шва означает полное сплавление обеих кромок насквозь до внутренней поверхности труб и полное заполнение зазора между кромками металлом сварочного шва. Внесение металла сварочного шва в зазор затруднительно, потому что направленный валик сварного шва должен быть сделан путем перемещения сварочных головок вокруг трубы так, что положение сварки изменяется от сварки по направлению сверху вниз и сварки внизу, до сварки по направлению снизу вверх и наверху, по мере того как вокруг трубы формируется проход при заварке корня шва. Кроме того, металл сварочного шва, сформированного во время прохода при заварке корня шва, должен заполнять зазор между секциями трубы, но нельзя допускать, чтобы он проникал через зазор и накапливался на внутренней поверхности трубы. Наплавленный валик сварного шва также должен образовывать относительно гладкую поверхность на внутренней стороне трубы и должен иметь очень небольшой или вообще не иметь выступ во внутреннюю сторону трубы. Чрезмерный выступ наплавленного валика сварного шва в трубе может: 1) создавать проблемы с устройствами, работающими внутри труб для того, чтобы детектировать прочность трубопроводной системы, 2) вызывать нежелательное смешивание текучей среды и турбулентность по мере того, как текучая среда транспортируется через трубопроводную систему.
Сварочное устройство, которое создает приемлемый наплавленный валик при заварке корня шва, раскрыто в патенте США 5676857. В этом патенте описываются два электросварочных аппарата, которые непрерывно перемещаются по направляющей дорожке вокруг периферии трубы и содержат специальный источник питания, обеспечивающий работу в режиме короткого замыкания, для нанесения наплавленного валика при заварке корня шва между двумя торцами трубы. Этот патент раскрывает, что при подборе надлежащей скорости перемещения аппарата и скорости электродной проволоки происходит только незначительное оплавление через каждый край скоса, и на внутренней стороне трубы формируется маленький плоский сварной шов. Компания Lincoln Electric Company обнаружила, что сварочное устройство, раскрытое в патенте США 5676857, может быть модифицировано для использования с электродной флюсовой проволокой с целью получения желательного состава наплавленного валика сварного шва так, чтобы состав металла сварочного шва хорошо соответствовал составу металлической трубы, чтобы образовать прочный и долговременный наплавленный валик сварного шва. Сварочное устройство может быть дополнительно модифицировано так, чтобы гарантировать, что защитный газ ограждает наплавленный валик сварного шва от неблагоприятных воздействий окружающей среды посредством использования флюсовой системы защиты, которая образует защитный газ во время сварки.
Трубопроводные системы обычно разрабатываются так, чтобы их длина составляла сотни километров. Из-за длины таких трубопроводных систем сборка трубопроводной системы может быть выполнена по частям по маршруту трубопроводной системы. Ввиду протяженной длины трубопроводных систем и важности правильной сварки секций трубы должна присутствовать бригада техников по сварке, чтобы инспектировать продвижение и качество трубопроводной системы и качество наплавленного валика сварного шва, сформированного между каждой секцией трубы. В отдаленных местах затраты, связанные с использованием бригады техников, могут быть очень велики. Такие затраты могут помешать вообще когда-либо построить трубопроводную линию. Кроме того, бригада техников может быть подвергнута нежелательным условиям при прокладке трубопроводной системы в отдаленных и/или неразработанных местах. Такие нежелательные условия могут неблагоприятно воздействовать на здоровье техников и/или повредить их способности постоянно контролировать качество процесса сварки, таким образом вызывая задержки, увеличенные затраты и дефектные наплавленные валики сварного шва вдоль трубопроводной системы. В дополнение к проблемам, связанным с жизнеобеспечением бригады техников на участке сварки, имеются характерные проблемы, связанные с определением продвижения сварки по трубопроводной линии и с идентификацией местоположения дефекта сварки или другой проблемы, которая возникает вдоль трубопроводной линии. В отдаленных и/или неразработанных местах может быть очень трудно, если не невозможно, установить географическое местоположение сварочного агрегата вдоль трубопроводной системы и местоположение наплавленных валиков сварного шва, сформированных сварочным агрегатом вдоль трубопроводной линии, чтобы сообщить о продвижении и/или о проблемах процесса сварки.
Ввиду проблем, связанных со сваркой секций трубы больших трубопроводных систем, имеется потребность в системе контроля сварки, которая контролирует качество сформированного наплавленного валика сварного шва и местоположение такого наплавленного валика сварного шва.
Настоящее изобретение относится к устройству и способу сварки двух стальных пластин и контроля параметров сварки во время процесса сварки, более конкретно - к способу и устройству для сварки секций трубы и контроля одного или более параметров сварки во время формирования наплавленного валика сварного шва между секциями трубы и к привязке таких параметров сварки к местоположению. Однако изобретение имеет более широкие применения и может использоваться, чтобы сваривать между собой другие длинные металлические заготовки типа рельсов, деталей самолета и судна, мостов, и т.д.
В соответствии с предпочтительным вариантом воплощения настоящего изобретения обеспечивается заготовка, имеющая одну или более деталей, сварочный агрегат, разработанный для того, чтобы производить наплавленный валик сварного шва для сварки одной или более деталей заготовки, монитор сварки для регистрации одного или более параметров процесса сварки и идентификатор местоположения для определения местоположения сформированного наплавленного валика сварного шва. Контролируемые параметры сварки могут включать, но не ограничены, следующими: напряжение на электроде и/или ток, текущий через электрод, напряжение и/или ток от источника питания, тип электрода и/или скорости подачи электрода, тип флюса и/или скорости подачи флюса, тип защитного газа и/или скорости подачи защитного газа, тип сварочного газа и/или скорости подачи сварочного газа, цикл сварки, направление и/или скорость перемещения сварочной головки, время дня, температура окружающей среды и/или условия, дата, тип процедуры сварки, положение сварочной головки на заготовке, прерывания во время процесса сварки, ошибки (электронные и/или механические) во время процесса сварки, тип и/или форма заготовки. Один или более этих или других параметров могут запоминаться с помощью электроники, передаваться с помощью электроники в другое место, распечатываться и/или отображаться на мониторе. Идентификатор местоположения предназначен для определения местоположения конкретного сформированного наплавленного валика сварного шва. Эта информация о местоположении или параметр местоположения могут быть привязаны к одному или более параметрам сварки сформированного наплавленного валика сварного шва. Для длинных заготовок типа трубопроводных линий, железнодорожных рельсов и других больших заготовок, в которых сварочный агрегат перемещается по заготовке, чтобы выполнять операцию сварки во многих местоположениях, идентификатор местоположения определяет положение сварочного агрегата относительно некоторой опорной точки, и контролируемые параметры сварки коррелируются или связываются с определенным местоположением. Зарегистрированные параметры сварки и параметр местоположения могут быть сохранены с помощью электроники, переданы с помощью электроники в другое местоположение, распечатаны и/или отображены на мониторе. Зарегистрированные данные могут быть проанализированы сразу и/или могут быть проанализированы позже для того, чтобы просмотреть параметры сварки в определенном местоположении на заготовке с целью контроля качества.
В соответствии с другим вариантом воплощения идентификатор местоположения предназначен для того, чтобы детектировать два или большее количество сигналов от относительно фиксированного местоположения и вычислять параметр местоположения на основе детектированных сигналов. Сигналы предпочтительно являются сигналами наземного базирования и/или сигналами глобального спутникового позиционирования. В одном предпочтительном варианте воплощения идентификатор местоположения вычисляет параметр местоположения, используя спутники системы глобального позиционирования (GPS). Система глобального позиционирования является многоспутниковой радиосистемой позиционирования, в которой GPS спутник передает данные, которые позволяют устройству точно измерять расстояние от выбранных GPS спутников и после этого вычислять положение и временные параметры с высокой степенью точности, используя известные методы триангуляции. Сигналы, обеспеченные системой глобального позиционирования, могут приниматься глобально и непрерывно. Система глобального позиционирования содержит сегменты пространства и управления. Пространственный сегмент, когда он полностью операционный, состоит из двадцати одного эксплуатационного спутника. Эти спутники позиционируются в плеяде так, что обычно семь, но минимум четыре, спутника могут наблюдаться устройством, находящимся где-нибудь на/или вблизи поверхности Земли. Каждый спутник передает сигналы на двух частотах, известных как L1 (1575.42 МГц) и L2 (1227.6 МГц), используя методы расширения спектра, в которых применяются функции расширения. Коды псевдослучайного шума (PRN) С/А и Р передаются на частотах L1 и/или L2. Оба кода Р и С/А содержат данные, которые позволяют приемнику определять дальность между спутником и устройством. На оба кода Р и С/А накладывается навигационное (Nav) сообщение. Навигационное сообщение содержит время системы глобального позиционирования; слово переключения каналов связи, используемое в связи с переходом от слежения по коду С/А к слежению по коду Р; данные астрономических таблиц для конкретных прослеживаемых спутников; данные каталога для всех спутников в плеяде, включая информацию относительно жизнеспособности спутников, коэффициенты для модели задержки в ионосфере для пользователей кода С/А и коэффициенты, используемые для вычисления универсальной шкалы времени (UTC). Сегмент управления содержит главную управляющую станцию (MCS) и множество контрольных станций. Обновленные астрономические таблицы и синхронизирующие данные загружаются в каждый спутник для возобновленной передачи в навигационном сообщении каждого спутника. Цель сегмента управления состоит в том, чтобы гарантировать, что информация, переданная со спутника, является настолько точной, насколько это возможно. GPS приемник включает в себя антенный блок, радиочастотный блок и блок процессора GPS. Антенный блок принимает L-полосу сигнала системы глобального позиционирования и передает принятый сигнал в радиочастотный блок. Радиочастотный блок смещает L-полосу GPS сигнала вниз на подходящую промежуточную частоту (IF). Используя различные известные методы, модуляция по коду псевдослучайного шума L-полосы сигнала прослеживается посредством кодовой корреляции с целью измерения времени передачи сигналов со спутника. Доплеровский сдвиг принятой L-полосы сигнала также измеряется посредством системы слежения несущей. Кодовая корреляция и функция слежения несущей могут быть выполнены путем использования либо аналоговой, либо цифровой обработки. Управление контурами слежения кода и несущей обеспечивается блоком процессора GPS. Псевдодальность между устройством и прослеживаемым спутником может быть определена посредством вычисления разности между этим измерением и временем приема, определенным часами устройства. Эта псевдодальность включает в себя и дальность до спутника и отклонение часов устройства относительно основных временных синхронизирующих сигналов системы GPS. Измерения псевдодальности и навигационные данные со спутников используются для вычисления позиции и калибровки смещения часов устройства и для обеспечения индикации времени GPS. Обработка и функции памяти дистанционного управления (RPS) содержат, например, управление и состояние контролируемого канала, прием сигналов и повторный прием сигналов, контуры слежения кода и несущей, компьютерную обработку измерений псевдодальности (PR) и дельта дальности (DR), определение окончания синхронизации данных, прием и сохранение данных каталога и астрономических таблиц, передаваемых спутниками, управление и синхронизацию процессора, декодирование адреса и команды, генерацию временного прерывания, управление подтверждением прерывания и GPS синхронизацию. Навигационная обработка и функции памяти, выполняемые GPS приемником, включают, например, вычисления орбиты спутника и выбор спутника, вычисления поправки на задержку в атмосфере, компьютерную обработку навигационного решения, оценки отклонения часов и скорости, компьютерную обработку выходной информации и предварительную обработку и преобразование координат вспомогательной информации. При использовании системы глобального позиционирования (GPS) для определения местоположения сформированного наплавленного валика сварного шва на заготовке, система GPS обеспечивает глобальную точность по долготе и широте приблизительно 1-100 м. В соответствии еще с одним аспектом настоящего изобретения параметр местоположения, а также один или более параметров сварки, запоминаются с помощью электроники, и/или распечатываются для просмотра в реальном масштабе времени, и/или для более позднего просмотра в месте расположения, и/или запоминаются с помощью электроники для передачи в отдаленное местоположение. Способность регистрировать один или более параметров сварки, а также связывать такие параметры сварки с параметром местоположения, позволяют технику периодически контролировать качество сформированного наплавленного валика сварного шва без необходимости присутствовать в каждом местоположении сварки. При просмотре зарегистрированных и/или распечатанных данных техник может определять, какие параметры сварки имели место во время формирования конкретного наплавленного валика сварного шва на заготовке. Техник может просматривать данные ежечасно, ежедневно, еженедельно или даже ежемесячно и при просмотре таких данных определять качество сформированного наплавленного валика сварного шва в каждом местоположении на заготовке. В дополнение к или альтернативно зарегистрированные данные могут быть посланы с помощью электроники по телефону, по сети Интернет, через спутник, посредством радиосигнала и т.д. в отдаленное местоположение для контроля процесса сварки в конкретных местах в режиме реального времени и/или с задержкой. Когда процесс сварки выполняется в отдаленном месте, спутник может быть единственным способом образования линии связи между местом сварки и отдаленным местоположением. Механизм сохранения данных, например с помощью компьютера, может быть предназначен для того, чтобы сохранять информацию, и в предварительно выбранное время дня вручную или автоматически может быть сформирован канал связи с отдаленным местоположением через спутник. Кроме того, блок памяти данных может быть предназначен для того, чтобы принимать сигналы от отдаленного местоположения и чтобы пересылать по команде информацию, которая сохранена с помощью электроники.
В соответствии еще с одним аспектом настоящего изобретения контроллер сварки для сварочного агрегата разрабатывается так, чтобы принимать информацию из отдаленного местоположения по телефону, по сети Интернет, через спутник, посредством радиосигнала и т.д. и/или от находящегося в определенном месте техника и таким образом использовать такую принятую информацию, чтобы изменять один или более параметров сварки во время процесса сварки. В одном частном варианте воплощения контроллер сварки изменяет один или более параметров сварки после анализа параметра местоположения и определения того, что сварочный агрегат находится в конкретном местоположении. В другом частном варианте воплощения техник и/или устройство управления в отдаленном местоположении принимает данные от сварочного агрегата по телефону, по сети Интернет, через спутник, посредством радиосигнала и т.д. и после определения того, что сварочный агрегат находится в конкретном местоположении, посылает обновленную информацию в контроллер сварки по телефону, по сети Интернет, через спутник, посредством радиосигнала и т.д., чтобы он изменил один или более параметров сварки.
В соответствии с другим вариантом воплощения настоящего изобретения заготовка включает в себя две секции трубы, которые расположены вместе и образуют зазор между торцами двух секций трубы и свариваются друг с другом сварочной системой, которая включает в себя: сварочную каретку, позиционируемую вокруг зазора, сформированного двумя секциями трубы; источник питания сварки; схему управления током сварки, которая управляет одним или более параметрами сварки во время процесса сварки; устройство локации, которое определяет местоположение сварочного агрегата относительно фиксированного местоположения; запоминающее устройство. Секции трубы предпочтительно центрируют друг с другом при помощи зажимов по меньшей мере до тех пор, пока в зазор между секциями трубы не будет заложен наплавленный валик при заварке корня шва. Сварочная каретка предпочтительно охватывает по меньшей мере 180o по окружности зазора и предпочтительно 360o по окружности зазора. Сварочная каретка разрабатывается так, что по мере того, как она перемещается по окружности зазора, она должна скользить по направляющей дорожке, которая обеспечивается вблизи периферии трубы. Сварочная каретка включает в себя приводной двигатель для перемещения сварочной каретки по направляющей дорожке и по окружности зазора с желательной скоростью. Если при сварке используется электрод, сварочная каретка включает в себя механизм, который управляемо перемещает плавящийся электрод к зазору во время процесса сварки. Механизм для управления перемещением электрода может быть объединенным с или отдельным от механизма для управляемым образом перемещения каретки относительно зазора во время сварки. Устройство локации разрабатывается так, чтобы принимать два или более радиосигналов с целью вычисления местоположения сформированного наплавленного валика сварного шва относительно определенного местоположения. Запоминающее устройство разрабатывается так, чтобы запоминать один или более параметров сварки во время процесса сварки и параметр местоположения от устройства локации.
В соответствии с еще одним аспектом настоящего изобретения схема управления током сварки включает в себя первую схему для управления электрическим током во время режима короткого замыкания, при котором расплавленный металл на конце плавящегося фитильного электрода первоначально переходит в слой расплавленного металла в зазоре под действием поверхностного натяжения. Ток подготовительного разряда включает в себя сильноточный плазменный импульс через короткозамкнутый расплавленный металл, что способствует переносу расплавленного металла с электрода в сварочный слой. Схема управления током сварки также включает в себя вторую схему, предназначенную для создания тока плавления. Ток плавления является сильноточным импульсом, который пропускают по дуге, которая предпочтительно имеет предварительно подобранное количество энергии или мощность в ваттах, используемое для плавления относительно постоянного объема металла на конце плавящегося фитильного электрода, в случае, когда электрод пространственно отделен от сварочного слоя. Вторая схема в составе схемы управления током сварки предпочтительно разрабатывается так, чтобы обеспечить высокий всплеск энергии во время начальной части дугового разряда. Высокий всплеск тока предпочтительно имеет предварительно подобранную площадь под кривой зависимости тока I (t) или энергию для плавления относительно постоянного объема металла на конце плавящейся проволоки в случае, когда проволока пространственно отделена от сварочного слоя. Предпочтительно после начального сильноточного плазменного всплеска сильный ток поддерживается в течение предварительно подобранного периода времени, а затем впоследствии спадает некоторое время до тех пор, пока к электроду не будет приложено желательное количество энергии или мощности в ваттах, чтобы расплавить желательный объем электрода. Схема управления током сварки также предпочтительно разрабатывается так, чтобы ограничить количество энергии, направленное к электроду с целью предотвращения ненужного плавления заготовки во время наложения наплавленного валика сварного шва и/или для подержания слишком горячим наплавленного валика сварного шва во время сварки, посредством чего защитить расплавленный металл от снижения качества сваренной площади. Схема управления током сварки также предпочтительно включает в себя схему, предназначенную для того, чтобы генерировать фоновый ток. Фоновый ток является током низкого уровня, который поддерживается незначительно выше уровня, необходимого для поддержки дугового разряда после завершения короткого замыкания. Фоновый ток предпочтительно поддерживается на протяжении всего цикла сварки, чтобы застраховаться от неосторожного гашения дугового разряда во время сварки.
Первостепенная задача настоящего изобретения состоит в создании сварочной системы, которая контролирует один или более параметров сварки во время формирования наплавленного валика сварного шва на заготовке и контролирует определенное местоположение наплавленного валика сварного шва, сформированного при таких параметрах сварки.
Другая задача настоящего изобретения состоит в создании сварочной системы, которая запоминает один или более параметров сварки во время формирования наплавленного валика сварного шва на заготовке и определенное местоположение наплавленного валика сварного шва, сформированного при таких параметрах сварки.
Еще одна задача настоящего изобретения состоит в создании сварочной системы, которая определяет местоположение сформированного наплавленного валика сварного шва на заготовке посредством приема двух или более сигналов от относительно фиксированного местоположения и вычисления положения на основе принятых сигналов.
Еще одна задача настоящего изобретения состоит в создании сварочной системы, которая использует систему глобального позиционирования (GPS) для определения местоположения сформированного наплавленного валика сварного шва.
Другая задача настоящего изобретения состоит в создании сварочной системы, которая передает информацию о сварке и соответствующую информацию о местоположении наплавленного валика сварного шва в отдаленное место.
Еще одна задача настоящего изобретения состоит в создании сварочной системы, которая обеспечивает доступ к информации о сварке и к соответствующей информации о местоположении наплавленного валика сварного шва из отдаленного местоположения.
Еще одна задача настоящего изобретения состоит в создании сварочной системы, которая обеспечивает возможность просмотра данных контроля качества свариваемой заготовки в режиме реального времени или с задержкой.
Другая задача настоящего изобретения состоит в создании сварочной системы, которая обеспечивает рентабельный контроль качества операций сварки в отдаленных и/или неразработанных участках.
Еще одна задача настоящего изобретения состоит в создании системы дуговой сварки в режиме короткого замыкания и способа, который формирует высококачественный наплавленный валик сварного шва между двумя металлическими пластинами.
Другая задача настоящего изобретения состоит в создании системы дуговой сварки в режиме короткого замыкания и способа, который точно следует желательной зависимости тока во время сварки двух металлических пластин друг с другом.
В дальнейшем изобретение поясняется описанием конкретных вариантов его воплощения со ссылками на сопровождающие чертежи, на которых
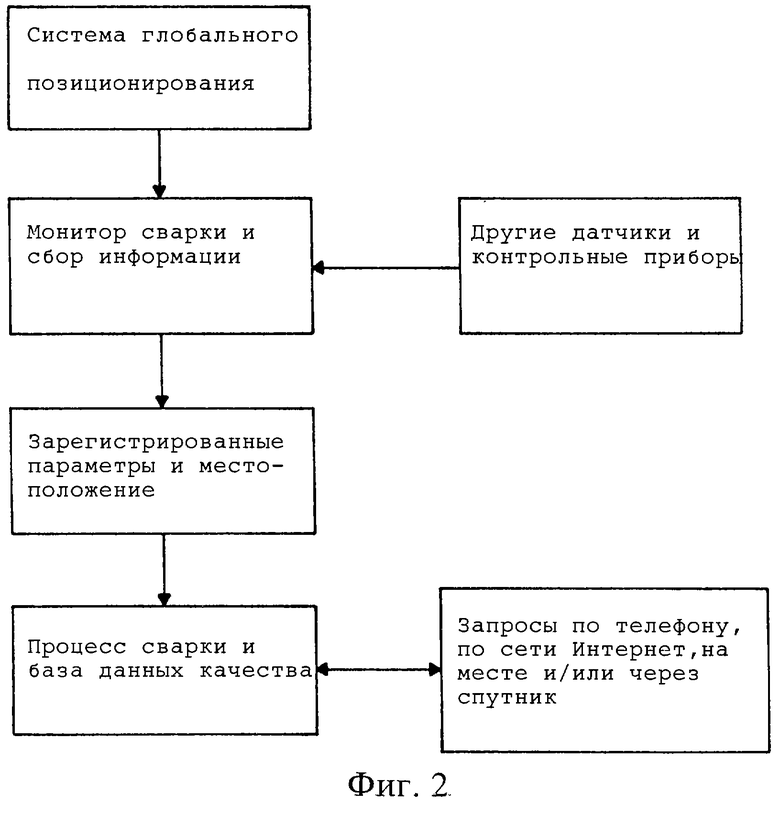
фиг.1 изображает схематический вид, иллюстрирующий сварочную систему настоящего изобретения, использующую спутниковую систему для определения местоположения сформированного наплавленного валика сварного шва вдоль трубопровода;
фиг.2 изображает блок схему действия сварочной системы.
Предпочтительные варианты воплощения изобретения
Теперь обратимся к чертежам, на которых предпочтительные варианты воплощения изобретения показаны только с целью иллюстрации, но не с целью ограничения. Фиг. 1 иллюстрирует сварочную систему 10, предназначенную для сваривания друг с другой секций 20 трубы трубопроводной системы и для определения местоположения сформированного наплавленного валика сварного шва 30 вдоль трубопроводной системы. Секции 20 трубы иллюстрируются как свариваемые системой 40 дуговой сварки в режиме короткого замыкания. Предпочтительным типом сварки в режиме короткого замыкания является тип сварки "перенос под действием поверхностного натяжения", или STT. Схема сварки и установка управления для такого типа сварки раскрывается в патентах США 5148001; 5001326; 4972064; 4897523; 4866247 и 4717807, которые включены здесь.
Сварочная система 10 для сварки секций 20 трубы включает в себя источник питания 42, который предпочтительно является источником питания постоянного тока. Источник питания предпочтительно включает в себя двигатель, например газовый двигатель, который питает энергией генератор, необходимый для генерации переменного тока. Переменный ток затем выпрямляется выпрямителем для того, чтобы сформировать постоянный ток. Фазорегулятор управляет выпрямителем так, чтобы получить по существу однородный постоянный ток. Затем постоянный ток направляется в широтно-импульсный модулятор. Формы импульса управляются схемой формирования, чтобы таким образом создать желательный импульс постоянного тока. Как можно понять, источник питания 42 не обязательно должен иметь выпрямленный выход, но он может быть источником постоянного тока любого другого подходящего типа. Постоянный ток из широтно-импульсного модулятора направляется через участок сварки, который содержит плавящийся фитильный электрод 50 и секцию 20 трубы.
При сварке секции 20 трубы ток через электрод 50 изменяется от состояния короткого замыкания, когда электрод 50 контактирует с секциями 20 трубы, и до состояния дугообразования, при котором электрод 50 пространственно отделен от секций 20 трубы. В состоянии дугообразования создается электрическая дуга между трубой и электродом с целью плавления и поддержания в расплавленном состоянии конца электрода по мере того, как он подается к секциям трубы для последующего состояния короткого замыкания.
На фиг.1 каждая секция 20 трубы имеет край 22. Край 22 является скошенной поверхностью, которая образует канавку, когда две секции трубы располагаются вплотную друг к другу. Когда две секции трубы помещают рядом друг с другом, края трубы отделены так, что между краями трубы существует зазор 24. Согласно известной практике края трубы позиционируются и закрепляются вместе предпочтительно зажимами, по меньшей мере до тех пор, пока в канавку между краями трубы не будет заложен наплавленный валик при заварке корня шва, таким образом заполняя зазор. Заземление трубы имеет контакт с трубой для замыкания цепи дугового разряда между электродом 50 и секциями 20 трубы. Электрод 50 отматывается от электрода, и шпулька 52 направлена к зазору 24 между двумя торцами трубы наконечником 44 электрода. Во время цикла сварки электрод подается через наконечник 44 электрода так, чтобы переносить расплавленный металл, находящийся на конце электрода, в зазор между торцами трубы для того, чтобы сформировать наплавленный валик сварного шва 30.
Электрод 50 представляет собой плавящийся фитильный электрод, который содержит наружную металлическую оболочку и сердцевину электрода. Предпочтительно металлическую электродную оболочку составляют из углеродистой стали, нержавеющей стали или из некоторого другого типа металла или металлического сплава. Предпочтительно, чтобы состав металлической оболочки выбирался подобным основной металлической компоненте секций 20 трубы. Сердцевина электрода предпочтительно включает в себя флюсы и/или сплавы и металлы. Флюсы могут включать соединения, создающие шлак над наплавленным валиком сварного шва, необходимый для того, чтобы защищать наплавленный валик сварного шва до тех пор, пока он не затвердеет, сохранять наплавленный валик сварного шва в нужном положении, пока он не затвердеет, и/или чтобы экранировать металл сварочного шва во время формирования наплавленного валика сварного шва. Флюс может также содержать компоненты, которые производят защитный газ для того, чтобы защищать наплавленный валик сварного шва от неблагоприятных воздействий окружающей среды. Предпочтительно компоненты флюса включают фторид и/или карбонат для того, чтобы производить защитный газ во время сварки, чтобы устранить потребность во внешних защитных газах во время сварки. Когда используется самозащищающийся электрод, потребность в использовании внешнего защитного газа устраняется. Шлак, который образуется на наплавленном валике сварного шва, дополнительно защищает направленный валик сварного шва от воздействий окружающей среды, таким образом приводя к формированию качественных наплавленных валиков сварного шва. В сердцевину электрода предпочтительно включают легирующие агенты. Легирующие агенты выбирают так, чтобы легирующие агенты в комбинации с составом металлической оболочки электрода образовывали наплавленный валик сварного шва, имеющий состав, по существу подобный металлическому составу труб 20.
Желательная кривая зависимости тока для получения низкого разбрызгивания во время сварки и для предотвращения проникновения наплавленного валика сварного шва через зазор во внутреннюю сторону трубопроводной системы включает в себя участок плазменного шнура, участок плазменного всплеска, участок плазмы и участок фонового тока, в котором должен поддерживаться дуговой разряд. Участок всплеска плазмы включает в себя участок спада, упоминаемый как участок плазмы. Вслед за участком спада схема управления режимом сварки изменяет ток до уровня фонового тока, который поддерживает плазму или дуговой разряд. Схема (управления режимом) сварки поддерживает предварительно подобранный уровень фонового тока, таким образом предотвращая случайное падение уровня тока через дугу ниже предварительно подобранного уровня тока и гашение дугового разряда. Схема (управления режимом) сварки разработана так, чтобы производить все плавление электрода во время плазменного всплеска и плазменного участка цикла сварки. Когда возникает уровень фонового тока, дальнейшее плавление электрода 50 не происходит, поскольку напряжение IR, необходимое для плавления электрода, не может быть достигнуто посредством дугового разряда, поддерживаемого только фоновым током. Таким образом, фоновый ток служит только для того, чтобы поддерживать дуговой разряд и шарик расплавленного металла в расплавленном состоянии. Количество расплавленного металла на конце электрода 50, который образовался посредством плазменного всплеска и плазменного участка, выбирается так, чтобы плавить предварительно заданный объем расплавленного металла на конце электрода, и ток на плазменном участке кривой тока уменьшается до фонового тока, как только получается предварительно заданный объем. Продолжительность плазменного всплеска и плазменного участка также выбирается так, чтобы предотвратить ненужное плавление металла вокруг торцов 22 трубы. Такое избыточное плавление металла может привести к просачиванию сварочного металла на внутреннюю сторону секций трубы. Во время формирования шарика расплавленного металла реактивные силы, обусловленные сильным током, отталкивают расплавленный металл от сварочного слоя до тех пор, пока на конце электрода не будет расплавлено предварительно заданное количество расплавленного металла. Как только ток уменьшается, расплавленный металл получает возможность сформироваться в шарик, и расплавленный металлический слой в зазоре получает возможность стабилизироваться, таким образом обеспечивая гладкий контакт между по существу сферическим шаром и смягченным сварочным металлическим слоем. Желательное количество расплавленного металла на конце электрода управляется путем направления предварительно подобранного количества энергии или мощности в ваттах на электрод по время плазменного участка цикла сварки. На протяжении всего времени формирования расплавленного металлического шарика на конце электрода компоненты сердцевины выделяют защитные газы, чтобы защищать расплавленный шарик и металл сварочного шва в зазоре от воздействий атмосферы. Защитные газы продолжают выделяться до тех пор, пока расплавленный шарик не перейдет в расплавленный металл в зазоре. Как только во время плазменного всплеска и плазменного участка цикла сварки будет сформирован расплавленный металлический шарик, этот расплавленный шарик втягивается в расплавленный слой посредством введения электрода в слой, таким образом образуя состояние короткого замыкания. Когда расплавленный металлический шарик соприкасается со слоем расплавленного металла, этот шарик переходит в слой под действием поверхностного натяжения. Это действие вызывает критическое сужение расплавленного металла, вытянутого между слоем и проволокой в электроде, и затем происходит отрыв и отделение шарика от проволоки. Так как во время отделения имеется только низкий фоновый ток, то происходит либо небольшое разбрызгивание, либо оно вообще не происходит. Предпочтительно сужение расплавленного металлического шарика контролируется таким образом, что, когда шейка быстро уменьшается в диаметре в связи с изменениями электрического тока, ток на участке плазменного шнура на кривой зависимости увеличивается более плавно до тех пор, пока не будет получено детектирование наступающего сплавления. Как только детектируется наступающее сплавление, ток уменьшается до фонового тока до тех пор, пока расплавленный металл на конце электрода не перейдет в слой сварочного шва.
Цикл сварки, который повторяется несколько раз в секунду, должен точно управляться схемой (управления режимом) сварки, чтобы снизить разбрызгивание во время цикла сварки. В предпочтительном варианте воплощения рабочая частота контроллера широтно-импульсного модулятора равна 20 КГц, с длительностью последовательных импульсов тока, определяемой контроллером формы тока. Требуемый ток для цикла сварки изменяется 220000 раз каждую секунду. Так как самая высокая частота цикла сварки в основном находится в диапазоне от 100 до 400 циклов в секунду, то во время каждого цикла сварки обеспечивается множество обновленных импульсов.
На фиг.1 обеспечивается монитор 60 сварки, который контролирует один или более параметров сварки во время формирования наплавленного валика сварного шва 30. Предпочтительно монитор 60 сварки контролирует ток через электрод 50, скорость подачи электрода 50, полную энергию, подаваемую на электрод 50 во время каждого цикла сварки, и скорость, с которой сварочная головка перемещается вокруг секций 20 трубы.
Могут контролироваться дополнительные параметры сварки. Кроме того, монитором 60 сварки могут контролироваться данные от других датчиков и/или контрольных приборов. Монитор 60 сварки включает в себя дисплей, позволяющий технику просматривать данные в реальном масштабе и/или полученные ранее данные, которые контролируются или контролировались монитором 60 сварки. Монитор 60 сварки также включает в себя устройство 64 ввода данных для того, чтобы: а) обеспечить возможность технику изменять один или более параметров сварки сварочного агрегата 40, б) отображать различные данные на дисплее 62, в) обеспечить доступ к полученным ранее данным, г) запускать или останавливать программу управления сваркой или программу какой-либо другой операции. Предпочтительно монитор 60 сварки включает в себя один или более компонентов схемы (управления режимом) сварки, которая управляет током через электрод 50.
Монитор 60 сварки включает запоминающее устройство для сохранения части или полной информации о контроле. Предпочтительно один или более параметров сварки запоминаются на дисководе или ленте. Достаточное число параметров сварки предпочтительно запоминается так, чтобы техник мог проверять качество наплавленного валика сварного шва 30, сформированного между двумя торцами 22 трубы.
Монитор 60 сварки также включает в себя схему локации для локации географического положения сформированного наплавленного валика сварного шва 30. Схема локации включает в себя антенну 66, опорный GPS приемник и микропроцессор для расчета положения сформированного наплавленного валика сварного шва. В качестве антенны 66 может использоваться любая из множества коммерчески доступных антенн, имеющая низкое усиление. Опорный GPS приемник предназначен для определения глобальной широты и долготы наплавленного валика сварного шва, сформированного сварочной системой, посредством восприятия сигналов 70 со спутников 80. В мониторе 60 сварки обеспечивается модуль памяти для запоминания информации о местоположении, поступающей из GPS модуля, записи динамики перемещения GPS модуля и содержит информацию, соответствующую информации о глобальной широте и долготе. Часы обеспечиваются в мониторе 60 сварки для подачи данных о времени и информации в схему слежения. Монитор сварки 60 предпочтительно включает в себя телекоммуникационную схему для создания связи с отдаленным местоположением таким образом, чтобы в монитор сварки загружать информацию из главной системы и/или пересылать информацию в монитор сварки и из него. Предпочтительно в монитор сварки включают телефонную систему и модуль передачи данных через спутник для того, чтобы обеспечить канал передачи данных в отдаленное местоположение. Действие GPS схемы слежения известно в технике и не будет далее описываться.
Ниже вкратце описано действие сварочной системы со ссылкой на фиг.2. Схема сварки включает в себя заранее заданные и/или загружаемые параметры сварки. Схема сварки управляет формированием наплавленного валика сварного шва 30 на секциях 20 трубы. Монитор сварки 60 контролирует и запоминает различные параметры сварки во время формирования наплавленного валика сварного шва. Монитор сварки также контролирует и запоминает информацию, обеспечиваемую другими датчиками и контрольными приборами, используемыми при формировании трубопроводной системы. Информация о контроле запоминается предпочтительно на дисководе. По мере того, как формируется наплавленный валик сварного шва, схема позиционирования воспринимает сигналы 70 с GPS спутников 80. Предпочтительно для того, чтобы определить глобальное положение сформированного наплавленного валика сварного шва по долготе и широте, воспринимается и обрабатывается три или большее количество сигналов. Информация о положении коррелируется с параметрами контроля и запоминается на дисководе. Сохраненное в памяти местоположение и соответствующие параметры контроля могут просматриваться сразу или позже непосредственно в местонахождении или в отдаленном местонахождении по телефону, по сети Интернет, через спутник, посредством радиоволн или спутниковой связи. Техник после просмотра зарегистрированных данных непосредственно на месте и/или в отдаленном местоположении может просматривать сохраненную в памяти информацию с целью определения качества сформированного наплавленного валика сварного шва в конкретном местоположении вдоль трубопроводной системы. Техник после просмотра данных может вводить новые параметры сварки для будущего формирования наплавленного валика сварного шва и/или для исправления проблемы, связанной с ранее сформированным наплавленным валиком сварного шва.
Способность сварочной системы обеспечивать информацию о том, как формируется конкретный наплавленный валик сварного шва, и о местоположении такого наплавленного валика сварного шва вдоль трубопроводной системы, позволяет технику контролировать операции сварки по всему миру и гарантировать, что формируются качественные наплавленные валики сварных швов. Зарегистрированная информация может использоваться для выяснения будущих проблем, связанных с дефектами наплавленного валика сварного шва, и/или для исправления проблемы, связанной с ранее сформированным наплавленным валиком сварного шва.
Изобретение описано относительно предпочтительного варианта воплощения и альтернативных вариантов воплощения. Очевидно, что после прочтения и понимания подробного описания изобретения специалисты легко смогут предложить множество модификаций и изменений к раскрытым вариантам воплощения. Подразумевается, что в изобретение включаются все модификации и изменения, находящиеся в рамках настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ С ПОМОЩЬЮ КОРОТКОГО ЗАМЫКАНИЯ И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2217275C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДВОДНОГО ТРУБОПРОВОДА ПРИ ЕГО ПРОКЛАДКЕ | 2010 |
|
RU2588930C2 |
| ИМИТАТОР СВАРКИ ТРУБ В ВИРТУАЛЬНОЙ СРЕДЕ | 2009 |
|
RU2492526C2 |
| РЕШЕНИЕ ДЛЯ СВАРКИ КОРНЕВОГО ПРОХОДА | 2013 |
|
RU2600466C2 |
| СИСТЕМА И СПОСОБ, ОБЕСПЕЧИВАЮЩИЕ ОБУЧЕНИЕ ДУГОВОЙ СВАРКЕ В МОДЕЛИРУЕМОЙ СРЕДЕ ВИРТУАЛЬНОЙ РЕАЛЬНОСТИ В РЕАЛЬНОМ ВРЕМЕНИ С ИСПОЛЬЗОВАНИЕМ ОБРАТНОЙ СВЯЗИ СВАРОЧНОЙ ВАННЫ В РЕАЛЬНОМ ВРЕМЕНИ | 2009 |
|
RU2491649C2 |
| МОДУЛЬ КОНТРОЛЯ КАЧЕСТВА ПРИ ТАНДЕМНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2361705C2 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ШТУЧНЫМИ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ | 2017 |
|
RU2661526C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ СТАЛЬНЫХ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬС (ВАРИАНТЫ) | 1998 |
|
RU2136465C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ (ВАРИАНТЫ), СПОСОБ ПОДВОДА РАСПЛАВЛЕННОГО МЕТАЛЛА ИЗ ПОДАВАЕМОЙ СВАРОЧНОЙ ПРОВОЛОКИ В СВАРОЧНУЮ ВАННУ (ВАРИАНТЫ) | 2000 |
|
RU2211752C2 |
Изобретения относятся к сварке, в частности к способу и сварочной системе для сварки между собой секциий трубопроводов или металлических пластин и могут найти применение при изготовлении и прокладке трубопроводов, как заводских, так и магистральных, в судостроении и других отраслях. В процессе сварки электрод перемещается вблизи наружной периферийной поверхности секций трубы. Параметры сварки регистрируются и коррелируются с определенным положением. Положение сформированного наплавленного валика сварного шва определяется спутниками системы глобального позиционирования. Система контроля вместе с различными параметрами сварки определяет глобальное местоположение наплавленного валика сварного шва. Изобретения позволяют отслеживать выполнение сварки в любой точке поверхности с высокой точностью по долготе и широте. 2 с. и 38 з.п. ф-лы, 2 ил.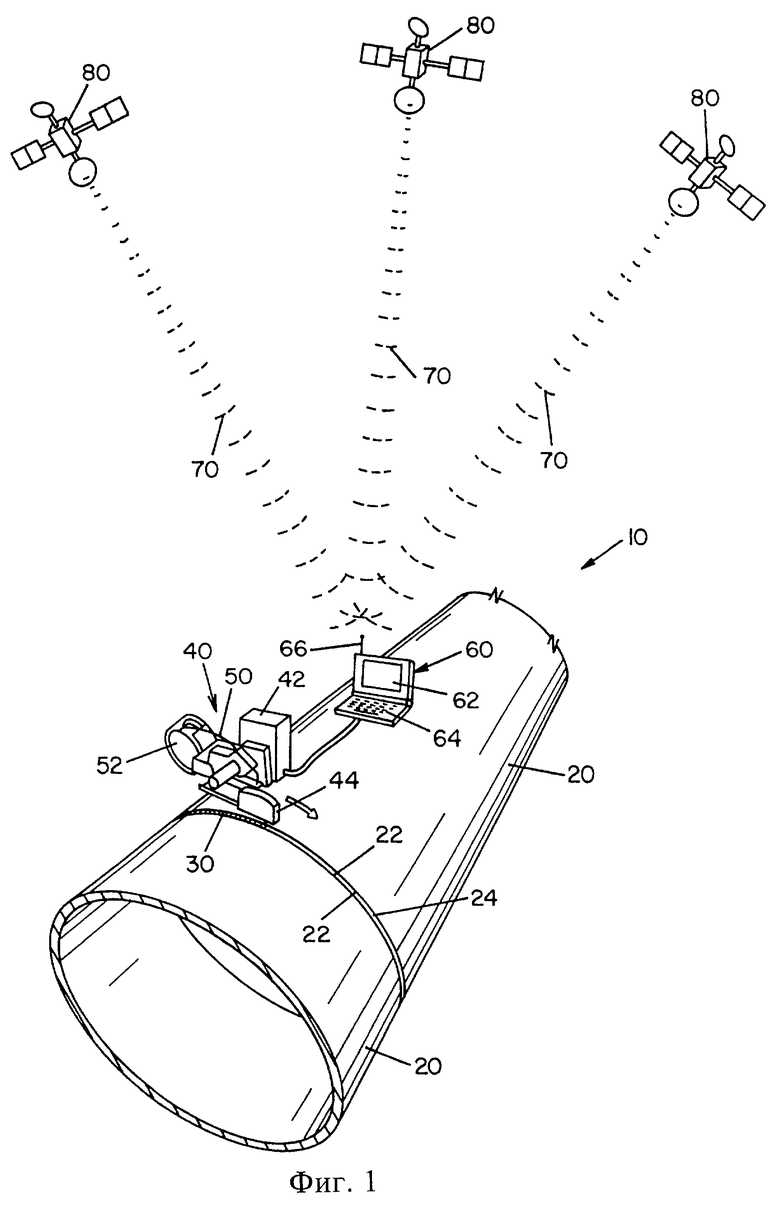
а) обеспечения сварочной головки;
б) перемещения сварочной головки к пластинам;
в) формирования наплавленного валика сварного шва между пластинами;
г) контроль по меньшей мере одного параметра сварки во время формирования наплавленного валика сварного шва;
д) определения глобального положения сформированного наплавленного валика сварного шва, который по существу зафиксирован, и
е) соотнесение глобального положения с по меньшей мере одним параметром сварки и сохранение соотнесенных данных сварки и положения для последующего определения положения и качества наплавленного валика сварного шва после его формирования.
| US 5302799 A, 12.04.1994 | |||
| US 5166495 A, 24.11.1992 | |||
| RU 9200928 A1, 20.02.1995 | |||
| СПОСОБ (ВАРИАНТЫ) И СИСТЕМА ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ОБЪЕКТА | 1990 |
|
RU2084916C1 |
| US 5015821A, 14.05.1991 | |||
| ШЕБШАЕВИЧ В.С | |||
| Международная космическая радиотехническая система обнаружения терпящих бедствие | |||
| - М.:Радио и связь, 1987, с.27-29, 44-45, 72. | |||

