Область техники
Настоящая заявка представляет собой частичное продолжение одновременно рассматриваемой заявки S.N. 09/004,707, поданной 9 января 1998 года.
Настоящее изобретение относится к сварке с помощью электрической дуги, а более конкретно, к усовершенствованному способу и устройству для сварки с помощью коротких замыканий, особенно для сварки двух стальных пластин, таких как две секции трубы.
Предшествующий уровень техники
Настоящее изобретение относится к усовершенствованию систем управления разбрызгиванием и систем управления нагреванием общего типа, описанных в патенте США 4972064. Этот ранее изданный патент включен в настоящий документ для ссылки и информации, касающейся предпосылок создания настоящего изобретения и для обсуждения их концепций в области управления разбрызгиванием, на что специально ориентировано настоящее изобретение.
Для ссылки включен также патент США 5676857. Этот более ранний патент включен в настоящий документ для ссылки и для обсуждения сварки участков трубы.
Настоящее изобретение относится к области дуговой сварки с помощью расходуемого электрода, а более конкретно, к усовершенствованному устройству и способу дуговой сварки с помощью короткого замыкания двух стальных пластин, таких как секции трубы, с помощью фитильного электрода.
В области техники, связанной со сваркой краев трубы большого диаметра, традиционной является обработка на станке каждой трубы для получения внешней наклонной поверхности и узкой плоской фаски; а также приведение обработанных на станке краев в угловое совмещение с фасками на близком расстоянии, в основном, на расстоянии для образования кромки, подготовленной под сварку, которое включает зазор между двумя краями трубы. Как только трубы позиционированы, одна или более сварочных головок приводятся в движение вокруг трубы, чтобы обеспечить сварку на 360o. Сварка обычно осуществляется в несколько этапов. Сначала делается проход при заварке корня шва там, где, по меньшей мере, внутренние кромки или фаски труб сплавляются, а зазор между фасками заполняется наплавленным металлом. После этого делается ряд проходов, заполняющих разделку, в которых пространство, образованное наклонной поверхностью, заполняется так, что направленный металл находится, по меньшей мере, заподлицо с внешней поверхностью данной трубы.
Непосредственно перед проходом при заварке корня шва или во время него края трубы должны быть расположены в точном соответствии друг другу, чтобы получить качественный сварной шов между двумя краями трубы. Проход при заварке корня шва представляет собой весьма важную часть операции сварки. Как только проход при заварке корня шва завершен, обеспечивается подгонка труб и может быть начата сварка следующего соединения вниз по линии. Таким образом, во время прохода при заварке корня шва должен быть выполнен 100% плотный наплавленный валик. Плотность наплавленного валика означает полное сплавление обеих фасок сквозь внутреннюю поверхность труб и полное заполнение зазора между фасками наплавленным металлом. Нанесение наплавленного металла внутри зазора является трудным, потому что сварной шов должен быть выполнен путем перемещения сварочных головок вокруг трубы таким образом, что положение шва меняется от ручной сварки в нижнем положении, вертикальной сварки снизу вверх или сверху вниз при потолочном шве при выполнении прохода при заварке корня шва вокруг трубы. Во время прохода при заварке корня шва секции трубы должны удерживаться в положении подгонки по всему проходу при заварке корня шва для получения качественного сварного шва. Обычно трубы зажимаются вместе для сохранения положения подгонки во время сварки. В дополнение к осложнениям положения шва и соображениям подгонки труб наплавленный металл, образованный во время прохода при заварке корня шва, должен заполнять зазор между секциями трубы, но не должен проходить через зазор и накапливаться на внутренней поверхности трубы. Наплавленный валик должен образовывать относительно гладкую поверхность по отношению к внутренней части трубы, которая имеет очень небольшой выступ внутрь трубы, если вообще имеет. Избыточный выступ наплавленного валика в трубе может: 1) создавать проблемы с аппаратами, работающими внутри труб для проверки плотности системы труб, и 2) вызывать нежелательное смешивание и турбулентность текучей среды при транспортировке текучих сред через систему труб.
Чтобы решить проблему выступания наплавленного валика внутрь трубы, обычно используется проход изнутри трубы при заварке корня шва. Такой способ сварки обеспечивает контроль фаски наплавленного валика во время прохода при заварке корня шва, чтобы предотвратить нежелательный выступ внутрь трубопровода. Тем не менее, такой способ сварки требует специально сконструированного и дорогостоящего оборудования. В дополнение к этому такой способ сварки занимает много времени и повышает стоимость при различных применениях. Более того, такой способ сварки может использоваться только для труб большого диаметра. Трубы с маленьким диаметром не могут вмещать аппаратуру сварки внутри трубы. Другой способ сварки, который предотвращает выступ наплавленного валика внутрь трубы, состоит в использовании опорных плит или опорных колодок, расположенных на внутренней части трубы и над зазором между секциями трубы. Опорная плита предотвращает выступание наплавленного валика внутрь секций трубы во время прохода при заварке корня шва наплавленного валика. Тем не менее, использование опорных плит также занимает много времени и ограничено трубами с относительно большим диаметром. В дополнение к этому опорная плита во многих случаях оказывается приваренной к внутренней части секции трубы во время прокладывания прохода при заварке корня шва. Следовательно, опорная плита должна позднее быть снята, что является дорогостоящим и может повредить наплавленный валик во время снятия приваренной плиты.
Аппарат для сварки, который позволяет решить многие проблемы, связанные с известными способами сварки труб, представлен в патенте США 5676857. В этом патенте описано усовершенствование сварки края двух секций трубы с помощью аппарата для сварки, имеющего два электросварочных аппарата для труб большого диаметра, которые непрерывно перемещаются по трассе вокруг периферийной области трубы. Электросварочные аппараты для труб большого диаметра включают специальный источник питания в режиме короткого замыкания для создания корневого валика со сквозным проплавлением между двумя краями трубы. В этом патенте изложено, что при использовании этой системы сварки с соответствующей скоростью перемещения электросварочного аппарата и скоростью подачи сварочной проволоки имеет место только незначительный прожог сквозь каждую кромку наклонной поверхности, и на внутренней части трубы образуется небольшой плоский сварной шов, таким образом снимая необходимость производить первоначальный проход при заварке корня шва по внутренней части трубы или использовать внутри трубы другие типы оборудования, такие как опорная плита. Хотя способ сварки, представленный в патенте США 5676857, позволяет решить ряд проблем, связанных со сваркой секций трубы, проблемы, связанные с составом сплава наплавленного металла корневого валика со сквозным проплавлением и защитой наплавленного металла корневого валика со сквозным проплавлением от отрицательных воздействий атмосферы, сохраняются.
Источник питания в режиме короткого замыкания предназначен для работы с твердым проволочным электродом и во время сварки наплавленный металл защищен от воздействия атмосферы за счет использования различных типов и смесей защитных газов. Хотя использование твердой проволоки и защитного газа дает в различной окружающей среде отличный наплавленный валик. Способ сварки с помощью короткого замыкания имеет ряд ограничений при использовании для сварки секций трубы. Так как используются твердые проволочные электроды, состав корневого валика со сквозным проплавлением ограничен имеющимися составами сплава электродов для использования при сварке с помощью короткого замыкания. Состав наплавленного металла должен точно соответствовать составу металлической трубы, чтобы образовать прочный и долговечный наплавленный валик. Так как состав трубы будет меняться в зависимости от использования этой трубы, могут возникнуть проблемы с получением твердого проволочного электрода, который образует наплавленный металл, связывающий секции с оптимальными характеристиками.
Другое ограничение процесса сварки с помощью короткого замыкания состоит в необходимости использования защитного газа для защиты наплавленного валика от отрицательного воздействия окружающей среды. Аппарат для сварки должен включать приспособление для хранения и направления защитного газа в область сварки. Такое приспособление должно включать приспособление для установки контейнеров с защитным газом, регуляторы, расходомеры, шланги и другие устройства, необходимые для направления защитного газа в область сварки во время сварки. Защитный газ предотвращает реакцию кислорода, азота, водорода и других соединений в атмосфере с расплавленным металлом и/или их улавливание расплавленным металлом. Эти элементы могут вызвать пористость наплавленного валика, разбрызгивание наплавленного металла и т.д., что может значительно снизить прочность и качество наплавленного валика. Использование защитного газа в контролируемой среде внутри помещения эффективно для предотвращения отрицательного воздействия окружающей среды на направленный валик; тем не менее, использование защитных газов в окружающей среде вне помещений при сварке затруднено при наличии ветра. Чтобы свести к минимуму эти эффекты, необходимо установить специальные щиты по траектории перемещения электрода, чтобы защитить защитный газ от ветра во время сварки. Использование таких щитов или других конструкций, чтобы свести к минимуму воздействие атмосферы на наплавленный валик, является дорогостоящим и одновременно усложняет конструкцию аппарата для сварки.
В свете проблем, связанных со сваркой секций труб в различных типах окружающей среды, и для изготовления высококачественного наплавленного валика, имеющего состав, в основном схожий с составом труб, которые привариваются друг к другу, возникает необходимость в усовершенствованном способе и аппарате, который может решить такие проблемы во время сварки труб.
Краткое изложение сущности изобретения
Настоящее изобретение относится к способу и аппарату для сварки двух стальных пластин с помощью короткого замыкания предпочтительно по одной стороне пластин. Предпочтительно способ и аппарат для сварки с помощью короткого замыкания используются для сварки секций трубы и образования между этими двумя секциями корневого валика со сквозным проплавлением; тем не менее, настоящее изобретение имеет более широкое применение и может быть использовано для сварки различных металлических предметов различным путем в различной окружающей среде.
В соответствии с одним из основных аспектов настоящего изобретения для сварки края первого обрабатываемого изделия с краем второго обрабатываемого изделия используют способ дуговой сварки коротким замыканием с помощью сварочного аппарата, имеющий механизм подачи металлического фитильного электрода с флюсом и механизм перемещения сварочного аппарата вдоль трассы на внешней периферийной части обрабатываемого изделия. Вышеуказанный сварочный аппарат непрерывно перемещается вдоль вышеуказанной трассы во время вышеуказанной сварки, осуществляя первоначальный проход при сварке по соседним краям вышеуказанных первого и второго обрабатываемых изделий с образованием зазора между внешними частями указанных первого и второго обрабатываемых изделий и перемещением металлического фитильного электрода с флюсом в направлении обрабатываемого изделия вдоль указанного зазора. Указанный электрод плавится с помощью электрической волны, включающей участок передачи короткого замыкания и участок управляемого плавления. Мощностью или энергией плавления указанной электрической волны управляют для связывания указанного зазора путем формирования сварного шва вдоль протяженного канала между указанными обрабатываемыми изделиями. Во время указанного первоначального прохода осуществляют изменение скорости указанного сварочного аппарата и/или скорости подачи указанного электрода без остановки указанного сварочного аппарата, при этом осуществляют непрерывное перемещение указанного сварочного аппарата для удержания края указанного электрода впереди сварочной ванны.
В соответствии с другим основным аспектом настоящего изобретения для сварки двух расположенных на расстоянии друг от друга краев первого обрабатываемого изделия и второго обрабатываемого изделия, формирующих протяженный канал между ними, определяющий зазор между изделиями, используют аппарат дуговой сварки коротким замыканием, который включает тележку для сварки, расположенную вплотную к указанному зазору. Вышеуказанная электрическая тележка подключена к источнику питания. Вышеуказанный аппарат дуговой сварки включает также сварочный аппарат, имеющий механизм для подачи металлического фитильного электрода с флюсом, сварочную головку, металлический фитильный электрод с флюсом и механизм для направления указанного сварочного аппарата вокруг периферии указанного обрабатываемого изделия. Сварочная головка указанного сварочного аппарата соединена с указанным источником питания соединителем. Скорость указанного сварочного аппарата во время формирования наплавленного валика контролируется контроллером скорости. Задачей контроллера скорости является непрерывное перемещение сварочного аппарата относительно указанного обрабатываемого изделия во время формирования сварного шва. Вышеуказанный сварочный аппарат далее включает сварочную токовую цепь, которая подает ток к указанному электроду, при этом указанная сварочная токовая цепь включает первую цепь для создания тока переноса и вторую цепь для создания тока плавления, при этом указанная вторая цепь подает достаточное количество тока к указанному электроду для формирования корневого валика со сквозным проплавлением в указанном канале. Указанный электрод управляемо перемещается в направлении к указанному зазору указанным механизмом для подачи электрода.
В соответствии с другим аспектом настоящего изобретения после первоначального прохода сварочного аппарата осуществляются дополнительные проходы.
В соответствии с еще одним аспектом настоящего изобретения скорости указанного сварочного аппарата и/или скорости подачи указанного электрода изменяют в соответствии с наблюдением сварочной ванны при перемещении сварочного аппарата по периферии предпочтительно с помощью соответствующего механизма. В предпочтительном варианте настоящего изобретения меняется скорость перемещения электрода механизмом для подачи электрода, а также меняется скорость перемещения указанного сварочного аппарата. Более того, скорость перемещения указанного электрода, передаваемая механизмом для подачи электрода, может представлять собой функцию скорости перемещения сварочного аппарата вокруг трассы. При этом изменение скорости сварочного аппарата может осуществляться дистанционно.
В соответствии с еще одним аспектом настоящего изобретения сварочная головка колеблется между первым и вторым краями обрабатываемого изделия предпочтительно с помощью механизма для колебания указанной сварочной головки между первым и вторым краями обрабатываемого изделия. Ширина указанных колебаний может быть регулируемой, так же как и высота указанной сварочной головки от указанных первого и второго краев обрабатываемого изделия может быть регулируемой предпочтительно с помощью механизма регулировки угла указанной сварочной головки. Далее может быть регулируемым угол указанной сварочной, головки относительно первого и второго краев указанных обрабатываемых изделий предпочтительно с помощью механизма регулировки угла указанной сварочной головки.
В соответствии с предпочтительным вариантом реализации настоящего изобретения электродная сварочная проволока и механизм подачи сварочной проволоки могут заменить металлический фитильный электрод с флюсом и механизм подачи электрода соответственно.
В соответствии с другим предпочтительным вариантом реализации настоящего изобретения обрабатываемые изделия являются трубами, а единственный сварочный аппарат создает сварной шов, проходящий по окружности трубы.
В соответствии с еще одним предпочтительным вариантом реализации настоящего изобретения источник питания представляет собой инвертор с выходным трансформатором, запускающим выпрямитель.
В соответствии с предпочтительным вариантом реализации настоящего изобретения имеются две секции трубы, которые расположены вместе для образования канавки между краями двух секций трубы, тележка для сварки, расположенная вокруг канавки, образованной двумя секциями трубы, расходуемый фитильный электрод, источник питания с положительной и отрицательной клеммами, токовая цепь, которая подает сварочный ток заданного профиля на канавку между секциями трубы и расходуемый фитильный электрод. Секции трубы предпочтительно подгоняются с помощью зажимов. Зажимы удерживают вместе секции трубы, по меньшей мере, до тех пор, пока корневой валик со сквозным проплавлением не будет выполнен в канавке между секциями трубы. Предпочтительно секции трубы подогнаны таким образом, что небольшой зазор имеет место в канавке, которая образована двумя секциями трубы. Тележка для сварки предпочтительно выступает, по меньшей мере, на 180o по окружности канавки и предпочтительно на 360o по окружности канавки. Тележка для сварки предназначена для скольжения вдоль направляющей по мере перемещения по окружности канавки, причем эта направляющая прикреплена к периферийной части трубы. Тележка для сварки включает приводной двигатель, который в соединении с роликами или скользящими подшипниками другого типа позволяет тележке для сварки скользить вдоль направляющей по окружности канавки с необходимой скоростью. Тележка для сварки включает механизм, который управляет перемещением расходуемого фитильного электрода к канавке во время процесса сварки. Механизм управления перемещением фитильного электрода может быть выполнен совместно с механизмом для управления перемещения тележки относительно канавки во время сварки или отдельно от него. Токовая цепь для сварки включает первую цепь для контроля электрического тока в условиях короткого замыкания, когда расплавленный металл на краю расходуемого электрода первично переводится в сварочную ванну внутри канавки под воздействием поверхностного натяжения. Ток подготовительного разряда включает импульс самостягивающегося разряда поперек расплавленного металла при условии короткого замыкания, что помогает обеспечить передачу расплавленного металла с электрода на сварочную ванну. Цепь сварочного тока также включает вторую цепь для создания тока плавления. Ток плавления представляет собой сильный токовый импульс, который передается через дугу и предпочтительно имеет заранее заданную энергию или потребляемую мощность, используемую для плавления относительно постоянного объема металла на краю расходуемого фитильного электрода, когда электрод находится на расстоянии от сварочной ванны.
В соответствии с другой особенностью настоящего изобретения фитильный электрод включает флюсовую систему внутри фитильного электрода для обеспечения защитного газа во время процесса сварки.
В соответствии со следующей особенностью настоящего изобретения расходуемый фитильный электрод включает сплавы металлов в фитиле для получения состава наплавленного валика, который в основном аналогичен составу свариваемых труб. Наплавленный валик, имеющий состав, который близко соответствует составу секций трубы, образует прочный, износоустойчивый, высококачественный наплавленный валик. Некоторые фитильные электроды требуют защитного газа, особенно при использовании для сплавления.
В соответствии с последующей особенностью настоящего изобретения вторая цепь цепи сварного тока обеспечивает значительное повышение последнего во время первоначального этапа образования дуги. Значительное повышение тока предпочтительно имеет заранее выбранную I(t) область или энергию для плавления относительно постоянного объема металла на краю расходуемой проволоки, когда эта проволока расположена на расстоянии от сварочной ванны. Энергия, создаваемая во время нагнетания плазмы, предпочтительно достаточна для создания сферического металлического шара, имеющего диаметр, не более чем в два раза превышающий диаметр сварочной проволоки. Предпочтительно, чтобы после увеличения тока для получения участка повышения тока плазмы высокое значение тока поддерживается в течение заранее выбранного периода времени, а затем падает в течение периода времени до тех пор, пока необходимая энергия или потребляемая мощность не будут приложены к электроду для расплавления необходимого объема электрода.
В соответствии с еще одной особенностью настоящего изобретения цепь сварочного тока ограничивает величину энергии, подаваемую на электрод, чтобы предотвратить нежелательное плавление краев секций трубы во время нанесения наплавленного валика и/или чтобы поддерживать наплавленный валик избыточно горячим во время сварки, чтобы таким образом предотвратить прохождение расплавленного металла через зазор между краями секций трубы и внутрь секций трубы.
В соответствии с дальнейшей особенностью настоящего изобретения цепь сварочного тока включает цепь для получения базового тока. Базовый ток представляет собой ток низкого уровня, который поддерживается лишь несколько выше уровня, необходимого для поддержания искры после завершения короткого замыкания. Базовый ток предпочтительно поддерживается в течение цикла сварки, чтобы дуга не была погашена во время сварки, что неблагоприятно.
В соответствии с еще одной особенностью настоящего изобретения аппарат для сварки включает контроллер для изменения полярности во время процесса сварки для получения необходимой теплоты в сварочной ванне.
При использовании сварочного аппарата с передачей поверхностного натяжения компании "Линкольн электрик" или процесса сварки с помощью короткого замыкания с передачей поверхностного натяжения, который осуществляется с помощью этого аппарата для сварки с фитильным электродом, достигается безгазовый процесс сварки. При использовании фитильного электрода с собственным защитным покрытием его полярность нормально является отрицательной. При использовании в аппарате для сварки процесса с отрицательным электродом ванна с передачей поверхностного натяжения с обрабатываемым изделием является горячей, а охлаждение этой ванны требует времени, позволяя валику тянуться назад. Следовательно, процесс передачи поверхностного натяжения подразумевает уменьшение базового тока для уменьшения теплоты в сварочной ванне. Эта коррекция уменьшает объем тепла в общем процессе сварки. При реверсировании полярности сварочного аппарата с передачей поверхностного натяжения в условиях положительного электрода сварочная ванна с обрабатываемым изделием является слишком холодной. В соответствии с одной из особенностей настоящего изобретения в аппарате для сварки с передачей поверхностного натяжения или в процессе стандартная отрицательная полярность электрода меняется на положительную полярность электрода во время всего процесса сварки. Таким образом, тепло контролируется без изменения уровня базового тока. Теплота сварочной ванны контролируется по выбранной температуре путем регулировки соотношения сварки отрицательным электродом и положительным электродом.
Основная цель настоящего изобретения состоит в предложении системы дуговой сварки с коротким замыканием и способа, который дает высококачественный наплавленный валик между двумя металлическими пластинами.
Другая цель настоящего изобретения состоит в предложении системы дуговой сварки с коротким замыканием и способа, который точно следит за необходимым профилем тока во время сварки двух металлических пластин.
Следующая цель настоящего изобретения состоит в предложении системы дуговой сварки с коротким замыканием и способа, который дает высококачественный наплавленный валик вдоль канавки по краям двух секций трубы.
Последующая цель настоящего изобретения состоит в предложении системы дуговой сварки с коротким замыканием и способа подачи контролируемого количества энергии к электроду для образования направленного валика в канавке между двумя секциями трубы, не вызывая прохождение расплавленного металла через канавку во внутреннюю часть трубы.
Еще одна цель настоящего изобретения состоит в предложении системы и способа, который дает наплавленный валик без необходимости во внешних защитных газах.
Еще одна цель настоящего изобретения состоит в предложении системы и способа, как определено выше, которые дают наплавленный валик, имеющий состав, в основном аналогичный составу свариваемой трубы.
Еще одна цель настоящего изобретения состоит в использовании фитильного электрода в аппарате для сварки с помощью короткого замыкания для образования высококачественного наплавленного валика.
Еще одна цель настоящего изобретения состоит в предложении аппарата и способа сварки с помощью короткого замыкания, причем эти аппарат и способ включают изменение полярности сварочного тока во время процесса сварки.
Еще одна цель настоящего изобретения состоит в предложении аппарата и способа, причем эти аппарат и способ контролируют тепло в сварочной ванне путем регулировки соотношения положительной полярности электрода и отрицательной полярности электрода либо во время цикла, либо от одного цикла к следующему.
Еще одна цель настоящего изобретения состоит в работе аппарата для сварки с передачей поверхностного натяжения без необходимости в защитном газе и при контроле температуры в сварочной ванне путем регулировки полярности.
Другие цели и преимущества станут очевидными из следующего описания, рассмотренного вместе с прилагаемыми чертежами.
Краткое описание чертежей
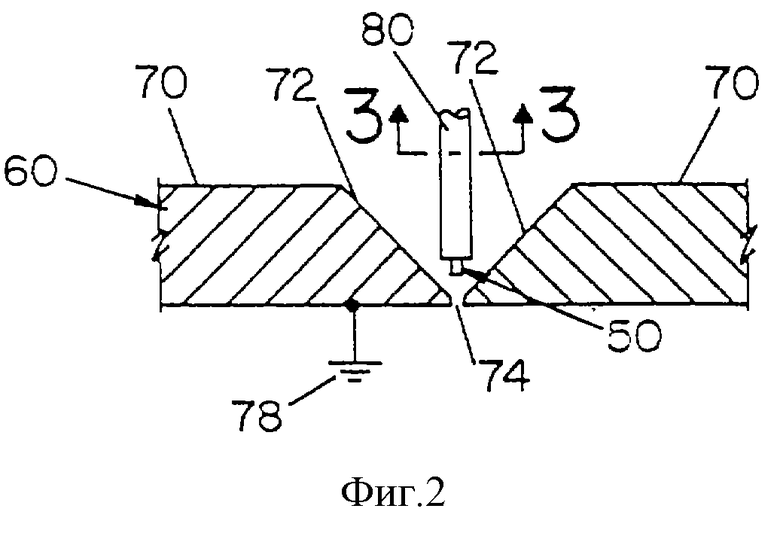
Фиг. 1 представляет собой блок-схему, иллюстрирующую особенности в широком смысле цепи контроля в соответствии с настоящим изобретением;
фиг.2 представляет собой частичный вид канавки между двумя краями секции трубы и положение электрода в канавке для формирования корневого валика со сквозным проплавлением;
на фиг. 3 представлено поперечное сечение токопроводящего мундштука и в нем фитильного электрода;
на фиг.4 представлен график тока, иллюстрирующий профиль кривой единичного цикла сварки, используемого в системе, или способа, используемого в настоящем изобретении, где электрод представляет собой положительный контакт, а обрабатываемое изделие - отрицательный контакт;
на фиг. 5 представлен инвертированный профиль единичного цикла сварки, аналогичного показанному на фиг.4, где электрод является отрицательным, а обрабатываемое изделие - положительным;
фиг. 6 представляет собой блок-схему аппарата для осуществления способа выбора полярности циклов сварки при процессе сварки с помощью короткого замыкания;
фиг.7 представляет собой график сварочного тока прямой полярности;
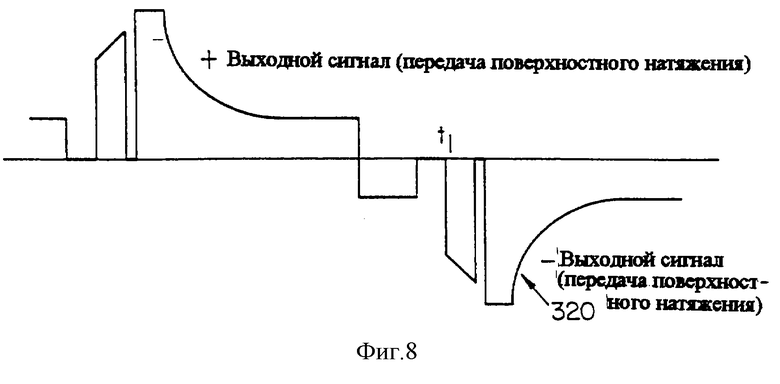
фиг.8 представляет собой график сварочного тока обратной полярности;
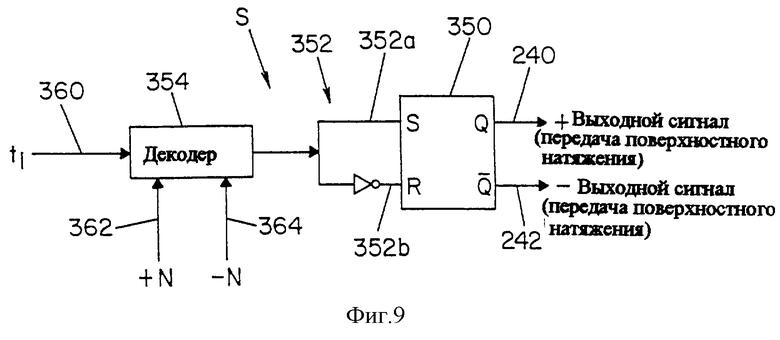
фиг. 9 представляет собой блок-схему селектора полярности, используемого в иллюстрируемом варианте осуществления настоящего изобретения;
фиг. 10 представляет собой график сварочного тока, демонстрирующий модификацию предпочитаемого варианта осуществления;
фиг. 11 представляет собой блок-схему селектора полярности, используемую для перехода с одной полярности на другую во время цикла сварки.
Предпочтительный вариант осуществления настоящего изобретения
Если теперь рассмотреть чертежи, где представленные данные предназначены только для иллюстрирования предпочтительного варианта осуществления настоящего изобретения, а не для ограничения такового, то на фиг.1 представлена система дуговой сварки с коротким замыканием, подключенная к выводу источника питания переменного тока. Предпочтительный тип сварки с помощью короткого замыкания представляет собой тип с передачей поверхностного натяжения (ППТ). Сварочная цепь и контрольное приспособление для такого типа сварки представлено в патенте США 4972064, причем этот патент включен в настоящий документ. Следовательно, ниже будет представлено только общее рассмотрение сварочной цепи.
Поскольку предпочтительный вариант реализации настоящего изобретения не полностью проиллюстрирован на соответствующих чертежах, ниже он будет кратко охарактеризован следующим образом. Аппарат для дуговой сварки коротким замыканием используется для сварки двух расположенных на расстоянии друг от друга краев первого обрабатываемого изделия и второго обрабатываемого изделия, в особенности краев труб, формирующих протяженный канал между изделиями, определяющий зазор между изделиями. Аппарат для дуговой сварки включает тележку для сварки, расположенную вплотную к зазору. Электрическая тележка для сварки подключена к источнику питания. Кроме того, вышеуказанный аппарат для дуговой сварки включает также сварочный аппарат, имеющий механизм для подачи металлического фитильного электрода с флюсом, сварочную головку и металлический фитильный электрод с флюсом, который предпочтительно представляет собой электрод с самозащитой. Предпочтительно фитильный электрод с флюсом включает компоненты сплава в сердечнике для образования наплавленного валика, имеющего состав, в основном аналогичный составу обрабатываемых изделий. Вместо металлического фитильного электрода с флюсом может быть использована проволока для сварки. Сварочный аппарат направляется с помощью соответствующего механизма вокруг периферии обрабатываемого изделия. Сварочная головка сварочного аппарата соединена посредством соединителя с источником питания, предпочтительно с источником питания в виде инвертора с выходным трансформатором, запускающим выпрямитель.
Непрерывное перемещение и скорость указанного сварочного аппарата во время формирования наплавленного валика контролируется контроллером скорости. Кроме того, сварочный аппарат включает сварочную токовую цепь, которая подает ток к электроду. При этом сварочная токовая цепь включает первую цепь для создания тока переноса и вторую цепь для создания тока плавления, и указанная вторая цепь подает достаточное количество тока к электроду для формирования корневого валика со сквозным проплавлением в указанном канале. Вторая цепь направляет предварительно выбранное количество энергии на электрод для плавления относительно постоянного объема указанного электрода во время каждого сварочного цикла. Сварочная токовая цепь ограничивает количество энергии, направленной на указанный электрод, для предотвращения прохождения расплавленного металла через указанный зазор. Задача механизма для подачи электрода заключается в управляемом перемещении электрода в направлении к указанному зазору.
Кроме того, аппарат для дуговой сварки включает механизм - предпочтительно дистанционный - для изменения скорости сварочного аппарата по мере того, как сварочный аппарат движется вокруг периферии обрабатываемого изделия. В дополнение или вместо этого может изменяться и скорость подачи электрода по мере того, как сварочный аппарат движется вокруг периферии обрабатываемого изделия. В данном случае скорость подачи электрода изменяется механизмом для подачи электрода. Более того, скорость перемещения электрода, передаваемая механизмом для подачи электрода, может представлять собой функцию скорости перемещения сварочного аппарата вокруг трассы.
Далее аппарат для дуговой сварки включает механизм, обеспечивающий колебания сварочной головки между первым и вторым краями обрабатываемых изделий, причем ширина указанных колебаний может быть регулируемой. Аппарат для дуговой сварки включает также механизм регулировки высоты и угла указанной сварочной головки относительно первого и второго краев указанных обрабатываемых изделий.
Источник питания представляет собой источник питания постоянного тока, предпочтительно состоящий из двигателя 10, такого как газовый двигатель, который питает генератор 12 для получения переменного тока 13. Переменный ток 13 затем выпрямляется с помощью выпрямителя 14 для получения постоянного тока 20. Фазорегулятор 16 управляет выпрямителем 14 для получения, в основном, однородного постоянного тока 20. Постоянный ток 20 затем преобразуется в импульсы с помощью модулятора 30. Формы импульса контролируются с помощью схемы формирования 32, чтобы, таким образом, создать необходимый импульс с помощью постоянного тока 20 через выходные клеммы 34, 36. Как можно увидеть, источник питания не должен быть источником с выпрямленным выходом, а должен представлять собой любой другой соответствующий источник постоянного тока.
Постоянный ток с широтно-импульсного модулятора 30 направлен к области сварки, которая включает расходуемый фитильный электрод 50 и обрабатываемое изделие 60.
Если рассмотреть сварку обрабатываемого изделия 60, электрод 50 периодически находится в условиях короткого замыкания, когда электрод 50 контактирует с обрабатываемым изделием 60, и горения дуги, когда электрод 50 расположен на расстоянии от обрабатываемого изделия 60. В условиях горения электрической дуги последняя создается между обрабатываемым изделием 60 и электродом 50 для плавления и поддержания расплавленным края электрода, когда он подается к обрабатываемому изделию для создания в последующем условий для короткого замыкания. Этот тип цикла сварки схематично представлен на фиг.4 и 5. Как показано на фиг.4 и 5, цикл сварки чередуется между условием короткого замыкания и условием наличия плазмы.
При условии наличия плазмы необходимо, чтобы дуга создавалась и поддерживалась все время для плавной и эффективной сварки. Цикл сварки, который повторяется несколько раз в секунду, должен точно контролироваться для уменьшения разбрызгивания в разное время в течение цикла сварки. Широтно-импульсный модулятор 30 работает на высокой частоте. В предпочтительном варианте осуществления рабочая частота широтно-импульсного модулятора 30 составляет 20 кГц, причем ширина последующего импульса тока определяется напряжением на линии 33 с контроллера формы 32. Когда система управления с обратной связью требует большую величину силы тока в цикле сварки, более высокое напряжение появляется на линии 33, вызывая более широкий импульс во время следующего импульса с широтно-импульсного модулятора 30. Таким образом, требуемый ток для сварочного цикла меняется 220,000 раз каждую секунду. Так как самая высокая скорость цикла обычно находится в пределах от 100 до 400 циклов в секунду, во время каждого цикла сварки обеспечивается множество корректирующих импульсов. В соответствии с известной практикой цепь сварочного тока включает схему предупреждения, имеющую выходную линию 40 для контроля переключателя 42.
Цепь сварочного тока направляет ток в рабочую область в соответствии с работой контроллера 30 широтно-импульсного модулятора 30 до тех пор, пока dr/dt (где r представляет собой сопротивление электрода), di/dt или dv/dt не укажут на предстоящее расплавление во время цикла пинча. Когда имеет место детектирование, неавтономная логическая схема 40 меняет полярность для открывания переключателя 42. Тем самым резистор или демпфер 39 соединяется последовательно с магистральным дросселем 38. Так как магистральный дроссель имеет небольшое индуктивное реактивное сопротивление, в цепи тока сварки накапливается очень небольшое количество энергии. Следовательно, электрический ток, создаваемый цепью сварки между электродом и обрабатываемым изделием, немедленно падает до уровня, определяемого резистором 39.
В соответствии с настоящим изобретением к цепи тока сварки добавляется, в основном, параллельная цепь базового тока. Цепь базового тока продолжает обеспечивать от пяти до семи ампер тока на обрабатываемом изделии независимо от рабочих условий сварочной цепи. В результате этого базовый ток обеспечивает такие условия, что ток, по меньшей мере, от пяти до семи ампер проходит между электродом и обрабатываемым изделием во время цикла сварки, предотвращая таким образом гашение дуги между электродом и обрабатываемым изделием во время любой фазы цикла сварки.
В соответствии с фиг.2 и 3 кромки 70 трубы, как проиллюстрировано, имеют каждая наклонную поверхность 72, которая образует канавку между кромками трубы. Кромки трубы расположены на таком расстоянии, что между этими кромками трубы имеется зазор 74. В соответствии с известной практикой края трубы позиционированы и прикреплены друг к другу предпочтительно с помощью зажимов до тех пор, пока по меньшей мере корневой валик со сквозным проплавлением не будет выполнен в канавке между кромками трубы, заполняя, таким образом, зазор 74. Заземление 78 трубы соединено с ней для замыкания дуговой цепи между электродом 50 и трубой. Электрод 50 направлен в канавку между двумя краями трубы с помощью токопроводящего мундштука 80. Во время цикла сварки электрод получает питание через токопроводящий мундштук 80 электрода, чтобы передавать расплавленный металл от края электрода в канавку между краями электрода для формирования корневого валика со сквозным проплавлением.
В соответствии с фиг.3 электрод 50 представляет собой расходуемый фитильный электрод, который включает внешнюю металлическую оболочку 52 и электродный стержень 54. Предпочтительно металлическая оболочка 52 электрода выполнена из углеродистой стали или какого-либо другого типа металла или сплава. Предпочтительно состав металлической оболочки выбирается сходным с основным металлическим компонентом секций трубы. Электродный стержень 54 предпочтительно включает флюсы и/или сплав и металлы. Флюсы могут включать смеси для создания шлака на наплавленном валике для защиты этого наплавленного валика до его отверждения для удерживания наплавленного валика в позиции до его отверждения и/или для защиты наплавленного металла во время образования наплавленного металла. Флюс может также включать компоненты, которые образуют защитный газ для защиты корневого валика со сквозным проплавлением от отрицательного воздействия окружающей среды. Предпочтительно компоненты флюса включают фторид и/или карбонат для образования защитного газа во время сварки, чтобы устранить необходимость во внешних защитных газах во время сварки. Использование такого электрода сильно упрощает аппарат для сварки. Необходимость в источнике внешнего защитного газа отпадает. В дополнение к этому нет необходимости в специальном щите для защиты наплавленного валика от воздействия окружающей среды, так как защитный газ образуется на наплавленном валике и, таким образом, защищает наплавленный валик при любых условиях воздействия со стороны окружающей среды. Шлак, который образуется на наплавленном валике, далее защищает наплавленный валик от воздействия окружающей среды, что обеспечивает в результате получение качественных наплавленных валиков. До сих пор фитильный электрод с флюсом не использовался при таком типе сварки с помощью короткого замыкания. Удивительно, но фитильный электрод с флюсом хорошо работал в аппарате для сварки с помощью короткого замыкания и образовывал защитный газ и шлак, который надежно защищал наплавленный валик от отрицательного воздействия атмосферы. В электродный стержень 54 также предпочтительно включены легирующие добавки. Легирующие добавки предпочтительно выбраны таким образом, что эти легирующие добавки в комбинации с составом металлической оболочки 52 электрода образуют направленный валик, имеющий состав, в основном аналогичный составу металла труб. Фитильный электрод с флюсом обеспечивает универсальность способа сварки и аппарата за счет того, что этот электрод одновременно обеспечивает надежную защиту наплавленного валика во время сварки без необходимости во внешнем защитном газе и образует наплавленный валик с таким же или близким составом металла трубы, образуя, таким образом, высококачественный наплавленный валик во всех типах окружающей среды и при большом разнообразии составов металла трубы.
На фиг. 4 и 5 схематично представлена работа предпочтительного варианта осуществления настоящего изобретения. На фиг.4 показан желательный профиль силы тока для обеспечения незначительного разбрызгивания и для предотвращения прохождения наплавленного валика через проход 74 во внутреннюю часть системы труб. Таким образом, профиль силы тока делится на участок пинча, участок повышения тока плазмы и участок базового тока, в котором должна поддерживаться дуга. В профиле тока, проиллюстрированном на фиг.4, участок пинча 110 включает точку прерывания 112 и рабочую точку 114 схемы предупреждения. Участок 120 повышения профиля тока плазмы включает участок спада 122, относящийся к участку плазмы. Участок повышения тока плазмы, который является критическим для работы системы контроля разбрызгивания, представляет собой участок неизменяющегося постоянного тока, предшествующий участку спада; тем не менее, участок спада 122 может быть рассмотрен как окончание участка повышения тока плазмы или начало участка плазмы. Если следовать за участком спада 122, схема управления током сдвигается на уровень 100 базового тока, который поддерживает плазму или дугу.
Схема управления током в соответствии с настоящим изобретением поддерживает заранее выбранный уровень базового тока, предотвращая, таким образом, падение уровня тока во время горения дуги ниже заранее определенного низкого уровня тока и не позволяя дуге затухать.
Схема управления током предназначена для осуществления плавления электрода во время повышения тока плазмы и участка плазмы цикла сварки. Дальнейшее плавление электрода 50 не происходит, когда имеет место уровень 100 базового тока, так как внутреннее сопротивление, необходимое для плавления электрода, не достигается во время горения дуги, поддерживаемой только базовым током. Таким образом, базовый ток служит только для поддержания горения дуги и шарика расплавленного металла в расплавленном состоянии. Количество расплавленного металла на краю электрода 50, которое образуется за счет повышения тока плазмы и плазмы, выбирается для расплавления заранее выбранного объема расплавленного металла на краю электрода, а участок плазмы уменьшается до величины базового тока при достижении заранее выбранного объема. Продолжительность участка повышения тока плазмы и участка плазмы также выбирается для предотвращения нежелательного плавления металла вокруг зазора 74 краев 70 трубы. Такое избыточное плавление металла может дать в результате просачивание наплавленного металла в промежуток между секциями трубы. Во время образования шарика расплавленного металла на краю электрода на участке плазмы тока большое значение силы реактивного тока выталкивает расплавленный металл из сварочной ванны до тех пор, пока заранее выбранный объем расплавленного металла не будет расплавлен на краю электрода. Когда ток уменьшен, расплавленный металл может образовывать шарик, а ванна с расплавленным металлом в канавке может стабилизироваться, позволяя, таким образом, осуществлять плавный контакт между, в основном, сферическим шаром и стабилизированной сварочной ванной. Желаемое количество расплавленного металла на краю электрода регулируется путем направления заранее выбранного количества энергии или потребляемой мощности на электрод на участке плазмы цикла сварки. В течение всего времени, когда на краю электрода образуется шарик расплавленного металла, компоненты сердечника выделяют защитные газы для защиты расплавленного шарика и наплавленного металла в зазоре 74 от атмосферного воздействия. Защитные газы продолжают выделяться, пока расплавленный шарик не превратится в расплавленный металл в зазоре 74.
Когда шарик расплавленного металла сформирован на участке повышения тока плазмы и участке плазмы цикла сварки, расплавленный металл форсированно поступает в ванну с расплавленным металлом путем подачи электрода в ванну, создавая, таким образом, условия короткого замыкания. Когда шарик расплавленного металла вступает в контакт с ванной с расплавленным металлом, он переносится в ванну за счет поверхностного натяжения. Это действие вызывает окончательное отрезание расплавленного металла, выступающего между ванной и проволокой в электроде, а затем происходит разрыв и отделение шарика от проволоки. Так как во время отделения имеет место низкий базовый ток, разбрызгивание является небольшим или полностью отсутствует. Предпочтительно, схема управления током контролирует отрезание шарика расплавленного металла таким образом, что, когда горловина быстро сокращается в диаметре путем резких падений электрического тока, который во время кривой пинча 110 возрастает более постепенно до тех пор, пока не будет обнаружено приближающееся расплавление. Как только происходит обнаружение расплавления, ток сокращается до базового тока до тех пор, пока расплавленный металл на краю электрода не будет переведен в сварочную ванну.
На фиг. 4 и 5 показан стандартный цикл сварки с помощью короткого замыкания с передачей поверхностного натяжения, причем при цикле, показанном на фиг. 4, положительная клемма подсоединена к движущейся проволоке 50. При такой полярности ванна с расплавленным металлом является относительно прохладной по сравнению со стандартным циклом с передачей поверхностного натяжения, показанным фиг.5, где электрод является отрицательным. Процесс сварки с помощью короткого замыкания, при котором используется стандартная отрицательная полярность или условия подключения электрода к отрицательной клемме, показанные на фиг.5, имеет тенденцию повышать температуру расплавленного металла. Это условие обычно смягчается путем уменьшения базового тока аппарата для сварки с использованием передачи поверхностного натяжения. За счет использования другой особенности настоящего изобретения температура в ванне с расплавленным металлом контролируется с помощью аппарата для сварки 200, работающего в соответствии с настоящим изобретением, как показано на фиг.6. Аппарат для сварки 200 подает импульс сварки на движущийся металлический электрод 50 через провод, когда электрод или проволока перемещается к обрабатываемому изделию 60. Основной особенностью настоящего изобретения является использование электрода с сердечником. Дополнительная особенность настоящего изобретения проявляется в возможности использования электрода из твердой проволоки. Аппарат для сварки 200 включает переключающийся источник питания 202 в виде инвертора, подающего переключающие импульсы, управляемые широтно-импульсным модулятором 204 с шириной последовательных импульсов, определяемой напряжением на выходе усилителя сигнала ошибки 206.
Этот усилитель принимает напряжение с токового шунта 208, которое пропорционально реальному току при дуговой сварке. Входная линия 210 подает напряжение тока на усилитель с необходимым сигналом тока на линии 212 со стандартного контроллера 220. Контроллер 220 подает напряжение на линии 212, которое устанавливает ширину отдельных внезапно возникающих импульсов тока на выходе инвертора или источника питания 202. Выходной каскад 230 инвертора 202 включает трансформатор 232, имеющий отвод от средней точки 234, соединенный с положительным выпрямителем 236 и отрицательным выпрямителем 238. Селектор полярности в контроллере 220 обеспечивает логическую схему на выходе 240, когда выход источника питания должен иметь положительную полярность и логическую схему на выходной линии 242, когда источник питания должен быть переведен на отрицательную полярность. Переключатели Q1, Q2, каждый из которых имеет стандартный демпфер 244, используются для управления током в индукторе L1, имеющем участок 250 с положительной полярностью, управляемый переключателем Q1, и участок 252 с отрицательной полярностью, управляемый переключателем Q2. Линейная логическая схема 240 закрывает переключатель Q1, пропуская электрический ток через участок 250 индуктора. Линейная логическая схема 242 меняет полярность, пропуская электрический ток в участке 252 с отрицательной полярностью индуктора LI. До тех пор пока полярность в линейной логической схеме 240 является положительной, аппарат для сварки с передачей поверхностного натяжения вырабатывает положительные импульсы тока, чтобы создать цикл тока с положительной полярностью, показанный на фиг.7. Цикл 300 сварки показан как положительный цикл со всем током, имеющим положительную полярность. Цикл 300 имеет начальную точку при t1, то есть в то время, когда имеет место короткое замыкание, базовый ток стремиться к нулю. После этого ток пинч-разряда 302 вызывает передачу закороченного шарика металла с помощью поверхностного натяжения и электрического пинча до образования горловины, как указано позицией 304. Ток вновь резко уменьшается, как указано на участке 306, чтобы сократить разбрызгивание. После того, как металл передан под воздействием электрического пинч-разряда, условие плазмы повторно устанавливается с помощью импульса 310 участка повышения тока плазмы, имеющего максимальный ток дугового разряда.
Область импульса 310 участка повышения тока плазмы определяет основной размер шарика расплавленного металла на краю электрода 50 с движущейся проволокой. После импульса повышенный ток имеет "хвост" 312 с постоянной времени, завершающийся при базовом токе 314. В позиции 316 имеет место следующее короткое замыкание. До тех пор, пока сигналы логической схемы 1 появляются на выходе 240, быстро создаваемые импульсы тока имеют положительную полярность, как показано на фиг.7. После приема сигналов логической схемы на выходной линии 242 полярность операции сварки реверсируется. Создается цикл 320, реверсированный или с отрицательной полярностью, как показано на фиг.8. В соответствии с этой особенностью настоящего изобретения количество циклов тока с положительной полярностью 300 и циклов тока с отрицательной полярностью 320 контролируются для получения необходимого тепла в ванне с расплавленным металлом, используемым для операции сварки. Если ванна является слишком холодной, количество циклов тока с отрицательной полярностью 320 увеличивается по отношению к количеству циклов тока с положительной полярностью 300. Необходимый коэффициент достигается с помощью соответствующей избирательной схемы в контроллере 220, причем избирательная схема иллюстрируется схематично на фиг.9, где эта избирательная схема представляет собой бистабильный мультивибратор 350, реализуемый посредством программного обеспечения, имеющий неинвертированный выходной сигнал 240 и инвертированный выходной сигнал 242. Выходной сигнал выбирается с помощью схемы несовпадений 352, имеющей установленную входную линию 352а и повторно установленную входную линию 352b, контролируемую с помощью цифрового декодера 354. Вход 360 принимает входной запускающий импульс в течение времени t1, когда цикл начинается с помощью короткого замыкания. Регулирующие входы 362, 364 декодера 354 устанавливают соотношение числа положительных циклов тока на входе 362 и число отрицательных циклов тока на входе 364. Путем регулировки этих двух входов соотношение положительных циклов тока 300, двух отрицательных токов 320 выбирается для контроля тепла процесса сварки. Для изменения тепла соотношение меняется путем изменения данных на входах 362 и 364.
Хотя предпочтительный вариант выполнения этой особенности настоящего изобретения подразумевает выбор соотношения между положительными циклами тока 300 и отрицательными циклами тока 320 во время процесса сварки, была разработана альтернативная концепция контроля, где каждый цикл 320 инициируется как стандартный цикл с отрицательной полярностью, а затем переводится в цикл с положительной полярностью в выбранной точке цикла. Эта особенность настоящего изобретения иллюстрируется на фиг.10, где цикл тока 400 задается как цикл с отрицательной полярностью с участком 402 тока пинч-разряда, за которым следует стандартный участок 404 повышения тока плазмы. В соответствии с этой особенностью настоящего изобретения полярность быстро создаваемых импульсов тока сдвигается после конечной нагрузки 410 участка повышения тока плазмы 404. Сдвиг в точке "х" имеет место после времени задержки ВЗ. Таким образом, участок "хвоста" 420 делится на отрицательный участок 422 и положительный участок 424 с мгновенным сдвигом полярности в точке "х". После этого цикл тока имеет положительную полярность окончания 430 цикла. Бистабильный мультивибратор 350 сдвигает логическое состояние для ожидания следующего выходного сигнала детектора 454 среза, как показано в селекторе S' на фиг.11. В конце участка повышение тока плазмы детектор 454 считывает срез на входе 452, чтобы начать время задержки 456, которое имеет задаваемое вручную время на входе 460. Таким образом, тепло в сварочной ванне определяется путем выбора времени задержки для реверсирования полярности цикла сварки 400. Могли быть сделаны другие модификации между положительной полярностью и отрицательной полярностью для импульсов тока с аппарата для сварки с передачей поверхностного натяжения для контроля тепла при операции сварки.
Эта особенность настоящего изобретения была описана со ссылкой на предпочтительные и альтернативные варианты его осуществления. Другие модификации очевидны и находятся в пределах объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КОНТРОЛЯ СВАРКИ | 1999 |
|
RU2225285C2 |
| БЕЗГАЗОВЫЙ СПОСОБ И СИСТЕМА ДЛЯ СВАРКИ КОЛЬЦЕВЫМ ШВОМ ДЛЯ ВЫСОКОПРОЧНЫХ ПРИМЕНЕНИЙ | 2006 |
|
RU2353483C2 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| РЕШЕНИЕ ДЛЯ СВАРКИ КОРНЕВОГО ПРОХОДА | 2013 |
|
RU2600466C2 |
| СПОСОБ СВАРКИ ТРУБ | 2000 |
|
RU2193478C2 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| Способ дуговой сварки штучным покрытым электродом | 2016 |
|
RU2641216C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ (ВАРИАНТЫ), СПОСОБ ПОДВОДА РАСПЛАВЛЕННОГО МЕТАЛЛА ИЗ ПОДАВАЕМОЙ СВАРОЧНОЙ ПРОВОЛОКИ В СВАРОЧНУЮ ВАННУ (ВАРИАНТЫ) | 2000 |
|
RU2211752C2 |
| Способ двухэлектродной дуговой наплавки | 2021 |
|
RU2767334C1 |
| СИНЕРГЕТИЧЕСКАЯ СИСТЕМА СВАРКИ | 2006 |
|
RU2345873C2 |







Изобретение относится к сварке, в частности к способам и устройствам для сварки с помощью короткого замыкания стальных пластин, труб и других изделий. Фитильный металлический электрод перемещают вдоль канавки свариваемых пластин. Фитильный электрод плавится при подаче электричества, цикл которого включает участок передачи и участок плазмы. Участок плазмы контролируется для образования короткого замыкания для выполнения корневого валика со сквозным проплавлением вдоль канавки. Фитильный электрод предпочтительно представляет собой электрод с самозащитой и включает компоненты сплава в сердечнике для образования корневого валика со сквозным проплавлением, имеющего состав, в основном аналогичный составу свариваемых изделий. Аппарат и способ предполагают использование селектора для управления полярностью отдельных циклов в общем процессе сварки. Изменение полярности после некоторой последовательности импульсов улучшает качество сварного шва, позволяет получить плоский равномерный шов. 5 с. и 85 з.п.ф-лы, 11 ил.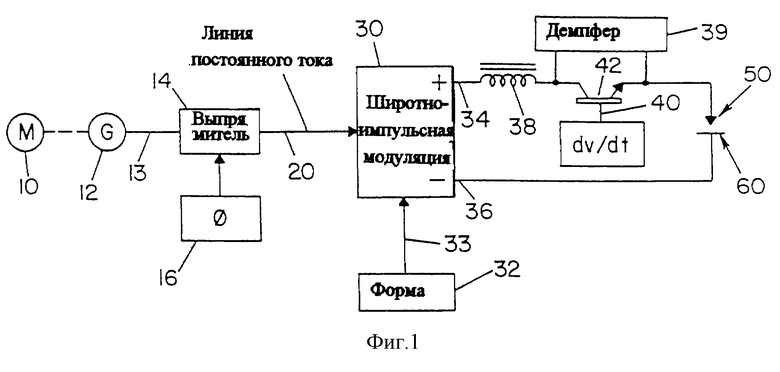
| US 4972064, 20.11.1990 | |||
| US 4631385, 23.12.1986 | |||
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1989 |
|
SU1826338A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1992 |
|
RU2049621C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2103124C1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094194C1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

