Объектом предлагаемого изобретения является способ сборки оптического устройства, имеющего первый и второй продольные концы и содержащего N коаксиальных вкладышей, образующих такое же количество элементарных зеркал. Каждый из этих вкладышей проходит между упомянутыми первым и вторым концами оптического устройства и имеет на упомянутом первом конце некоторый первый диаметр и на упомянутом втором конце некоторый второй диаметр, превышающий первый, причем упомянутые вкладыши могут представлять собой полные цилиндры или сегменты цилиндра.
Такое оптическое устройство известно и используется в качестве зеркала в телескопе типа WOLTER I, для которого каждое элементарное зеркало представляет собой зеркало для падающих настильно рентгеновских лучей и выполнено в форме поверхности тела вращения, имеющего область в форме параболического тела вращения (расположенную со стороны упомянутого второго конца оптического устройства, имеющего наибольший диаметр) и область в форме гиперболического тела вращения (расположенную со стороны первого конца этого оптического устройства, имеющего наименьший диаметр).
Такое оптическое устройство и способ его сборки описаны в статье Д.Шамбюра и др., озаглавленной "Producing the X-Ray Mirrors for ESA's XMM Spacecraft" и опубликованной в бюллетене ESA 89 за февраль 1997 г., стр. 68-79.
В процессе сборки каждый вкладыш, начиная с находящегося ближе всего к центру, подвергается обмеру, а затем устанавливается в заданное положение своим вторым концом и закрепляется на основании, причем сборка этих вкладышей осуществляется в направлении от центра к наружной стороне данного оптического устройства.
Оптические характеристики индивидуальных вкладышей должны быть оптимальными перед сборкой, что требует их изготовления в соответствии с самыми высокими стандартами качества.
После сборки можно проконтролировать оптические характеристики каждого вкладыша, образующего зеркало, но нет возможности внести индивидуальные коррективы для каждого из вкладышей. Однако операция сборки влечет за собой деформацию индивидуальных зеркал, которая будет обусловлена только силой тяжести.
Объектом предлагаемого изобретения является способ сборки, который позволяет осуществить требуемые обмеры и, в случае необходимости, внести коррективы всякий раз при установке нового вкладыша.
Таким образом, предлагаемое изобретение касается способа сборки оптического устройства, имеющего первый и второй продольные концы и содержащего N коаксиальных вкладышей, образующих элементарные зеркала, причем каждый из этих вкладышей проходит между упомянутыми первым и вторым концами данного оптического устройства и имеет на упомянутом первом конце некоторый первый диаметр и на упомянутом втором противоположном ему конце некоторый второй диаметр, превышающий первый, причем этот способ отличается тем, что он содержит следующие операции:
1) размещение на основании своим первым концом первого вкладыша, являющегося наиболее наружным в данном оптическом устройстве;
2) размещение на упомянутом основании своим первым концом, и внутри первого вкладыша, второго вкладыша, который является непосредственно примыкающим к нему в данном оптическом устройстве;
N) размещение на упомянутом основании своим первым концом N-ого вкладыша, который является самым наружным в данном оптическом устройстве.
Поскольку в данном случае упомянутые вкладыши подвергаются сборке, начиная с того из них, который является самым наружным, и в направлении того вкладыша, который является самым внутренним, и поскольку упомянутые вкладыши удерживаются на основании только их стороной наименьшего диаметра, внутренняя поверхность этих вкладышей, которая представляет собой активную отражающую поверхность, остается доступной, пока в данное оптическое устройство не введен следующий вкладыш.
Таким образом, в данном случае имеется возможность осуществить на рассматриваемом вкладыше любую корректирующую или дополнительную технологическую операцию, которая может быть признана полезной.
В частности, предлагаемый способ может отличаться тем, что по меньшей мере одна из упомянутых операций размещения содержит
а) позиционирование данного вкладыша на основании;
б) обмер топографических характеристик внутренней поверхности этого вкладыша, установленного на основании;
c) повторное позиционирование, в случае необходимости, упомянутого вкладыша в зависимости от результатов упомянутого топографического обмера;
с') фиксация положения данного вкладыша на основании.
В соответствии с предпочтительным вариантом реализации предлагаемого изобретения оно отличается тем, что по меньшей мере одна из упомянутых операций размещения вкладыша содержит после упомянутой фиксации его положения на основании
d) обмер топографических характеристик внутренней поверхности упомянутого вкладыша, зафиксированного на основании:
e) в случае необходимости, ионную обработку внутренней поверхности данного вкладыша для того, чтобы исправить исходные дефекты этого вкладыша и/или его дефекты, возникшие в процессе сборки.
Особенно предпочтительным является то, что после выполнения упомянутой операции е) предлагаемый способ содержит следующие операции:
f) нанесение отражающего покрытия на внутреннюю поверхность упомянутого вкладыша, и осуществление, в случае необходимости и после выполнения операции f);
g) оптическую проверку упомянутого вкладыша.
Предлагаемый способ в предпочтительном варианте его реализации может также отличаться тем, что в упомянутых обмерах топографических характеристик используется дифференциальное измерение путем сканирования внутренней поверхности упомянутого вкладыша и поверхности эталонного цилиндра, располагающегося на упомянутом основании в эталонном положении, причем это дифференциальное измерение реализуется бесконтактным способом при помощи датчиков, которые размещаются на измерительном столе, перемещения которого определяются по отношению к упомянутому эталонному цилиндру.
По меньшей мере один из упомянутых вкладышей может содержать по меньшей мере одно расширение на по меньшей мере одном из своих продольных концов.
Предлагаемый способ также может отличаться тем, что по меньшей мере один из вкладышей образован несколькими элементами, проходящими между его первым и вторым концами, и каждый из которых занимает некоторую часть периметра упомянутого вкладыша, а также тем, что эти элементы представляют по меньшей мере одно расширение, располагающееся на по меньшей мере одном из их продольных концов и на по меньшей мере одном из их боковых краев.
Такие расширения представляют собой элементы механической фиксации. По меньшей мере одно из этих расширений, располагающееся на одном продольном конце, может также представлять собой оптический экран, предназначенный для ослабления паразитного света.
Другие характеристики и преимущества предлагаемого изобретения будут лучше поняты из приведенного ниже описания не являющегося ограничительным примера его реализации, где даются ссылки на приведенные в приложении фигуры, среди которых
- фиг.1 представляет собой схематический вид модуля для телескопа ХММ;
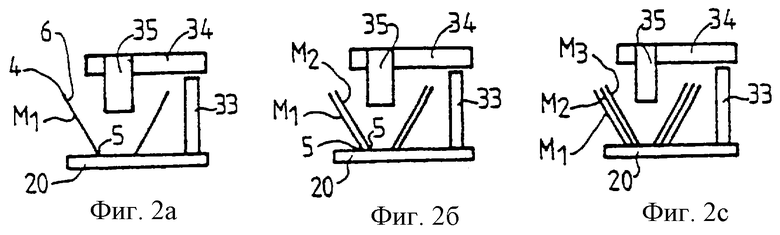
- фиг.2а-2с представляют собой схематические виды, иллюстрирующие способ сборки в соответствии с предлагаемым изобретением;
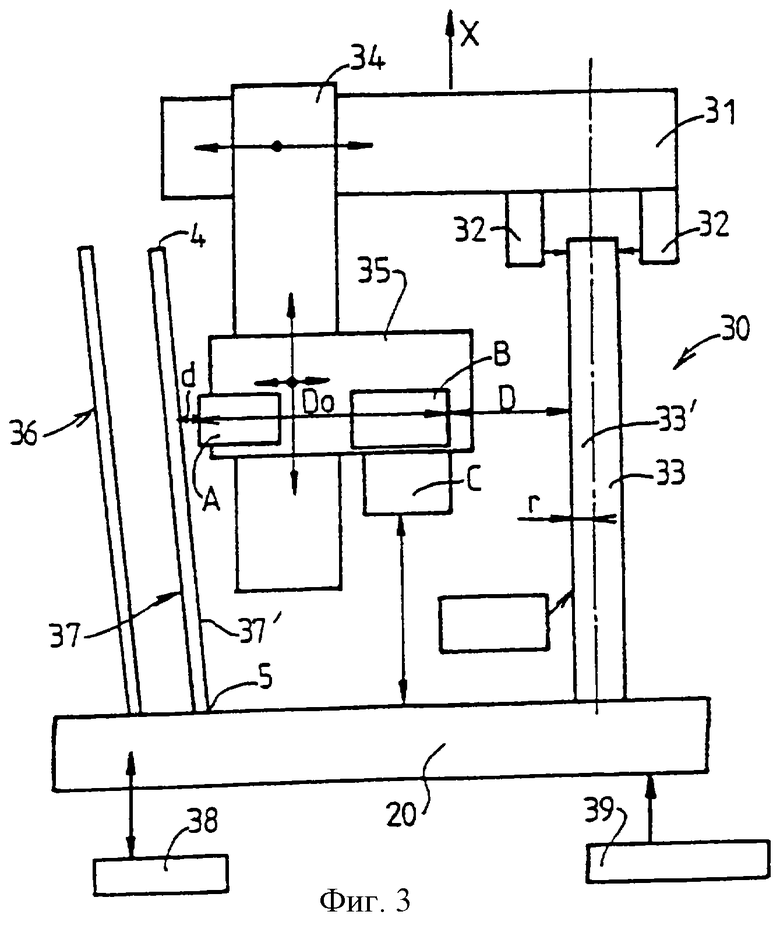
- фиг. 3 представляет собой схематический вид устройства измерения, адаптированного к способу сборки в соответствии с предлагаемым изобретением;
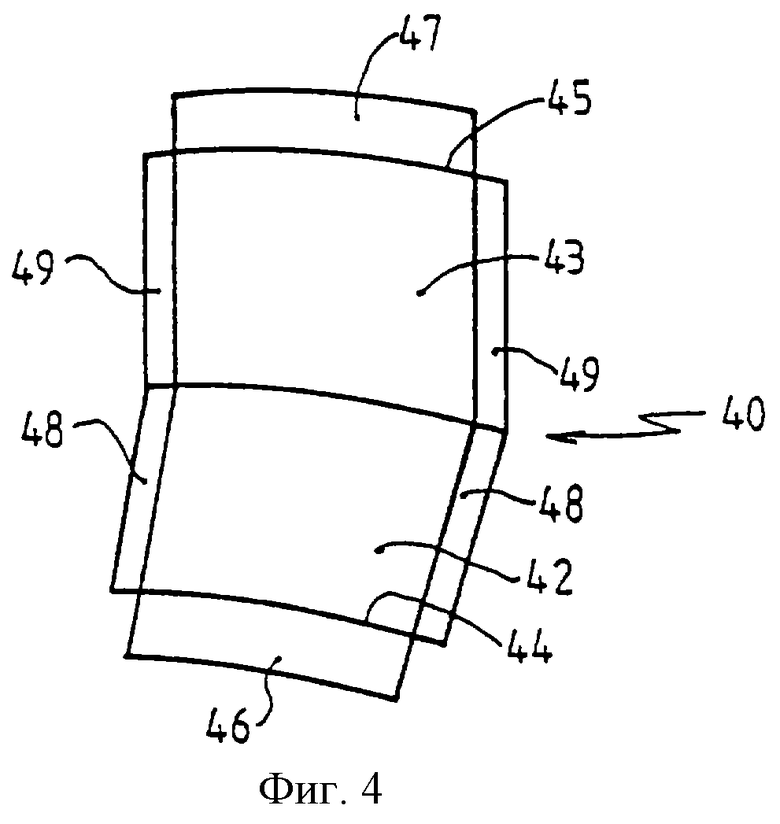
- фиг. 4 представляет собой схематический вид способа реализации части элементарного зеркала;
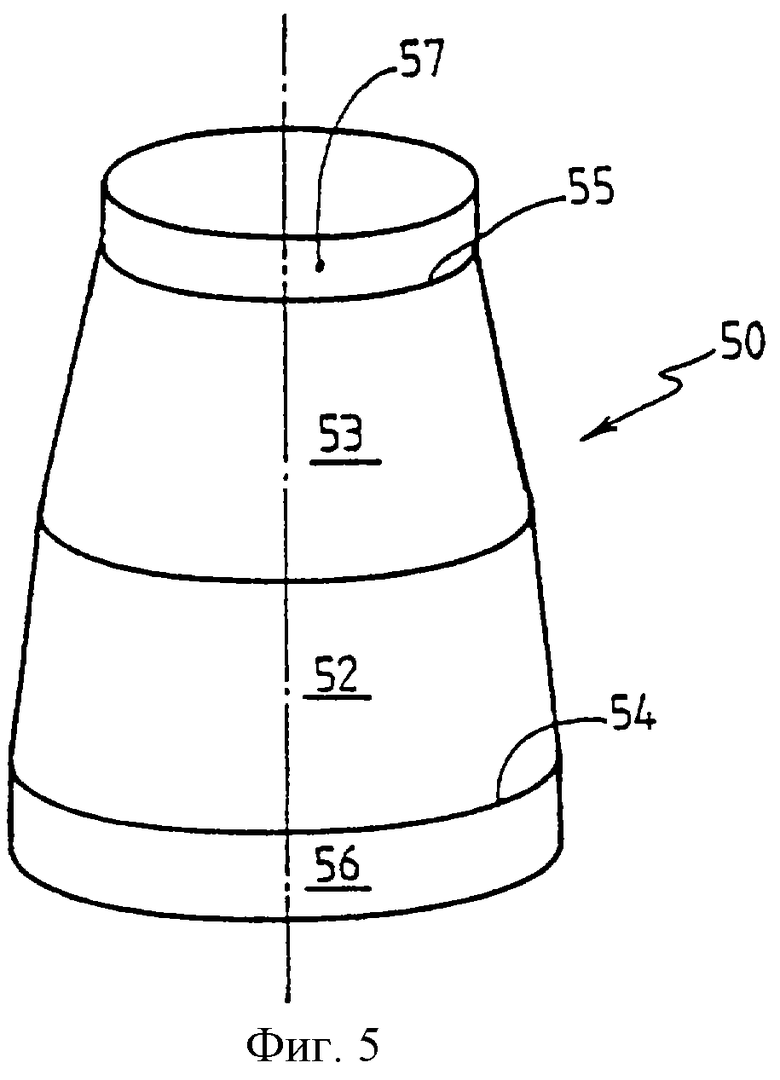
- фиг. 5 представляет собой схематический вид способа реализации всего элементарного зеркала.
Современная тенденция в космической астрономии состоит в том, чтобы разрабатывать оптические системы, имеющие достаточно большую собирательную поверхность с разрешающей способностью менее одной дуговой секунды. Это в целом приводит к необходимости изготовления достаточно большого количества зеркал высокого качества, которые функционируют в стабилизированной в термическом плане окружающей среде с градиентами температуры менее 0,2oС и при температурах, которые могут достигать минус 80oС. Одной из главных проблем, связанных с подобными зеркалами, является стоимость их изготовления.
В соответствии с данным изобретением предлагается способ сборки зеркал, который подходит, в частности, но не исключительно, для оптического устройства 1, в котором используются зеркала типа WOLTER I, функционирующие в энергетическом диапазоне от 0,003 КэВ до 100 КэВ (то есть на длинах волн в диапазоне от 400 нм до 0,01 нм).
Индивидуальные зеркала в форме тел вращения или вкладыши (M1...MN), каждое из которых содержит входную область 2 параболического сечения, содержащую входной конец 4, и выходную область 3 гиперболического сечения, содержащую выходной конец 5, собраны в единую систему таким образом, чтобы сформировать модуль 10 концентрических зеркал с одним и тем же фокусом, каждое из которых способно принимать рентгеновские лучи, падающие на них сбоку или настильно в направлении по стрелке F.
Каждое упомянутое индивидуальное зеркало (M1...МN) представляет собой так называемое тонкое зеркало, причем такое зеркало определяется как зеркало, имеющее отношение между его толщиной и его средним радиусом кривизны, величина которого составляет менее 1/50.
Позади упомянутого модуля 10 располагается дисперсионная или рассеивающая решетка 11 и два датчика с зарядной связью CCD 12 и 14, предназначенных для приема рентгеновских лучей, соответственно не рассеянных решеткой и рассеянных ею.
Технология изготовления и сборки таких зеркал описана в упомянутой выше статье Д.Шамбюра.
Сборка оптической системы из таких зеркал порождает следующие проблемы
- достаточно трудно реализовать по месту сборки измерения на уже установленных оптических элементах;
- в процессе сборки зеркал возникают деформации оптической системы, тогда как эти зеркала должны быть изготовлены в соответствии с окончательными техническими условиями, которые являются весьма строгими, что приводит к высокой стоимости их изготовления;
- дифференциальные деформации, связанные с различными тепловыми коэффициентами расширения, возникают между зеркалами и их основанием в процессе осуществления различных этапов, таких как изготовление, сборка, тестирование и эксплуатация;
- достаточно трудно выставить соответствующим образом вдоль одного направления упомянутые индивидуальные зеркала и обеспечить совпадение их фокусов.
В данном изобретении предлагается способ, который позволяет усовершенствовать процесс сборки и, в случае необходимости, выполнить окончательную коррекцию элементарных зеркал для формирования оптического модуля.
В соответствии с предложенным способом упомянутые зеркала собираются на основании 20 в результате осуществления N последовательных этапов, начиная с зеркала наибольших размеров M1 (см. фиг.2а), то есть с зеркала, которое является самым наружным в данном модуле 10, устанавливая это зеркало на упомянутое основание его первым концом или задним концом 5, имеющим наименьший диаметр, и производя эти операции, последовательно все более приближаясь (M1, М2, М3,...) к N-ому зеркалу, которое устанавливается на свой задний конец 5 (см. фиг.2б и 2с).
Таким образом, внутренняя отражающая поверхность 6 каждого вкладыша 1, который будет установлен на основание 20, доступна для осуществления обмеров того вкладыша, который только что был установлен на основание, при помощи устройства (34, 35), которое будет более подробно описано в последующем изложении (со ссылками на фиг.3), и внесения коррекции, в случае необходимос ти.
Можно обеспечить некоторую деформацию основания 20 для того, чтобы компенсировать дополнительную нагрузку, связанную с собственным весом собираемых элементарных зеркал, по мере их установки или же поворачивать это основание 20 таким образом, чтобы учесть возможное различие между направлением оптической оси подлежащего сборке зеркала и вертикальной осью.
Коррекция поверхности на элементарных зеркалах может быть осуществлена при помощи ионной полировки каждого зеркала после его установки. Это позволяет компенсировать дефекты изготовления зеркал и/или дефекты, возникающие в процессе сборки (выдавливание клея, различные механические напряжения и т. п.).
Ионная полировка обладает тем преимуществом, что она не ухудшает микрошероховатость полируемых поверхностей и обеспечивает при этом поддержание степени снятия и количества удаляемого материала в разумных пределах. Она также представляет собой метод коррекции без механического контакта и без наличия краевых эффектов.
Техническое решение, направленное на то, чтобы уменьшить деформации, порождаемые внутри элементарных зеркал, состоит в том, чтобы фиксировать их при помощи области контакта, не являющейся активной в оптическом смысле, что позволяет ослабить механические напряжения.
Так, например, на фиг.4 схематически представлено элементарное зеркало типа WOLTER I, которое сформировано из элементов 40, образующих сегменты цилиндра и занимающих участок его периметра.
Каждый из этих элементов содержит область 42 параболического сечения и область 43 гиперболического сечения. Край 44 области 42 продолжается лапой 46, предназначенной для ее закрепления на детали, которая будет накрывать систему зеркал, тогда как край 45 области 43 продолжается лапой 47, предназначенной для ее закрепления на основании 20. В боковом направлении и по меньшей мере с одной стороны области 42 и 43 продолжаются лапами крепления, соответственно 48 и 49. Эти лапы механического крепления образуют концы, которые выполнены в виде единой детали с упомянутыми элементарными зеркалами.
На фиг. 5 схематически представлено элементарное зеркало типа WOLTER I, представляющее собой полный цилиндр 50 и имеющее передние 56 и задние 57 лапы крепления, присоединенные своими передними 54 и задними 55 краями к области параболического сечения 52 и к области гиперболического сечения 53.
Упомянутые лапы 46-49, 56 и 57 могут обеспечить возможность управления температурой на уровне данного оптического устройства.
Лапы 46, 47, 56 и 57 также могут обеспечить возможность ограничения количества паразитного света, который проникает в данный модуль.
Наличие паразитного света является свойственным для телескопов с настильным или очень пологим углом падения. Для ослабления этого паразитного света известен способ размещения экранов, выставленных на одной линии с зеркалами. Изготовление этих экранов, а также их совместная выставка на одной линии с зеркалами, являются сложными и дорогостоящими операциями, занимающими, к тому же, достаточно много времени.
Такой оптический экран может быть реализован в виде единой детали с элементарным зеркалом путем, например, электроформования. При этом оказывается возможным после сборки обработать оптический экран, располагающийся со стороны переднего конца 4, причем данное зеркало в этом случае установлено на свой задний конец 5.
Эта обработка поверхности, предназначенная для придания контролируемой шероховатости на внутренней поверхности оптического экрана, может осуществляться путем ионной обработки в процессе выполнения операции ионной обработки на отражающей поверхности зеркала.
После сборки элементарного зеркала можно нанести на его поверхность известное само по себе покрытие для того, чтобы придать этому зеркалу улучшенные отражающие характеристики в широкой полосе пропускания. Такое покрытие формируется путем нанесения одного или нескольких слоев, например металлических слоев.
Основание зеркал 20 (см. фиг.3) содержит устройство 39, предназначенное для компенсации деформаций, возникающих под действием собственного веса элементарных зеркал, которые устанавливаются последовательно. На основании 20 установлен эталонный цилиндр 33, который располагается против оптической поверхности 37' только что установленного зеркала 37 и ось которого 33' предпочтительно является параллельной оптической оси X, общей для всех элементарных зеркал (M1...MN).
Упомянутые зеркала удерживаются в точках, распределенных, в случае необходимости, одинаковым образом на их краях и они перемещаются в направлении вниз параллельно оси Х с использованием упомянутого цилиндра 33 в качестве ориентира в горизонтальных осях Y и Z таким образом, чтобы обеспечить перемещение данного зеркала в процессе его установки вдоль заданной траектории, которая позволяет разместить его на предназначенном для него месте без касания с установленными ранее зеркалами.
При этом можно использовать оборудование для манипуляций с зеркалами, описанное в статье Д. Шамбюра и др., озаглавленной "The Status of X-ray Mirror Production for the XMM Spacecraft" и опубликованной в издании SPIE Proceedings, 2808, стр. 362-375 (1996).
После того как данное зеркало установлено на место, производится обмер топографических характеристик его активной поверхности 37' путем сканирования при помощи бесконтактных датчиков и эталонного цилиндра 33. Обмер этих топографических характеристик может быть осуществлен также при помощи оптического тестирования.
Вслед за упомянутым сканированием рассчитывается оптимальное положение зеркала 37 и упомянутое оборудование манипулирования обеспечивает, в случае необходимости, перестановку этого зеркала.
Затем это зеркало 37 закрепляется в требуемом положении путем приклеивания или при помощи механического крепления, например, винтами. При этом оборудование для манипуляций отсоединяется от зеркала 37. В этот момент вес зеркала 37 передается на основание 20, что вызывает его деформацию. Эта деформация подвергается измерению и упомянутое устройство компенсации деформаций 39 создает усилия, обеспечивающие компенсацию этой деформации для того, чтобы перевести основание 20 в его исходное положение.
Однако может оказаться, что установка зеркала 37 вызвала появление небольших погрешностей угла и небольшие локальные деформации зеркала, имеющие величину порядка нескольких микрон, в окрестности точек его закрепления.
Эти погрешности могут быть компенсированы путем повторного обмера при помощи сканирования топографических характеристик зеркала 37. Различие между измеренными и желательными топографическими характеристиками позволяет определить количество материала, которое необходимо удалить при помощи ионной обработки, и отрегулировать таким образом параметры этой ионной обработки.
В этом случае система измерения 30 удаляется и на ее место устанавливается силовая головка. Она содержит устройство позиционирования по осям X, Y и Z, предназначенное для точного размещения головки обработки по отношению к эталонному цилиндру 33. В качестве варианта реализации эта головка обработки может быть смонтирована на устройстве обмера путем сканирования, что позволяет осуществить эту обработку сразу после выполнения этапа измерения топографических характеристик.
Можно также осуществить последующее нанесение покрытия, как об этом уже было сказано выше, в виде одного или нескольких слоев, в частности, металлических или органических. Головка нанесения этого покрытия может быть установлена на силовой головке обработки, причем в этом случае упомянутая система может представлять собой робот, который способен выполнить определенную совокупность операций (измерение топографических характеристик, обработка поверхности, нанесение покрытия) без нарушения вакуума, что обеспечивает оптимальную точность и существенный выигрыш во времени выполнения упомянутых операций.
Можно также в любой момент времени протестировать одно зеркало или систему зеркал в оптической плоскости вдоль вертикальной оси, минимизирующей деформации, связанные с силой тяжести, и на различных длинах волн в соответствии с процедурой, изложенной в статье Ж.П.Коллег и др., озаглавленной "Performance of XXM Optics and Vertical Test Facility", опубликованной в издании SPIE Proceedings, Денвер, 1996 г.
После того как одно зеркало установлено и закреплено на основании, можно устанавливать следующее зеркало, повторяя для этого описанную выше последовательность операций.
Основание 20 может быть наклонено при помощи устройства отклонения 38, в частности, в случае оптических систем, оснащенных зеркалами с открытой поверхностью, для которых два последовательно расположенных зеркала могут представлять различные углы между их оптической осью и вертикальной осью.
Устройство сканирования 30 может быть таким, каким оно схематически показано на фиг.3. Это устройство содержит главный стол 31, оборудованный датчиком центрирования 32 бесконтактного типа, предназначенным для определения положения этого стола 31 по отношению к эталонному цилиндру 33, установленному на основании 20.
Этот главный стол 31 является подвижным по вращательному движению вокруг оси, параллельной оси 33' эталонного цилиндра 33, что обеспечивает перемещение по азимуту измерительной головки. Упомянутый угол азимута измеряется при помощи датчика углового положения.
На главном столе 31 установлен по меньшей мере один кронштейн 34, имеющий возможность поступательного перемещения вдоль продольной оси стола 31. На этом кронштейне 34 закреплен измерительный стол 35, смонтированный на раме, оборудованной двумя двигателями и способной перемещаться, с одной стороны, в вертикальном направлении вдоль продольной оси кронштейна 34, а с другой стороны, в горизонтальном направлении.
На этом измерительном столе 35 установлены три датчика, обозначенные позициями А, В и С.
При этом датчик А представляет собой датчик небольшой дальности действия и может быть датчиком, например, лазерного типа, магнитного типа или же емкостного типа. Этот датчик располагается против оптической поверхности 37' индивидуального зеркала 37 в процессе сборки. При осуществлении сканирования оптической поверхности 37' перемещения стола 35 обеспечиваются таким образом, чтобы расстояние d между датчиком А и этой оптической поверхностью 37' оставалось постоянным, то есть так, чтобы расстояние между упомянутым измерительным столом 35 и поверхностью 37' оставалось постоянным.
Датчик В, например, лазерного типа, служит для определения расстояния D между измерительным столом 35 и эталонным цилиндром 33. Расстояние между оптической поверхностью 37' данного индивидуального зеркала и осью 33' равно, таким образом, расстоянию d, плюс расстояние Do (которое является постоянным) между датчиками А и В, плюс расстояние D, плюс радиус r эталонного цилиндра 33.
Датчик С, например, лазерного типа, служит для измерения вертикального расстояния между измерительным столом 35 и основанием 20. Угол азимута и величины, выдаваемые датчиками В и С, считываются через равномерные интервалы, что позволяет определить координаты (х, y, z) соответствующей точки оптической поверхности 37' индивидуального зеркала 37.
Как уже было сказано выше, на упомянутом столе 35 могут быть установлены несколько упомянутых кронштейнов таким образом, чтобы данная система представляла собой робот, обеспечивающий измерения оптических поверхностей, их обработку и нанесение покрытия.
На этом столе 35 также может быть установлен всего один кронштейн, содержащий головку обработки, головку нанесения покрытия и датчики В' и С', аналогичные датчикам В и С. В этом случае датчик А становится ненужным, поскольку считается, что в этот момент топографические характеристики поверхности известны и что позиционирование кронштейна требует только величин угла азимута (выдаваемых столом 35) и параметров, измеренных датчиками В' и С'.
Способ в соответствии с предлагаемым изобретением также может быть частично применен для поверхностей, не являющихся оптическими.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ЗЕРКАЛЬНОГО МОДУЛЯ РЕНТГЕНОВСКОГО ТЕЛЕСКОПА, СОДЕРЖАЩЕГО N КОАКСИАЛЬНЫХ ВКЛАДЫШЕЙ, ОБРАЗУЮЩИХ ЭЛЕМЕНТАРНЫЕ ЗЕРКАЛА | 2013 |
|
RU2541438C1 |
| СПОСОБ СВАРКИ ВСТЫК ДВУХ ДЕТАЛЕЙ ИЗ ПЛАСТМАССЫ (ВАРИАНТЫ) | 1993 |
|
RU2113352C1 |
| СИСТЕМА ЛИТОГРАФИИ С МОДУЛЕМ ДИФФЕРЕНЦИАЛЬНОГО ИНТЕРФЕРОМЕТРА | 2012 |
|
RU2612361C2 |
| СПОСОБ СБОРКИ РЕНТГЕНОВСКОЙ ОПТИЧЕСКОЙ СИСТЕМЫ, СОДЕРЖАЩЕЙ N ЗЕРКАЛЬНЫХ МОДУЛЕЙ | 2016 |
|
RU2629693C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕМЕНТНОГО АНАЛИЗА ПУТЕМ СПЕКТРОМЕТРИИ ОПТИЧЕСКОЙ ЭМИССИИ НА ПЛАЗМЕ, ПОЛУЧЕННОЙ С ПОМОЩЬЮ ЛАЗЕРА | 2000 |
|
RU2249813C2 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ ДАТЧИК ТЕМПЕРАТУРЫ | 2007 |
|
RU2464537C2 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТОПОГРАФИИ ПОВЕРХНОСТИ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208370C2 |
| СПОСОБ И СИСТЕМА ОПРЕДЕЛЕНИЯ В РЕАЛЬНОМ ВРЕМЕНИ СИГНАЛОВ, ПОДЛЕЖАЩИХ СУММИРОВАНИЮ, СРЕДИ МНОЖЕСТВА ПРИНЯТЫХ СИГНАЛОВ | 2013 |
|
RU2639680C2 |
| ВОЗДУШНАЯ ТУРБИНА, В ЧАСТНОСТИ, БОЛЬШОГО ДИАМЕТРА ИЗ ТЕРМОКОНСТРУКЦИОННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2135779C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ | 2001 |
|
RU2271276C2 |
Предлагаемое изобретение относится к оптике и касается способа сборки оптического устройства, в частности зеркала рентгеновского телескопа, имеющего первый и второй продольные концы и содержащего N коаксиальных вкладышей, образующих элементарные зеркала. Каждый из вкладышей проходит между упомянутыми первым и вторым концами и представляет на упомянутом первом конце некоторый первый диаметр и на упомянутом противоположном втором конце некоторый второй диаметр, превышающий первый. Способ заключается в том, что сборка производится, начиная с вкладыша, находящегося дальше всего от центра, устанавливая и закрепляя вкладыши своими концами с меньшим диаметром на основании. Способ позволяет осуществлять требуемые обмеры и вносить коррективы всякий раз при установке нового вкладыша. 8 з.п.ф-лы, 5 ил.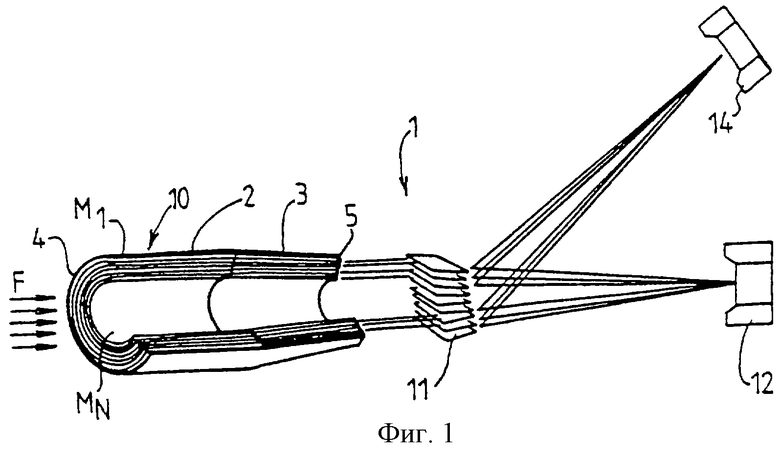
1) размещение на основании (20) своим первым концом (5) первого вкладыша (M1), являющегося самым наружным в данном оптическом устройстве (10);
2) размещение на основании (20) своим первым концом (5), и внутри первого вкладыша, второго вкладыша (М2), непосредственно примыкающего к первому вкладышу в данном оптическом устройстве (10);
N) размещение на основании (20) своим первым концом (5) N-го вкладыша (МN), который является самым внутренним в данном оптическом устройстве (10).
а) позиционирование упомянутого вкладыша (37) на основании (20);
б) обмер топографических характеристик внутренней поверхности (6, 37') упомянутого вкладыша (37), позиционированного на основании (20);
с) повторное позиционирование, в случае необходимости, упомянутого вкладыша (37) на основании (20) в зависимости от результатов упомянутого обмера его топографических характеристик;
с') фиксацию положения упомянутого вкладыша (37) на основании (20).
d) обмер топографических характеристик внутренней поверхности (37') упомянутого вкладыша (37), закрепленного на основании (20);
е) ионную обработку, в случае необходимости, внутренней поверхности (37') упомянутого вкладыша (37).
| ШАМБЮР Д | |||
| и др | |||
| Producing the X-ray Mirrors for ESAТ's XMM Spacecraft | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| УСТРОЙСТВО ДЛЯ КОНЦЕНТРАЦИИ РАСХОДЯЩЕГОСЯ ПУЧКА РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 1987 |
|
SU1491232A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПУЧКАМИ РЕНТГЕНОВСКОГО И ГАММА-ИЗЛУЧЕНИЯ | 1993 |
|
RU2072575C1 |
| US 4941163 A, 10.07.1990 | |||
| US 4936472 A, 26.06.1990. | |||

