Изобретение относится к области испытаний металла труб магистральных трубопроводов, длительное время работавших в условиях постоянных и циклических нагрузок, и может быть использовано преимущественно для механических испытаний металла труб при продлении срока их эксплуатации.
При длительной эксплуатации магистральных трубопроводов вследствие действующих механических напряжений от рабочих нагрузок в металле накапливаются повреждения, вызывающие изменения его механических характеристик (свойств) относительно исходных, которые были на момент строительства магистрального трубопровода.
Известен способ определения остаточного ресурса металла исследуемых труб (патент РФ N 2108560, G 01 N 3/00, 3/30), по которому металл для деформационного старения различной степени выбирают аналогичный металлу исследуемого трубопровода, например, из труб аварийного запаса, которые не эксплуатировались под рабочими нагрузками, либо используют данные механических свойств из сертификатов качества заводов изготовителей.
Однако в большинстве случаев фактические данные механических свойств исходного металла отсутствуют. Это связано с утратой исполнительной документации, отсутствием, по причине расхода на ремонт, труб аварийного запаса, с прекращением выпуска листа и труб определенных марок стали и размеров, которые ранее применялись при сооружении трубопроводов.
Поэтому часто металл, бывший в эксплуатации, нет возможности сравнить с исходным для определения остаточного ресурса.
Наиболее близким к заявляемому способу по сущности является способ восстановления исходных механических свойств металла исследуемых труб (Колмогоров В.Л. Об определении остаточного ресурса трубопровода. Наука и техника в газовой промышленности - М.: ИРЦ “Газпром”, 2000, № 1, с. 3-5), включающий вырезку труб, бывших в эксплуатации магистрального трубопровода, изготовление образцов и их нагрев, горячую деформацию образцов всесторонним сжатием, рекристализационный отжиг образцов, механические испытания образцов, по результатам которых судят об остаточном ресурсе металла труб.
Залечивание повреждений термообработкой - снятие наклепа отжигом, нормализация, а также закалка с высоким отпуском широко применяются при производстве металлопроката. Однако эти операции "залечивания" технологических несовершенств (повреждений) структуры металла и режимы их осуществления определяются предшествующей им "историей" пластической деформации и требуемыми механическими свойствами готового продукта.
Для улучшения механических свойств металла известен прием термомеханической обработки (ТМО), который трактуют как умышленное и направленное создание повреждений дислокационной структуры, блокирующих друг друга. При этом имеется в виду, что пластическая деформация реальных металлов есть суть перемещения дислокаций.
Залечивание рекристаллизационным отжигом со всесторонним сжатием эксплуатационных повреждений металла, который в исходном состоянии был подвергнут ТМО, приведет к устранению не только эксплуатационных, но и технологических направленных повреждений. То есть поврежденность полученного металла будет ниже, чем у исходного, что приведет к значительной ошибке при определении остаточного ресурса. Использование этого способа недопустимо и для горячекатаных и нормализованных сталей, так как степень их поврежденности выше, чем у металла, подвергнутого рекристаллизационному отжигу. Это объясняется отличием механических схем, напряжений и деформаций, а также температурным режимом прокатки от схемы отжига.
Технической задачей предлагаемого изобретения является получение металла с присущими ему исходными механическими свойствами и степенью технологической поврежденности, определяемой "историей" его пластической деформации.
Поставленная задача решается способом восстановления исходных механических свойств металла исследуемых труб, включающим вырезку труб, бывших в эксплуатации магистрального трубопровода, изготовление из вырезанных труб образцов и их нагрев, горячую деформацию образцов, механические испытания, по результатам которых судят об остаточном ресурсе металла труб, согласно изобретению нагрев образцов осуществляют в защитной среде, а горячую деформацию выполняют прокаткой образцов по температурно-деформационному режиму последней стадии прокатки и охлаждения при производстве листовой заготовки для труб исследуемой марки стали и размеров, после этого образцы подвергают холодной пластической деформации растяжением на величину, определяемую выражением
 ,
,
где ε - величина холодной пластической деформации;
δ - толщина стенки трубы;
ρср - средний радиус трубы,
а перед механическими испытаниями образцов проводят их низкий отпуск. То есть предлагается имитация с определенным коэффициентом подобия температурно-деформационного режима, который был использован при производстве исследуемых труб. Металл при изготовлении труб претерпевает следующие операции: выплавка, разливка, прокатка полупродукта (сляба), прокатка листа, его термообработка, формовка трубы, экспандирование, вылеживание до пуска в эксплуатацию.
Так как металл, бывший в эксплуатации, по химическому составу не меняется, то имитировать выплавку и разливку стали нет необходимости, то есть коэффициент подобия по химическому составу по этим операциям равен единице.
Прокатка полупродукта - сляба и листа в черновых клетях листопрокатного стана проводится значительно выше температуры фазовых превращений.
По этой причине температурно-деформационный режим прокатки сляба и листа в черновых клетях нет необходимости имитировать, так как он не может существенно сказаться на конечной структуре и поврежденности металла.
Режим прокатки в чистовых клетях (температура на входе и выходе из клети, обжатие абсолютное и относительное, скорость прокатки и скорость охлаждения), который и определяет механические свойства и степень поврежденности металла регламентирован в технологических инструкциях, то есть его можно для любой марки стали и размера листа имитировать с коэффициентом подобия, равным единице.
Режим термообработки листа также регламентирован технологическими инструкциями для каждой марки стали и размера, то есть его можно имитировать с коэффициентом подобия равным единице.
При формовке трубы из листа в холодном состоянии и экспандировании всегда есть возможность рассчитать величины пластической деформации исходя из размеров листа и трубы, то есть при имитации этих операций коэффициент подобия также равен единице.
Так как от момента изготовления трубы до её пуска в эксплуатацию в магистральном трубопроводе проходит не менее 1-1,5 года в металле трубы происходит незначительная релаксация остаточных напряжений и частичное залечивание, выходом на поверхность, повреждений (дислокации) структуры. Этот процесс с коэффициентом подобия, очень близким к единице, имитируется низким отпуском.
Так как металл, бывший в эксплуатации, имеет конечные размеры, то имитировать прокатку с коэффициентом геометрического подобия, равным единице, не возможно, но учитывая, что геометрический фактор в наименьшей степени влияет на структуру, поврежденность и механические свойства при имитации получения исходного металла, влияние этого фактора можно не учитывать.
Приведем пример осуществления способа для металла конкретной трубы.
Трубы диаметром 529 мм, толщиной стенки 10 мм из горячекатаной стали 14ГН, поставленной по ТУ 16-60, были изготовлены по ВСТУ 6229-61 в августе 1963 года и введены в эксплуатацию на газопроводе - отводе под давлением 5,4 МПа. Во время капитального ремонта в июне 1997 года трубы выведены из эксплуатации. При этом время от изготовления трубы до момента ввода в эксплуатацию составило 1,25 года, а время эксплуатации под давлением 32,59 года.
Из трубы вырезали образцы, которые нагревали в электрической печи в солевом растворе (80% хлористого бария плюс 20% поваренной соли) до температуры 1060 - 1050°С. Защитная среда при нагреве использовалась для того, чтобы избежать обезуглероживания и окисления поверхностных слоев.
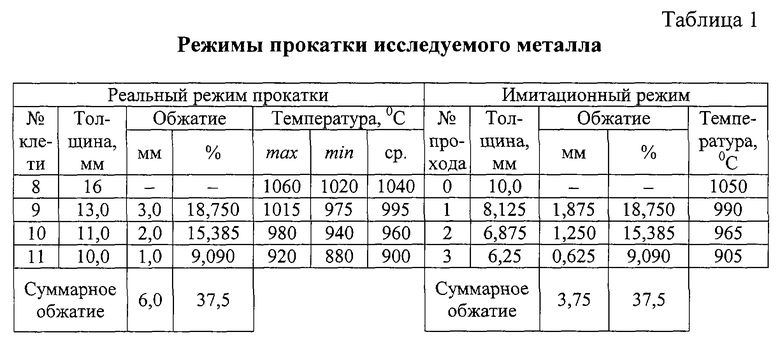
Далее осуществляли три прохода прокатки нагретых образцов по температурному и деформационному режиму, который использовался на листовом стане 2800 при производстве листа толщиной 10 мм из стали 14ГН. Данные режимов прокатки, взятые из литературы (см. Полухин П.К. и др. Прокатное производства. - М.: Металлургиздат, 1960, с.663 и 664, табл.55), для последних чистовых клетей стана и режим имитации на лабораторном стане 300 приведены в таблице 1.
Из таблицы видно, что имитация полностью повторяет температурный и деформационный режим прокатки исходного листа. Расчет деформационного режима осуществляли известными методами, приведенными в литературе. Температурный режим охлаждения контролировали пирометрами, установленными на лабораторном стане, и выдерживали за счет пауз между проходами до попадания температуры образцов в диапазон, оговоренный реальным режимом прокатки. Охлаждение после прокатки осуществляли на воздухе.
Прокатанные образцы в холодном состоянии были подвергнуты пластической деформации растяжением на испытательном прессе на 1,58% остаточного удлинения, которое контролировали индикатором часового типа.
Величину остаточного удлинения для трубы 529×10 мм определяли из условия его равенства деформации трубы при формовке плюс деформации трубы при экспандировании. Так как предельная величина экспандирования согласно СНиП 2.05.06 - 85 оговорена, как не превышающая 1,2%, а средняя по толщине стенки деформация трубы 529×10 мм составляет 1,93%, таким образом величина остаточного удлинения равна 1,93+1,2=3,13%.
В общем случае для диапазона размеров трубы, которые используются на магистральных трубопроводах, от диаметра 426 мм с толщиной стенки 6 мм до диаметра 1420 мм с толщиной стенки 25 мм, средняя по толщине стенки деформация определяется по известной формуле
 ,
,
где εср - величина средней по толщине стенки деформации;
δ - толщина стенки трубы;
ρсp - средний радиус трубы.
В заключение образцы подвергли низкому отпуску при температуре 250°С с выдержкой 50 мин. Такая обработка имитирует искусственное деформационное старение трубы от момента изготовления до момента пуска в эксплуатации, при которой происходит незначительное снятия внутренних остаточных напряжении и выход подвижных дислокаций на поверхность металла. Диапазон низкого отпуска 180 - 250°С и выдержки 45 - 60 мин хорошо моделирует это процессы для низколегированных сталей.
Показатели механических свойств исследуемого металла по сертификатам качества изготовителя, испытаниям металла с восстановленными свойствами (имитация исходного металла) и металла, эксплуатированного в газопроводе, а также предельная норма этих свойств по СНиП 2.05.06-85 представлены в таблице 2.
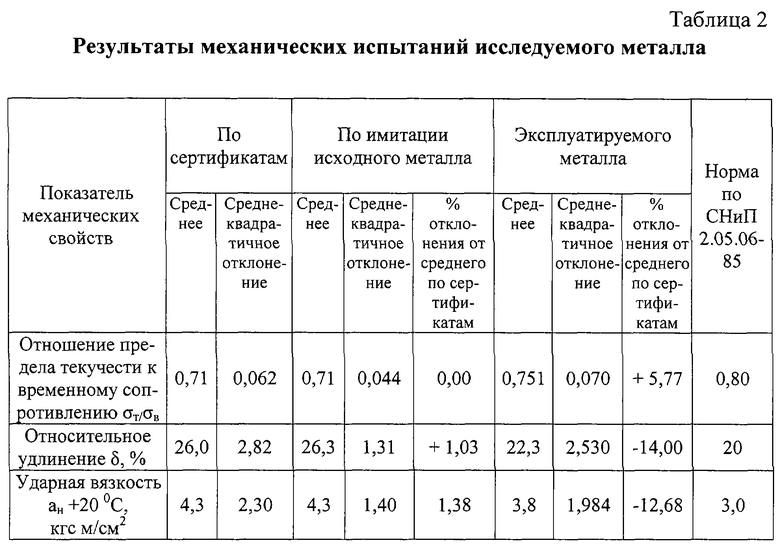
Из этой таблицы видно, что отклонение механических свойств металла, подвергнутого имитации его исходного состояния от реального (по сертификатам), незначительно, а среднеквадратичные отклонения от среднего значения меньше 1,5%, что указывает на возможность имитации процесса производства труб предлагаемым способом.
Отсюда же видно, что механические свойства эксплуатированного металла претерпели значительные изменения в результате накопления повреждений, но не достигли предельной величины, регламентированной СНиП, то есть металл обладает определенным остаточным ресурсом.
В конкретном примере изложена процедура восстановления исходных свойств горячекатаной стали, но она может быть использована и для сталей, подвергающихся термообработке после прокатки (нормализация, закалка с отпуском и т.п.) имитацией этих процессов на образцах, кроме того, режимы контролируемой прокатки (ТМО) также могут моделироваться имитацией температурного режима подстуживанием металла при прокатке и деформацией присущей ТМО листа в последних клетях листового стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНОГО РЕСУРСА МЕТАЛЛА МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2002 |
|
RU2221231C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНОГО РЕСУРСА МЕТАЛЛА ТРУБ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ПОВТОРНОГО ИСПОЛЬЗОВАНИЯ | 2002 |
|
RU2226681C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИСХОДНЫХ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛА ДЛИТЕЛЬНО ЭКСПЛУАТИРУЕМЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 2005 |
|
RU2290620C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНОГО РЕСУРСА МЕТАЛЛА ДЛИТЕЛЬНО ЭКСПЛУАТИРУЕМЫХ СТАЛЬНЫХ ТРУБ | 2007 |
|
RU2339018C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНОГО РЕСУРСА КОНСТРУКЦИИ | 1995 |
|
RU2108560C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РЕСУРСА МЕТАЛЛА ТРУБОПРОВОДОВ | 2013 |
|
RU2536783C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393238C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2255123C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2390568C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2241769C1 |
Изобретение относится к области металлургии. Техническим результатом является восстановление исходных механических свойств металла у исследуемых труб, длительное время находившихся в эксплуатации действующего магистрального трубопровода. Это дает возможность использовать результаты такого восстановления исходных механических свойств для их сравнения с механическими свойствами металла исследуемых труб и судить о возможности их дальнейшей эксплуатации. Для этого вырезают трубы, бывшие в эксплуатации магистрального трубопровода, изготавливают из вырезанных труб образцы, нагревают их в защитной среде, осуществляют горячую деформацию образцов по температурно-деформационному режиму последней стадии прокатки и охлаждения при производстве листовой заготовки для труб исследуемой марки стали и размеров, после этого образцы подвергают холодной пластической деформации растяжением на величину  , где ε - величина холодной пластической деформации, δ - толщина стенки трубы, ρср - средний радиус трубы. Затем проводят низкий отпуск и механические испытания образцов, по результатам которых судят об остаточном ресурсе металла труб. 2 табл.
, где ε - величина холодной пластической деформации, δ - толщина стенки трубы, ρср - средний радиус трубы. Затем проводят низкий отпуск и механические испытания образцов, по результатам которых судят об остаточном ресурсе металла труб. 2 табл.
Способ восстановления исходных механических свойств металла исследуемых труб, включающий вырезку труб, бывших в эксплуатации магистрального трубопровода, изготовление из вырезанных труб образцов и их нагрев, горячую деформацию образцов, механические испытания образцов, по результатам которых судят об остаточном ресурсе металла труб, отличающийся тем, что нагрев образца осуществляют в защитной среде, а горячую деформацию выполняют прокаткой образцов по температурно-деформационному режиму последней стадии прокатки и охлаждения при производстве листовой заготовки для труб исследуемой марки стали и размеров, после этого образцы подвергают холодной пластической деформации растяжением на величину, определяемую выражением:

где ε - величина холодной пластической деформации;
δ - толщина стенки трубы;
ρсp - средний радиус трубы;
а перед механическими испытаниями образцов проводят их низкий отпуск.
| КОЛМОГОРОВ В.Л | |||
| Об определении остаточного ресурса трубопровода | |||
| - Наука и техника в газовой промышленности, № 1, 2001 | |||
| - М.: ИРИ "Газпром", с.3-5 | |||
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛЫХ ДЕТАЛЕЙ ПАРОПРОВОДОВ ИЗ ПЕРЛИТНЫХ СТАЛЕЙ И ИХ СВАРНЫХ СТЫКОВ | 1994 |
|
RU2074897C1 |
| RU 94030098 A1, 10.03.1994 | |||
| СПОСОБ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ МАТЕРИАЛОВ | 1996 |
|
RU2103383C1 |

